

Reducing Catalyst Wastage with Temperature Programmed Reduction
MAR 7, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Catalyst TPR Technology Background and Objectives
Temperature Programmed Reduction (TPR) has emerged as a critical analytical technique in catalyst characterization since its development in the 1960s. Originally conceived as a method to study the reducibility of metal oxides, TPR has evolved into an indispensable tool for understanding catalyst behavior and optimizing performance. The technique involves heating a catalyst sample in a reducing atmosphere, typically hydrogen, while monitoring the consumption of the reducing agent as temperature increases systematically.
The historical development of TPR technology traces back to early surface science research, where scientists sought to understand the interaction between reducing gases and solid surfaces. Initial applications focused primarily on academic research, but the technique gained industrial relevance as catalyst development became increasingly sophisticated. The integration of mass spectrometry and thermal conductivity detection systems in the 1980s significantly enhanced TPR's analytical capabilities, enabling more precise characterization of complex catalyst systems.
Modern TPR applications have expanded beyond simple reducibility studies to encompass comprehensive catalyst lifecycle management. The technique now serves as a cornerstone for understanding catalyst deactivation mechanisms, metal-support interactions, and active site distribution. This evolution reflects the growing industrial demand for more efficient catalyst utilization and reduced operational costs in chemical processes.
The primary objective of implementing TPR technology for catalyst wastage reduction centers on achieving optimal catalyst utilization through precise characterization and monitoring. By providing detailed insights into catalyst reduction behavior, TPR enables the identification of optimal activation conditions, thereby minimizing unnecessary catalyst consumption during startup procedures. This approach directly addresses the significant economic burden associated with catalyst replacement and disposal in industrial operations.
Furthermore, TPR technology aims to establish predictive maintenance protocols for catalyst systems. Through systematic analysis of reduction profiles, operators can detect early signs of catalyst degradation and implement timely interventions before complete catalyst failure occurs. This proactive approach extends catalyst lifespan and reduces the frequency of costly catalyst replacements.
The ultimate goal encompasses developing standardized TPR methodologies that can be integrated into routine catalyst management practices across various industrial sectors. This standardization would enable consistent evaluation criteria for catalyst performance, facilitating better decision-making regarding catalyst regeneration versus replacement strategies, ultimately contributing to more sustainable and cost-effective catalytic processes.
The historical development of TPR technology traces back to early surface science research, where scientists sought to understand the interaction between reducing gases and solid surfaces. Initial applications focused primarily on academic research, but the technique gained industrial relevance as catalyst development became increasingly sophisticated. The integration of mass spectrometry and thermal conductivity detection systems in the 1980s significantly enhanced TPR's analytical capabilities, enabling more precise characterization of complex catalyst systems.
Modern TPR applications have expanded beyond simple reducibility studies to encompass comprehensive catalyst lifecycle management. The technique now serves as a cornerstone for understanding catalyst deactivation mechanisms, metal-support interactions, and active site distribution. This evolution reflects the growing industrial demand for more efficient catalyst utilization and reduced operational costs in chemical processes.
The primary objective of implementing TPR technology for catalyst wastage reduction centers on achieving optimal catalyst utilization through precise characterization and monitoring. By providing detailed insights into catalyst reduction behavior, TPR enables the identification of optimal activation conditions, thereby minimizing unnecessary catalyst consumption during startup procedures. This approach directly addresses the significant economic burden associated with catalyst replacement and disposal in industrial operations.
Furthermore, TPR technology aims to establish predictive maintenance protocols for catalyst systems. Through systematic analysis of reduction profiles, operators can detect early signs of catalyst degradation and implement timely interventions before complete catalyst failure occurs. This proactive approach extends catalyst lifespan and reduces the frequency of costly catalyst replacements.
The ultimate goal encompasses developing standardized TPR methodologies that can be integrated into routine catalyst management practices across various industrial sectors. This standardization would enable consistent evaluation criteria for catalyst performance, facilitating better decision-making regarding catalyst regeneration versus replacement strategies, ultimately contributing to more sustainable and cost-effective catalytic processes.
Market Demand for Efficient Catalyst Utilization
The global catalyst market faces mounting pressure to optimize resource utilization as raw material costs continue escalating and environmental regulations tighten. Industrial sectors heavily dependent on catalytic processes, including petrochemicals, pharmaceuticals, automotive, and renewable energy, are actively seeking technologies that can extend catalyst lifespan while maintaining or improving performance. This demand stems from both economic imperatives and sustainability commitments that require reduced material consumption and waste generation.
Temperature programmed reduction technology addresses critical pain points in catalyst management by providing precise control over activation and regeneration processes. Traditional catalyst utilization methods often result in premature deactivation, incomplete activation, or over-reduction, leading to substantial material losses. Industries report significant operational cost burdens from frequent catalyst replacement cycles, particularly in high-temperature processes where catalyst degradation accelerates rapidly.
