

Optimize Ethyl Acetate for Solvent Recovery Processes
MAR 23, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Recovery Background and Objectives
Ethyl acetate has emerged as one of the most widely utilized organic solvents across multiple industrial sectors, including pharmaceuticals, coatings, adhesives, and food processing. Its favorable properties such as low toxicity, pleasant odor, and excellent solvating capabilities have made it indispensable in manufacturing processes. However, the increasing environmental regulations and rising raw material costs have intensified the need for efficient solvent recovery systems.
The traditional approach of disposing used ethyl acetate through incineration or waste treatment facilities has become economically unsustainable and environmentally problematic. Industries are facing mounting pressure to adopt circular economy principles, where solvent recovery and reuse represent critical components of sustainable manufacturing practices. The global ethyl acetate market, valued at approximately $3.2 billion in 2023, continues to grow at a compound annual growth rate of 4.8%, further emphasizing the economic significance of optimizing recovery processes.
Current recovery methods primarily rely on distillation-based separation techniques, which often suffer from high energy consumption, limited separation efficiency, and challenges in handling azeotropic mixtures. These limitations result in substantial operational costs and reduced recovery yields, typically ranging from 70-85% in conventional systems. The presence of water and other co-solvents in industrial waste streams further complicates the recovery process, necessitating advanced separation technologies.
The primary objective of optimizing ethyl acetate recovery processes centers on achieving higher purity levels exceeding 99.5% while maintaining recovery rates above 95%. This optimization aims to reduce energy consumption by at least 30% compared to conventional distillation methods through the implementation of innovative separation technologies such as membrane-based systems, hybrid distillation processes, and advanced heat integration schemes.
Secondary objectives include developing robust process control systems capable of handling varying feed compositions and implementing predictive maintenance strategies to minimize downtime. The optimization framework also targets the reduction of carbon footprint associated with solvent recovery operations, aligning with corporate sustainability goals and regulatory compliance requirements.
Furthermore, the optimization initiative seeks to establish scalable recovery solutions that can be adapted across different industrial applications, from small-scale pharmaceutical operations to large-volume coating manufacturing facilities. This includes developing modular recovery systems that offer flexibility in capacity and can accommodate future expansion requirements while maintaining economic viability through reduced payback periods.
The traditional approach of disposing used ethyl acetate through incineration or waste treatment facilities has become economically unsustainable and environmentally problematic. Industries are facing mounting pressure to adopt circular economy principles, where solvent recovery and reuse represent critical components of sustainable manufacturing practices. The global ethyl acetate market, valued at approximately $3.2 billion in 2023, continues to grow at a compound annual growth rate of 4.8%, further emphasizing the economic significance of optimizing recovery processes.
Current recovery methods primarily rely on distillation-based separation techniques, which often suffer from high energy consumption, limited separation efficiency, and challenges in handling azeotropic mixtures. These limitations result in substantial operational costs and reduced recovery yields, typically ranging from 70-85% in conventional systems. The presence of water and other co-solvents in industrial waste streams further complicates the recovery process, necessitating advanced separation technologies.
The primary objective of optimizing ethyl acetate recovery processes centers on achieving higher purity levels exceeding 99.5% while maintaining recovery rates above 95%. This optimization aims to reduce energy consumption by at least 30% compared to conventional distillation methods through the implementation of innovative separation technologies such as membrane-based systems, hybrid distillation processes, and advanced heat integration schemes.
Secondary objectives include developing robust process control systems capable of handling varying feed compositions and implementing predictive maintenance strategies to minimize downtime. The optimization framework also targets the reduction of carbon footprint associated with solvent recovery operations, aligning with corporate sustainability goals and regulatory compliance requirements.
Furthermore, the optimization initiative seeks to establish scalable recovery solutions that can be adapted across different industrial applications, from small-scale pharmaceutical operations to large-volume coating manufacturing facilities. This includes developing modular recovery systems that offer flexibility in capacity and can accommodate future expansion requirements while maintaining economic viability through reduced payback periods.
