

Ethyl Acetate vs Cyclohexane: Performance in Solvent Applications
MAR 23, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate vs Cyclohexane: Solvent Background and Objectives
The solvent industry has undergone significant transformation over the past century, evolving from simple extraction processes to sophisticated applications across pharmaceuticals, coatings, adhesives, and chemical manufacturing. This evolution has been driven by increasing demands for efficiency, environmental compliance, and cost-effectiveness in industrial processes.
Ethyl acetate and cyclohexane represent two distinct classes of organic solvents that have emerged as critical components in modern industrial applications. Ethyl acetate, an ester compound, gained prominence in the early 20th century due to its favorable environmental profile and excellent solvating properties for polar compounds. Cyclohexane, a cyclic alkane, established its importance through superior performance in non-polar applications and its role as a precursor in various chemical syntheses.
The development trajectory of these solvents reflects broader industry trends toward specialization and optimization. Ethyl acetate's adoption accelerated during the 1970s environmental movement, as industries sought alternatives to chlorinated solvents. Its biodegradability and relatively low toxicity positioned it as a preferred choice for applications requiring regulatory compliance. Cyclohexane's evolution followed a different path, with its usage expanding through the petrochemical boom, particularly in applications demanding high purity and specific physical properties.
Current technological objectives center on maximizing solvent performance while minimizing environmental impact and operational costs. For ethyl acetate applications, primary goals include optimizing extraction efficiency in pharmaceutical processes, enhancing coating formulation stability, and improving recovery rates in recycling systems. The focus extends to developing grade specifications that meet increasingly stringent purity requirements for electronic and pharmaceutical applications.
Cyclohexane applications target different performance metrics, emphasizing thermal stability, chemical inertness, and precise boiling point characteristics. Key objectives include maximizing extraction selectivity in analytical procedures, optimizing reaction medium properties in chemical synthesis, and achieving consistent performance in chromatographic applications.
The comparative evaluation of these solvents addresses fundamental questions about solvent selection criteria in modern industrial processes. This analysis aims to establish clear performance benchmarks, identify optimal application domains for each solvent, and provide strategic guidance for future solvent technology development initiatives.
Ethyl acetate and cyclohexane represent two distinct classes of organic solvents that have emerged as critical components in modern industrial applications. Ethyl acetate, an ester compound, gained prominence in the early 20th century due to its favorable environmental profile and excellent solvating properties for polar compounds. Cyclohexane, a cyclic alkane, established its importance through superior performance in non-polar applications and its role as a precursor in various chemical syntheses.
The development trajectory of these solvents reflects broader industry trends toward specialization and optimization. Ethyl acetate's adoption accelerated during the 1970s environmental movement, as industries sought alternatives to chlorinated solvents. Its biodegradability and relatively low toxicity positioned it as a preferred choice for applications requiring regulatory compliance. Cyclohexane's evolution followed a different path, with its usage expanding through the petrochemical boom, particularly in applications demanding high purity and specific physical properties.
Current technological objectives center on maximizing solvent performance while minimizing environmental impact and operational costs. For ethyl acetate applications, primary goals include optimizing extraction efficiency in pharmaceutical processes, enhancing coating formulation stability, and improving recovery rates in recycling systems. The focus extends to developing grade specifications that meet increasingly stringent purity requirements for electronic and pharmaceutical applications.
Cyclohexane applications target different performance metrics, emphasizing thermal stability, chemical inertness, and precise boiling point characteristics. Key objectives include maximizing extraction selectivity in analytical procedures, optimizing reaction medium properties in chemical synthesis, and achieving consistent performance in chromatographic applications.
The comparative evaluation of these solvents addresses fundamental questions about solvent selection criteria in modern industrial processes. This analysis aims to establish clear performance benchmarks, identify optimal application domains for each solvent, and provide strategic guidance for future solvent technology development initiatives.
Market Demand Analysis for Ethyl Acetate and Cyclohexane Solvents
The global solvent market demonstrates robust demand for both ethyl acetate and cyclohexane, driven by diverse industrial applications and evolving manufacturing requirements. Ethyl acetate commands significant market presence in the coatings and paints industry, where its excellent solvency properties and relatively low toxicity profile make it preferred for architectural and automotive applications. The pharmaceutical sector represents another substantial demand driver, utilizing ethyl acetate extensively in drug synthesis and purification processes due to its favorable regulatory status and compatibility with active pharmaceutical ingredients.
