

How to Align Process Variables for Laser Engineered Net Shaping
APR 1, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
LENS Process Variables Background and Alignment Goals
Laser Engineered Net Shaping (LENS) represents a revolutionary additive manufacturing technology that emerged in the mid-1990s as a direct metal deposition process. This powder-fed laser-based system enables the fabrication of complex three-dimensional metallic components through layer-by-layer material addition, fundamentally transforming traditional manufacturing paradigms. The technology's evolution stems from the convergence of laser processing, powder metallurgy, and computer-aided manufacturing, creating unprecedented opportunities for rapid prototyping and production of high-performance components.
The historical development of LENS technology traces back to Sandia National Laboratories' pioneering work, where researchers sought to overcome limitations of conventional subtractive manufacturing processes. Early implementations focused on titanium and steel alloys, demonstrating the technology's capability to produce near-net-shape components with mechanical properties comparable to wrought materials. This breakthrough established LENS as a viable alternative for aerospace, automotive, and biomedical applications requiring complex geometries and superior material properties.
Process variable alignment in LENS manufacturing has emerged as a critical challenge due to the technology's inherent complexity and multi-parameter interdependencies. The primary variables include laser power, powder feed rate, scanning speed, layer thickness, and substrate temperature, each significantly influencing final component quality, microstructure, and mechanical properties. Misalignment of these parameters often results in defects such as porosity, cracking, poor surface finish, and dimensional inaccuracies, limiting the technology's industrial adoption.
The fundamental goal of process variable alignment centers on achieving optimal parameter combinations that ensure consistent, high-quality component production while maximizing manufacturing efficiency. This involves establishing robust correlations between input parameters and output characteristics, enabling predictive control of material properties and geometric accuracy. Advanced process monitoring and real-time feedback systems have become essential tools for maintaining parameter stability throughout the build process.
Contemporary research objectives focus on developing intelligent process control algorithms that can automatically adjust parameters based on real-time monitoring data. Machine learning approaches and artificial intelligence integration represent promising avenues for achieving autonomous parameter optimization, reducing human intervention while improving process reliability and repeatability across diverse material systems and component geometries.
The historical development of LENS technology traces back to Sandia National Laboratories' pioneering work, where researchers sought to overcome limitations of conventional subtractive manufacturing processes. Early implementations focused on titanium and steel alloys, demonstrating the technology's capability to produce near-net-shape components with mechanical properties comparable to wrought materials. This breakthrough established LENS as a viable alternative for aerospace, automotive, and biomedical applications requiring complex geometries and superior material properties.
Process variable alignment in LENS manufacturing has emerged as a critical challenge due to the technology's inherent complexity and multi-parameter interdependencies. The primary variables include laser power, powder feed rate, scanning speed, layer thickness, and substrate temperature, each significantly influencing final component quality, microstructure, and mechanical properties. Misalignment of these parameters often results in defects such as porosity, cracking, poor surface finish, and dimensional inaccuracies, limiting the technology's industrial adoption.
The fundamental goal of process variable alignment centers on achieving optimal parameter combinations that ensure consistent, high-quality component production while maximizing manufacturing efficiency. This involves establishing robust correlations between input parameters and output characteristics, enabling predictive control of material properties and geometric accuracy. Advanced process monitoring and real-time feedback systems have become essential tools for maintaining parameter stability throughout the build process.
Contemporary research objectives focus on developing intelligent process control algorithms that can automatically adjust parameters based on real-time monitoring data. Machine learning approaches and artificial intelligence integration represent promising avenues for achieving autonomous parameter optimization, reducing human intervention while improving process reliability and repeatability across diverse material systems and component geometries.
Market Demand for Precision LENS Manufacturing
The precision manufacturing sector is experiencing unprecedented demand for advanced additive manufacturing technologies, with Laser Engineered Net Shaping (LENS) emerging as a critical solution for high-value applications. Industries requiring complex geometries, superior material properties, and minimal post-processing are driving substantial market expansion for precision LENS capabilities.
Aerospace and defense sectors represent the largest demand drivers for precision LENS manufacturing. These industries require components with exceptional dimensional accuracy, superior metallurgical properties, and the ability to produce near-net-shape parts from high-performance alloys. The technology's capacity to create functionally graded materials and repair high-value components has established it as an indispensable manufacturing solution.
Medical device manufacturing constitutes another significant market segment demanding precision LENS capabilities. Custom implants, surgical instruments, and biocompatible components require the exceptional surface finish and dimensional control that optimized LENS processes can deliver. The ability to process titanium alloys and other biocompatible materials with precise control over microstructure makes LENS particularly valuable for medical applications.
