

How to Implement Rapid Prototyping Via Laser Engineered Net Shaping
APR 1, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
LENS Technology Background and Rapid Prototyping Goals
Laser Engineered Net Shaping (LENS) technology emerged in the mid-1990s as a revolutionary additive manufacturing process developed at Sandia National Laboratories. This direct metal deposition technique represents a significant advancement in the evolution of rapid prototyping and manufacturing technologies, building upon earlier powder-based additive manufacturing concepts while introducing unprecedented capabilities for creating complex metallic components directly from digital designs.
The historical development of LENS technology stems from the convergence of laser processing, powder metallurgy, and computer-aided design technologies. Early additive manufacturing processes were primarily limited to polymer materials and required extensive post-processing to achieve functional parts. LENS addressed these limitations by enabling direct fabrication of fully dense metallic components, marking a paradigm shift from traditional subtractive manufacturing approaches to additive methodologies.
The fundamental principle underlying LENS involves the precise delivery of metallic powder into a focused laser beam, creating a localized melt pool where powder particles are fused together and bonded to the substrate or previous layers. This process occurs within a controlled atmosphere chamber, typically filled with inert gas to prevent oxidation and ensure optimal material properties. The technology's evolution has been driven by continuous improvements in laser systems, powder delivery mechanisms, and process control algorithms.
LENS technology has demonstrated remarkable versatility in processing various metallic materials, including titanium alloys, stainless steels, nickel-based superalloys, and tool steels. This material flexibility, combined with the ability to create complex geometries impossible to achieve through conventional manufacturing, has positioned LENS as a critical technology for aerospace, defense, medical, and tooling applications.
The primary goals of implementing rapid prototyping via LENS encompass several strategic objectives. First, achieving significant reduction in product development cycles by eliminating the need for traditional tooling and enabling direct fabrication from CAD models. This capability allows engineers to iterate designs rapidly, test functional prototypes, and validate concepts without the time and cost constraints associated with conventional manufacturing processes.
Second, LENS aims to enable the production of complex geometries with internal features, overhangs, and intricate cooling channels that would be impossible or prohibitively expensive to manufacture using traditional methods. This geometric freedom opens new possibilities for design optimization, weight reduction, and performance enhancement in critical applications.
Third, the technology targets the achievement of near-net-shape manufacturing capabilities, minimizing material waste and reducing the need for extensive machining operations. This objective aligns with sustainability goals and cost reduction initiatives while maintaining high-quality standards for functional components.
Finally, LENS technology seeks to establish a foundation for distributed manufacturing and on-demand production capabilities, enabling rapid response to changing market demands and reducing supply chain dependencies through localized production of critical components.
The historical development of LENS technology stems from the convergence of laser processing, powder metallurgy, and computer-aided design technologies. Early additive manufacturing processes were primarily limited to polymer materials and required extensive post-processing to achieve functional parts. LENS addressed these limitations by enabling direct fabrication of fully dense metallic components, marking a paradigm shift from traditional subtractive manufacturing approaches to additive methodologies.
The fundamental principle underlying LENS involves the precise delivery of metallic powder into a focused laser beam, creating a localized melt pool where powder particles are fused together and bonded to the substrate or previous layers. This process occurs within a controlled atmosphere chamber, typically filled with inert gas to prevent oxidation and ensure optimal material properties. The technology's evolution has been driven by continuous improvements in laser systems, powder delivery mechanisms, and process control algorithms.
LENS technology has demonstrated remarkable versatility in processing various metallic materials, including titanium alloys, stainless steels, nickel-based superalloys, and tool steels. This material flexibility, combined with the ability to create complex geometries impossible to achieve through conventional manufacturing, has positioned LENS as a critical technology for aerospace, defense, medical, and tooling applications.
The primary goals of implementing rapid prototyping via LENS encompass several strategic objectives. First, achieving significant reduction in product development cycles by eliminating the need for traditional tooling and enabling direct fabrication from CAD models. This capability allows engineers to iterate designs rapidly, test functional prototypes, and validate concepts without the time and cost constraints associated with conventional manufacturing processes.
Second, LENS aims to enable the production of complex geometries with internal features, overhangs, and intricate cooling channels that would be impossible or prohibitively expensive to manufacture using traditional methods. This geometric freedom opens new possibilities for design optimization, weight reduction, and performance enhancement in critical applications.
Third, the technology targets the achievement of near-net-shape manufacturing capabilities, minimizing material waste and reducing the need for extensive machining operations. This objective aligns with sustainability goals and cost reduction initiatives while maintaining high-quality standards for functional components.