Cyclohexane exhibits strong market positioning in the petrochemical industry, serving as a critical intermediate in nylon production through its conversion to adipic acid and caprolactam. The textile industry's continued expansion, particularly in emerging markets, sustains steady demand for cyclohexane-derived materials. Additionally, cyclohexane finds substantial application in the rubber and adhesives sectors, where its non-polar characteristics provide optimal performance in specific formulations.
Market dynamics reveal distinct regional preferences influenced by local industrial concentrations and regulatory frameworks. Asian markets, particularly China and India, demonstrate accelerated growth in both solvents due to expanding manufacturing capabilities and increasing domestic consumption. European markets show preference for ethyl acetate in environmentally conscious applications, while North American demand patterns reflect strong petrochemical industry requirements for cyclohexane.
The electronics manufacturing sector presents emerging opportunities for both solvents, with ethyl acetate gaining traction in semiconductor cleaning applications and cyclohexane finding use in specialized electronic component manufacturing. Automotive industry trends toward lightweight materials and advanced coatings systems continue to influence solvent selection criteria, with performance characteristics often determining market preferences over cost considerations.
Supply chain considerations significantly impact market demand patterns, with ethyl acetate benefiting from diverse production pathways including bio-based routes, while cyclohexane remains primarily petroleum-derived. Environmental regulations increasingly shape market dynamics, creating opportunities for solvents with improved environmental profiles and driving innovation in application-specific formulations that optimize performance while meeting regulatory requirements.
Cyclohexane exhibits strong market positioning in the petrochemical industry, serving as a critical intermediate in nylon production through its conversion to adipic acid and caprolactam. The textile industry's continued expansion, particularly in emerging markets, sustains steady demand for cyclohexane-derived materials. Additionally, cyclohexane finds substantial application in the rubber and adhesives sectors, where its non-polar characteristics provide optimal performance in specific formulations.
Market dynamics reveal distinct regional preferences influenced by local industrial concentrations and regulatory frameworks. Asian markets, particularly China and India, demonstrate accelerated growth in both solvents due to expanding manufacturing capabilities and increasing domestic consumption. European markets show preference for ethyl acetate in environmentally conscious applications, while North American demand patterns reflect strong petrochemical industry requirements for cyclohexane.
The electronics manufacturing sector presents emerging opportunities for both solvents, with ethyl acetate gaining traction in semiconductor cleaning applications and cyclohexane finding use in specialized electronic component manufacturing. Automotive industry trends toward lightweight materials and advanced coatings systems continue to influence solvent selection criteria, with performance characteristics often determining market preferences over cost considerations.
Supply chain considerations significantly impact market demand patterns, with ethyl acetate benefiting from diverse production pathways including bio-based routes, while cyclohexane remains primarily petroleum-derived. Environmental regulations increasingly shape market dynamics, creating opportunities for solvents with improved environmental profiles and driving innovation in application-specific formulations that optimize performance while meeting regulatory requirements.
Current Performance Status and Challenges in Solvent Applications
Ethyl acetate currently dominates the polar aprotic solvent market due to its excellent solvation properties, moderate boiling point of 77°C, and relatively low toxicity profile. Its performance in coating formulations, pharmaceutical extractions, and adhesive applications has established it as an industry standard. The solvent demonstrates superior dissolution capabilities for polar compounds, esters, and various organic materials, making it particularly valuable in paint and coating industries where film formation and drying characteristics are critical.
Cyclohexane maintains a strong position in non-polar solvent applications, leveraging its cyclic saturated hydrocarbon structure and boiling point of 81°C. Its primary performance advantages lie in hydrocarbon extraction processes, chromatography applications, and as a reaction medium for non-polar synthetic pathways. The solvent's chemical stability and inertness make it particularly suitable for analytical applications and specialized industrial processes requiring minimal chemical interference.
