

Optimize CNC Chip Evacuation Processes
MAR 20, 20268 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
CNC Chip Evacuation Background and Objectives
Computer Numerical Control (CNC) machining has evolved significantly since its inception in the 1940s, transforming from basic automated cutting systems to sophisticated multi-axis manufacturing platforms. Throughout this evolution, chip evacuation has remained a persistent challenge that directly impacts machining efficiency, tool life, and part quality. The accumulation of metal chips and debris in the cutting zone creates heat buildup, causes tool wear, and can lead to workpiece damage or dimensional inaccuracies.
The historical development of chip evacuation methods has progressed from simple gravity-based removal to complex integrated systems incorporating high-pressure coolant delivery, vacuum extraction, and automated conveyor systems. Early CNC machines relied primarily on flood coolant and manual chip removal, which proved inadequate for high-volume production environments and complex geometries.
Modern manufacturing demands have intensified the need for optimized chip evacuation processes. Industries such as aerospace, automotive, and medical device manufacturing require increasingly complex parts with tight tolerances, often machined from difficult-to-cut materials like titanium alloys, hardened steels, and superalloys. These materials generate chips that are more challenging to evacuate due to their tendency to form long, stringy swarf or create work-hardened particles.
The primary objective of optimizing CNC chip evacuation processes is to achieve consistent, reliable removal of machining debris while maintaining optimal cutting conditions. This encompasses several key goals: minimizing heat generation in the cutting zone, preventing chip re-cutting that can cause surface finish degradation, reducing machine downtime for manual chip clearing, and extending tool life through improved thermal management.
Secondary objectives include enhancing operator safety by reducing manual intervention requirements, improving overall equipment effectiveness through reduced maintenance needs, and enabling lights-out manufacturing capabilities for unmanned production runs. Environmental considerations also drive optimization efforts, as improved chip evacuation systems can reduce coolant consumption and enable better recycling of both chips and cutting fluids.
The technological targets for advanced chip evacuation systems focus on developing intelligent, adaptive solutions that can respond to varying machining conditions in real-time. This includes integration with machine monitoring systems to detect chip evacuation effectiveness and automatically adjust parameters such as coolant pressure, flow direction, and evacuation timing based on cutting conditions and material properties.
The historical development of chip evacuation methods has progressed from simple gravity-based removal to complex integrated systems incorporating high-pressure coolant delivery, vacuum extraction, and automated conveyor systems. Early CNC machines relied primarily on flood coolant and manual chip removal, which proved inadequate for high-volume production environments and complex geometries.
Modern manufacturing demands have intensified the need for optimized chip evacuation processes. Industries such as aerospace, automotive, and medical device manufacturing require increasingly complex parts with tight tolerances, often machined from difficult-to-cut materials like titanium alloys, hardened steels, and superalloys. These materials generate chips that are more challenging to evacuate due to their tendency to form long, stringy swarf or create work-hardened particles.
The primary objective of optimizing CNC chip evacuation processes is to achieve consistent, reliable removal of machining debris while maintaining optimal cutting conditions. This encompasses several key goals: minimizing heat generation in the cutting zone, preventing chip re-cutting that can cause surface finish degradation, reducing machine downtime for manual chip clearing, and extending tool life through improved thermal management.
Secondary objectives include enhancing operator safety by reducing manual intervention requirements, improving overall equipment effectiveness through reduced maintenance needs, and enabling lights-out manufacturing capabilities for unmanned production runs. Environmental considerations also drive optimization efforts, as improved chip evacuation systems can reduce coolant consumption and enable better recycling of both chips and cutting fluids.
The technological targets for advanced chip evacuation systems focus on developing intelligent, adaptive solutions that can respond to varying machining conditions in real-time. This includes integration with machine monitoring systems to detect chip evacuation effectiveness and automatically adjust parameters such as coolant pressure, flow direction, and evacuation timing based on cutting conditions and material properties.
Market Demand for Enhanced CNC Machining Efficiency
The global CNC machining industry faces mounting pressure to enhance operational efficiency as manufacturing demands intensify across automotive, aerospace, medical device, and precision engineering sectors. Modern production environments require higher throughput rates while maintaining stringent quality standards, creating a critical need for optimized machining processes that minimize downtime and maximize productivity.
Inefficient chip evacuation represents a significant bottleneck in CNC operations, directly impacting cycle times and overall equipment effectiveness. When metal chips accumulate in the cutting zone, they cause tool wear acceleration, surface finish degradation, and potential workpiece damage. These issues translate into increased production costs, extended lead times, and reduced competitiveness in fast-paced manufacturing markets.