Finally, LENS technology seeks to establish a foundation for distributed manufacturing and on-demand production capabilities, enabling rapid response to changing market demands and reducing supply chain dependencies through localized production of critical components.
Market Demand for LENS-Based Rapid Prototyping Solutions
The aerospace and defense industries represent the primary driving force behind LENS-based rapid prototyping solutions, with increasing demand for complex geometries and high-performance materials that traditional manufacturing methods cannot efficiently produce. These sectors require components with intricate internal structures, lightweight designs, and superior mechanical properties, making LENS technology particularly attractive for producing turbine blades, heat exchangers, and structural components with embedded cooling channels.
Automotive manufacturers are increasingly adopting LENS technology for prototyping and low-volume production of specialized components, particularly in the electric vehicle segment where lightweight materials and complex thermal management systems are critical. The technology enables rapid iteration of designs without the need for expensive tooling, significantly reducing development cycles and costs associated with traditional prototyping methods.
The medical device industry demonstrates substantial growth potential for LENS applications, driven by the need for patient-specific implants and prosthetics. The ability to create biocompatible titanium components with customized geometries and porous structures for enhanced osseointegration positions LENS as a valuable solution for orthopedic and dental applications.
Energy sector applications, including oil and gas, nuclear, and renewable energy industries, present significant opportunities for LENS-based prototyping. These industries require components that can withstand extreme operating conditions, and LENS technology enables the production of parts with superior material properties and complex internal features that enhance performance and durability.
The tooling and die industry represents an emerging market segment where LENS technology addresses the need for rapid production of complex molds and dies with conformal cooling channels. This application reduces lead times and improves thermal management in injection molding processes, driving adoption among manufacturers seeking competitive advantages.
Research institutions and universities constitute a growing market segment, utilizing LENS technology for materials research and educational purposes. The technology's versatility in processing various materials and creating complex geometries makes it valuable for advancing additive manufacturing research and training the next generation of engineers.
Market demand is further amplified by the increasing emphasis on supply chain resilience and on-demand manufacturing capabilities. LENS technology enables distributed manufacturing and reduces dependency on traditional supply chains, making it attractive for industries seeking greater operational flexibility and reduced inventory requirements.
Automotive manufacturers are increasingly adopting LENS technology for prototyping and low-volume production of specialized components, particularly in the electric vehicle segment where lightweight materials and complex thermal management systems are critical. The technology enables rapid iteration of designs without the need for expensive tooling, significantly reducing development cycles and costs associated with traditional prototyping methods.
The medical device industry demonstrates substantial growth potential for LENS applications, driven by the need for patient-specific implants and prosthetics. The ability to create biocompatible titanium components with customized geometries and porous structures for enhanced osseointegration positions LENS as a valuable solution for orthopedic and dental applications.
Energy sector applications, including oil and gas, nuclear, and renewable energy industries, present significant opportunities for LENS-based prototyping. These industries require components that can withstand extreme operating conditions, and LENS technology enables the production of parts with superior material properties and complex internal features that enhance performance and durability.
The tooling and die industry represents an emerging market segment where LENS technology addresses the need for rapid production of complex molds and dies with conformal cooling channels. This application reduces lead times and improves thermal management in injection molding processes, driving adoption among manufacturers seeking competitive advantages.
Research institutions and universities constitute a growing market segment, utilizing LENS technology for materials research and educational purposes. The technology's versatility in processing various materials and creating complex geometries makes it valuable for advancing additive manufacturing research and training the next generation of engineers.
Market demand is further amplified by the increasing emphasis on supply chain resilience and on-demand manufacturing capabilities. LENS technology enables distributed manufacturing and reduces dependency on traditional supply chains, making it attractive for industries seeking greater operational flexibility and reduced inventory requirements.
Current LENS Implementation Status and Technical Challenges
Laser Engineered Net Shaping has achieved significant commercial implementation across multiple industries, with aerospace and automotive sectors leading adoption rates. Current LENS systems demonstrate capabilities for processing titanium alloys, stainless steels, and nickel-based superalloys with layer thicknesses ranging from 0.1 to 1.0 millimeters. Manufacturing facilities worldwide have integrated LENS technology for repair operations, prototype development, and small-batch production, achieving build rates of 10-50 cubic centimeters per hour depending on material complexity.
The technology faces substantial challenges in achieving consistent dimensional accuracy, with typical tolerances ranging from ±0.1 to ±0.5 millimeters. Surface roughness remains problematic, often requiring extensive post-processing to achieve acceptable finish quality. Powder feedstock consistency significantly impacts build quality, as variations in particle size distribution and morphology directly affect deposition uniformity and mechanical properties.
