

Optimizing Defect Localization in Advanced Reticle Inspection Systems
MAY 20, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Advanced Reticle Inspection Evolution and Objectives
Advanced reticle inspection technology has undergone significant transformation since the early days of semiconductor manufacturing. Initially, reticle inspection relied on basic optical microscopy and manual examination processes, which were adequate for the larger feature sizes of early integrated circuits. As semiconductor technology progressed toward smaller nodes, the limitations of traditional inspection methods became increasingly apparent, driving the need for more sophisticated automated inspection systems.
The evolution accelerated dramatically with the introduction of high-resolution scanning electron microscopy (SEM) and advanced optical inspection systems in the 1990s. These systems incorporated improved illumination sources, enhanced detector sensitivity, and sophisticated image processing algorithms. The transition from 248nm to 193nm lithography wavelengths necessitated corresponding advances in inspection capabilities, as defects that were previously inconsequential became critical yield limiters.
Modern reticle inspection systems have evolved to incorporate multiple inspection modalities, including transmitted and reflected light inspection, die-to-die comparison algorithms, and database-driven inspection methodologies. The integration of artificial intelligence and machine learning algorithms has revolutionized defect classification and false positive reduction, enabling more accurate identification of yield-relevant defects while minimizing unnecessary mask repairs.
Current technological objectives center on achieving sub-10nm defect detection sensitivity while maintaining high throughput rates essential for production environments. The industry is pursuing enhanced defect localization accuracy to within nanometer precision, enabling precise repair operations and minimizing mask damage during correction processes. Advanced pattern recognition algorithms are being developed to distinguish between nuisance defects and critical pattern deviations that could impact device performance.
The integration of multi-wavelength inspection capabilities represents another key objective, allowing simultaneous evaluation of mask performance across different lithographic conditions. This approach enables comprehensive assessment of how defects will print under various exposure settings, providing crucial information for yield optimization strategies.
Future objectives include the development of predictive defect analysis capabilities that can forecast potential failure modes based on observed defect characteristics and historical performance data. The industry is also working toward real-time defect localization during the inspection process, eliminating the need for separate review and classification steps that currently extend overall inspection cycle times.
The evolution accelerated dramatically with the introduction of high-resolution scanning electron microscopy (SEM) and advanced optical inspection systems in the 1990s. These systems incorporated improved illumination sources, enhanced detector sensitivity, and sophisticated image processing algorithms. The transition from 248nm to 193nm lithography wavelengths necessitated corresponding advances in inspection capabilities, as defects that were previously inconsequential became critical yield limiters.
Modern reticle inspection systems have evolved to incorporate multiple inspection modalities, including transmitted and reflected light inspection, die-to-die comparison algorithms, and database-driven inspection methodologies. The integration of artificial intelligence and machine learning algorithms has revolutionized defect classification and false positive reduction, enabling more accurate identification of yield-relevant defects while minimizing unnecessary mask repairs.
Current technological objectives center on achieving sub-10nm defect detection sensitivity while maintaining high throughput rates essential for production environments. The industry is pursuing enhanced defect localization accuracy to within nanometer precision, enabling precise repair operations and minimizing mask damage during correction processes. Advanced pattern recognition algorithms are being developed to distinguish between nuisance defects and critical pattern deviations that could impact device performance.
The integration of multi-wavelength inspection capabilities represents another key objective, allowing simultaneous evaluation of mask performance across different lithographic conditions. This approach enables comprehensive assessment of how defects will print under various exposure settings, providing crucial information for yield optimization strategies.
Future objectives include the development of predictive defect analysis capabilities that can forecast potential failure modes based on observed defect characteristics and historical performance data. The industry is also working toward real-time defect localization during the inspection process, eliminating the need for separate review and classification steps that currently extend overall inspection cycle times.
Market Demand for Enhanced Defect Detection Systems
The semiconductor manufacturing industry faces unprecedented pressure to maintain yield rates while advancing to smaller node technologies. As feature sizes continue to shrink below 5nm, the tolerance for defects on photomasks has become increasingly stringent, driving substantial demand for enhanced defect detection capabilities in reticle inspection systems.
Current market dynamics reveal a critical gap between existing inspection capabilities and industry requirements. Traditional inspection systems struggle with the detection of subtle defects that can significantly impact device performance, particularly in advanced logic and memory applications. The industry's transition to extreme ultraviolet lithography has further intensified these challenges, as even nanometer-scale defects can cause catastrophic yield losses.