Energy sector applications, particularly in oil and gas, nuclear, and renewable energy industries, are generating substantial demand for precision LENS manufacturing. Components operating in extreme environments require the superior material properties and geometric precision that well-controlled LENS processes can provide. The technology's ability to produce components with complex internal cooling channels and optimized stress distributions addresses critical industry needs.
Automotive and tooling industries are increasingly adopting precision LENS for producing high-performance components and manufacturing tools. The demand for lightweight structures, conformal cooling channels in injection molds, and rapid prototyping of complex geometries drives market growth in these sectors.
The market demand is further intensified by the growing recognition that process variable alignment directly impacts product quality, repeatability, and manufacturing economics. Companies are investing heavily in precision LENS capabilities to achieve competitive advantages through superior product performance and reduced manufacturing costs.
Aerospace and defense sectors represent the largest demand drivers for precision LENS manufacturing. These industries require components with exceptional dimensional accuracy, superior metallurgical properties, and the ability to produce near-net-shape parts from high-performance alloys. The technology's capacity to create functionally graded materials and repair high-value components has established it as an indispensable manufacturing solution.
Medical device manufacturing constitutes another significant market segment demanding precision LENS capabilities. Custom implants, surgical instruments, and biocompatible components require the exceptional surface finish and dimensional control that optimized LENS processes can deliver. The ability to process titanium alloys and other biocompatible materials with precise control over microstructure makes LENS particularly valuable for medical applications.
Energy sector applications, particularly in oil and gas, nuclear, and renewable energy industries, are generating substantial demand for precision LENS manufacturing. Components operating in extreme environments require the superior material properties and geometric precision that well-controlled LENS processes can provide. The technology's ability to produce components with complex internal cooling channels and optimized stress distributions addresses critical industry needs.
Automotive and tooling industries are increasingly adopting precision LENS for producing high-performance components and manufacturing tools. The demand for lightweight structures, conformal cooling channels in injection molds, and rapid prototyping of complex geometries drives market growth in these sectors.
The market demand is further intensified by the growing recognition that process variable alignment directly impacts product quality, repeatability, and manufacturing economics. Companies are investing heavily in precision LENS capabilities to achieve competitive advantages through superior product performance and reduced manufacturing costs.
Current LENS Process Control Challenges and Limitations
The LENS process faces significant challenges in achieving consistent process control due to the complex interdependencies between multiple variables. Laser power, powder feed rate, scanning speed, and substrate temperature must be precisely coordinated to maintain optimal melt pool characteristics. Current control systems often struggle with the nonlinear relationships between these parameters, leading to variations in layer thickness, porosity, and mechanical properties across different build regions.
Real-time monitoring capabilities remain limited in most commercial LENS systems. While pyrometers and thermal cameras can provide temperature feedback, they often lack the spatial and temporal resolution needed for precise melt pool control. The harsh processing environment, characterized by intense laser radiation, metal vapor, and powder particles, creates significant challenges for sensor integration and signal reliability.
Powder delivery consistency represents another critical limitation. Variations in powder flow rate, particle size distribution, and carrier gas pressure directly impact the material deposition process. Current powder feeding systems often exhibit flow instabilities, particularly during direction changes or when processing complex geometries. These inconsistencies compound the difficulty of maintaining stable process conditions throughout the build cycle.
The lack of standardized process parameter databases further complicates LENS process control. Unlike conventional manufacturing processes, LENS operations require material-specific parameter sets that must be developed through extensive experimentation. The absence of comprehensive process maps for different alloy systems forces operators to rely on trial-and-error approaches, resulting in suboptimal processing conditions and increased development time.
Thermal management presents ongoing challenges, particularly for large or complex components. Heat accumulation during multi-layer deposition can lead to uncontrolled thermal gradients, affecting microstructure evolution and dimensional accuracy. Current systems lack sophisticated thermal modeling capabilities that could predict and compensate for these thermal effects in real-time.
Closed-loop control implementation remains technically challenging due to the rapid dynamics of the LENS process. The millisecond-scale melt pool formation and solidification processes require control systems with extremely fast response times. Most existing feedback mechanisms operate too slowly to effectively respond to process disturbances, limiting their effectiveness in maintaining consistent build quality.
Real-time monitoring capabilities remain limited in most commercial LENS systems. While pyrometers and thermal cameras can provide temperature feedback, they often lack the spatial and temporal resolution needed for precise melt pool control. The harsh processing environment, characterized by intense laser radiation, metal vapor, and powder particles, creates significant challenges for sensor integration and signal reliability.