Thermal management represents a critical implementation barrier, as rapid heating and cooling cycles generate residual stresses that can cause part distortion and cracking. Current systems struggle with heat accumulation during continuous operation, limiting build geometry complexity and requiring strategic pause intervals. Process monitoring capabilities remain insufficient for real-time quality control, with most systems relying on post-build inspection rather than in-situ correction mechanisms.
Material limitations constrain broader adoption, as the range of processable alloys remains narrow compared to conventional manufacturing methods. Powder preparation and handling requirements add operational complexity and cost, while achieving consistent mechanical properties across different build orientations continues to challenge manufacturers. Scaling production volumes while maintaining quality standards presents ongoing difficulties for industrial implementation.
Software integration challenges persist in translating complex CAD geometries into optimized toolpaths, particularly for overhanging features and internal channels. Current process parameter databases lack comprehensive coverage for emerging material systems, requiring extensive experimentation for new applications. Equipment reliability and maintenance requirements significantly impact operational efficiency, with laser system degradation and powder delivery inconsistencies causing production interruptions.
The technology faces substantial challenges in achieving consistent dimensional accuracy, with typical tolerances ranging from ±0.1 to ±0.5 millimeters. Surface roughness remains problematic, often requiring extensive post-processing to achieve acceptable finish quality. Powder feedstock consistency significantly impacts build quality, as variations in particle size distribution and morphology directly affect deposition uniformity and mechanical properties.
Thermal management represents a critical implementation barrier, as rapid heating and cooling cycles generate residual stresses that can cause part distortion and cracking. Current systems struggle with heat accumulation during continuous operation, limiting build geometry complexity and requiring strategic pause intervals. Process monitoring capabilities remain insufficient for real-time quality control, with most systems relying on post-build inspection rather than in-situ correction mechanisms.
Material limitations constrain broader adoption, as the range of processable alloys remains narrow compared to conventional manufacturing methods. Powder preparation and handling requirements add operational complexity and cost, while achieving consistent mechanical properties across different build orientations continues to challenge manufacturers. Scaling production volumes while maintaining quality standards presents ongoing difficulties for industrial implementation.
Software integration challenges persist in translating complex CAD geometries into optimized toolpaths, particularly for overhanging features and internal channels. Current process parameter databases lack comprehensive coverage for emerging material systems, requiring extensive experimentation for new applications. Equipment reliability and maintenance requirements significantly impact operational efficiency, with laser system degradation and powder delivery inconsistencies causing production interruptions.
Existing LENS Rapid Prototyping Implementation Methods
01 Laser-based additive manufacturing systems and apparatus
Systems and apparatus designed for laser engineered net shaping processes, including laser delivery systems, powder feeding mechanisms, and control systems for directing laser energy to melt and deposit material layer by layer. These systems integrate laser sources with precision motion control and material handling components to enable rapid prototyping and direct metal deposition.- Laser-based additive manufacturing systems and apparatus: Systems and apparatus designed for laser engineered net shaping processes, including laser delivery systems, powder feeding mechanisms, and control systems for precise material deposition. These systems integrate laser sources with powder delivery nozzles to create three-dimensional objects layer by layer through controlled melting and solidification of metal powders.
- Process parameters and control methods for LENS: Methods for controlling and optimizing process parameters in laser engineered net shaping, including laser power, scanning speed, powder feed rate, and layer thickness. These control methods ensure proper material deposition, minimize defects, and improve the mechanical properties of fabricated parts through real-time monitoring and feedback systems.
- Material composition and powder preparation for rapid prototyping: Techniques for preparing and selecting metal powders suitable for laser engineered net shaping processes. This includes powder particle size distribution, morphology control, and alloy composition optimization to achieve desired material properties and improve flowability during the deposition process.
- Structural design and mechanical components of LENS equipment: Design configurations of mechanical components and structural elements in laser engineered net shaping equipment, including build platforms, motion control systems, powder delivery devices, and protective enclosures. These designs focus on improving precision, stability, and operational efficiency of the rapid prototyping process.
- Applications and post-processing techniques for LENS fabricated parts: Methods for applying laser engineered net shaping technology to manufacture specific components and subsequent post-processing treatments. This includes heat treatment, surface finishing, and quality inspection procedures to enhance the mechanical properties, dimensional accuracy, and surface quality of rapid prototyped parts for various industrial applications.