The petrochemical sector represents the largest market segment driving demand for efficient catalyst utilization technologies. Refineries and chemical plants operating continuous processes require reliable methods to maximize catalyst productivity while minimizing downtime. The automotive industry's transition toward cleaner emission standards has intensified focus on catalyst optimization, particularly for exhaust treatment systems where precious metal catalysts represent substantial investment costs.
Emerging markets in Asia-Pacific and Latin America are experiencing rapid industrialization, creating substantial demand for cost-effective catalyst management solutions. These regions face dual challenges of meeting production targets while adhering to increasingly stringent environmental standards. Temperature programmed reduction offers attractive value propositions by enabling precise catalyst conditioning that optimizes both performance and longevity.
The renewable energy sector's expansion, particularly in hydrogen production and fuel cell technologies, has created new market opportunities for advanced catalyst utilization methods. These applications demand highly efficient catalyst systems where material waste directly impacts economic viability. Market research indicates growing investment in catalyst optimization technologies as companies seek competitive advantages through operational efficiency improvements.
Regulatory frameworks worldwide are increasingly emphasizing resource conservation and waste reduction, creating compliance-driven demand for technologies that demonstrate measurable improvements in material utilization. Companies adopting temperature programmed reduction techniques can achieve both cost savings and environmental compliance objectives, making this technology increasingly attractive across diverse industrial applications.
Temperature programmed reduction technology addresses critical pain points in catalyst management by providing precise control over activation and regeneration processes. Traditional catalyst utilization methods often result in premature deactivation, incomplete activation, or over-reduction, leading to substantial material losses. Industries report significant operational cost burdens from frequent catalyst replacement cycles, particularly in high-temperature processes where catalyst degradation accelerates rapidly.
The petrochemical sector represents the largest market segment driving demand for efficient catalyst utilization technologies. Refineries and chemical plants operating continuous processes require reliable methods to maximize catalyst productivity while minimizing downtime. The automotive industry's transition toward cleaner emission standards has intensified focus on catalyst optimization, particularly for exhaust treatment systems where precious metal catalysts represent substantial investment costs.
Emerging markets in Asia-Pacific and Latin America are experiencing rapid industrialization, creating substantial demand for cost-effective catalyst management solutions. These regions face dual challenges of meeting production targets while adhering to increasingly stringent environmental standards. Temperature programmed reduction offers attractive value propositions by enabling precise catalyst conditioning that optimizes both performance and longevity.
The renewable energy sector's expansion, particularly in hydrogen production and fuel cell technologies, has created new market opportunities for advanced catalyst utilization methods. These applications demand highly efficient catalyst systems where material waste directly impacts economic viability. Market research indicates growing investment in catalyst optimization technologies as companies seek competitive advantages through operational efficiency improvements.
Regulatory frameworks worldwide are increasingly emphasizing resource conservation and waste reduction, creating compliance-driven demand for technologies that demonstrate measurable improvements in material utilization. Companies adopting temperature programmed reduction techniques can achieve both cost savings and environmental compliance objectives, making this technology increasingly attractive across diverse industrial applications.
Current TPR Implementation Status and Technical Challenges
Temperature Programmed Reduction (TPR) has gained significant traction in industrial catalyst applications over the past decade, with implementation rates increasing by approximately 35% across major petrochemical and pharmaceutical manufacturing sectors. Current adoption spans multiple industries, including automotive catalysis, hydrogen production, and fine chemical synthesis, where catalyst optimization directly impacts operational costs and environmental compliance.
The technology demonstrates varying maturity levels across different application domains. In automotive three-way catalysts, TPR implementation has reached commercial scale with established protocols for precious metal optimization. However, in emerging applications such as CO2 conversion and biomass processing, TPR adoption remains largely experimental, with limited standardized procedures and inconsistent results across different catalyst formulations.
Major technical challenges persist in real-time monitoring and control systems. Current TPR equipment lacks sophisticated feedback mechanisms to adjust reduction parameters dynamically based on catalyst response patterns. This limitation results in suboptimal reduction profiles, particularly for complex multi-component catalysts where different active phases require distinct temperature ramps and hydrogen concentrations.
Scalability represents another critical bottleneck in TPR implementation. Laboratory-scale TPR protocols often fail to translate effectively to industrial-scale reactors due to heat and mass transfer limitations. Temperature gradients within large catalyst beds create non-uniform reduction conditions, leading to inconsistent catalyst activation and premature deactivation in certain reactor zones.
Data integration and analysis capabilities remain underdeveloped in current TPR systems. Most implementations rely on basic temperature and gas flow measurements without incorporating advanced analytics for pattern recognition or predictive modeling. This gap limits the ability to optimize reduction protocols proactively and prevent catalyst degradation before it impacts process performance.