Market Demand for Solvent Recovery Solutions
The global solvent recovery market has experienced substantial growth driven by increasing environmental regulations and rising costs of virgin solvents. Industries are actively seeking efficient recovery solutions to minimize waste disposal expenses and reduce their environmental footprint. Ethyl acetate, as one of the most widely used organic solvents in pharmaceutical, coating, and chemical manufacturing sectors, represents a significant portion of this demand.
Pharmaceutical manufacturing generates the largest demand for ethyl acetate recovery solutions, where the solvent is extensively used in drug synthesis, purification processes, and extraction operations. The industry's stringent quality requirements and high solvent consumption volumes create substantial economic incentives for implementing advanced recovery systems. Companies are increasingly recognizing that optimized recovery processes can achieve solvent purity levels suitable for reuse in production cycles.
The coatings and paints industry constitutes another major market segment, utilizing ethyl acetate as a key component in formulations and cleaning applications. Rising raw material costs and tightening environmental compliance requirements have accelerated adoption of recovery technologies. Manufacturers are particularly interested in solutions that can handle varying contamination levels while maintaining consistent recovery efficiency.
Chemical processing facilities represent a growing market segment, where ethyl acetate serves multiple roles including reaction medium, extraction solvent, and cleaning agent. These operations often generate large volumes of contaminated solvent streams, creating opportunities for specialized recovery systems that can handle complex mixtures and varying contamination profiles.
Emerging markets in Asia-Pacific and Latin America are driving significant demand growth, as expanding manufacturing sectors face increasing pressure to implement sustainable practices. Local environmental regulations are becoming more stringent, while economic factors favor recovery over disposal. Small and medium-sized enterprises in these regions are particularly interested in cost-effective recovery solutions that offer rapid return on investment.
The market trend toward circular economy principles has intensified focus on solvent recovery optimization. Companies are seeking integrated solutions that not only recover solvents but also minimize energy consumption and maximize recovery yields. This shift has created demand for advanced process control systems, improved separation technologies, and automated monitoring capabilities that ensure consistent performance across varying operating conditions.
Pharmaceutical manufacturing generates the largest demand for ethyl acetate recovery solutions, where the solvent is extensively used in drug synthesis, purification processes, and extraction operations. The industry's stringent quality requirements and high solvent consumption volumes create substantial economic incentives for implementing advanced recovery systems. Companies are increasingly recognizing that optimized recovery processes can achieve solvent purity levels suitable for reuse in production cycles.
The coatings and paints industry constitutes another major market segment, utilizing ethyl acetate as a key component in formulations and cleaning applications. Rising raw material costs and tightening environmental compliance requirements have accelerated adoption of recovery technologies. Manufacturers are particularly interested in solutions that can handle varying contamination levels while maintaining consistent recovery efficiency.
Chemical processing facilities represent a growing market segment, where ethyl acetate serves multiple roles including reaction medium, extraction solvent, and cleaning agent. These operations often generate large volumes of contaminated solvent streams, creating opportunities for specialized recovery systems that can handle complex mixtures and varying contamination profiles.
Emerging markets in Asia-Pacific and Latin America are driving significant demand growth, as expanding manufacturing sectors face increasing pressure to implement sustainable practices. Local environmental regulations are becoming more stringent, while economic factors favor recovery over disposal. Small and medium-sized enterprises in these regions are particularly interested in cost-effective recovery solutions that offer rapid return on investment.
The market trend toward circular economy principles has intensified focus on solvent recovery optimization. Companies are seeking integrated solutions that not only recover solvents but also minimize energy consumption and maximize recovery yields. This shift has created demand for advanced process control systems, improved separation technologies, and automated monitoring capabilities that ensure consistent performance across varying operating conditions.