02 Process parameters and control methods for laser net shaping
Methods for controlling and optimizing process parameters in laser engineered net shaping, including laser power, scanning speed, powder feed rate, and layer thickness. These control methods ensure proper material deposition, minimize defects, and improve the quality and mechanical properties of the fabricated parts through real-time monitoring and feedback systems.Expand Specific Solutions03 Powder delivery and material feeding systems
Specialized powder delivery mechanisms and material feeding systems designed for laser net shaping processes. These systems ensure consistent and controlled delivery of metal or alloy powders to the laser interaction zone, including coaxial powder nozzles, multi-channel feeding systems, and powder flow regulation devices that enable precise material deposition.Expand Specific Solutions04 Substrate preparation and support structures
Techniques and devices for substrate preparation and support structure design in laser engineered net shaping. These include substrate preheating systems, build platform designs, and support structure generation methods that facilitate proper adhesion of deposited material and enable the fabrication of complex geometries with overhanging features.Expand Specific Solutions05 Post-processing and quality control methods
Post-processing techniques and quality control methods for parts manufactured through laser engineered net shaping. These include heat treatment processes, surface finishing methods, dimensional inspection systems, and non-destructive testing approaches to ensure the final parts meet required specifications and performance standards.Expand Specific Solutions
Key Players in LENS and Rapid Prototyping Industry
The Laser Engineered Net Shaping (LENS) technology for rapid prototyping represents a mature additive manufacturing sector experiencing steady growth. The industry has evolved from experimental phases to commercial viability, with market expansion driven by aerospace, automotive, and medical applications. Technology maturity varies significantly among key players: established companies like 3D Systems, Stratasys, and EOS GmbH lead with comprehensive LENS solutions and extensive market presence, while Boeing and General Motors demonstrate advanced industrial adoption. Research institutions including Huazhong University of Science & Technology, Xi'an Jiaotong University, and University of Michigan contribute fundamental innovations. Emerging players like Xi'an Ruite and Liaoning Additive Manufacturing represent regional specialization efforts. The competitive landscape shows consolidation around proven technologies, with differentiation occurring through material capabilities, precision levels, and integrated software solutions for specific industry verticals.
3D Systems, Inc.
Technical Solution: 3D Systems has developed their ProX DMP series incorporating LENS technology for rapid metal prototyping, utilizing multi-laser configurations to achieve build rates exceeding 150 cubic centimeters per hour. Their implementation features proprietary LaserForm materials optimized for LENS processing, including tool steels and superalloys. The system employs real-time quality monitoring through integrated sensors that track powder flow rates, laser power stability, and substrate temperature. 3D Systems' LENS solution includes automated support generation algorithms specifically designed for overhanging geometries common in prototype applications, reducing manual intervention and accelerating the prototyping cycle.
Strengths: High throughput, comprehensive material portfolio, automated quality control. Weaknesses: Proprietary material requirements increase costs, complex calibration procedures.
The Boeing Co.
Technical Solution: Boeing utilizes LENS technology for rapid prototyping of aerospace components, implementing custom-built systems capable of processing titanium, aluminum, and nickel-based superalloys. Their approach focuses on near-net-shape manufacturing with minimal material waste, achieving material utilization rates above 95%. Boeing's LENS implementation includes advanced path planning software that optimizes laser trajectories for complex geometries while maintaining consistent microstructure properties. The company has developed specialized post-processing protocols that reduce prototype delivery times from weeks to days, incorporating automated heat treatment cycles and precision machining operations integrated within the LENS workflow.
Strengths: Aerospace-grade quality standards, excellent material utilization, integrated post-processing. Weaknesses: High complexity systems requiring specialized operators, limited to specific aerospace applications.