Standardization challenges further complicate widespread TPR adoption. Different equipment manufacturers employ varying measurement protocols and data formats, making it difficult to establish industry-wide best practices. The absence of unified standards hampers technology transfer between research institutions and industrial facilities, slowing the development of optimized TPR procedures for specific catalyst types and operating conditions.
The technology demonstrates varying maturity levels across different application domains. In automotive three-way catalysts, TPR implementation has reached commercial scale with established protocols for precious metal optimization. However, in emerging applications such as CO2 conversion and biomass processing, TPR adoption remains largely experimental, with limited standardized procedures and inconsistent results across different catalyst formulations.
Major technical challenges persist in real-time monitoring and control systems. Current TPR equipment lacks sophisticated feedback mechanisms to adjust reduction parameters dynamically based on catalyst response patterns. This limitation results in suboptimal reduction profiles, particularly for complex multi-component catalysts where different active phases require distinct temperature ramps and hydrogen concentrations.
Scalability represents another critical bottleneck in TPR implementation. Laboratory-scale TPR protocols often fail to translate effectively to industrial-scale reactors due to heat and mass transfer limitations. Temperature gradients within large catalyst beds create non-uniform reduction conditions, leading to inconsistent catalyst activation and premature deactivation in certain reactor zones.
Data integration and analysis capabilities remain underdeveloped in current TPR systems. Most implementations rely on basic temperature and gas flow measurements without incorporating advanced analytics for pattern recognition or predictive modeling. This gap limits the ability to optimize reduction protocols proactively and prevent catalyst degradation before it impacts process performance.
Standardization challenges further complicate widespread TPR adoption. Different equipment manufacturers employ varying measurement protocols and data formats, making it difficult to establish industry-wide best practices. The absence of unified standards hampers technology transfer between research institutions and industrial facilities, slowing the development of optimized TPR procedures for specific catalyst types and operating conditions.
Existing TPR Solutions for Catalyst Waste Minimization
01 Catalyst recovery and regeneration systems
Methods and systems for recovering and regenerating catalysts to minimize wastage. These approaches involve separating spent catalysts from reaction products, treating them to restore catalytic activity, and recycling them back into the process. Recovery techniques include filtration, centrifugation, and magnetic separation, while regeneration may involve thermal treatment, chemical washing, or reactivation processes to extend catalyst lifespan and reduce replacement costs.- Catalyst recovery and regeneration systems: Methods and systems for recovering and regenerating catalysts to minimize wastage. These approaches involve separating spent catalysts from reaction products, treating them to restore catalytic activity, and recycling them back into the process. Recovery techniques may include filtration, centrifugation, or magnetic separation, followed by thermal or chemical regeneration to remove contaminants and restore active sites.
- Catalyst immobilization and support structures: Techniques for immobilizing catalysts on solid supports or structured carriers to prevent loss and facilitate reuse. These methods involve anchoring catalytic materials onto substrates such as zeolites, silica, alumina, or other porous materials. Immobilization reduces catalyst attrition, prevents leaching into product streams, and enables easier separation and recovery from reaction mixtures.
- Reactor design for catalyst retention: Specialized reactor configurations and process designs that minimize catalyst loss during operation. These include fixed-bed reactors, fluidized-bed systems with improved cyclone separators, membrane reactors, and multi-stage separation units. Design features focus on maintaining catalyst within the reaction zone while allowing efficient product removal and reducing entrainment or mechanical loss of catalyst particles.
- Catalyst deactivation prevention methods: Strategies to prevent or slow catalyst deactivation, thereby extending catalyst lifetime and reducing replacement frequency. These methods include feedstock purification to remove catalyst poisons, operating condition optimization to minimize sintering or coking, addition of stabilizing agents or promoters, and periodic in-situ regeneration procedures. By maintaining catalyst activity longer, overall catalyst consumption and wastage are reduced.
- Catalyst monitoring and management systems: Advanced monitoring and control systems for tracking catalyst performance and optimizing usage. These systems employ sensors, analytical techniques, and process control algorithms to monitor catalyst activity, selectivity, and degradation in real-time. Based on this data, operational parameters can be adjusted to maximize catalyst utilization, schedule timely regeneration, and minimize unnecessary catalyst replacement or disposal.