The automotive industry particularly drives demand for enhanced chip evacuation solutions, as manufacturers pursue lightweighting initiatives using difficult-to-machine materials like aluminum alloys and advanced high-strength steels. These materials generate substantial chip volumes during machining operations, requiring sophisticated evacuation systems to maintain continuous production flow. Aerospace manufacturers similarly demand reliable chip management for titanium and superalloy components where contamination risks must be eliminated.
Market research indicates growing adoption of high-speed machining strategies across manufacturing sectors, with spindle speeds and feed rates continuously increasing to reduce cycle times. This trend amplifies the importance of effective chip evacuation, as higher cutting parameters generate greater chip volumes and heat, necessitating more robust removal systems to prevent thermal damage and maintain dimensional accuracy.
Small and medium enterprises increasingly recognize that optimized chip evacuation directly correlates with machine utilization rates and profitability. As labor costs rise globally, manufacturers seek automated solutions that reduce manual intervention while improving process reliability. This creates substantial market opportunities for innovative chip evacuation technologies that integrate seamlessly with existing CNC systems.
The emergence of Industry 4.0 concepts further drives demand for intelligent chip evacuation systems capable of real-time monitoring and adaptive control. Manufacturers require solutions that provide predictive maintenance capabilities and process optimization insights, enabling proactive management of chip evacuation performance to prevent costly production interruptions.
Inefficient chip evacuation represents a significant bottleneck in CNC operations, directly impacting cycle times and overall equipment effectiveness. When metal chips accumulate in the cutting zone, they cause tool wear acceleration, surface finish degradation, and potential workpiece damage. These issues translate into increased production costs, extended lead times, and reduced competitiveness in fast-paced manufacturing markets.
The automotive industry particularly drives demand for enhanced chip evacuation solutions, as manufacturers pursue lightweighting initiatives using difficult-to-machine materials like aluminum alloys and advanced high-strength steels. These materials generate substantial chip volumes during machining operations, requiring sophisticated evacuation systems to maintain continuous production flow. Aerospace manufacturers similarly demand reliable chip management for titanium and superalloy components where contamination risks must be eliminated.
Market research indicates growing adoption of high-speed machining strategies across manufacturing sectors, with spindle speeds and feed rates continuously increasing to reduce cycle times. This trend amplifies the importance of effective chip evacuation, as higher cutting parameters generate greater chip volumes and heat, necessitating more robust removal systems to prevent thermal damage and maintain dimensional accuracy.
Small and medium enterprises increasingly recognize that optimized chip evacuation directly correlates with machine utilization rates and profitability. As labor costs rise globally, manufacturers seek automated solutions that reduce manual intervention while improving process reliability. This creates substantial market opportunities for innovative chip evacuation technologies that integrate seamlessly with existing CNC systems.
The emergence of Industry 4.0 concepts further drives demand for intelligent chip evacuation systems capable of real-time monitoring and adaptive control. Manufacturers require solutions that provide predictive maintenance capabilities and process optimization insights, enabling proactive management of chip evacuation performance to prevent costly production interruptions.
Current CNC Chip Removal Challenges and Constraints
CNC chip evacuation faces significant challenges that directly impact machining efficiency, tool life, and part quality. The primary constraint stems from the geometric limitations of cutting zones, where chips must be removed from confined spaces while maintaining continuous material removal rates. High-speed machining operations generate substantial chip volumes that can quickly overwhelm conventional evacuation systems, leading to chip recutting and surface damage.
Coolant flow dynamics present another critical challenge, as inadequate pressure or improper flow direction fails to effectively transport chips away from the cutting zone. Traditional flood coolant systems often create turbulent flow patterns that can actually trap chips rather than evacuate them. The interaction between coolant viscosity, flow rate, and chip morphology creates complex fluid dynamics that are difficult to optimize across varying machining parameters.
Chip morphology variability significantly complicates evacuation processes. Different materials produce chips ranging from long stringy formations to small discrete particles, each requiring distinct evacuation strategies. Aluminum alloys tend to produce continuous chips that can wrap around tools, while cast iron generates small, abrasive particles that require high-velocity evacuation. This variability necessitates adaptive evacuation systems capable of handling diverse chip characteristics.
Thermal management constraints further complicate chip removal processes. Inadequate chip evacuation leads to heat accumulation in the cutting zone, causing thermal expansion of workpieces and tools. This thermal buildup can result in dimensional inaccuracies and accelerated tool wear. The challenge intensifies in deep cavity machining where heat dissipation is naturally limited by geometric constraints.
Automation integration presents additional constraints, particularly in unmanned machining operations. Chip accumulation can interfere with automated tool changers, workpiece handling systems, and measurement probes. The reliability requirements for lights-out manufacturing demand robust chip evacuation systems that can operate consistently without human intervention.