Core LENS Process Control and Optimization Innovations
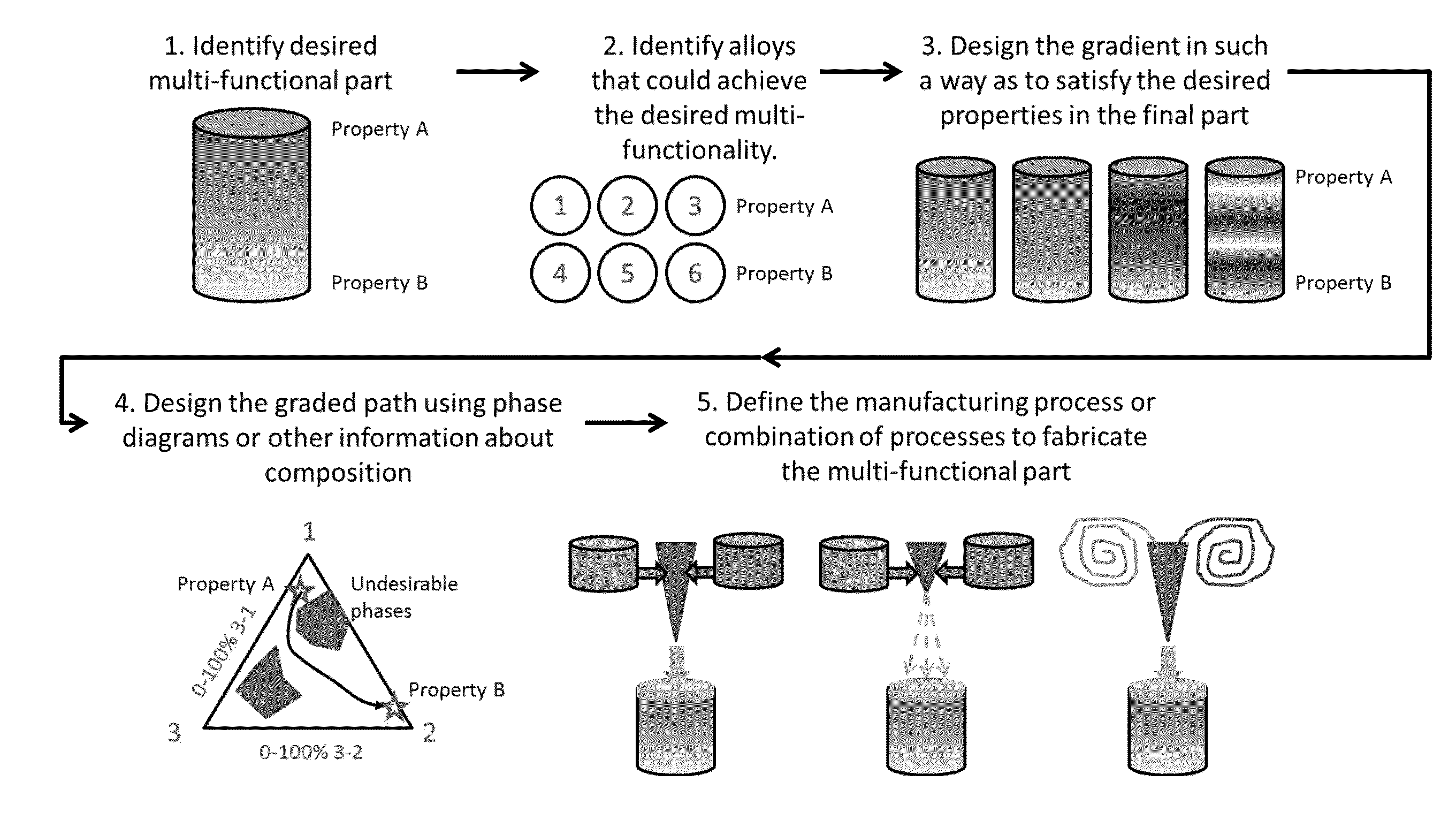
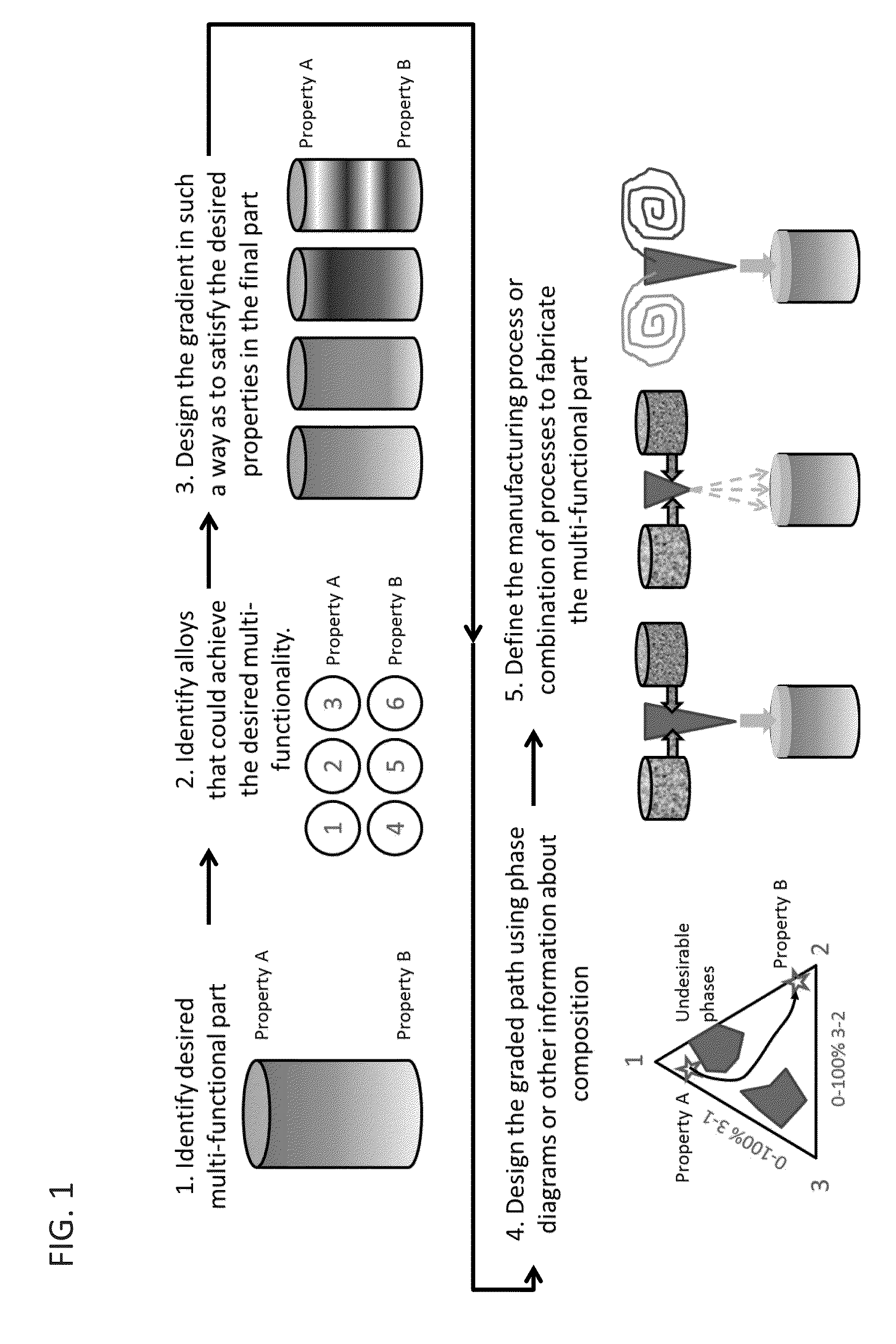
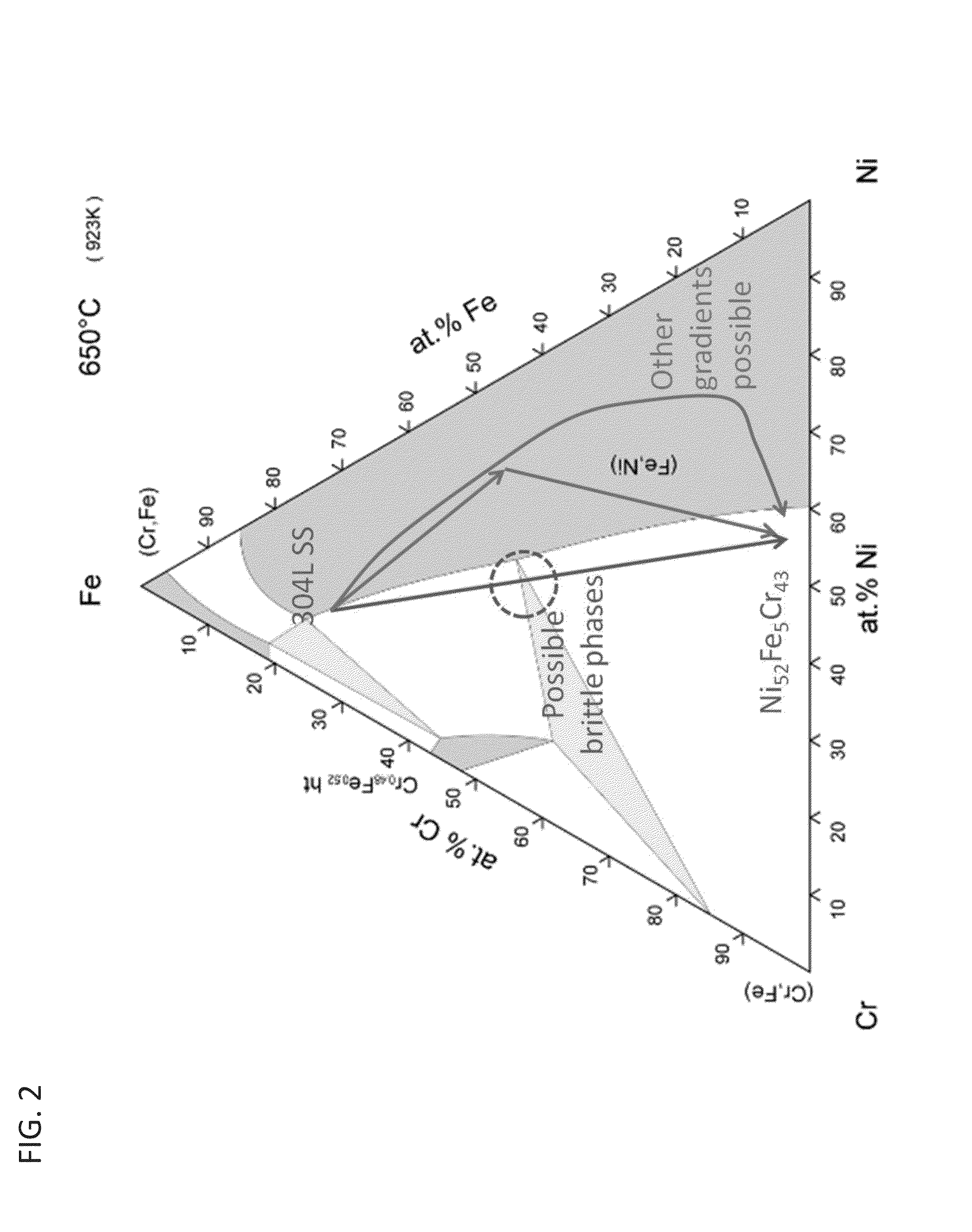
Methods for fabricating gradient alloy articles with multi-functional properties
PatentActiveUS20150044084A1
Innovation
- The method involves determining a compositional gradient pathway between distinct materials using phase diagrams to avoid undesirable phases, and then using additive manufacturing techniques like Laser Engineered Net Shaping (LENS) to form multi-functional articles with precise compositional transitions, allowing for the creation of gradient layers with varying mechanical and thermophysical properties.

Laser consolidation apparatus for manufacturing precise structures
PatentInactiveUS6756561B2
Innovation
- The apparatus uses a laser beam oriented at an angle of about 30 degrees to the vertical, with symmetric energy delivery around the melt pool and vertical powder injection at the top, creating a uniform and hemispherical molten pool that ensures complete melting and smooth surface finishes, allowing for precise wall construction without the need for post-processing machining.