Major semiconductor manufacturers are actively seeking inspection solutions that can achieve higher sensitivity while maintaining acceptable throughput rates. The demand extends beyond simple defect detection to encompass precise localization capabilities that enable efficient repair processes and accurate defect classification. This requirement is particularly acute in high-volume manufacturing environments where inspection cycle time directly impacts overall production efficiency.
The market shows strong appetite for systems capable of detecting previously undetectable defect types, including phase defects, multilayer registration errors, and contamination-related anomalies. Advanced packaging technologies and heterogeneous integration approaches have created additional inspection challenges, expanding the addressable market for sophisticated defect localization solutions.
Economic factors further amplify market demand, as the cost of undetected defects escalates dramatically with each process step. Foundries and integrated device manufacturers recognize that investing in advanced inspection capabilities generates substantial returns through improved yield and reduced rework costs. The market particularly values solutions that can provide actionable defect information, enabling rapid process corrections and minimizing production disruptions.
Emerging applications in automotive semiconductors, artificial intelligence chips, and high-performance computing devices have established new quality standards that conventional inspection methods cannot adequately address. These applications demand near-zero defect rates, creating sustained market pull for next-generation inspection technologies with enhanced localization precision and expanded defect coverage capabilities.
Current market dynamics reveal a critical gap between existing inspection capabilities and industry requirements. Traditional inspection systems struggle with the detection of subtle defects that can significantly impact device performance, particularly in advanced logic and memory applications. The industry's transition to extreme ultraviolet lithography has further intensified these challenges, as even nanometer-scale defects can cause catastrophic yield losses.
Major semiconductor manufacturers are actively seeking inspection solutions that can achieve higher sensitivity while maintaining acceptable throughput rates. The demand extends beyond simple defect detection to encompass precise localization capabilities that enable efficient repair processes and accurate defect classification. This requirement is particularly acute in high-volume manufacturing environments where inspection cycle time directly impacts overall production efficiency.
The market shows strong appetite for systems capable of detecting previously undetectable defect types, including phase defects, multilayer registration errors, and contamination-related anomalies. Advanced packaging technologies and heterogeneous integration approaches have created additional inspection challenges, expanding the addressable market for sophisticated defect localization solutions.
Economic factors further amplify market demand, as the cost of undetected defects escalates dramatically with each process step. Foundries and integrated device manufacturers recognize that investing in advanced inspection capabilities generates substantial returns through improved yield and reduced rework costs. The market particularly values solutions that can provide actionable defect information, enabling rapid process corrections and minimizing production disruptions.
Emerging applications in automotive semiconductors, artificial intelligence chips, and high-performance computing devices have established new quality standards that conventional inspection methods cannot adequately address. These applications demand near-zero defect rates, creating sustained market pull for next-generation inspection technologies with enhanced localization precision and expanded defect coverage capabilities.
Current Challenges in Reticle Defect Localization
Advanced reticle inspection systems face significant technical challenges in achieving precise defect localization, primarily stemming from the increasing complexity of semiconductor manufacturing processes and shrinking feature sizes. As technology nodes advance toward 3nm and beyond, the dimensional tolerances for acceptable defects have decreased proportionally, demanding inspection systems capable of detecting and localizing defects with sub-nanometer precision.
One of the most critical challenges lies in distinguishing between actual defects and process variations or measurement noise. Modern reticles contain intricate patterns with feature sizes approaching the wavelength of inspection light, creating optical interference effects that can mask genuine defects or generate false positives. This phenomenon becomes particularly problematic when attempting to localize defects within densely packed circuit patterns where neighboring features can influence optical signatures.
Signal-to-noise ratio limitations present another fundamental constraint in defect localization accuracy. As inspection systems push toward higher sensitivity to detect smaller defects, they inevitably capture more background noise, making it increasingly difficult to precisely determine defect boundaries and exact positions. This challenge is compounded by the need for high-throughput inspection, which often requires compromising between inspection speed and localization precision.
The heterogeneous nature of modern reticle designs introduces additional complexity, as different pattern types require distinct inspection approaches and algorithms. Dense memory arrays, logic circuits, and analog components each present unique optical characteristics that can affect defect detection and localization accuracy. Current systems struggle to maintain consistent localization performance across these varied pattern types within a single reticle.
Thermal and mechanical stability issues during inspection processes can introduce systematic errors in defect positioning. Minute temperature fluctuations or vibrations can cause positional drift, leading to inaccurate defect coordinates that complicate subsequent repair or analysis procedures. These environmental factors become increasingly critical as localization requirements tighten.