Economic constraints also influence chip evacuation optimization, as enhanced systems require significant capital investment in high-pressure coolant pumps, specialized nozzles, and chip conveyors. The balance between evacuation effectiveness and operational costs remains a persistent challenge for manufacturers seeking to optimize their processes while maintaining competitive pricing structures.
Coolant flow dynamics present another critical challenge, as inadequate pressure or improper flow direction fails to effectively transport chips away from the cutting zone. Traditional flood coolant systems often create turbulent flow patterns that can actually trap chips rather than evacuate them. The interaction between coolant viscosity, flow rate, and chip morphology creates complex fluid dynamics that are difficult to optimize across varying machining parameters.
Chip morphology variability significantly complicates evacuation processes. Different materials produce chips ranging from long stringy formations to small discrete particles, each requiring distinct evacuation strategies. Aluminum alloys tend to produce continuous chips that can wrap around tools, while cast iron generates small, abrasive particles that require high-velocity evacuation. This variability necessitates adaptive evacuation systems capable of handling diverse chip characteristics.
Thermal management constraints further complicate chip removal processes. Inadequate chip evacuation leads to heat accumulation in the cutting zone, causing thermal expansion of workpieces and tools. This thermal buildup can result in dimensional inaccuracies and accelerated tool wear. The challenge intensifies in deep cavity machining where heat dissipation is naturally limited by geometric constraints.
Automation integration presents additional constraints, particularly in unmanned machining operations. Chip accumulation can interfere with automated tool changers, workpiece handling systems, and measurement probes. The reliability requirements for lights-out manufacturing demand robust chip evacuation systems that can operate consistently without human intervention.
Economic constraints also influence chip evacuation optimization, as enhanced systems require significant capital investment in high-pressure coolant pumps, specialized nozzles, and chip conveyors. The balance between evacuation effectiveness and operational costs remains a persistent challenge for manufacturers seeking to optimize their processes while maintaining competitive pricing structures.
Existing CNC Chip Evacuation Solutions
01 Chip conveyor systems with enhanced transport mechanisms
Specialized chip conveyor systems utilize various transport mechanisms such as scraper conveyors, belt conveyors, or screw conveyors to efficiently remove chips from the machining area. These systems are designed with optimized angles, speeds, and structural configurations to maximize chip evacuation efficiency and prevent chip accumulation in the work zone.- Chip conveyor systems with enhanced transport mechanisms: Specialized chip conveyor systems utilize mechanical transport mechanisms such as scraper conveyors, belt conveyors, or screw conveyors to efficiently remove chips from the machining area. These systems are designed with optimized angles, speeds, and structural configurations to maximize chip evacuation efficiency while minimizing chip accumulation and jamming. The conveyors can be integrated directly into the machine tool structure to provide continuous and automated chip removal during CNC operations.
- Coolant-assisted chip evacuation methods: Chip evacuation efficiency can be significantly improved through the strategic application of coolant flow systems that simultaneously cool the cutting zone and transport chips away from the workpiece. These methods employ high-pressure coolant jets, directional nozzles, and optimized flow patterns to break up chip formations and facilitate their removal through drainage channels. The integration of coolant delivery with chip evacuation pathways creates a synergistic effect that enhances overall evacuation performance.
- Chip breaker and chip control geometries: The implementation of specialized chip breaker designs and cutting tool geometries plays a crucial role in controlling chip formation and facilitating evacuation. These features create predetermined breaking points that fragment long continuous chips into smaller, more manageable segments that are easier to evacuate. The optimized chip control geometries work in conjunction with evacuation systems to prevent chip tangling and ensure smooth removal from the cutting zone.
- Vacuum and suction-based chip removal systems: Vacuum-assisted chip evacuation systems utilize negative pressure to actively draw chips away from the machining area through dedicated suction channels and collection chambers. These systems are particularly effective for removing fine chips, dust, and difficult-to-transport materials. The vacuum systems can be integrated with filtration units and automated collection containers to provide clean and efficient chip management throughout the machining process.
- Automated chip disposal and collection mechanisms: Advanced automated systems incorporate chip collection bins, compactors, and disposal mechanisms that work in conjunction with primary evacuation systems to manage the final stages of chip removal. These mechanisms include automated bin-changing systems, chip compaction units that reduce volume, and integrated conveyor networks that transport chips to centralized collection points. The automation of these processes reduces manual intervention and maintains consistent evacuation efficiency throughout extended production runs.