Powder delivery consistency represents another critical limitation. Variations in powder flow rate, particle size distribution, and carrier gas pressure directly impact the material deposition process. Current powder feeding systems often exhibit flow instabilities, particularly during direction changes or when processing complex geometries. These inconsistencies compound the difficulty of maintaining stable process conditions throughout the build cycle.
The lack of standardized process parameter databases further complicates LENS process control. Unlike conventional manufacturing processes, LENS operations require material-specific parameter sets that must be developed through extensive experimentation. The absence of comprehensive process maps for different alloy systems forces operators to rely on trial-and-error approaches, resulting in suboptimal processing conditions and increased development time.
Thermal management presents ongoing challenges, particularly for large or complex components. Heat accumulation during multi-layer deposition can lead to uncontrolled thermal gradients, affecting microstructure evolution and dimensional accuracy. Current systems lack sophisticated thermal modeling capabilities that could predict and compensate for these thermal effects in real-time.
Closed-loop control implementation remains technically challenging due to the rapid dynamics of the LENS process. The millisecond-scale melt pool formation and solidification processes require control systems with extremely fast response times. Most existing feedback mechanisms operate too slowly to effectively respond to process disturbances, limiting their effectiveness in maintaining consistent build quality.
Existing LENS Process Variable Control Solutions
01 Laser power and energy density control
The laser power and energy density are critical process variables in Laser Engineered Net Shaping (LENS) that directly affect the melting behavior of powder materials and the quality of deposited layers. Optimizing these parameters ensures proper fusion of materials while preventing defects such as porosity or excessive heat input. The energy density can be adjusted by controlling laser power output, beam diameter, and scanning speed to achieve desired microstructure and mechanical properties in the fabricated parts.- Laser power and energy density control: The laser power and energy density are critical process variables in Laser Engineered Net Shaping (LENS). These parameters directly affect the melting behavior of powder materials, the formation of the melt pool, and the quality of deposited layers. Optimizing laser power ensures proper material fusion while preventing excessive heat input that could lead to defects such as porosity or cracking. Energy density control involves balancing laser power with scanning speed and beam diameter to achieve desired microstructure and mechanical properties.
- Powder feed rate and material delivery: The powder feed rate is a fundamental variable that determines the amount of material deposited per unit time in the LENS process. Proper control of powder delivery ensures consistent layer thickness and dimensional accuracy of the fabricated parts. The powder feed system must be synchronized with laser scanning parameters to maintain stable melt pool dynamics. Material delivery mechanisms include coaxial nozzle designs and carrier gas flow rates that influence powder stream focus and deposition efficiency.
- Scanning speed and path planning: Scanning speed affects the interaction time between the laser beam and material, influencing heat accumulation and cooling rates. Path planning strategies determine the sequence and pattern of laser movement during layer-by-layer deposition. These variables impact residual stress distribution, geometric accuracy, and surface finish of the manufactured components. Advanced scanning strategies can minimize thermal gradients and improve overall part quality.
- Substrate temperature and thermal management: Substrate preheating and temperature control during the LENS process significantly influence the thermal history of deposited materials. Proper thermal management reduces thermal gradients between layers, minimizes residual stresses, and prevents crack formation. Temperature monitoring and control systems help maintain optimal processing conditions throughout the build process. Thermal management also affects the microstructural evolution and phase transformations in the deposited material.
- Shielding gas composition and flow control: The composition and flow rate of shielding gas are essential variables for protecting the melt pool from oxidation and contamination during the LENS process. Inert gases such as argon or nitrogen create a controlled atmosphere that prevents defect formation and ensures material purity. Gas flow dynamics affect powder delivery efficiency and melt pool stability. Proper shielding gas management is particularly important when processing reactive materials or achieving specific metallurgical properties.