Furthermore, the integration of multiple inspection modalities, such as optical and electron beam techniques, creates challenges in correlating defect positions across different measurement systems. Variations in coordinate systems, calibration drift, and inherent differences in measurement principles can result in positional discrepancies that undermine overall localization accuracy and reliability.
One of the most critical challenges lies in distinguishing between actual defects and process variations or measurement noise. Modern reticles contain intricate patterns with feature sizes approaching the wavelength of inspection light, creating optical interference effects that can mask genuine defects or generate false positives. This phenomenon becomes particularly problematic when attempting to localize defects within densely packed circuit patterns where neighboring features can influence optical signatures.
Signal-to-noise ratio limitations present another fundamental constraint in defect localization accuracy. As inspection systems push toward higher sensitivity to detect smaller defects, they inevitably capture more background noise, making it increasingly difficult to precisely determine defect boundaries and exact positions. This challenge is compounded by the need for high-throughput inspection, which often requires compromising between inspection speed and localization precision.
The heterogeneous nature of modern reticle designs introduces additional complexity, as different pattern types require distinct inspection approaches and algorithms. Dense memory arrays, logic circuits, and analog components each present unique optical characteristics that can affect defect detection and localization accuracy. Current systems struggle to maintain consistent localization performance across these varied pattern types within a single reticle.
Thermal and mechanical stability issues during inspection processes can introduce systematic errors in defect positioning. Minute temperature fluctuations or vibrations can cause positional drift, leading to inaccurate defect coordinates that complicate subsequent repair or analysis procedures. These environmental factors become increasingly critical as localization requirements tighten.
Furthermore, the integration of multiple inspection modalities, such as optical and electron beam techniques, creates challenges in correlating defect positions across different measurement systems. Variations in coordinate systems, calibration drift, and inherent differences in measurement principles can result in positional discrepancies that undermine overall localization accuracy and reliability.