02 Coolant-assisted chip evacuation methods
Integration of high-pressure coolant systems with chip evacuation processes helps flush chips away from the cutting zone more effectively. The coolant flow direction, pressure, and nozzle positioning are optimized to break up chip formations and facilitate their removal through drainage channels or collection systems, improving overall evacuation efficiency.Expand Specific Solutions03 Automated chip collection and separation systems
Automated systems incorporate chip collectors with separation mechanisms that distinguish between different chip sizes and types. These systems may include filtration units, centrifugal separators, or magnetic separators to efficiently collect, separate, and dispose of chips while recovering coolant for reuse, thereby enhancing the overall evacuation process efficiency.Expand Specific Solutions04 Machine tool design with integrated chip evacuation features
CNC machine tools are designed with built-in chip evacuation features including sloped surfaces, strategically positioned chip chutes, and enclosed working areas that guide chips toward collection points. The machine structure incorporates smooth surfaces and minimal chip trap areas to facilitate natural chip flow and prevent blockages.Expand Specific Solutions05 Chip breaking and size control technologies
Technologies focused on controlling chip formation through optimized cutting parameters, tool geometries, and chip breakers help produce smaller, more manageable chips that are easier to evacuate. By controlling chip size and shape at the source, these methods reduce the risk of chip tangling and improve the efficiency of downstream evacuation systems.Expand Specific Solutions
Major CNC Equipment and Tooling Manufacturers
The CNC chip evacuation optimization market represents a mature industrial segment within the broader manufacturing automation industry, currently valued in the billions globally as manufacturers increasingly prioritize efficiency and precision. The industry is in a consolidation phase, with established players like FANUC Corp., Mitsubishi Electric Corp., and DMG MORI Manufacturing USA leading through decades of CNC expertise and comprehensive automation solutions. Technology maturity varies significantly across the competitive landscape - while traditional CNC manufacturers like Brother Industries and OSG Corp. offer proven mechanical solutions, semiconductor equipment leaders such as ASML Netherlands BV and Lam Research Corp. bring advanced precision technologies from cleanroom environments. Asian manufacturers including Samsung Electronics and HD Hyundai Infracore are rapidly advancing through substantial R&D investments, while specialized firms like FINETECH GmbH focus on niche precision applications, creating a diverse ecosystem spanning from mature mechanical systems to cutting-edge smart manufacturing solutions.
Mitsubishi Electric Corp.
Technical Solution: Mitsubishi Electric has developed comprehensive chip evacuation solutions integrated with their CNC control systems, featuring synchronized chip removal that coordinates with cutting operations for optimal timing. Their technology includes high-pressure coolant systems with programmable flow patterns and multi-directional nozzle arrays that can be precisely controlled through their MELDAS CNC platform. The company's approach utilizes servo-controlled chip conveyors with variable speed and direction capabilities, allowing for efficient handling of different chip types and sizes. Mitsubishi's systems incorporate advanced filtration technology with automatic backwash cycles and integrated chip processing units that can compact or break chips for easier disposal. Their solution includes real-time monitoring of evacuation effectiveness through integrated sensors that measure chip accumulation and coolant flow rates.
Strengths: Excellent integration with CNC control systems, precise timing coordination with machining operations. Weaknesses: Limited to Mitsubishi CNC platforms for full functionality, requires specific coolant specifications for optimal performance.
FANUC Corp.
Technical Solution: FANUC has developed advanced chip evacuation systems integrated with their CNC machining centers, featuring high-pressure coolant delivery systems that can operate at pressures up to 70 bar for effective chip removal. Their technology includes programmable chip conveyor systems with variable speed control and automatic chip breaking mechanisms. The company's ROBODRILL series incorporates optimized chip evacuation paths with strategically positioned coolant nozzles and air blast systems. FANUC's approach combines real-time monitoring of chip accumulation with adaptive evacuation strategies, utilizing sensors to detect chip buildup and automatically adjust evacuation parameters. Their systems also feature integrated filtration and recycling capabilities for coolant management, reducing waste and improving operational efficiency in high-volume manufacturing environments.
Strengths: Industry-leading reliability and integration with CNC systems, proven track record in automotive manufacturing. Weaknesses: Higher initial investment costs, complex maintenance requirements for integrated systems.
Core Patents in Advanced Chip Removal Systems
Methods for the manufacture of cellulose nanocrystals
PatentInactiveUS9297111B1
Innovation
- Introducing a water-insoluble solvent to terminate the hydrolysis reaction and separate sulfuric acid from cellulose nanocrystals using liquid-liquid extraction techniques, allowing for the recovery of at least 70% of unreacted sulfuric acid in a first stream, which can be further processed for reuse.