Current performance limitations for ethyl acetate include its hygroscopic nature, which can compromise product quality in moisture-sensitive applications. The solvent's relatively high vapor pressure contributes to volatile organic compound emissions, creating regulatory compliance challenges in various jurisdictions. Additionally, its flammability characteristics require specialized handling protocols and safety equipment, increasing operational costs for end users.
Cyclohexane faces significant challenges related to its environmental and health impact profile. Recent toxicological studies have raised concerns about its potential neurotoxic effects and environmental persistence. The solvent's poor biodegradability and bioaccumulation potential have led to increased regulatory scrutiny, particularly in European markets where REACH compliance requirements are becoming more stringent.
Both solvents encounter growing pressure from green chemistry initiatives and sustainable manufacturing practices. Traditional performance metrics focusing solely on solvation efficiency and cost-effectiveness are being supplemented by environmental impact assessments, lifecycle analyses, and worker safety considerations. This shift is driving demand for bio-based alternatives and closed-loop recycling systems.
The emergence of stricter volatile organic compound regulations globally presents operational challenges for both solvents. Industries are increasingly required to implement advanced emission control systems, solvent recovery technologies, and alternative formulation strategies to maintain compliance while preserving performance standards.
Supply chain volatility and raw material price fluctuations continue to impact the economic viability of both solvents. Petroleum-derived feedstock dependencies create market uncertainties that affect long-term procurement strategies and cost predictability for industrial users across various application sectors.
Cyclohexane maintains a strong position in non-polar solvent applications, leveraging its cyclic saturated hydrocarbon structure and boiling point of 81°C. Its primary performance advantages lie in hydrocarbon extraction processes, chromatography applications, and as a reaction medium for non-polar synthetic pathways. The solvent's chemical stability and inertness make it particularly suitable for analytical applications and specialized industrial processes requiring minimal chemical interference.
Current performance limitations for ethyl acetate include its hygroscopic nature, which can compromise product quality in moisture-sensitive applications. The solvent's relatively high vapor pressure contributes to volatile organic compound emissions, creating regulatory compliance challenges in various jurisdictions. Additionally, its flammability characteristics require specialized handling protocols and safety equipment, increasing operational costs for end users.
Cyclohexane faces significant challenges related to its environmental and health impact profile. Recent toxicological studies have raised concerns about its potential neurotoxic effects and environmental persistence. The solvent's poor biodegradability and bioaccumulation potential have led to increased regulatory scrutiny, particularly in European markets where REACH compliance requirements are becoming more stringent.
Both solvents encounter growing pressure from green chemistry initiatives and sustainable manufacturing practices. Traditional performance metrics focusing solely on solvation efficiency and cost-effectiveness are being supplemented by environmental impact assessments, lifecycle analyses, and worker safety considerations. This shift is driving demand for bio-based alternatives and closed-loop recycling systems.
The emergence of stricter volatile organic compound regulations globally presents operational challenges for both solvents. Industries are increasingly required to implement advanced emission control systems, solvent recovery technologies, and alternative formulation strategies to maintain compliance while preserving performance standards.
Supply chain volatility and raw material price fluctuations continue to impact the economic viability of both solvents. Petroleum-derived feedstock dependencies create market uncertainties that affect long-term procurement strategies and cost predictability for industrial users across various application sectors.
Current Solvent Selection Solutions and Performance Metrics
01 Separation and purification of ethyl acetate and cyclohexane mixtures
Methods and apparatus for separating ethyl acetate from cyclohexane through distillation, extraction, or membrane separation processes. These techniques exploit differences in boiling points, solubility, or molecular size to achieve effective separation of the two components. The separation processes may involve multiple stages and specific operating conditions to optimize purity and yield.- Separation and purification of ethyl acetate and cyclohexane mixtures: Methods and apparatus for separating ethyl acetate from cyclohexane through distillation, extraction, or membrane separation processes. These techniques exploit differences in boiling points, solubility, or molecular size to achieve effective separation of the two compounds. The separation processes are optimized to achieve high purity levels and recovery rates for both components.