02 Catalyst immobilization and support structures
Technologies for immobilizing catalysts on solid supports or within structured matrices to prevent loss and facilitate separation from reaction mixtures. These methods include anchoring catalysts to porous materials, embedding them in polymer matrices, or using fixed-bed reactor configurations. Immobilization reduces catalyst attrition, prevents leaching into products, and enables easier recovery and reuse, thereby minimizing wastage in continuous processes.Expand Specific Solutions03 Optimized reactor design for catalyst retention
Reactor configurations and process designs that enhance catalyst retention and minimize losses during operation. These include specialized reactor geometries, internal baffles, cyclone separators, and flow control systems that keep catalysts within the reaction zone while allowing products to exit. Such designs reduce catalyst carryover, improve process efficiency, and decrease the frequency of catalyst replacement.Expand Specific Solutions04 Catalyst deactivation prevention methods
Techniques to prevent or slow catalyst deactivation caused by poisoning, fouling, sintering, or coking. These methods include feedstock purification to remove catalyst poisons, operating condition optimization to minimize degradation, use of protective additives or promoters, and periodic in-situ regeneration procedures. By maintaining catalyst activity longer, these approaches reduce the need for frequent replacement and minimize wastage.Expand Specific Solutions05 Catalyst dosing and distribution control
Systems and methods for precise control of catalyst addition and distribution within reactors to optimize usage and prevent excess consumption. These include automated dosing systems, uniform distribution devices, and monitoring technologies that ensure catalysts are used efficiently. Proper dosing prevents over-addition, reduces unused catalyst accumulation, and minimizes wastage through improved process control and real-time adjustment capabilities.Expand Specific Solutions
Major Players in Catalyst and TPR Technology Sector
The temperature programmed reduction (TPR) technology for catalyst wastage reduction operates within a mature industrial landscape dominated by established petrochemical giants and automotive manufacturers. The market represents a multi-billion dollar segment driven by increasing environmental regulations and cost optimization pressures. Major Chinese players including China Petroleum & Chemical Corp., PetroChina, and specialized research institutes like Sinopec Research Institute of Petroleum Processing lead Asian developments, while global competitors such as ExxonMobil Chemical Patents, Dow Global Technologies, and Total Petrochemicals maintain strong positions in Western markets. The technology demonstrates high maturity levels, with automotive leaders like Toyota, Honda, and Volkswagen integrating advanced catalyst management systems, alongside chemical specialists such as Wanhua Chemical Group and research organizations like Fraunhofer-Gesellschaft driving innovation in catalyst efficiency and regeneration processes.
China Petroleum & Chemical Corp.
Technical Solution: Sinopec has developed advanced Temperature Programmed Reduction (TPR) techniques for catalyst optimization in petrochemical processes. Their approach focuses on precise temperature control protocols that minimize catalyst deactivation during reduction cycles. The company implements multi-stage TPR processes with controlled heating rates and hydrogen flow optimization to achieve maximum catalyst utilization while reducing precious metal wastage. Their technology incorporates real-time monitoring systems that track catalyst performance parameters during TPR cycles, enabling dynamic adjustment of reduction conditions. This systematic approach has demonstrated significant improvements in catalyst longevity and reduced operational costs in their refining operations.
Strengths: Extensive industrial experience and large-scale implementation capabilities. Weaknesses: Limited focus on next-generation catalyst materials and slower adoption of AI-driven optimization.
Toyota Motor Corp.
Technical Solution: Toyota has developed TPR technologies specifically for automotive catalyst applications, focusing on reducing platinum group metal (PGM) wastage in exhaust after-treatment systems. Their approach combines controlled temperature programming with optimized gas flow dynamics to achieve efficient catalyst activation while minimizing thermal degradation. The company's TPR protocols are designed to work with their lean-burn engine technologies, utilizing precise temperature control sequences that maximize catalyst performance while reducing precious metal loading requirements. Their system incorporates advanced sensor technologies that monitor catalyst condition in real-time, enabling adaptive TPR strategies that extend catalyst life and reduce replacement frequency in automotive applications.
Strengths: Automotive industry expertise and integration with vehicle systems. Weaknesses: Limited application scope outside automotive sector and dependency on specific engine technologies.
Core TPR Innovations for Catalyst Efficiency Enhancement
Catalyst performance recovery method for reforming catalyst apparatus
PatentInactiveUS6905998B2
Innovation
- A method to recover catalyst performance by heating the catalyst between 500° C. and 800° C. while supplying fuel and air, using a measuring device to monitor performance and a control device to automatically adjust fuel and air supply, minimizing thermal degradation and maintaining performance similar to new catalyst levels.