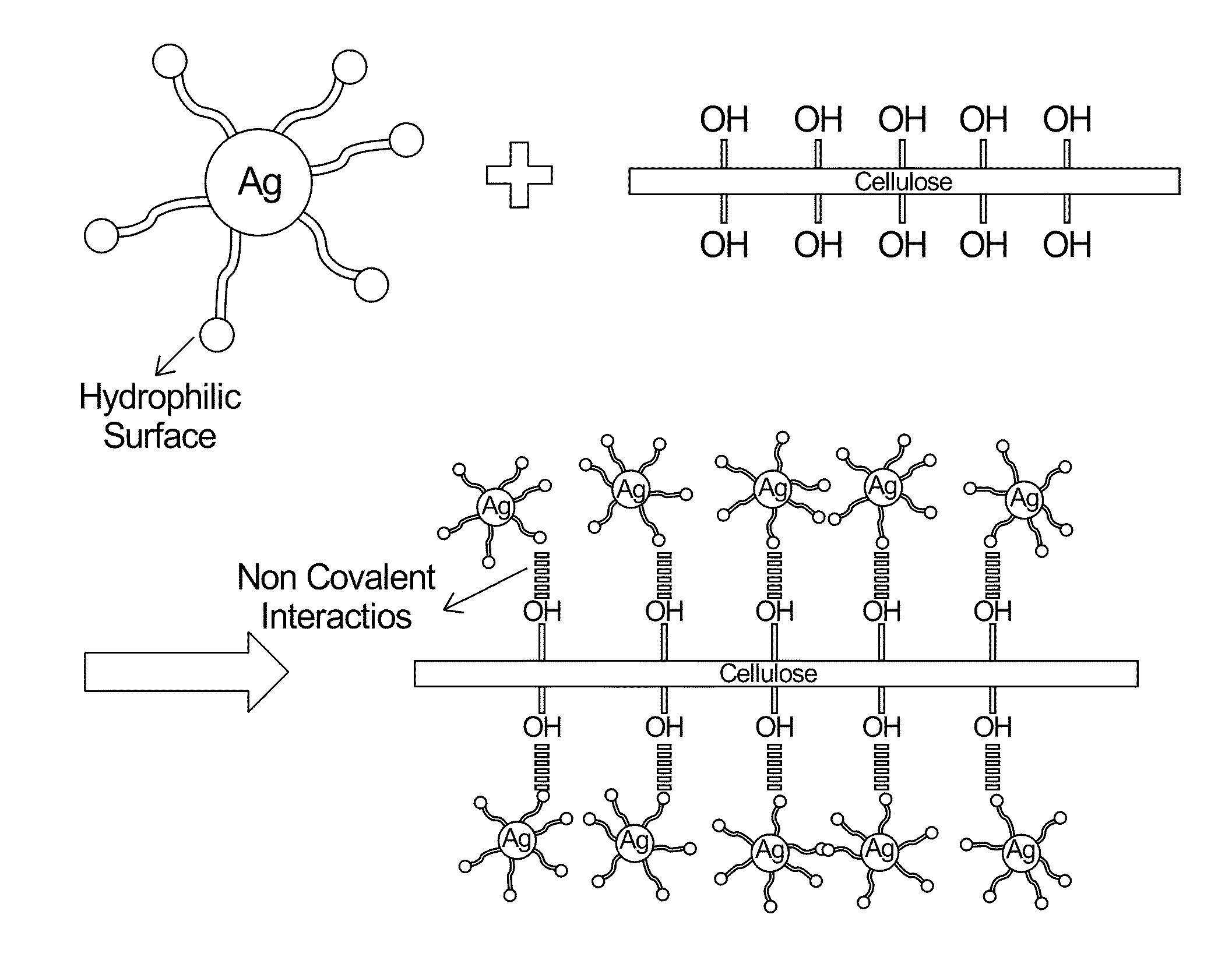
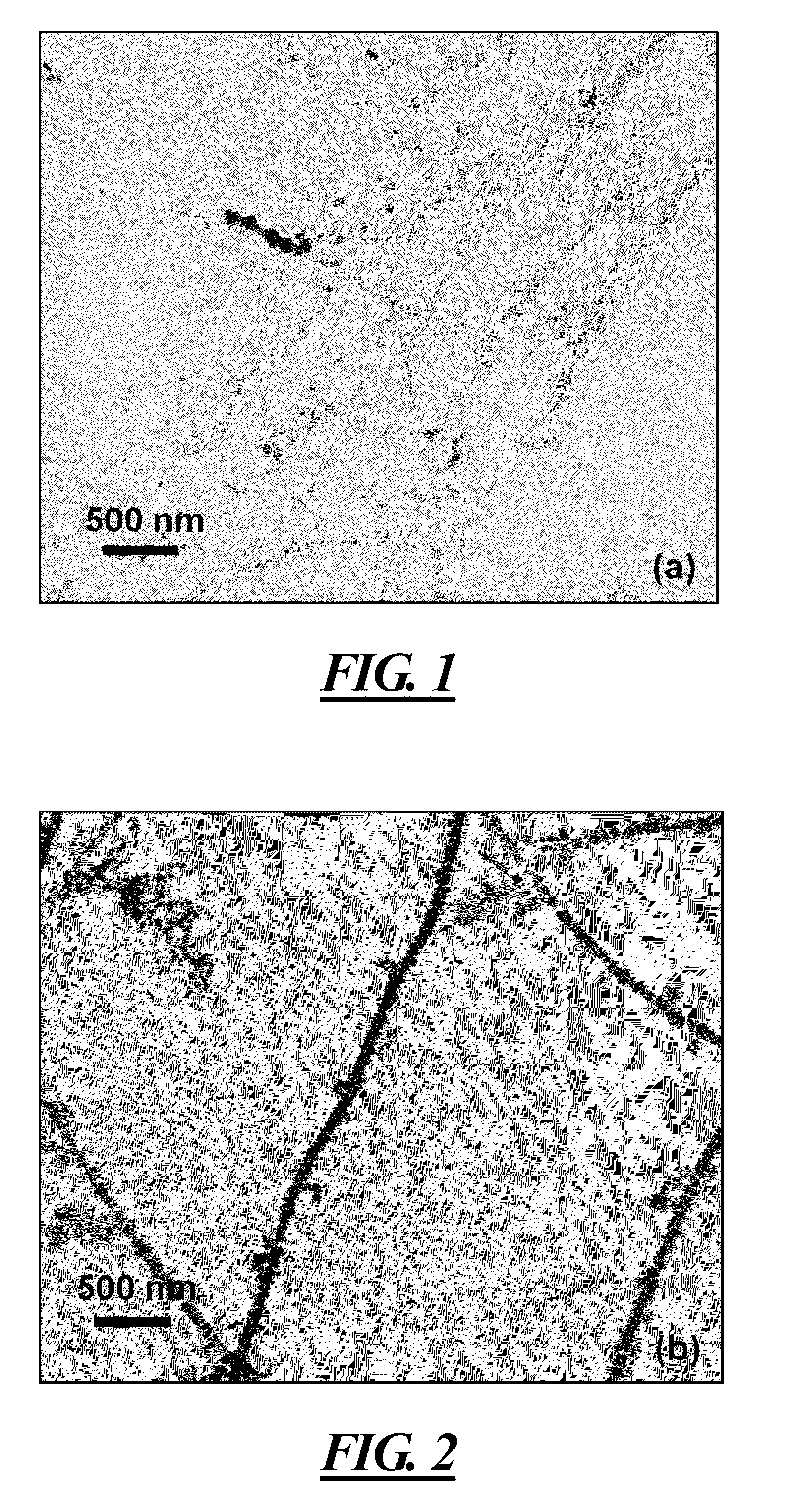
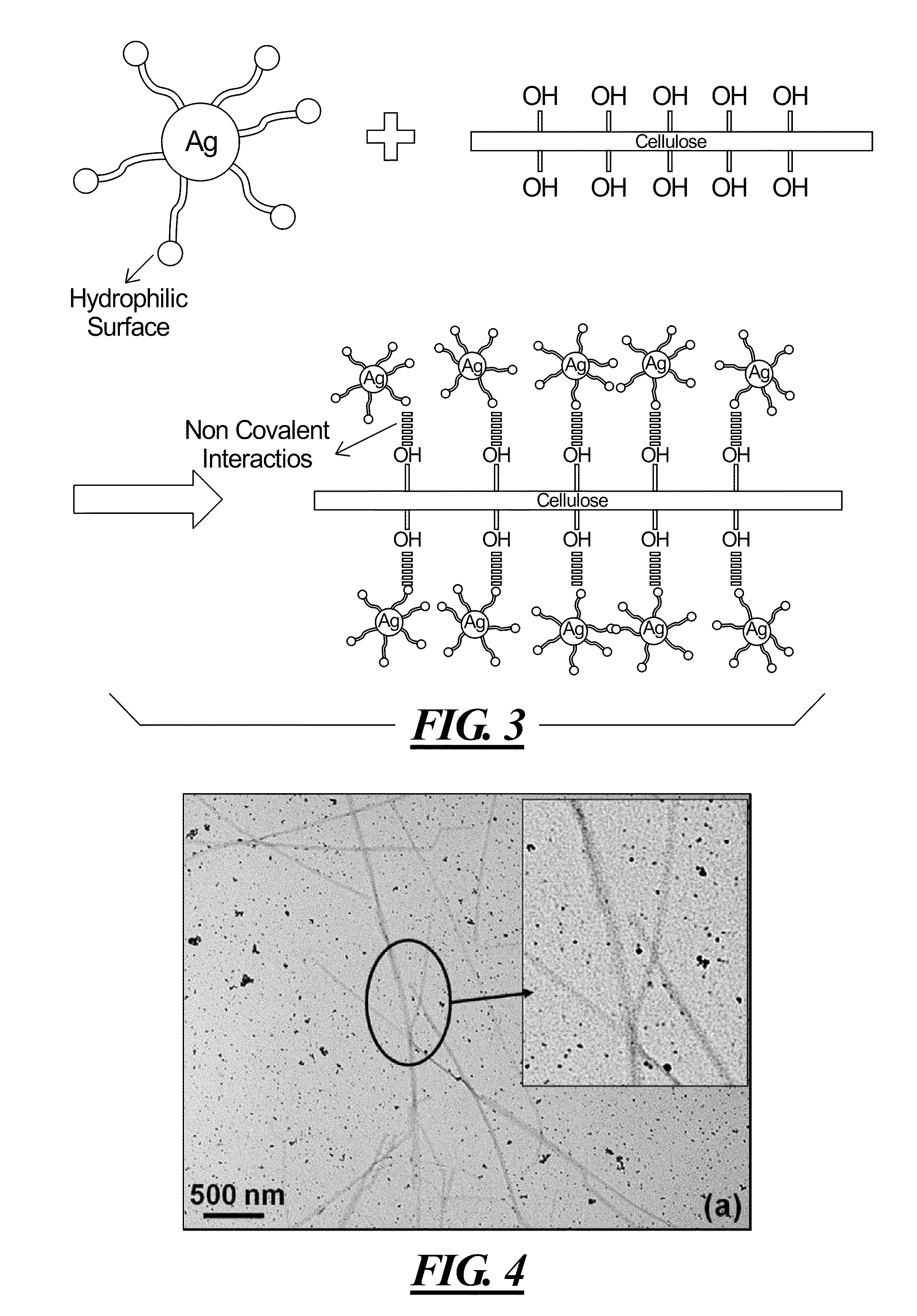
Surfactant-Assisted Inorganic Nanoparticle Deposition on a Cellulose Nanocrystals
PatentInactiveUS20110262646A1
Innovation
- A reductive deposition procedure using cationic surfactants like cetyltrimethylammonium bromide (CTAB) is employed to decorate CNCs with metal nanoparticles and nanostructures, including Ag, Au, Cu, Pt, CdS, PbS, and ZnS, by exposing CNCs to metal precursors and reducing agents in controlled acidic aqueous solutions.

Environmental Regulations for CNC Waste Management
The environmental regulatory landscape for CNC waste management has become increasingly stringent across global manufacturing jurisdictions, driven by growing concerns over industrial pollution and resource conservation. Modern CNC operations generate substantial volumes of metallic chips, cutting fluids, and associated waste streams that require careful handling to comply with evolving environmental standards.