- Azeotropic behavior and composition of ethyl acetate-cyclohexane systems: Investigation of the azeotropic properties and phase equilibrium behavior of ethyl acetate and cyclohexane mixtures. Studies focus on determining optimal conditions for breaking azeotropes and understanding the thermodynamic properties of these binary systems. Various methods including pressure swing distillation and extractive distillation are employed to overcome azeotropic limitations.
- Use of ethyl acetate and cyclohexane as solvent systems: Application of ethyl acetate and cyclohexane combinations as solvent systems in chemical synthesis, extraction processes, and pharmaceutical manufacturing. The mixed solvent system provides unique solubility characteristics and selectivity for various compounds. These solvent combinations are particularly useful in purification processes and reaction media where specific polarity ranges are required.
- Recovery and recycling of ethyl acetate and cyclohexane from waste streams: Technologies for recovering and recycling ethyl acetate and cyclohexane from industrial waste streams and spent solvents. Methods include distillation, adsorption, and membrane-based recovery systems that enable reuse of these valuable solvents. The recovery processes are designed to be economically viable while reducing environmental impact and solvent consumption.
- Physical and chemical properties characterization of ethyl acetate-cyclohexane systems: Comprehensive characterization of physical and chemical properties including vapor-liquid equilibrium, density, viscosity, and interfacial tension of ethyl acetate and cyclohexane mixtures. These property measurements are essential for process design and optimization in industrial applications. The data supports modeling and simulation of separation processes and reaction systems involving these compounds.
02 Azeotropic behavior and composition of ethyl acetate-cyclohexane systems
Investigation of azeotropic properties and phase equilibrium data for ethyl acetate and cyclohexane mixtures. These studies characterize the thermodynamic behavior, vapor-liquid equilibrium, and azeotropic compositions under various temperature and pressure conditions. Understanding these properties is essential for designing efficient separation processes and predicting mixture behavior in industrial applications.Expand Specific Solutions03 Use of ethyl acetate and cyclohexane as solvent systems
Application of ethyl acetate and cyclohexane combinations as solvent mixtures in extraction, purification, and chemical synthesis processes. The mixed solvent system provides specific polarity characteristics and dissolution properties suitable for various chemical reactions and separation operations. These solvent combinations are particularly useful in pharmaceutical, polymer, and fine chemical manufacturing.Expand Specific Solutions04 Recovery and recycling processes for ethyl acetate and cyclohexane
Technologies for recovering and recycling ethyl acetate and cyclohexane from industrial waste streams or process effluents. These methods include distillation recovery systems, adsorption processes, and solvent regeneration techniques that enable reuse of the solvents while reducing environmental impact and operational costs. The recovery processes are designed to maintain solvent quality and minimize losses.Expand Specific Solutions05 Analytical methods for determining ethyl acetate and cyclohexane content
Analytical techniques and testing methods for quantifying ethyl acetate and cyclohexane concentrations in mixtures or products. These methods may include gas chromatography, spectroscopic analysis, or other instrumental techniques that provide accurate measurement of component concentrations. Quality control procedures ensure compliance with specifications and process monitoring requirements.Expand Specific Solutions
Major Players in Ethyl Acetate and Cyclohexane Production
The ethyl acetate versus cyclohexane solvent applications market represents a mature, established chemical sector with significant global scale. The industry demonstrates advanced technological maturity, evidenced by major players spanning diverse chemical portfolios. Asian giants like Daicel Corp., FUJIFILM Corp., and Sumitomo Chemical Co. lead in specialty chemical applications, while petrochemical leaders including China Petroleum & Chemical Corp. and PetroChina Co. dominate large-scale production. European presence through Evonik Operations GmbH and pharmaceutical applications via Takeda Pharmaceutical Co. and Janssen Pharmaceutica NV highlight market diversification. The competitive landscape shows consolidation among established manufacturers with strong R&D capabilities, indicating a stable market with incremental innovation rather than disruptive technological shifts, supported by consistent demand across pharmaceutical, industrial, and specialty chemical applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) operates large-scale ethyl acetate production facilities with integrated petrochemical complexes that enable cost-effective manufacturing through vertical integration. Their technology focuses on optimized esterification processes using acetic acid and ethanol feedstocks, with advanced distillation systems for high-purity product recovery. The company has developed proprietary catalyst systems that enhance reaction efficiency and reduce energy consumption in ethyl acetate production. Their cyclohexane production utilizes benzene hydrogenation technology with selective catalysts to achieve high conversion rates and product purity suitable for various industrial applications including nylon intermediate production.