Existing Defect Localization Methodologies
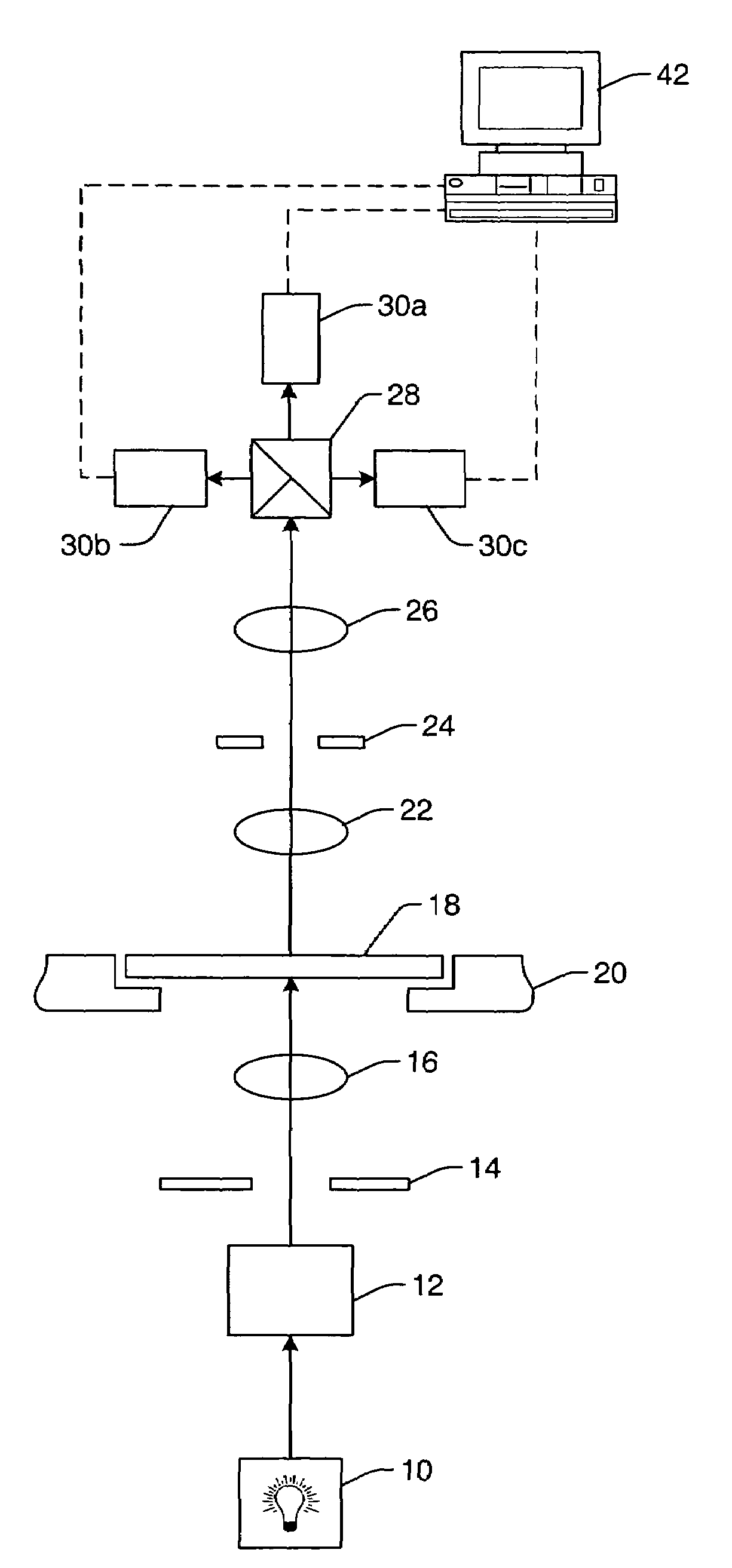
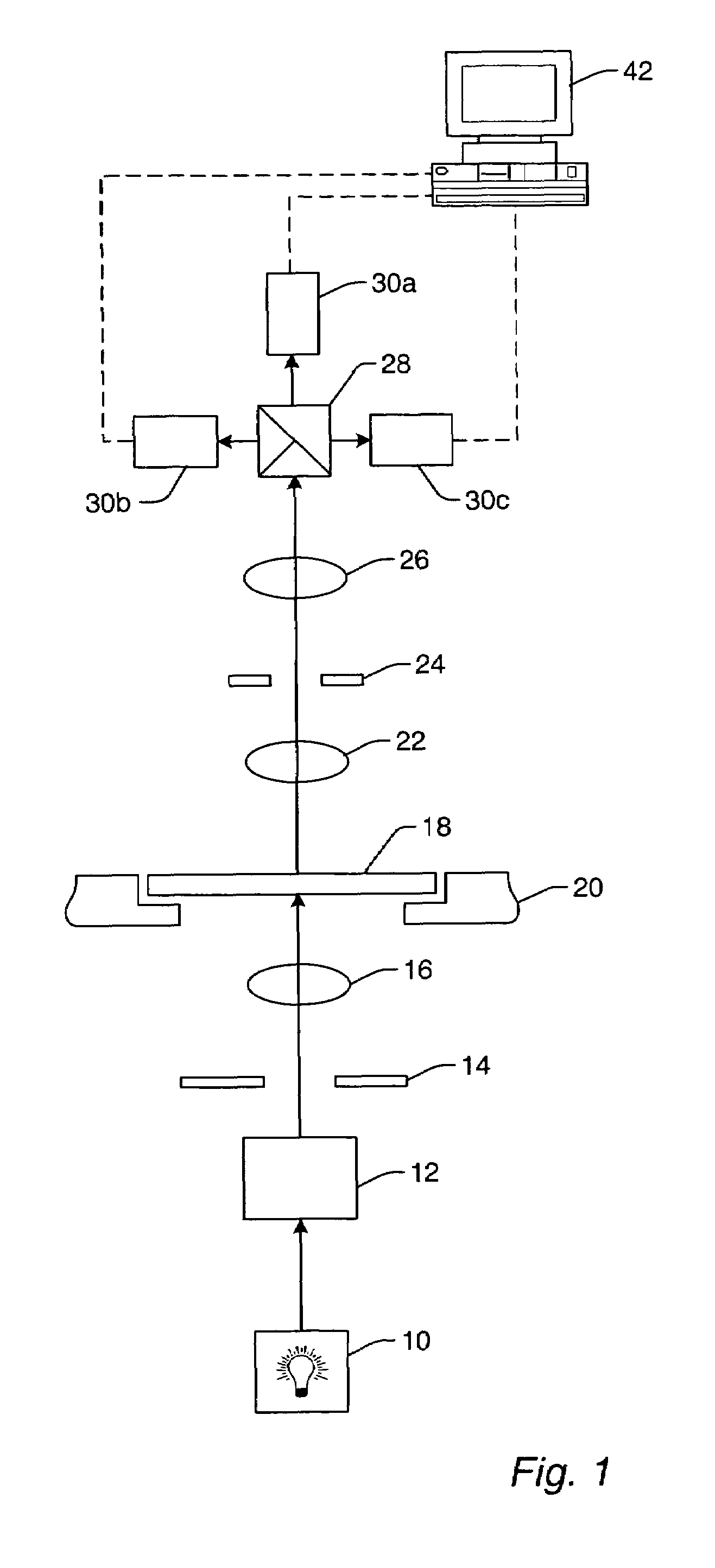
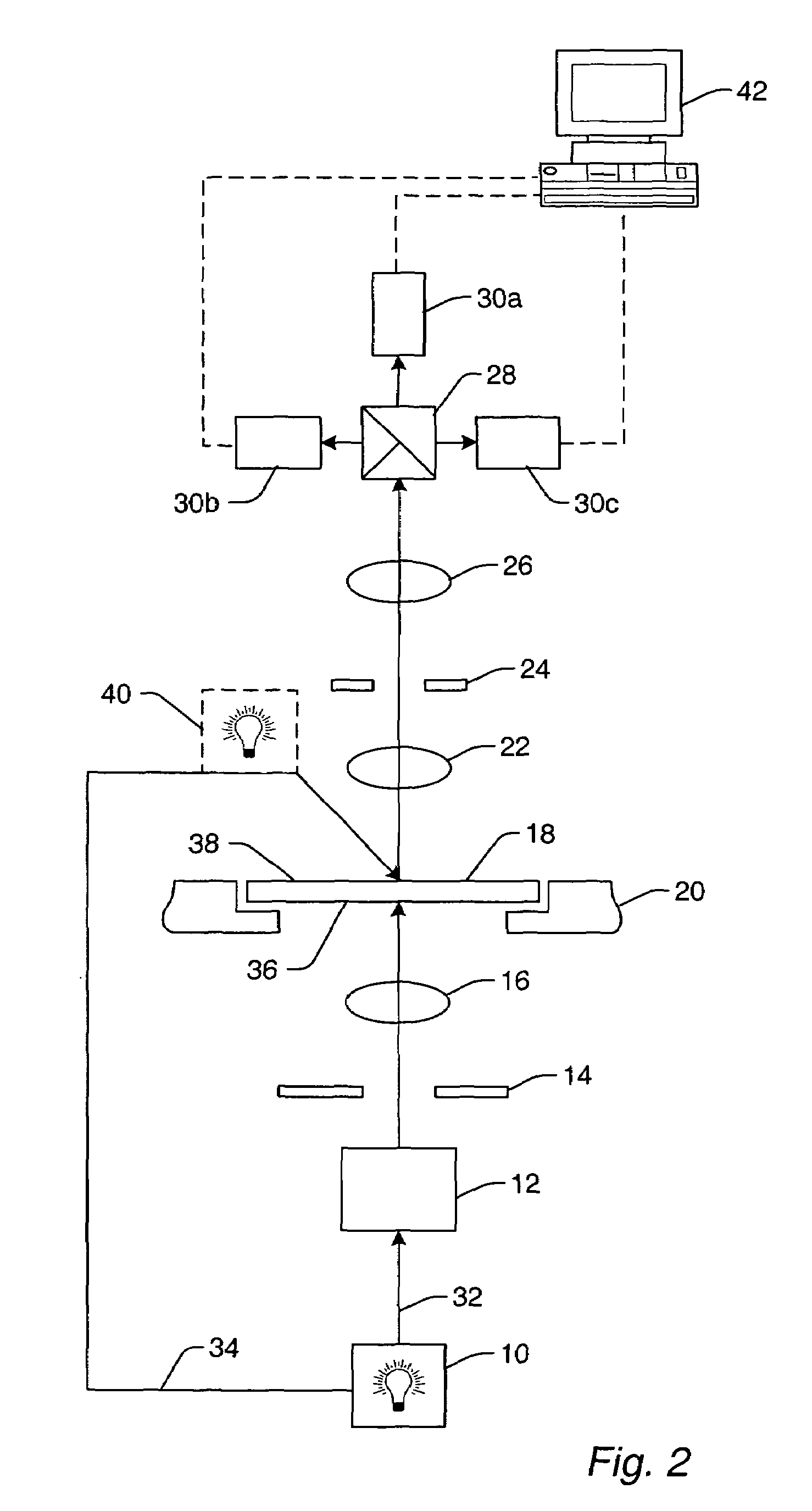
01 Optical inspection systems for reticle defect detection
Advanced optical inspection systems utilize high-resolution imaging and sophisticated optical components to detect defects on reticles. These systems employ various illumination techniques, including bright field and dark field inspection methods, to identify pattern defects, contamination, and structural anomalies on photomasks and reticles used in semiconductor manufacturing.- Optical inspection systems for reticle defect detection: Advanced optical inspection systems utilize high-resolution imaging and sophisticated optical configurations to detect defects on reticles. These systems employ various illumination techniques, lens arrangements, and sensor technologies to capture detailed images of reticle patterns and identify anomalies such as particles, pattern defects, or contamination that could affect lithographic processes.