02 Powder feed rate and material delivery optimization
The powder feed rate is a fundamental variable that determines the amount of material deposited per unit time in the LENS process. Proper control of powder delivery ensures consistent layer thickness and dimensional accuracy. The powder flow must be synchronized with laser scanning speed and power to maintain stable melt pool dynamics. Advanced systems incorporate real-time monitoring and feedback control mechanisms to adjust powder feed rates dynamically based on process conditions.Expand Specific Solutions03 Scanning speed and path planning strategies
Scanning speed significantly influences the thermal history and cooling rates during the LENS process, affecting grain structure and residual stresses in fabricated components. Path planning strategies, including scanning patterns and layer-building sequences, are optimized to minimize thermal gradients and distortion. Multi-axis motion control systems enable complex geometries while maintaining consistent deposition quality through coordinated movement of laser head and substrate.Expand Specific Solutions04 Substrate temperature and thermal management
Substrate preheating and temperature control during the LENS process are essential variables for managing thermal stresses and preventing crack formation. Maintaining appropriate substrate temperatures improves interlayer bonding and reduces the temperature gradient between deposited layers and the base material. Thermal management systems may include heated build platforms, environmental chambers, and real-time temperature monitoring to ensure optimal processing conditions throughout the fabrication cycle.Expand Specific Solutions05 Shielding gas composition and atmospheric control
The composition and flow rate of shielding gas are important process variables that protect the melt pool from oxidation and contamination during LENS processing. Inert gases such as argon or nitrogen create a controlled atmosphere that prevents degradation of reactive materials and ensures consistent material properties. The gas flow dynamics also influence powder delivery efficiency and melt pool stability, requiring careful optimization of gas delivery nozzle design and flow parameters.Expand Specific Solutions
Key Players in LENS Technology and Equipment Industry
The laser engineered net shaping (LENS) technology landscape represents a mature additive manufacturing sector experiencing steady growth, with the global market valued at several billion dollars and projected to expand significantly through 2030. The industry has progressed beyond the early adoption phase into mainstream industrial applications, particularly in aerospace, automotive, and medical sectors. Technology maturity varies considerably among market participants, with established leaders like TRUMPF Laser GmbH, nLIGHT Inc., and Hypertherm Associates demonstrating advanced process control capabilities, while companies such as Han's Laser Technology and Makeblock focus on accessible solutions for emerging markets. Research institutions including MIT and National Research Council of Canada continue driving innovation in process variable alignment methodologies. The competitive landscape features a mix of specialized laser system manufacturers, precision equipment providers like Nikon Corp. and DISCO Corp., and emerging players from Asia-Pacific regions, indicating a dynamic market with opportunities for both technological advancement and market penetration across different application segments.
nLIGHT, Inc.
Technical Solution: nLIGHT specializes in high-power laser solutions for additive manufacturing applications including LENS processes. Their process variable alignment approach centers on laser beam quality optimization and power stability control. The company has developed fiber laser systems with precise power modulation capabilities that can adjust output in microsecond timeframes to maintain consistent energy density during deposition. Their Corona laser platform features advanced beam shaping technologies that enable uniform heat distribution across the melt pool. The system includes integrated feedback mechanisms that monitor laser performance parameters and automatically compensate for thermal drift and component aging effects to ensure consistent process conditions throughout extended build cycles.
Strengths: Superior laser technology expertise, excellent beam quality control, reliable high-power laser systems. Weaknesses: Limited scope focusing primarily on laser components rather than complete process control systems.
TRUMPF Werkzeugmaschinen GmbH + Co. KG
Technical Solution: TRUMPF has developed comprehensive process variable alignment systems for laser-based additive manufacturing including LENS technology. Their approach integrates real-time monitoring of laser power, powder feed rate, substrate temperature, and build atmosphere through advanced sensor networks. The system employs closed-loop control algorithms that automatically adjust process parameters based on melt pool geometry feedback captured via high-speed cameras and pyrometers. Their TruPrint series incorporates machine learning algorithms to predict optimal parameter combinations for different materials and geometries, ensuring consistent layer adhesion and dimensional accuracy. The platform features multi-zone temperature control and inert gas flow management to maintain optimal processing conditions throughout the build process.
Strengths: Industry-leading precision control systems, extensive material database, robust industrial-grade equipment. Weaknesses: High capital investment requirements, complex system integration needs.