Strengths: Massive production scale, integrated supply chain, cost advantages through vertical integration. Weaknesses: Limited focus on specialty applications, environmental compliance challenges in some regions.
Evonik Operations GmbH
Technical Solution: Evonik specializes in high-purity ethyl acetate production for pharmaceutical and electronics applications, utilizing advanced purification technologies including molecular distillation and selective adsorption systems. Their cyclohexane solutions focus on specialty grades with ultra-low impurity levels, particularly for pharmaceutical synthesis and high-performance coatings. The company has developed innovative solvent recovery and recycling systems that enhance sustainability while maintaining product quality. Their technical approach emphasizes customized solvent formulations and application-specific optimization, with dedicated R&D facilities for solvent performance testing and customer-specific solution development.
Strengths: High-purity specialty products, strong pharmaceutical market presence, advanced purification technologies. Weaknesses: Higher production costs, limited commodity market penetration.
Core Technologies in Solvent Optimization and Enhancement
Separation of ethyl acetate from ethanol by azeotropic distillation
PatentInactiveUS5993610A
Innovation
- Employing specific organic compounds such as methyl formate, 2,2-dimethylbutane, cyclohexane, hexane, cyclopentane, 2,2,4-trimethylpentane, ethyl ether, t-butyl methyl ether, petroleum ether, dimethoxymethane, and 4-methyl-2-pentanone as azeotropic distillation agents to enhance relative volatility in a rectification column.
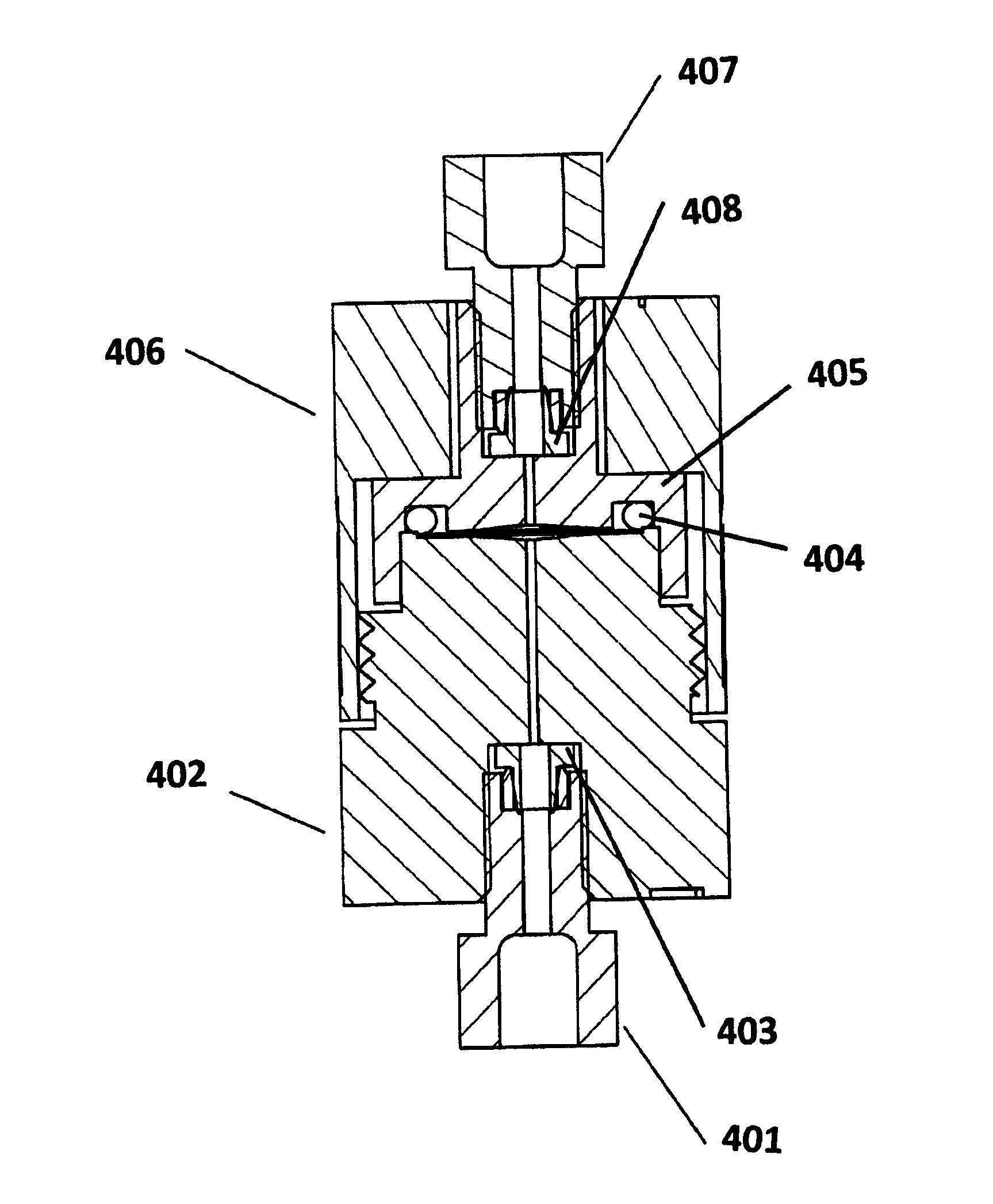