- Image processing algorithms for defect classification: Sophisticated image processing and pattern recognition algorithms are employed to analyze captured reticle images and automatically classify different types of defects. These algorithms utilize machine learning techniques, statistical analysis, and comparison methods to distinguish between actual defects and false positives, enabling accurate defect identification and categorization.
- Coordinate mapping and positioning systems: Precise coordinate mapping and positioning systems are essential for accurate defect localization on reticles. These systems incorporate high-precision stages, encoders, and calibration methods to ensure that detected defects can be accurately mapped to specific locations on the reticle, enabling effective repair or disposition decisions.
- Multi-mode inspection techniques: Advanced reticle inspection systems employ multiple inspection modes including transmitted light, reflected light, and phase contrast imaging to enhance defect detection capabilities. These multi-mode approaches allow for comprehensive analysis of different defect types and improve the overall sensitivity and accuracy of the inspection process.
- Real-time defect analysis and reporting: Real-time defect analysis and automated reporting systems provide immediate feedback on reticle quality and defect characteristics. These systems generate detailed defect maps, statistical reports, and trend analysis to support manufacturing process control and quality assurance, enabling rapid decision-making for production workflows.
02 Image processing algorithms for defect classification
Sophisticated image processing and pattern recognition algorithms are employed to analyze captured images and automatically classify different types of defects. These algorithms utilize machine learning techniques, statistical analysis, and comparison methods to distinguish between actual defects and false positives, enabling accurate defect identification and categorization.Expand Specific Solutions03 Coordinate mapping and defect localization techniques
Precise coordinate mapping systems are implemented to accurately determine the exact location of detected defects on the reticle surface. These techniques involve advanced positioning systems, reference alignment methods, and coordinate transformation algorithms to provide accurate spatial information for defect repair and quality control processes.Expand Specific Solutions04 Multi-mode inspection and comparative analysis
Advanced inspection systems incorporate multiple inspection modes and comparative analysis techniques to enhance defect detection accuracy. These methods include die-to-die comparison, die-to-database comparison, and multi-wavelength inspection to identify various types of defects that may not be visible under single inspection conditions.Expand Specific Solutions05 Real-time defect analysis and reporting systems
Integrated real-time analysis and reporting systems provide immediate feedback on defect detection results, including defect size, type, and criticality assessment. These systems enable rapid decision-making for manufacturing processes and include automated defect review capabilities with comprehensive data logging and statistical analysis functions.Expand Specific Solutions
Leading Companies in Reticle Inspection Market
The advanced reticle inspection systems market represents a mature yet rapidly evolving sector within semiconductor manufacturing, driven by increasing demand for smaller node technologies and higher precision requirements. The industry is experiencing significant growth with market valuations reaching billions, as manufacturers push toward sub-7nm processes requiring unprecedented defect detection capabilities. Technology maturity varies significantly among key players, with established leaders like ASML Holding NV and Applied Materials demonstrating advanced EUV-compatible inspection solutions, while KLA Corp. maintains strong market position through comprehensive metrology platforms. Asian manufacturers including Samsung Electronics, KIOXIA Corp., and Shanghai Huali Microelectronics are rapidly advancing their capabilities, particularly in memory applications. Emerging players like Skyverse Technology and Camtek are developing specialized solutions for niche applications. The competitive landscape shows consolidation around companies with deep optical expertise and AI-enhanced detection algorithms, with Carl Zeiss SMT providing critical optical components. Overall, the market exhibits high barriers to entry due to substantial R&D requirements and customer qualification cycles.
Applied Materials, Inc.
Technical Solution: Applied Materials develops integrated reticle inspection solutions as part of their comprehensive semiconductor manufacturing equipment portfolio. Their technology focuses on in-line inspection systems that combine optical and electron beam inspection methods for enhanced defect detection accuracy. The system utilizes advanced image correlation algorithms and machine learning techniques for automated defect classification and localization. Their approach emphasizes integration with manufacturing workflow, providing real-time feedback for process optimization. The technology includes automated defect repair capabilities and comprehensive data analytics for yield improvement in advanced semiconductor manufacturing processes.