Current State of Ethyl Acetate Recovery Technologies
Ethyl acetate recovery technologies have evolved significantly over the past decades, driven by increasing environmental regulations and economic pressures to minimize solvent waste. The current landscape encompasses several established separation techniques, each with distinct advantages and limitations depending on the specific application context and recovery requirements.
Distillation remains the most widely implemented recovery method in industrial settings, particularly for high-volume ethyl acetate recovery operations. Conventional distillation systems achieve recovery rates of 85-95% under optimal conditions, with fractional distillation being preferred for applications requiring high purity recovered solvent. However, energy consumption represents a significant operational challenge, typically accounting for 60-70% of total recovery costs due to the relatively low boiling point of ethyl acetate at 77.1°C.
Membrane-based separation technologies have gained considerable traction as energy-efficient alternatives to thermal processes. Pervaporation membranes, particularly those utilizing polyimide and polydimethylsiloxane materials, demonstrate selective permeability for ethyl acetate recovery from aqueous mixtures. Current membrane systems achieve separation factors ranging from 50-200, though membrane fouling and limited lifespan remain persistent technical challenges affecting long-term operational viability.
Adsorption-based recovery systems utilizing activated carbon, zeolites, and specialized polymeric adsorbents represent another established approach. These systems excel in recovering ethyl acetate from dilute streams where distillation becomes economically unfavorable. Modern pressure swing adsorption units achieve recovery efficiencies exceeding 90% while operating at ambient temperatures, significantly reducing energy requirements compared to thermal methods.
Hybrid recovery systems combining multiple separation principles have emerged as promising solutions for complex recovery scenarios. Integration of membrane pre-concentration with distillation polishing, or coupling adsorption with thermal regeneration, enables optimization of both recovery efficiency and energy consumption. These hybrid approaches typically achieve overall recovery rates of 95-98% while reducing energy consumption by 20-40% compared to standalone distillation systems.
Despite technological advances, several challenges persist across current recovery technologies. Energy intensity remains problematic for thermal methods, while membrane systems face durability issues and flux limitations. Adsorption systems require careful regeneration management to maintain capacity, and hybrid systems introduce operational complexity requiring sophisticated process control. Additionally, the presence of impurities and co-solvents in industrial waste streams continues to complicate recovery operations, often necessitating pre-treatment steps that increase overall system complexity and costs.
Distillation remains the most widely implemented recovery method in industrial settings, particularly for high-volume ethyl acetate recovery operations. Conventional distillation systems achieve recovery rates of 85-95% under optimal conditions, with fractional distillation being preferred for applications requiring high purity recovered solvent. However, energy consumption represents a significant operational challenge, typically accounting for 60-70% of total recovery costs due to the relatively low boiling point of ethyl acetate at 77.1°C.
Membrane-based separation technologies have gained considerable traction as energy-efficient alternatives to thermal processes. Pervaporation membranes, particularly those utilizing polyimide and polydimethylsiloxane materials, demonstrate selective permeability for ethyl acetate recovery from aqueous mixtures. Current membrane systems achieve separation factors ranging from 50-200, though membrane fouling and limited lifespan remain persistent technical challenges affecting long-term operational viability.
Adsorption-based recovery systems utilizing activated carbon, zeolites, and specialized polymeric adsorbents represent another established approach. These systems excel in recovering ethyl acetate from dilute streams where distillation becomes economically unfavorable. Modern pressure swing adsorption units achieve recovery efficiencies exceeding 90% while operating at ambient temperatures, significantly reducing energy requirements compared to thermal methods.
Hybrid recovery systems combining multiple separation principles have emerged as promising solutions for complex recovery scenarios. Integration of membrane pre-concentration with distillation polishing, or coupling adsorption with thermal regeneration, enables optimization of both recovery efficiency and energy consumption. These hybrid approaches typically achieve overall recovery rates of 95-98% while reducing energy consumption by 20-40% compared to standalone distillation systems.