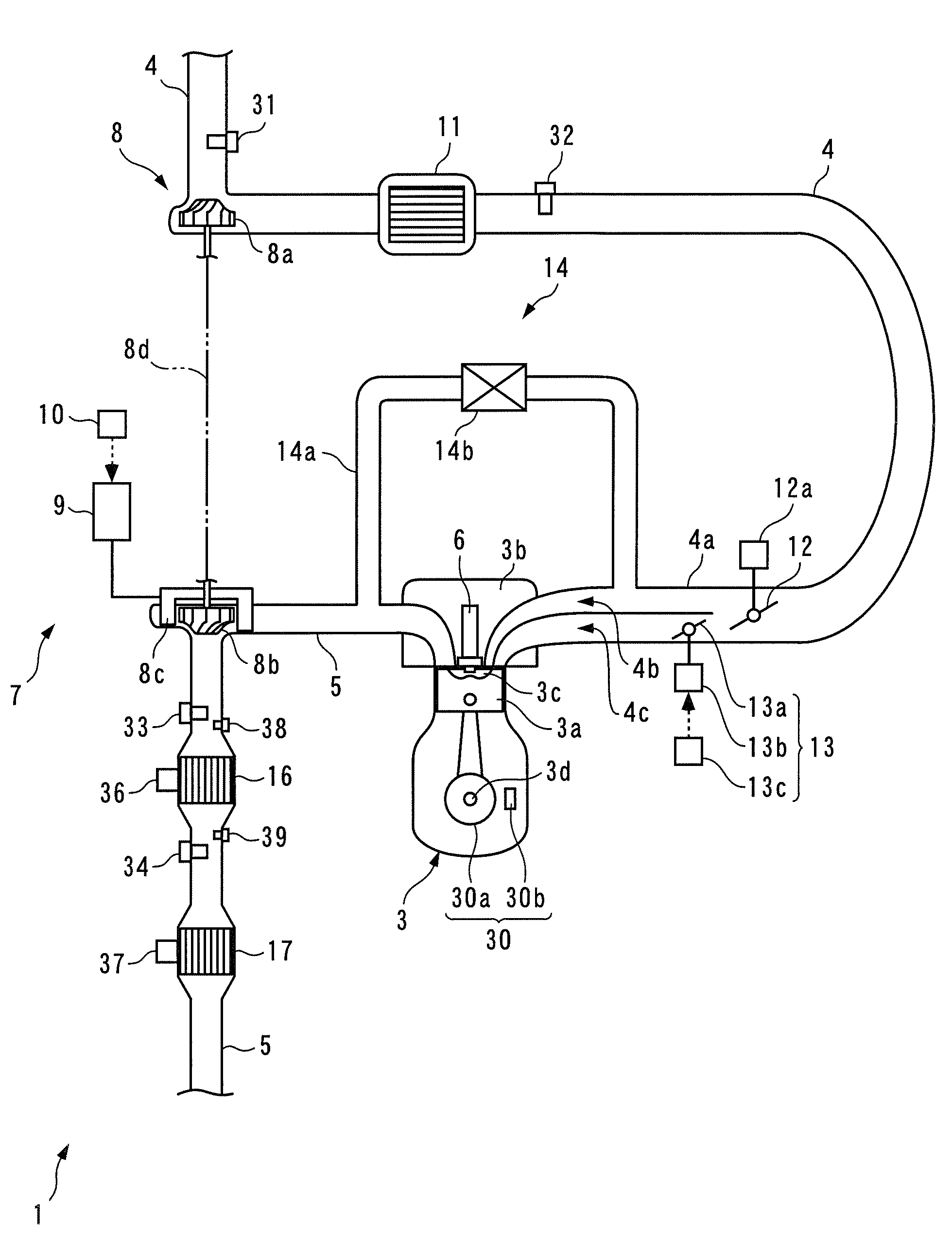
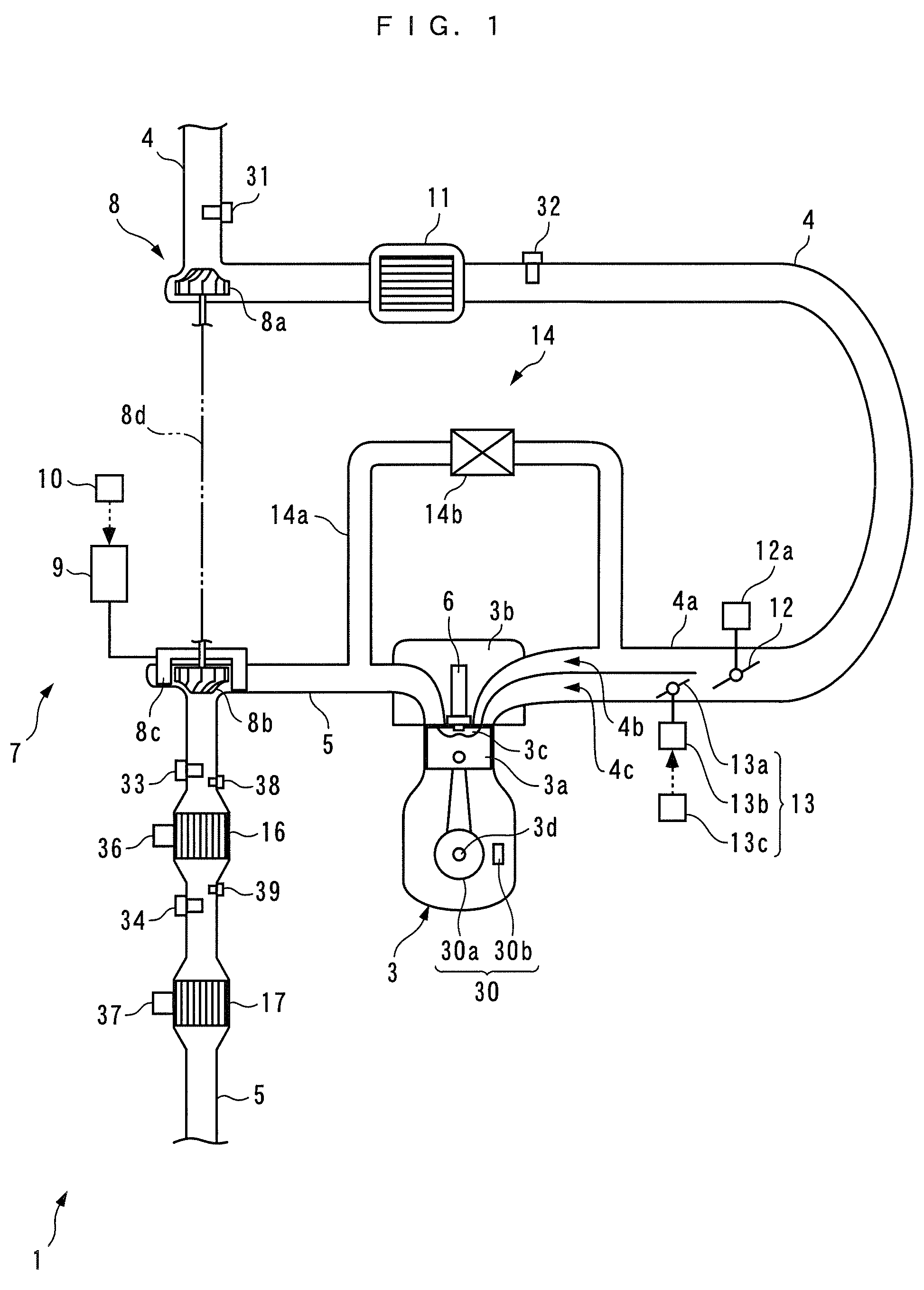
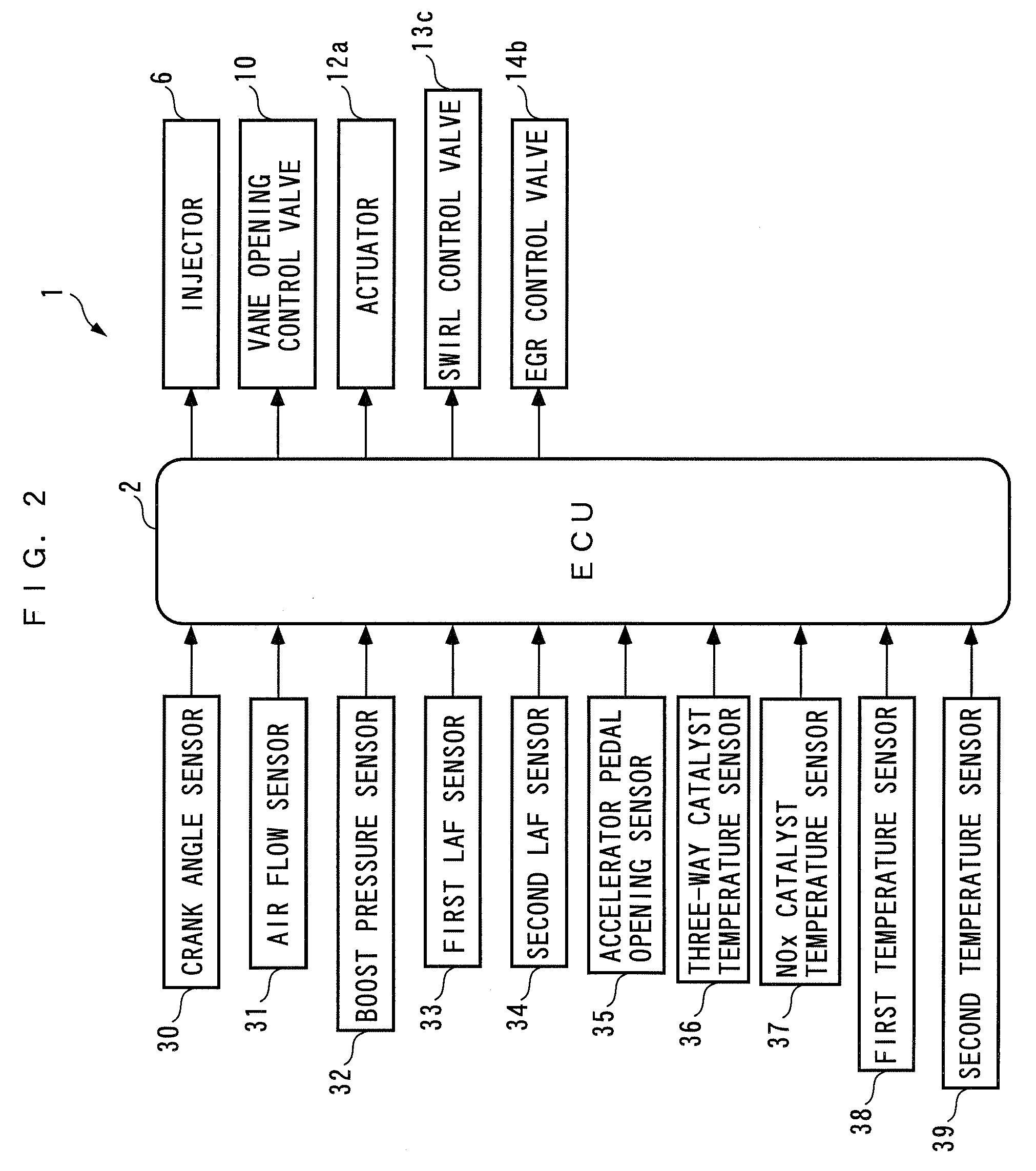
Exhaust emission control device and method for internal combustion engine, and engine control unit
PatentInactiveUS8117829B2
Innovation
- An exhaust emission control device that estimates the degradation of the upstream catalyst and adjusts the reduction control time period to ensure a just enough reducing agent is supplied to the NOx catalyst, considering the consumption variance based on catalyst degradation, thereby optimizing NOx reduction and fuel economy.

Environmental Regulations for Catalyst Waste Management
The regulatory landscape for catalyst waste management has evolved significantly in response to growing environmental concerns and the need for sustainable industrial practices. Temperature Programmed Reduction (TPR) technology, while offering substantial benefits in reducing catalyst wastage, must operate within a complex framework of environmental regulations that govern catalyst lifecycle management, waste disposal, and resource recovery.
International environmental standards, particularly those established by the International Organization for Standardization (ISO) and the Basel Convention on hazardous waste movement, provide foundational guidelines for catalyst waste management. These