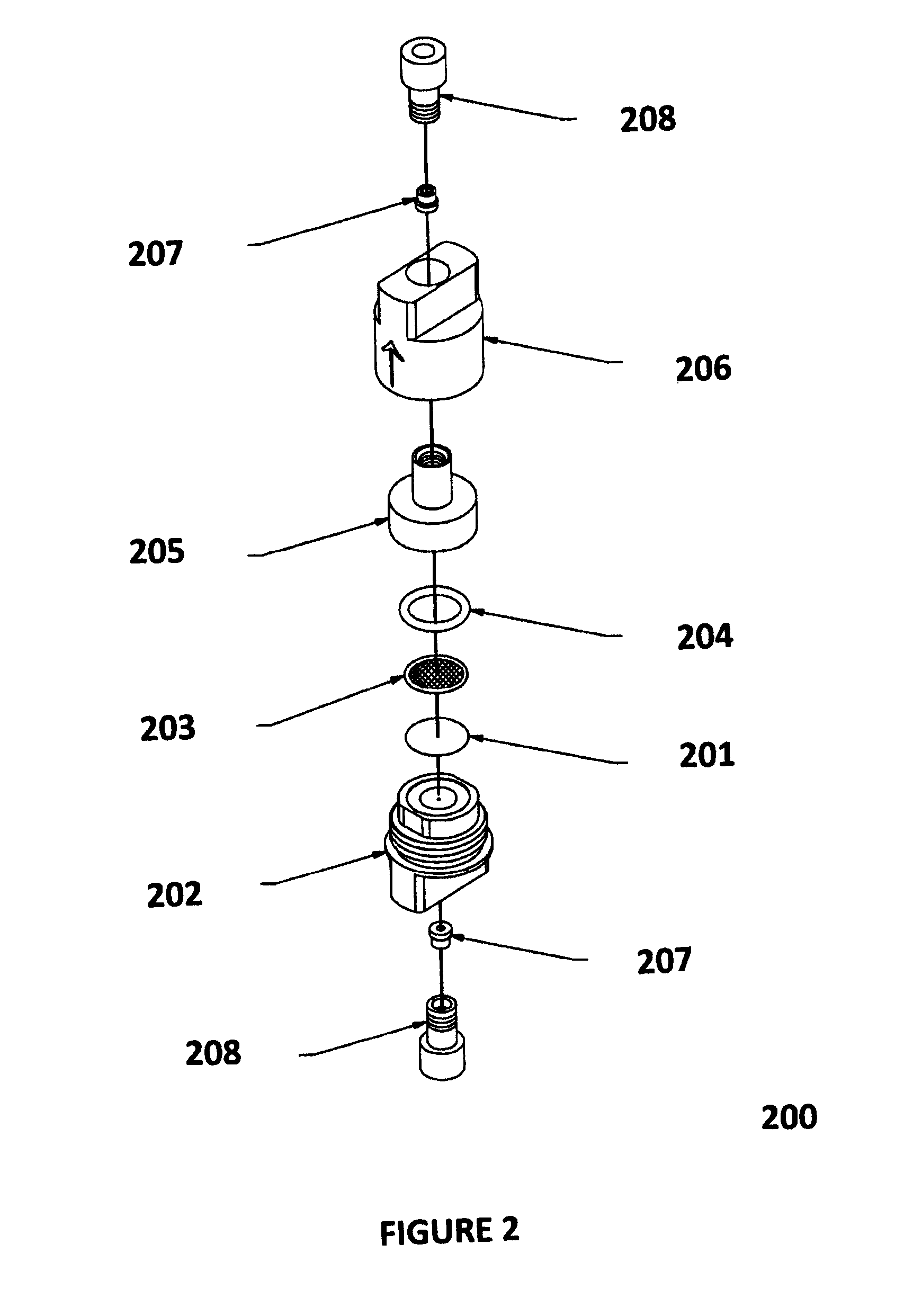
Low volume in-line filtration method for evaluation of asphaltenes for hydrocarbon-containing feedstock
PatentActiveUS20160169858A1
Innovation
- A method employing low volume, in-line filtration devices with porous filter elements to precipitate asphaltenes and analyze their solubility characteristics, improving peak sharpness and reproducibility by using a smaller volume and minimizing adsorption, and selecting solvents based on the dispersion component of the solubility parameter for better solvency.

Environmental Regulations and Safety Standards for Solvents
The regulatory landscape governing solvent applications has become increasingly stringent, with both ethyl acetate and cyclohexane subject to comprehensive environmental and safety frameworks. These regulations significantly influence their comparative performance and market adoption across various industrial applications.
Environmental regulations primarily focus on volatile organic compound (VOC) emissions and atmospheric impact. Ethyl acetate demonstrates superior compliance with environmental standards due to its biodegradable nature and lower environmental persistence. The compound readily hydrolyzes in aqueous environments and exhibits minimal bioaccumulation potential. Under the European Union's REACH regulation, ethyl acetate maintains a favorable registration status with fewer restrictions compared to cyclohexane. The US EPA classifies ethyl acetate as a low-priority substance under the Toxic Substances Control Act, reflecting its reduced environmental risk profile.