Despite technological advances, several challenges persist across current recovery technologies. Energy intensity remains problematic for thermal methods, while membrane systems face durability issues and flux limitations. Adsorption systems require careful regeneration management to maintain capacity, and hybrid systems introduce operational complexity requiring sophisticated process control. Additionally, the presence of impurities and co-solvents in industrial waste streams continues to complicate recovery operations, often necessitating pre-treatment steps that increase overall system complexity and costs.
Existing Ethyl Acetate Recovery Process Solutions
01 Distillation process optimization for ethyl acetate recovery
Recovery efficiency can be improved through optimized distillation processes, including the use of multi-stage distillation columns, controlled temperature and pressure conditions, and reflux ratio adjustments. These methods enable effective separation of ethyl acetate from mixed solvents or reaction products, achieving high purity and recovery rates. The distillation parameters can be fine-tuned based on the composition of the feed mixture to maximize recovery efficiency.- Distillation and rectification methods for ethyl acetate recovery: Recovery of ethyl acetate can be achieved through distillation and rectification processes. These methods involve separating ethyl acetate from mixtures based on differences in boiling points. The process typically includes multiple distillation columns, condensers, and reflux systems to achieve high purity and recovery rates. Advanced distillation techniques such as extractive distillation or azeotropic distillation may be employed to break azeotropes and improve separation efficiency.
- Membrane separation technology for ethyl acetate recovery: Membrane-based separation processes offer an energy-efficient alternative for recovering ethyl acetate from various streams. These systems utilize selective membranes that allow preferential permeation of ethyl acetate while retaining other components. Pervaporation and vapor permeation are common membrane techniques that can achieve high recovery efficiency with lower energy consumption compared to conventional distillation methods.
- Adsorption and absorption methods for ethyl acetate recovery: Adsorption using solid adsorbents or absorption using liquid absorbents can effectively recover ethyl acetate from gas or liquid streams. These methods involve contacting the ethyl acetate-containing stream with selective materials that preferentially capture the target compound. The loaded adsorbent or absorbent can then be regenerated through temperature or pressure swing processes, releasing concentrated ethyl acetate for reuse.
- Integrated recovery systems combining multiple separation techniques: Hybrid systems that combine different separation technologies can optimize ethyl acetate recovery efficiency. These integrated approaches may couple distillation with membrane separation, adsorption with distillation, or other combinations to leverage the advantages of each method. Such systems can achieve higher overall recovery rates, improved product purity, and reduced energy consumption compared to single-method approaches.
- Equipment design and process optimization for enhanced recovery: Specialized equipment designs and process parameter optimization play crucial roles in improving ethyl acetate recovery efficiency. This includes innovative column internals, heat integration schemes, advanced control systems, and optimized operating conditions such as temperature, pressure, and flow rates. Novel reactor and separator configurations can minimize losses and maximize recovery while reducing operational costs.