Material Standards and Quality Control for LENS
Material standards for LENS processes encompass powder feedstock specifications, substrate requirements, and environmental controls. Powder materials must meet stringent particle size distribution criteria, typically ranging from 45 to 150 micrometers, with spherical morphology to ensure consistent flow characteristics. Chemical composition tolerances are critical, with impurity levels maintained below 0.1% for oxygen and nitrogen content in titanium alloys. Powder storage conditions require inert atmosphere environments with moisture content below 50 ppm to prevent oxidation and contamination.
Substrate preparation standards mandate surface roughness parameters between Ra 1.6 to 6.3 micrometers to promote adequate adhesion while minimizing thermal stress concentrations. Pre-heating protocols specify temperature ranges based on material combinations, with titanium substrates requiring 200-400°C preheating to reduce thermal gradients during deposition.
Quality control methodologies integrate real-time monitoring systems with post-process inspection protocols. In-situ monitoring employs pyrometry for melt pool temperature measurement, maintaining temperatures within ±50°C of target values. Coaxial imaging systems track melt pool geometry, ensuring consistent width-to-depth ratios between 2:1 and 4:1 for optimal microstructural properties.
Non-destructive testing procedures include ultrasonic inspection for internal defect detection, with acceptance criteria limiting porosity to less than 2% by volume. Dimensional accuracy verification utilizes coordinate measuring machines with tolerances typically maintained within ±0.1mm for critical features. Microstructural analysis through metallographic examination ensures grain structure uniformity and absence of unmelted powder particles.
Statistical process control implementation tracks key parameters including layer height consistency, deposition rate stability, and thermal cycle repeatability. Control charts monitor process variations with upper and lower control limits established at three standard deviations from mean values. Certification protocols require batch traceability documentation linking powder lot numbers to final component properties, ensuring complete quality assurance throughout the manufacturing chain.