regulations emphasize the principles of waste minimization, proper characterization of spent catalysts, and environmentally sound disposal methods. The European Union's Waste Framework Directive and REACH regulation have set stringent requirements for catalyst manufacturers and users to demonstrate responsible waste management practices throughout the catalyst lifecycle.
Regional regulatory variations significantly impact TPR implementation strategies. In North America, the Environmental Protection Agency's Resource Conservation and Recovery Act (RCRA) classifies many spent catalysts as hazardous waste, requiring specific handling, storage, and disposal protocols. European regulations under the Industrial Emissions Directive mandate Best Available Techniques (BAT) for catalyst management, often favoring technologies like TPR that demonstrate measurable waste reduction. Asian markets, particularly China and Japan, have implemented increasingly strict catalyst waste regulations, with China's new Solid Waste Law emphasizing circular economy principles that align well with TPR's waste reduction capabilities.
Compliance requirements for TPR-based catalyst management systems include comprehensive documentation of catalyst regeneration processes, waste stream characterization, and environmental impact assessments. Regulatory bodies typically require detailed reporting on catalyst utilization efficiency, waste generation rates, and recovery percentages. These requirements necessitate robust monitoring systems and data collection protocols that can demonstrate TPR's effectiveness in reducing overall catalyst waste volumes.
Emerging regulatory trends indicate a shift toward more stringent catalyst waste management requirements, with increasing emphasis on extended producer responsibility and circular economy principles. Future regulations are expected to mandate higher catalyst recovery rates and impose stricter limits on landfill disposal of spent catalysts, creating favorable conditions for TPR technology adoption across various industrial sectors.
International environmental standards, particularly those established by the International Organization for Standardization (ISO) and the Basel Convention on hazardous waste movement, provide foundational guidelines for catalyst waste management. These regulations emphasize the principles of waste minimization, proper characterization of spent catalysts, and environmentally sound disposal methods. The European Union's Waste Framework Directive and REACH regulation have set stringent requirements for catalyst manufacturers and users to demonstrate responsible waste management practices throughout the catalyst lifecycle.