Cyclohexane faces more stringent environmental controls due to its classification as a hazardous air pollutant in certain jurisdictions. The compound's higher vapor pressure and slower biodegradation rate contribute to increased regulatory scrutiny. Many regions impose stricter emission limits for cyclohexane-based processes, requiring enhanced containment systems and emission control technologies.
Safety standards present distinct challenges for both solvents. Ethyl acetate's lower flash point and higher volatility necessitate specific handling protocols, including explosion-proof equipment and adequate ventilation systems. However, its relatively low toxicity profile simplifies workplace safety requirements. The Occupational Safety and Health Administration (OSHA) establishes a permissible exposure limit of 400 ppm for ethyl acetate, which is generally achievable through standard industrial hygiene practices.
Cyclohexane's safety profile requires more comprehensive risk management strategies. Its narcotic effects at elevated concentrations and potential for skin sensitization demand stricter exposure controls. The compound's OSHA permissible exposure limit of 300 ppm, combined with its higher potential for vapor accumulation, necessitates enhanced monitoring systems and personal protective equipment protocols.
Regulatory trends indicate increasing preference for bio-based and readily biodegradable solvents, positioning ethyl acetate favorably for future applications. Green chemistry initiatives and sustainability mandates are driving regulatory bodies toward stricter controls on petroleum-derived solvents like cyclohexane. This regulatory evolution significantly impacts long-term viability and cost-effectiveness considerations for industrial solvent selection, with compliance costs becoming increasingly influential in performance evaluations.