Core Innovations in LENS Parameter Alignment Methods
Methods for fabricating gradient alloy articles with multi-functional properties
PatentActiveUS20150044084A1
Innovation
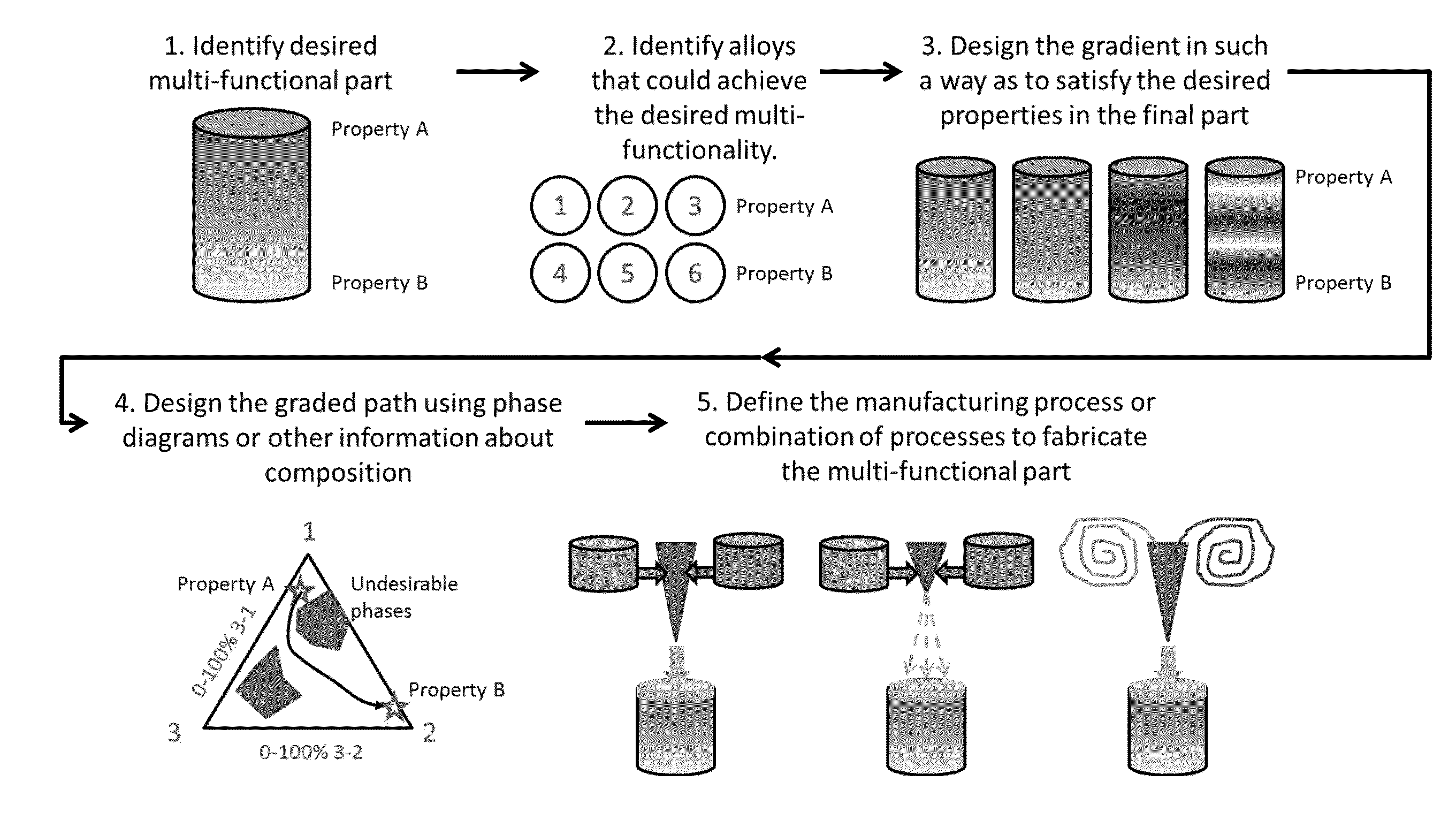
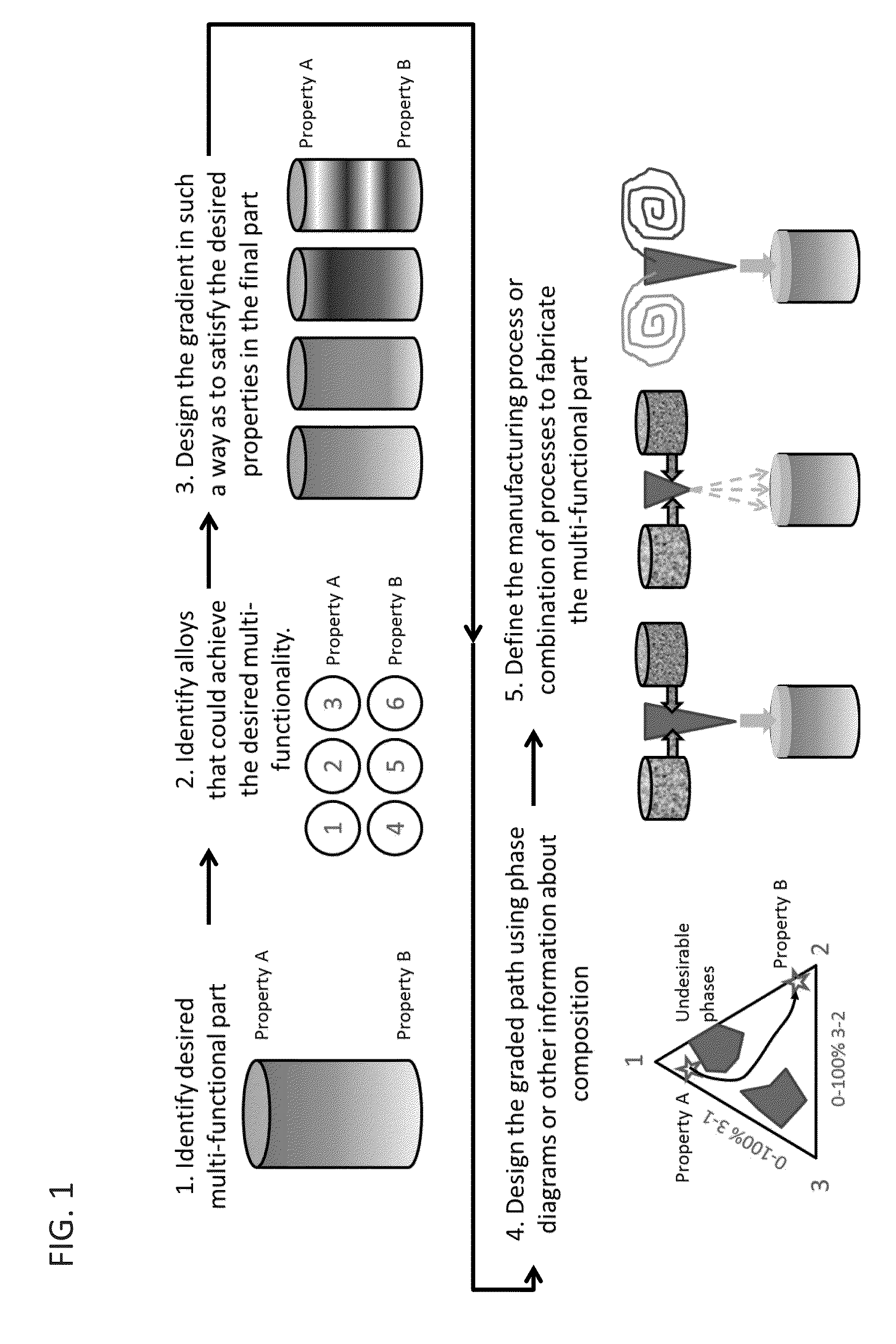
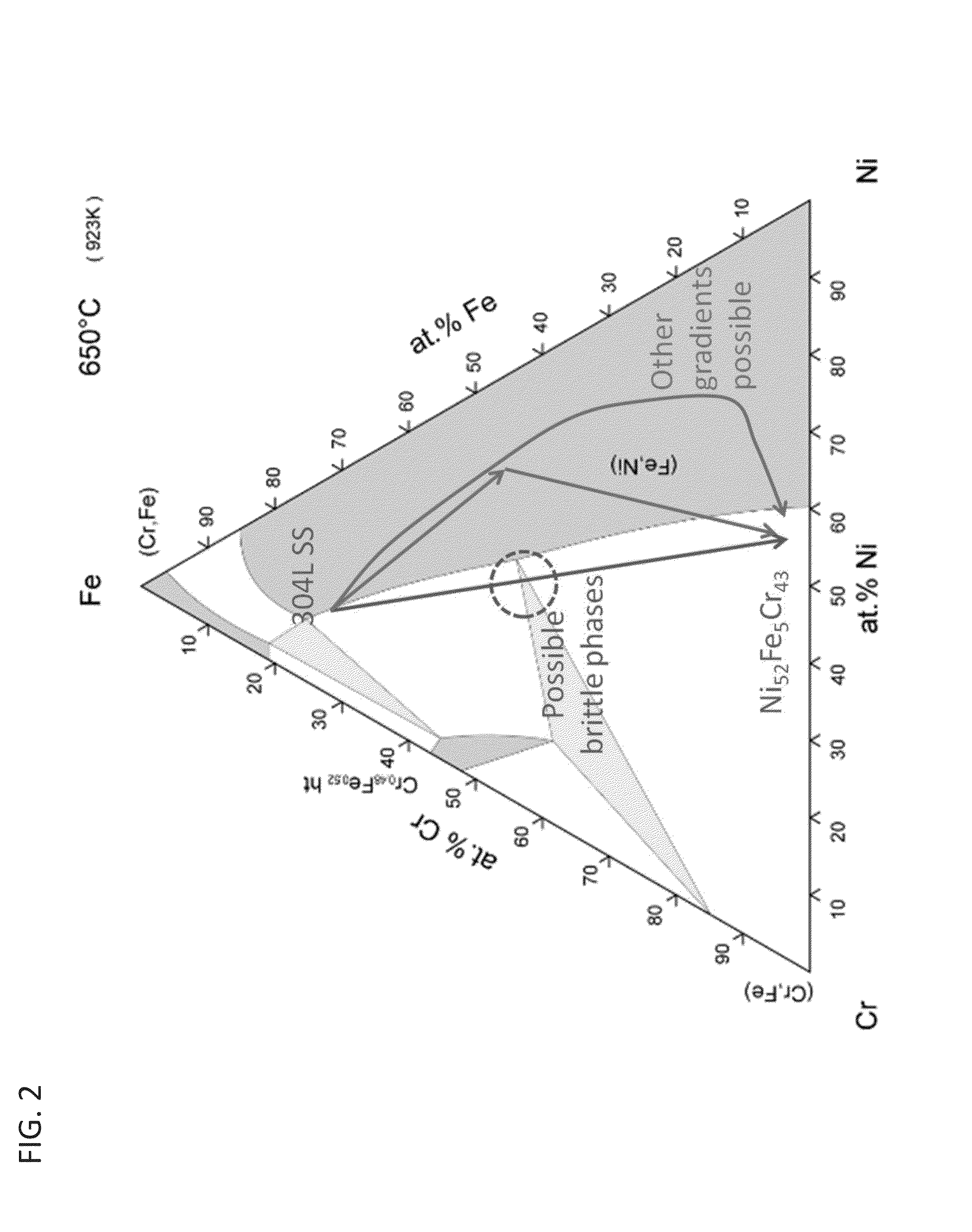
- The method involves determining a compositional gradient pathway between distinct materials using phase diagrams to avoid undesirable phases, and then using additive manufacturing techniques like Laser Engineered Net Shaping (LENS) to form multi-functional articles with precise compositional transitions, allowing for the creation of gradient layers with varying mechanical and thermophysical properties.

Deposition of aluminum 5xxx alloy using laser engineered net shaping
PatentInactiveUS20230033494A1
Innovation
- The method involves depositing Al 5xxx alloy powders using LENS with adjustable parameters such as laser power, scan speed, mass flow rate, hatch spacing, and oxygen concentration, which are varied over time to control the thermal conditions and minimize defects, ensuring proper formation of 2D or 3D patterns or objects with improved density and mechanical properties.




Quality Standards for LENS Manufacturing Processes
Quality standards for LENS manufacturing processes represent a critical framework that ensures consistent production outcomes and product reliability across diverse industrial applications. These standards encompass dimensional accuracy requirements, surface finish specifications, mechanical property benchmarks, and microstructural integrity criteria that manufactured components must meet to satisfy end-use performance demands.