02 Membrane separation technology for ethyl acetate recovery
Membrane-based separation techniques, such as pervaporation and vapor permeation, offer energy-efficient alternatives for recovering ethyl acetate from aqueous solutions or organic mixtures. These methods utilize selective membranes that preferentially allow ethyl acetate to pass through while retaining other components. Membrane separation can be particularly effective for dilute solutions and can be combined with other recovery methods to enhance overall efficiency.Expand Specific Solutions03 Adsorption and absorption methods for ethyl acetate capture
Adsorption using activated carbon, zeolites, or other porous materials can effectively capture ethyl acetate from gas streams or liquid mixtures. Absorption processes using suitable solvents can also be employed to selectively extract ethyl acetate. These methods are particularly useful for recovering ethyl acetate from waste streams or low-concentration sources, and the adsorbent or absorbent can be regenerated for repeated use.Expand Specific Solutions04 Integrated recovery systems combining multiple separation techniques
Hybrid systems that combine distillation, extraction, and other separation methods can achieve superior recovery efficiency compared to single-method approaches. These integrated systems are designed to handle complex feed compositions and can optimize energy consumption while maximizing ethyl acetate recovery. The combination of techniques allows for sequential purification steps that progressively increase product purity and overall recovery rates.Expand Specific Solutions05 Equipment design improvements for enhanced recovery efficiency
Specialized equipment designs, including improved column internals, enhanced heat exchangers, and optimized reactor configurations, contribute to higher ethyl acetate recovery efficiency. Innovations in equipment design focus on reducing energy consumption, minimizing product loss, and improving separation performance. These designs may incorporate features such as structured packing, advanced tray designs, or novel reactor geometries that facilitate better mass and heat transfer.Expand Specific Solutions
Key Players in Solvent Recovery Equipment Industry
The ethyl acetate solvent recovery optimization market represents a mature industrial segment within the broader chemical processing industry, characterized by steady growth driven by sustainability mandates and cost reduction imperatives. The market spans multiple billions globally, encompassing pharmaceutical, coatings, and specialty chemical applications where solvent recovery is economically critical. Technology maturity varies significantly across market participants, with established chemical giants like Celanese International Corp., China Petroleum & Chemical Corp., and LG Chem Ltd. leading through advanced distillation and membrane separation technologies. Mid-tier players including Daicel Corp., Stepan Co., and Wacker Chemie AG focus on specialized applications and process optimization. Academic institutions such as Kobe University, South China University of Technology, and Tianjin University contribute fundamental research in novel separation mechanisms and process intensification. The competitive landscape shows consolidation around proven technologies, while emerging players like NapiFeryn BioTech explore biotechnological approaches, indicating ongoing innovation despite market maturity.
Celanese International Corp.
Technical Solution: Celanese has developed advanced ethyl acetate production and recovery technologies through their integrated acetyl chain operations. Their process optimization focuses on energy-efficient distillation systems that can achieve over 99% solvent recovery rates while maintaining product purity standards. The company utilizes proprietary catalyst systems and heat integration technologies to minimize energy consumption during the recovery process. Their approach includes multi-stage distillation columns with optimized reflux ratios and advanced process control systems that automatically adjust operating parameters based on feed composition variations. Additionally, they have implemented membrane separation technologies as pre-treatment steps to reduce the load on distillation systems, resulting in overall energy savings of approximately 15-20% compared to conventional recovery methods.
Strengths: Extensive experience in acetyl chemistry, proven industrial-scale operations, integrated supply chain advantages. Weaknesses: High capital investment requirements, complex process integration needs.
China Petroleum & Chemical Corp.
Technical Solution: SINOPEC has developed comprehensive ethyl acetate recovery processes as part of their petrochemical operations, focusing on large-scale industrial applications. Their technology emphasizes robust distillation systems capable of handling varying feed compositions from different production units. The recovery process incorporates advanced heat exchanger networks that achieve thermal efficiency improvements of 25-30% through systematic heat integration. Their approach includes automated control systems that optimize column operations based on real-time composition analysis, ensuring consistent product quality while maximizing recovery yields. The company has also integrated waste heat recovery systems that utilize low-grade heat from other plant operations, reducing overall energy consumption and improving process economics for large-scale solvent recovery applications.
Strengths: Large-scale processing capabilities, extensive petrochemical infrastructure, cost-effective operations. Weaknesses: Limited flexibility for specialized applications, focus primarily on high-volume operations.
Core Innovations in Ethyl Acetate Purification Methods
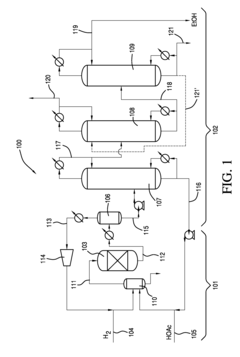
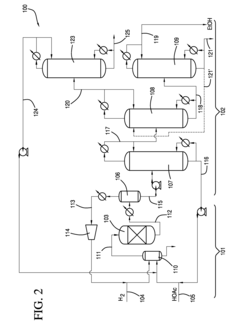
Process for producing an ethyl acetate solvent and co-production of ethanol
PatentInactiveUS20110190531A1
Innovation
- A process involving the hydrogenation of acetic acid in the presence of a catalyst, followed by a series of distillation columns to separate and recover ethanol and ethyl acetate solvent, with specific catalyst compositions and conditions to optimize ethanol and ethyl acetate production, including the use of platinum-based catalysts and modified silica supports.