Strengths: Comprehensive manufacturing integration, strong process control capabilities. Weaknesses: Less specialized in pure inspection compared to dedicated inspection companies, higher complexity in multi-tool integration.
ASML Netherlands BV
Technical Solution: ASML develops advanced extreme ultraviolet (EUV) lithography systems with integrated reticle inspection capabilities. Their technology employs high-resolution optical inspection systems combined with machine learning algorithms for automated defect detection and classification. The system utilizes multi-wavelength illumination and advanced image processing techniques to identify critical defects at sub-10nm nodes. Their inspection methodology includes real-time defect localization during the lithography process, enabling immediate feedback and correction. The technology integrates seamlessly with their lithography tools, providing comprehensive defect analysis including size, type, and criticality assessment for advanced semiconductor manufacturing processes.
Strengths: Market-leading EUV technology with integrated inspection capabilities, excellent resolution for advanced nodes. Weaknesses: High cost and complexity, limited to specific lithography applications.
Key Patents in Advanced Reticle Inspection
Methods and systems for reticle inspection and defect review using aerial imaging
PatentInactiveUS7379175B1
Innovation
- A method and system for inspecting reticles using aerial imaging, where a set of exposure conditions forms an aerial image of the reticle, and defects are detected by comparing this image to a reference image stored in a database, excluding optical proximity correction features, allowing for the identification of defects that would be printed onto a specimen.

Efficient defect localization/segmentation for surface defect inspection
PatentInactiveUS10896341B2
Innovation
- A computer-implemented method and system that records optical images, converts them into heat maps, extracts regions of interest, and uses a binary classification model with a sliding window based voting mechanism to determine defect presence, employing a position disturbance function to enhance dataset augmentation and translation invariance, allowing for accurate defect segmentation with image-level labels.




Semiconductor Manufacturing Quality Standards
Semiconductor manufacturing quality standards for advanced reticle inspection systems represent a critical framework that governs the precision and reliability requirements for defect localization processes. These standards establish the foundational metrics that determine acceptable performance thresholds, measurement accuracy, and operational consistency across different manufacturing environments.
The International Technology Roadmap for Semiconductors (ITRS) and subsequent IEEE standards define stringent requirements for reticle inspection accuracy, typically demanding defect detection capabilities at sub-10nm resolution levels. Current quality benchmarks require inspection systems to achieve defect localization accuracy within ±5nm for critical dimension measurements, while maintaining false positive rates below 0.1% to ensure manufacturing efficiency.
Quality standards encompass multiple dimensional aspects including spatial resolution requirements, temporal stability metrics, and environmental robustness criteria. Advanced reticle inspection systems must demonstrate consistent performance across temperature variations of ±2°C, humidity fluctuations within 40-60% relative humidity, and vibration isolation specifications that prevent measurement drift exceeding 1nm over extended operational periods.
Calibration protocols mandated by industry standards require regular verification using certified reference materials and traceable measurement standards. These protocols establish mandatory calibration intervals, typically every 24-48 hours for critical production environments, ensuring measurement traceability to national metrology institutes and maintaining statistical process control within specified confidence intervals.
Statistical quality control frameworks integrate real-time monitoring systems that track key performance indicators including defect detection sensitivity, measurement repeatability, and system uptime metrics. These frameworks implement automated alert mechanisms when performance parameters deviate from established control limits, enabling proactive maintenance scheduling and quality assurance protocols.
Emerging quality standards address next-generation requirements for extreme ultraviolet (EUV) lithography applications, where defect localization accuracy must reach sub-5nm precision levels while processing increasingly complex three-dimensional nanostructures. These evolving standards incorporate machine learning validation protocols and adaptive calibration methodologies to maintain quality consistency as manufacturing processes advance toward smaller technology nodes.
The International Technology Roadmap for Semiconductors (ITRS) and subsequent IEEE standards define stringent requirements for reticle inspection accuracy, typically demanding defect detection capabilities at sub-10nm resolution levels. Current quality benchmarks require inspection systems to achieve defect localization accuracy within ±5nm for critical dimension measurements, while maintaining false positive rates below 0.1% to ensure manufacturing efficiency.