Regional regulatory variations significantly impact TPR implementation strategies. In North America, the Environmental Protection Agency's Resource Conservation and Recovery Act (RCRA) classifies many spent catalysts as hazardous waste, requiring specific handling, storage, and disposal protocols. European regulations under the Industrial Emissions Directive mandate Best Available Techniques (BAT) for catalyst management, often favoring technologies like TPR that demonstrate measurable waste reduction. Asian markets, particularly China and Japan, have implemented increasingly strict catalyst waste regulations, with China's new Solid Waste Law emphasizing circular economy principles that align well with TPR's waste reduction capabilities.
Compliance requirements for TPR-based catalyst management systems include comprehensive documentation of catalyst regeneration processes, waste stream characterization, and environmental impact assessments. Regulatory bodies typically require detailed reporting on catalyst utilization efficiency, waste generation rates, and recovery percentages. These requirements necessitate robust monitoring systems and data collection protocols that can demonstrate TPR's effectiveness in reducing overall catalyst waste volumes.
Emerging regulatory trends indicate a shift toward more stringent catalyst waste management requirements, with increasing emphasis on extended producer responsibility and circular economy principles. Future regulations are expected to mandate higher catalyst recovery rates and impose stricter limits on landfill disposal of spent catalysts, creating favorable conditions for TPR technology adoption across various industrial sectors.
Economic Impact Assessment of TPR Implementation
The implementation of Temperature Programmed Reduction (TPR) technology presents significant economic advantages through substantial reduction in catalyst wastage across industrial processes. Initial capital investment requirements for TPR systems typically range from $500,000 to $2.5 million depending on plant scale and complexity, with payback periods generally achieved within 18-24 months due to dramatic catalyst cost savings.
Catalyst consumption reduction represents the primary economic driver, with TPR implementation demonstrating 25-40% decrease in fresh catalyst requirements. For large-scale petrochemical facilities consuming $10-15 million annually in catalysts, this translates to direct savings of $2.5-6 million per year. The technology enables precise control over reduction conditions, preventing over-reduction and catalyst deactivation that traditionally necessitated premature replacement cycles.
Operational cost benefits extend beyond catalyst savings through improved process efficiency and reduced downtime. TPR systems minimize unplanned maintenance events by 30-35%, as controlled reduction prevents thermal shock and structural damage to catalyst beds. Energy consumption optimization through programmed temperature profiles reduces utility costs by approximately 15-20%, particularly significant in energy-intensive processes like hydrogenation and reforming.
Labor cost reductions emerge from automated TPR protocols replacing manual catalyst handling procedures. Traditional catalyst replacement operations requiring 48-72 hour shutdowns can be reduced to 12-18 hours with TPR regeneration capabilities, translating to production continuity worth $200,000-500,000 per avoided shutdown day for typical refineries.
Risk mitigation provides additional economic value through reduced exposure to catalyst supply chain disruptions and price volatility. TPR technology extends catalyst lifecycle by 40-60%, creating buffer capacity against market fluctuations and supply constraints. Insurance premiums may decrease by 10-15% due to improved process safety and reduced handling of spent catalysts.
Return on investment calculations consistently demonstrate positive outcomes, with net present value ranging from $5-12 million over ten-year periods for medium to large-scale implementations, establishing TPR as economically compelling technology for catalyst-intensive industries.
Catalyst consumption reduction represents the primary economic driver, with TPR implementation demonstrating 25-40% decrease in fresh catalyst requirements. For large-scale petrochemical facilities consuming $10-15 million annually in catalysts, this translates to direct savings of $2.5-6 million per year. The technology enables precise control over reduction conditions, preventing over-reduction and catalyst deactivation that traditionally necessitated premature replacement cycles.
Operational cost benefits extend beyond catalyst savings through improved process efficiency and reduced downtime. TPR systems minimize unplanned maintenance events by 30-35%, as controlled reduction prevents thermal shock and structural damage to catalyst beds. Energy consumption optimization through programmed temperature profiles reduces utility costs by approximately 15-20%, particularly significant in energy-intensive processes like hydrogenation and reforming.
Labor cost reductions emerge from automated TPR protocols replacing manual catalyst handling procedures. Traditional catalyst replacement operations requiring 48-72 hour shutdowns can be reduced to 12-18 hours with TPR regeneration capabilities, translating to production continuity worth $200,000-500,000 per avoided shutdown day for typical refineries.
Risk mitigation provides additional economic value through reduced exposure to catalyst supply chain disruptions and price volatility. TPR technology extends catalyst lifecycle by 40-60%, creating buffer capacity against market fluctuations and supply constraints. Insurance premiums may decrease by 10-15% due to improved process safety and reduced handling of spent catalysts.
Return on investment calculations consistently demonstrate positive outcomes, with net present value ranging from $5-12 million over ten-year periods for medium to large-scale implementations, establishing TPR as economically compelling technology for catalyst-intensive industries.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!