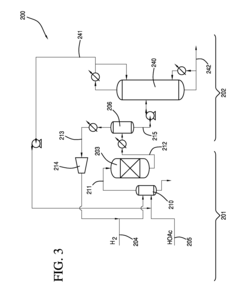
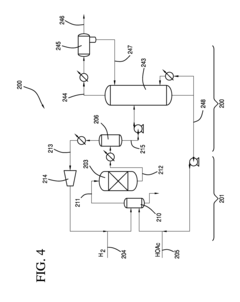
Process for the recovery of ethanol from crude ethyl acetate
PatentPendingUS20250304515A1
Innovation
- A process that integrates azeotrope column overhead streams with a water removal section to produce a substantially dry ethanol stream, which is used to supplement or replace external heat input for the first separation column reboiler, reducing steam consumption and optimizing energy efficiency.



Environmental Regulations for Solvent Recovery
The regulatory landscape for solvent recovery processes involving ethyl acetate has become increasingly stringent across major industrial regions. In the United States, the Environmental Protection Agency (EPA) classifies ethyl acetate as a volatile organic compound (VOC) under the Clean Air Act, subjecting facilities to National Emission Standards for Hazardous Air Pollutants (NESHAP) requirements. These regulations mandate that industrial facilities implement maximum achievable control technology (MACT) standards, typically requiring 95% or higher recovery efficiency for solvent recovery systems.
European Union regulations under the Industrial Emissions Directive (IED) establish even more comprehensive requirements for solvent recovery operations. The directive requires facilities using more than 200 tons of ethyl acetate annually to implement best available techniques (BAT) for emission control. Additionally, the REACH regulation imposes strict documentation requirements for solvent handling and recovery processes, including detailed reporting of recovery rates and waste generation.
Asian markets present varying regulatory frameworks, with Japan's Air Pollution Control Law setting emission limits of 400 ppm for ethyl acetate, while China's new Environmental Protection Law has introduced mandatory cleaner production audits for solvent-intensive industries. These regulations increasingly favor closed-loop recovery systems that minimize atmospheric emissions.
Recent regulatory trends indicate a shift toward circular economy principles, with new legislation in multiple jurisdictions providing tax incentives for high-efficiency solvent recovery systems. The EU's Green Deal and similar initiatives in other regions are driving requirements for 98% or higher recovery rates by 2030. Compliance costs for non-optimized systems are projected to increase significantly, with penalties for VOC emissions rising by 40-60% over the next five years.
Emerging regulations also address energy efficiency in recovery processes, with some jurisdictions implementing carbon footprint requirements that favor thermally optimized distillation systems and heat integration technologies for ethyl acetate recovery operations.
European Union regulations under the Industrial Emissions Directive (IED) establish even more comprehensive requirements for solvent recovery operations. The directive requires facilities using more than 200 tons of ethyl acetate annually to implement best available techniques (BAT) for emission control. Additionally, the REACH regulation imposes strict documentation requirements for solvent handling and recovery processes, including detailed reporting of recovery rates and waste generation.
Asian markets present varying regulatory frameworks, with Japan's Air Pollution Control Law setting emission limits of 400 ppm for ethyl acetate, while China's new Environmental Protection Law has introduced mandatory cleaner production audits for solvent-intensive industries. These regulations increasingly favor closed-loop recovery systems that minimize atmospheric emissions.