In the United States, the Environmental Protection Agency (EPA) classifies CNC waste under the Resource Conservation and Recovery Act (RCRA), particularly focusing on hazardous waste determination for used cutting fluids and contaminated chips. The Clean Water Act further regulates discharge of metalworking fluids into water systems, requiring manufacturers to implement proper treatment and disposal protocols. State-level regulations often impose additional restrictions, with California's stringent air quality standards and Michigan's groundwater protection requirements serving as notable examples.
European Union regulations present even more comprehensive requirements through the Waste Framework Directive and REACH regulation. The EU's circular economy initiatives mandate waste minimization and material recovery, directly impacting chip evacuation system design. The RoHS directive restricts hazardous substances in manufacturing processes, affecting cutting fluid selection and waste treatment methods.
Asian markets demonstrate varying regulatory approaches, with Japan's Waste Management and Public Cleansing Law establishing strict segregation requirements for industrial waste. China's Environmental Protection Law has introduced severe penalties for non-compliance, forcing manufacturers to invest heavily in waste treatment infrastructure. Singapore's National Environment Agency requires detailed waste tracking and reporting systems for all metalworking operations.
Emerging regulatory trends focus on extended producer responsibility, requiring manufacturers to account for the entire lifecycle of their waste streams. Carbon footprint reporting mandates are increasingly incorporating waste management efficiency metrics, making optimized chip evacuation systems essential for regulatory compliance.
The regulatory complexity necessitates integrated waste management strategies that address air emissions from chip handling, water contamination from cutting fluids, and solid waste disposal requirements. Non-compliance penalties range from substantial fines to operational shutdowns, making regulatory adherence a critical business imperative for CNC operations worldwide.