Dimensional tolerance standards typically require LENS-produced parts to achieve accuracies within ±0.1mm for most geometric features, with tighter tolerances of ±0.05mm achievable for critical dimensions through optimized process parameter control. Surface roughness specifications generally mandate Ra values below 25 micrometers for as-built surfaces, though post-processing can reduce this to sub-micrometer levels when required for specific applications.
Mechanical property standards vary significantly based on material systems and intended applications. For titanium alloys, minimum tensile strength requirements often exceed 900 MPa with elongation values above 10%, while steel components must demonstrate yield strengths comparable to wrought equivalents. Fatigue performance standards typically require LENS parts to achieve at least 80% of conventional manufacturing benchmarks under equivalent loading conditions.
Microstructural quality standards focus on porosity control, with acceptable void content generally limited to less than 1% by volume for structural applications. Grain structure uniformity, phase distribution consistency, and absence of unmelted powder particles constitute additional microstructural criteria that directly impact component performance and reliability.
Process monitoring standards mandate real-time tracking of melt pool characteristics, layer adhesion quality, and thermal gradient management throughout manufacturing cycles. Statistical process control protocols require documentation of key process variables including laser power stability, powder feed rate consistency, and substrate temperature maintenance to ensure reproducible quality outcomes.
Certification standards increasingly incorporate non-destructive testing requirements including computed tomography scanning for internal defect detection, ultrasonic inspection for bond integrity verification, and surface penetrant testing for crack identification. These comprehensive quality frameworks enable LENS technology to meet stringent aerospace, medical, and automotive industry requirements while maintaining manufacturing efficiency and cost-effectiveness.
Dimensional tolerance standards typically require LENS-produced parts to achieve accuracies within ±0.1mm for most geometric features, with tighter tolerances of ±0.05mm achievable for critical dimensions through optimized process parameter control. Surface roughness specifications generally mandate Ra values below 25 micrometers for as-built surfaces, though post-processing can reduce this to sub-micrometer levels when required for specific applications.
Mechanical property standards vary significantly based on material systems and intended applications. For titanium alloys, minimum tensile strength requirements often exceed 900 MPa with elongation values above 10%, while steel components must demonstrate yield strengths comparable to wrought equivalents. Fatigue performance standards typically require LENS parts to achieve at least 80% of conventional manufacturing benchmarks under equivalent loading conditions.