Substrate preparation standards mandate surface roughness parameters between Ra 1.6 to 6.3 micrometers to promote adequate adhesion while minimizing thermal stress concentrations. Pre-heating protocols specify temperature ranges based on material combinations, with titanium substrates requiring 200-400°C preheating to reduce thermal gradients during deposition.
Quality control methodologies integrate real-time monitoring systems with post-process inspection protocols. In-situ monitoring employs pyrometry for melt pool temperature measurement, maintaining temperatures within ±50°C of target values. Coaxial imaging systems track melt pool geometry, ensuring consistent width-to-depth ratios between 2:1 and 4:1 for optimal microstructural properties.
Non-destructive testing procedures include ultrasonic inspection for internal defect detection, with acceptance criteria limiting porosity to less than 2% by volume. Dimensional accuracy verification utilizes coordinate measuring machines with tolerances typically maintained within ±0.1mm for critical features. Microstructural analysis through metallographic examination ensures grain structure uniformity and absence of unmelted powder particles.
Statistical process control implementation tracks key parameters including layer height consistency, deposition rate stability, and thermal cycle repeatability. Control charts monitor process variations with upper and lower control limits established at three standard deviations from mean values. Certification protocols require batch traceability documentation linking powder lot numbers to final component properties, ensuring complete quality assurance throughout the manufacturing chain.
Cost-Benefit Analysis of LENS Rapid Prototyping
The economic viability of LENS rapid prototyping hinges on several critical cost factors that organizations must carefully evaluate. Initial capital investment represents the most significant barrier, with industrial-grade LENS systems ranging from $500,000 to $2 million depending on build volume and precision requirements. This substantial upfront cost includes the laser system, powder delivery mechanisms, inert atmosphere chambers, and sophisticated control software. Additionally, facility preparation costs encompass specialized ventilation systems, powder handling equipment, and safety infrastructure necessary for metal powder processing.
Operational expenses constitute another major cost component, primarily driven by material consumption and energy requirements. Metal powders for LENS processing typically cost $50-200 per kilogram, significantly higher than conventional manufacturing materials. The laser system's energy consumption, often exceeding 10-15 kW during operation, contributes to substantial electricity costs. Skilled operator wages and ongoing maintenance contracts further increase operational overhead, with annual service agreements typically representing 8-12% of the initial equipment investment.
The primary economic benefits emerge from LENS technology's unique capabilities in rapid iteration and complex geometry production. Traditional tooling costs, which can reach hundreds of thousands of dollars for complex components, are eliminated entirely. Lead time reduction represents substantial value, particularly in aerospace and medical device industries where prototype development cycles traditionally span months. LENS enables same-day prototype delivery, accelerating product development timelines and reducing time-to-market by 60-80% compared to conventional methods.
Material efficiency provides additional cost advantages, as LENS achieves near-net-shape manufacturing with minimal waste generation. Unlike subtractive manufacturing processes that may waste 80-90% of raw material, LENS typically achieves 95% material utilization rates. The ability to produce functional prototypes with identical material properties to final products eliminates the need for separate tooling and testing phases, reducing overall development costs.
Return on investment calculations demonstrate positive outcomes for organizations processing more than 50-100 prototypes annually, with break-even points typically occurring within 18-36 months depending on component complexity and material requirements.
Operational expenses constitute another major cost component, primarily driven by material consumption and energy requirements. Metal powders for LENS processing typically cost $50-200 per kilogram, significantly higher than conventional manufacturing materials. The laser system's energy consumption, often exceeding 10-15 kW during operation, contributes to substantial electricity costs. Skilled operator wages and ongoing maintenance contracts further increase operational overhead, with annual service agreements typically representing 8-12% of the initial equipment investment.
The primary economic benefits emerge from LENS technology's unique capabilities in rapid iteration and complex geometry production. Traditional tooling costs, which can reach hundreds of thousands of dollars for complex components, are eliminated entirely. Lead time reduction represents substantial value, particularly in aerospace and medical device industries where prototype development cycles traditionally span months. LENS enables same-day prototype delivery, accelerating product development timelines and reducing time-to-market by 60-80% compared to conventional methods.
Material efficiency provides additional cost advantages, as LENS achieves near-net-shape manufacturing with minimal waste generation. Unlike subtractive manufacturing processes that may waste 80-90% of raw material, LENS typically achieves 95% material utilization rates. The ability to produce functional prototypes with identical material properties to final products eliminates the need for separate tooling and testing phases, reducing overall development costs.
Return on investment calculations demonstrate positive outcomes for organizations processing more than 50-100 prototypes annually, with break-even points typically occurring within 18-36 months depending on component complexity and material requirements.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!