Quality standards encompass multiple dimensional aspects including spatial resolution requirements, temporal stability metrics, and environmental robustness criteria. Advanced reticle inspection systems must demonstrate consistent performance across temperature variations of ±2°C, humidity fluctuations within 40-60% relative humidity, and vibration isolation specifications that prevent measurement drift exceeding 1nm over extended operational periods.
Calibration protocols mandated by industry standards require regular verification using certified reference materials and traceable measurement standards. These protocols establish mandatory calibration intervals, typically every 24-48 hours for critical production environments, ensuring measurement traceability to national metrology institutes and maintaining statistical process control within specified confidence intervals.
Statistical quality control frameworks integrate real-time monitoring systems that track key performance indicators including defect detection sensitivity, measurement repeatability, and system uptime metrics. These frameworks implement automated alert mechanisms when performance parameters deviate from established control limits, enabling proactive maintenance scheduling and quality assurance protocols.
Emerging quality standards address next-generation requirements for extreme ultraviolet (EUV) lithography applications, where defect localization accuracy must reach sub-5nm precision levels while processing increasingly complex three-dimensional nanostructures. These evolving standards incorporate machine learning validation protocols and adaptive calibration methodologies to maintain quality consistency as manufacturing processes advance toward smaller technology nodes.
Cost-Benefit Analysis of Advanced Inspection Systems
The economic evaluation of advanced reticle inspection systems requires a comprehensive assessment of both direct and indirect costs against measurable benefits. Initial capital expenditure for state-of-the-art inspection equipment typically ranges from $15-30 million per system, depending on resolution capabilities and throughput requirements. This substantial investment must be weighed against the critical role these systems play in preventing costly downstream failures in semiconductor manufacturing.
Operational costs encompass multiple factors including maintenance contracts, consumables, and skilled operator training. Annual maintenance typically represents 8-12% of the initial system cost, while specialized training programs for operators can require 3-6 months of intensive preparation. Energy consumption for high-resolution inspection systems averages 150-200 kW during operation, contributing significantly to ongoing operational expenses.
The primary benefit driver stems from defect detection efficiency improvements. Advanced systems demonstrate 95-98% defect capture rates compared to 85-90% for conventional inspection methods. This enhanced detection capability translates directly into reduced yield loss, with each prevented defective reticle potentially saving $500,000-2 million in downstream wafer production costs.
Throughput considerations significantly impact the cost-benefit equation. Modern inspection systems process 15-25 reticles per day compared to 8-12 for previous generation equipment. This increased capacity reduces bottlenecks in mask production workflows and enables faster time-to-market for new semiconductor products, generating substantial competitive advantages.
Risk mitigation represents another crucial benefit category. Early defect detection prevents contamination spread and reduces the probability of field failures, which can cost semiconductor manufacturers $10-50 million in recall expenses and reputation damage. Insurance premium reductions of 15-25% are commonly achieved through implementation of advanced inspection protocols.
Return on investment calculations typically demonstrate payback periods of 18-36 months for high-volume manufacturing facilities. The break-even analysis becomes more favorable as production volumes increase and defect-related costs are minimized through improved inspection accuracy and coverage.
Operational costs encompass multiple factors including maintenance contracts, consumables, and skilled operator training. Annual maintenance typically represents 8-12% of the initial system cost, while specialized training programs for operators can require 3-6 months of intensive preparation. Energy consumption for high-resolution inspection systems averages 150-200 kW during operation, contributing significantly to ongoing operational expenses.
The primary benefit driver stems from defect detection efficiency improvements. Advanced systems demonstrate 95-98% defect capture rates compared to 85-90% for conventional inspection methods. This enhanced detection capability translates directly into reduced yield loss, with each prevented defective reticle potentially saving $500,000-2 million in downstream wafer production costs.
Throughput considerations significantly impact the cost-benefit equation. Modern inspection systems process 15-25 reticles per day compared to 8-12 for previous generation equipment. This increased capacity reduces bottlenecks in mask production workflows and enables faster time-to-market for new semiconductor products, generating substantial competitive advantages.
Risk mitigation represents another crucial benefit category. Early defect detection prevents contamination spread and reduces the probability of field failures, which can cost semiconductor manufacturers $10-50 million in recall expenses and reputation damage. Insurance premium reductions of 15-25% are commonly achieved through implementation of advanced inspection protocols.
Return on investment calculations typically demonstrate payback periods of 18-36 months for high-volume manufacturing facilities. The break-even analysis becomes more favorable as production volumes increase and defect-related costs are minimized through improved inspection accuracy and coverage.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!