Microstructural quality standards focus on porosity control, with acceptable void content generally limited to less than 1% by volume for structural applications. Grain structure uniformity, phase distribution consistency, and absence of unmelted powder particles constitute additional microstructural criteria that directly impact component performance and reliability.
Process monitoring standards mandate real-time tracking of melt pool characteristics, layer adhesion quality, and thermal gradient management throughout manufacturing cycles. Statistical process control protocols require documentation of key process variables including laser power stability, powder feed rate consistency, and substrate temperature maintenance to ensure reproducible quality outcomes.
Certification standards increasingly incorporate non-destructive testing requirements including computed tomography scanning for internal defect detection, ultrasonic inspection for bond integrity verification, and surface penetrant testing for crack identification. These comprehensive quality frameworks enable LENS technology to meet stringent aerospace, medical, and automotive industry requirements while maintaining manufacturing efficiency and cost-effectiveness.
Real-time Monitoring Systems for LENS Operations
Real-time monitoring systems have emerged as critical enablements for achieving precise process variable alignment in Laser Engineered Net Shaping operations. These sophisticated systems integrate multiple sensor technologies to continuously track key parameters including laser power, powder feed rate, substrate temperature, and melt pool characteristics during the additive manufacturing process.
Contemporary monitoring architectures typically employ pyrometers for temperature measurement, photodiodes for melt pool geometry detection, and high-speed cameras for real-time visualization of the deposition process. Advanced systems incorporate coaxial monitoring configurations that enable simultaneous observation of multiple process variables without interfering with the laser beam path or powder delivery mechanisms.
The integration of machine learning algorithms with sensor data has revolutionized monitoring capabilities, enabling predictive control strategies that can anticipate process deviations before they manifest as defects. These intelligent systems analyze patterns in thermal signatures, powder flow dynamics, and layer formation characteristics to maintain optimal process conditions throughout the build cycle.
Feedback control loops represent a fundamental component of modern monitoring systems, automatically adjusting process parameters based on real-time measurements. Closed-loop control of laser power and scanning speed responds to thermal feedback within milliseconds, ensuring consistent energy density delivery across complex geometries and varying material conditions.
Multi-spectral imaging technologies have gained prominence for their ability to simultaneously monitor multiple aspects of the LENS process. These systems can differentiate between powder particles, molten material, and solidified regions, providing comprehensive process state information that enables more sophisticated control strategies.
Data acquisition rates in state-of-the-art monitoring systems exceed 10 kHz, capturing transient phenomena that occur during rapid solidification and thermal cycling. High-frequency monitoring enables detection of process instabilities such as powder flow interruptions, laser power fluctuations, and substrate heating variations that could compromise part quality.
The development of wireless sensor networks and edge computing capabilities has enhanced monitoring system flexibility, enabling distributed sensing approaches that can accommodate complex part geometries and multi-axis manufacturing configurations while maintaining real-time processing capabilities for immediate process adjustments.
Contemporary monitoring architectures typically employ pyrometers for temperature measurement, photodiodes for melt pool geometry detection, and high-speed cameras for real-time visualization of the deposition process. Advanced systems incorporate coaxial monitoring configurations that enable simultaneous observation of multiple process variables without interfering with the laser beam path or powder delivery mechanisms.
The integration of machine learning algorithms with sensor data has revolutionized monitoring capabilities, enabling predictive control strategies that can anticipate process deviations before they manifest as defects. These intelligent systems analyze patterns in thermal signatures, powder flow dynamics, and layer formation characteristics to maintain optimal process conditions throughout the build cycle.
Feedback control loops represent a fundamental component of modern monitoring systems, automatically adjusting process parameters based on real-time measurements. Closed-loop control of laser power and scanning speed responds to thermal feedback within milliseconds, ensuring consistent energy density delivery across complex geometries and varying material conditions.
Multi-spectral imaging technologies have gained prominence for their ability to simultaneously monitor multiple aspects of the LENS process. These systems can differentiate between powder particles, molten material, and solidified regions, providing comprehensive process state information that enables more sophisticated control strategies.
Data acquisition rates in state-of-the-art monitoring systems exceed 10 kHz, capturing transient phenomena that occur during rapid solidification and thermal cycling. High-frequency monitoring enables detection of process instabilities such as powder flow interruptions, laser power fluctuations, and substrate heating variations that could compromise part quality.
The development of wireless sensor networks and edge computing capabilities has enhanced monitoring system flexibility, enabling distributed sensing approaches that can accommodate complex part geometries and multi-axis manufacturing configurations while maintaining real-time processing capabilities for immediate process adjustments.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!