Recent regulatory trends indicate a shift toward circular economy principles, with new legislation in multiple jurisdictions providing tax incentives for high-efficiency solvent recovery systems. The EU's Green Deal and similar initiatives in other regions are driving requirements for 98% or higher recovery rates by 2030. Compliance costs for non-optimized systems are projected to increase significantly, with penalties for VOC emissions rising by 40-60% over the next five years.
Emerging regulations also address energy efficiency in recovery processes, with some jurisdictions implementing carbon footprint requirements that favor thermally optimized distillation systems and heat integration technologies for ethyl acetate recovery operations.
Energy Efficiency in Industrial Solvent Recovery
Energy efficiency represents a critical performance metric in industrial solvent recovery operations, particularly for ethyl acetate systems where thermal energy consumption directly impacts operational costs and environmental sustainability. Traditional distillation-based recovery processes typically consume 2-4 MJ per kilogram of recovered solvent, creating substantial opportunities for optimization through advanced process design and integration strategies.
Heat integration technologies have emerged as primary drivers for energy reduction in ethyl acetate recovery systems. Heat exchanger networks enable effective thermal energy recovery between process streams, while vapor recompression systems can reduce steam consumption by 30-50% compared to conventional distillation columns. Multi-effect distillation configurations further enhance energy utilization by cascading thermal energy across multiple separation stages.
Advanced separation technologies offer significant energy advantages over traditional methods. Membrane-based pervaporation systems demonstrate energy consumption reductions of up to 60% for ethyl acetate-water separations, operating at lower temperatures and eliminating the need for complete vaporization. Hybrid processes combining distillation with membrane separation or adsorption technologies optimize energy distribution across different separation mechanisms.
Process intensification strategies focus on reducing energy requirements through enhanced mass and heat transfer. Structured packing materials, reactive distillation columns, and microreactor technologies increase separation efficiency while minimizing energy input. These approaches typically achieve 15-25% energy savings compared to conventional tray-based distillation systems.
Waste heat recovery systems capture and utilize low-grade thermal energy from various process streams, including condenser cooling water and bottom product streams. Heat pump integration enables upgrading of waste heat to useful temperature levels, while thermal energy storage systems provide operational flexibility and load balancing capabilities.
Smart process control and optimization algorithms continuously adjust operating parameters to maintain optimal energy efficiency. Model predictive control systems, combined with real-time energy monitoring, enable dynamic optimization of recovery processes based on feed composition variations and energy cost fluctuations, typically achieving 10-15% additional energy savings through operational excellence.
Heat integration technologies have emerged as primary drivers for energy reduction in ethyl acetate recovery systems. Heat exchanger networks enable effective thermal energy recovery between process streams, while vapor recompression systems can reduce steam consumption by 30-50% compared to conventional distillation columns. Multi-effect distillation configurations further enhance energy utilization by cascading thermal energy across multiple separation stages.
Advanced separation technologies offer significant energy advantages over traditional methods. Membrane-based pervaporation systems demonstrate energy consumption reductions of up to 60% for ethyl acetate-water separations, operating at lower temperatures and eliminating the need for complete vaporization. Hybrid processes combining distillation with membrane separation or adsorption technologies optimize energy distribution across different separation mechanisms.
Process intensification strategies focus on reducing energy requirements through enhanced mass and heat transfer. Structured packing materials, reactive distillation columns, and microreactor technologies increase separation efficiency while minimizing energy input. These approaches typically achieve 15-25% energy savings compared to conventional tray-based distillation systems.
Waste heat recovery systems capture and utilize low-grade thermal energy from various process streams, including condenser cooling water and bottom product streams. Heat pump integration enables upgrading of waste heat to useful temperature levels, while thermal energy storage systems provide operational flexibility and load balancing capabilities.
Smart process control and optimization algorithms continuously adjust operating parameters to maintain optimal energy efficiency. Model predictive control systems, combined with real-time energy monitoring, enable dynamic optimization of recovery processes based on feed composition variations and energy cost fluctuations, typically achieving 10-15% additional energy savings through operational excellence.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!