In the United States, the Environmental Protection Agency (EPA) classifies CNC waste under the Resource Conservation and Recovery Act (RCRA), particularly focusing on hazardous waste determination for used cutting fluids and contaminated chips. The Clean Water Act further regulates discharge of metalworking fluids into water systems, requiring manufacturers to implement proper treatment and disposal protocols. State-level regulations often impose additional restrictions, with California's stringent air quality standards and Michigan's groundwater protection requirements serving as notable examples.
European Union regulations present even more comprehensive requirements through the Waste Framework Directive and REACH regulation. The EU's circular economy initiatives mandate waste minimization and material recovery, directly impacting chip evacuation system design. The RoHS directive restricts hazardous substances in manufacturing processes, affecting cutting fluid selection and waste treatment methods.
Asian markets demonstrate varying regulatory approaches, with Japan's Waste Management and Public Cleansing Law establishing strict segregation requirements for industrial waste. China's Environmental Protection Law has introduced severe penalties for non-compliance, forcing manufacturers to invest heavily in waste treatment infrastructure. Singapore's National Environment Agency requires detailed waste tracking and reporting systems for all metalworking operations.
Emerging regulatory trends focus on extended producer responsibility, requiring manufacturers to account for the entire lifecycle of their waste streams. Carbon footprint reporting mandates are increasingly incorporating waste management efficiency metrics, making optimized chip evacuation systems essential for regulatory compliance.
The regulatory complexity necessitates integrated waste management strategies that address air emissions from chip handling, water contamination from cutting fluids, and solid waste disposal requirements. Non-compliance penalties range from substantial fines to operational shutdowns, making regulatory adherence a critical business imperative for CNC operations worldwide.
Safety Standards for CNC Chip Handling Systems
Safety standards for CNC chip handling systems represent a critical framework governing the secure operation of machining environments where metal debris and cutting fluids pose significant occupational hazards. These standards encompass multiple regulatory domains, including OSHA workplace safety requirements, ISO machinery safety protocols, and industry-specific guidelines established by organizations such as the National Institute for Occupational Safety and Health (NIOSH).
The primary safety considerations center on preventing worker exposure to sharp metallic particles, hazardous cutting fluids, and potential mechanical injuries from automated chip evacuation equipment. Current standards mandate the implementation of enclosed chip collection systems, proper ventilation to control airborne particulates, and emergency shutdown mechanisms for chip handling machinery. Personal protective equipment requirements include cut-resistant gloves, safety eyewear, and respiratory protection when working in proximity to active chip evacuation systems.
Fire prevention standards constitute another crucial aspect, as accumulated metal chips, particularly from materials like magnesium or titanium, can present combustion risks. Regulations specify proper storage protocols for collected chips, including segregation by material type and moisture control measures to prevent spontaneous ignition. Electrical safety standards for chip evacuation equipment require proper grounding, explosion-proof components in hazardous environments, and fail-safe mechanisms to prevent equipment malfunction.
Ergonomic safety standards address the physical demands of chip handling operations, establishing guidelines for lifting limits, workstation design, and automated handling system integration to minimize repetitive strain injuries. These standards also specify training requirements for operators, including hazard recognition, proper equipment operation, and emergency response procedures.
Compliance verification involves regular safety audits, equipment inspections, and documentation of safety training programs. Recent updates to safety standards emphasize the integration of smart monitoring systems that can detect unsafe chip accumulation levels and automatically trigger evacuation processes, representing an evolution toward predictive safety management in CNC operations.
The primary safety considerations center on preventing worker exposure to sharp metallic particles, hazardous cutting fluids, and potential mechanical injuries from automated chip evacuation equipment. Current standards mandate the implementation of enclosed chip collection systems, proper ventilation to control airborne particulates, and emergency shutdown mechanisms for chip handling machinery. Personal protective equipment requirements include cut-resistant gloves, safety eyewear, and respiratory protection when working in proximity to active chip evacuation systems.
Fire prevention standards constitute another crucial aspect, as accumulated metal chips, particularly from materials like magnesium or titanium, can present combustion risks. Regulations specify proper storage protocols for collected chips, including segregation by material type and moisture control measures to prevent spontaneous ignition. Electrical safety standards for chip evacuation equipment require proper grounding, explosion-proof components in hazardous environments, and fail-safe mechanisms to prevent equipment malfunction.
Ergonomic safety standards address the physical demands of chip handling operations, establishing guidelines for lifting limits, workstation design, and automated handling system integration to minimize repetitive strain injuries. These standards also specify training requirements for operators, including hazard recognition, proper equipment operation, and emergency response procedures.
Compliance verification involves regular safety audits, equipment inspections, and documentation of safety training programs. Recent updates to safety standards emphasize the integration of smart monitoring systems that can detect unsafe chip accumulation levels and automatically trigger evacuation processes, representing an evolution toward predictive safety management in CNC operations.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!