Environmental regulations primarily focus on volatile organic compound (VOC) emissions and atmospheric impact. Ethyl acetate demonstrates superior compliance with environmental standards due to its biodegradable nature and lower environmental persistence. The compound readily hydrolyzes in aqueous environments and exhibits minimal bioaccumulation potential. Under the European Union's REACH regulation, ethyl acetate maintains a favorable registration status with fewer restrictions compared to cyclohexane. The US EPA classifies ethyl acetate as a low-priority substance under the Toxic Substances Control Act, reflecting its reduced environmental risk profile.
Cyclohexane faces more stringent environmental controls due to its classification as a hazardous air pollutant in certain jurisdictions. The compound's higher vapor pressure and slower biodegradation rate contribute to increased regulatory scrutiny. Many regions impose stricter emission limits for cyclohexane-based processes, requiring enhanced containment systems and emission control technologies.
Safety standards present distinct challenges for both solvents. Ethyl acetate's lower flash point and higher volatility necessitate specific handling protocols, including explosion-proof equipment and adequate ventilation systems. However, its relatively low toxicity profile simplifies workplace safety requirements. The Occupational Safety and Health Administration (OSHA) establishes a permissible exposure limit of 400 ppm for ethyl acetate, which is generally achievable through standard industrial hygiene practices.
Cyclohexane's safety profile requires more comprehensive risk management strategies. Its narcotic effects at elevated concentrations and potential for skin sensitization demand stricter exposure controls. The compound's OSHA permissible exposure limit of 300 ppm, combined with its higher potential for vapor accumulation, necessitates enhanced monitoring systems and personal protective equipment protocols.
Regulatory trends indicate increasing preference for bio-based and readily biodegradable solvents, positioning ethyl acetate favorably for future applications. Green chemistry initiatives and sustainability mandates are driving regulatory bodies toward stricter controls on petroleum-derived solvents like cyclohexane. This regulatory evolution significantly impacts long-term viability and cost-effectiveness considerations for industrial solvent selection, with compliance costs becoming increasingly influential in performance evaluations.
Sustainability and Green Chemistry Considerations in Solvent Use
The environmental impact of solvent selection has become a critical consideration in modern chemical processes, with ethyl acetate and cyclohexane representing distinctly different sustainability profiles. Ethyl acetate demonstrates superior environmental credentials as a bio-based solvent that can be produced from renewable feedstocks through fermentation processes or esterification of bioethanol with acetic acid. Its biodegradability rating significantly exceeds that of cyclohexane, with complete mineralization occurring within weeks under standard environmental conditions.
Cyclohexane, derived exclusively from petroleum sources, presents substantial sustainability challenges throughout its lifecycle. The production process involves energy-intensive catalytic reforming or benzene hydrogenation, contributing to higher carbon footprint and fossil fuel dependency. Its persistence in environmental systems raises concerns about bioaccumulation and long-term ecological impact, particularly in aquatic environments where degradation rates are considerably slower.
Green chemistry principles strongly favor ethyl acetate adoption due to its alignment with renewable resource utilization and waste minimization objectives. The solvent's lower toxicity profile reduces occupational health risks and simplifies waste treatment protocols. Regulatory frameworks increasingly restrict cyclohexane usage in consumer applications, driving industrial transition toward safer alternatives like ethyl acetate.
Life cycle assessment studies consistently demonstrate ethyl acetate's reduced environmental burden, showing 40-60% lower greenhouse gas emissions compared to cyclohexane across equivalent applications. The solvent's compatibility with existing recovery and recycling infrastructure further enhances its sustainability credentials, enabling closed-loop processes that minimize waste generation.
Emerging biotechnological advances in ethyl acetate production from agricultural waste streams promise even greater environmental benefits, potentially achieving carbon-neutral or carbon-negative manufacturing processes. These developments position ethyl acetate as the preferred choice for organizations committed to sustainable chemistry practices and environmental stewardship goals.
Cyclohexane, derived exclusively from petroleum sources, presents substantial sustainability challenges throughout its lifecycle. The production process involves energy-intensive catalytic reforming or benzene hydrogenation, contributing to higher carbon footprint and fossil fuel dependency. Its persistence in environmental systems raises concerns about bioaccumulation and long-term ecological impact, particularly in aquatic environments where degradation rates are considerably slower.
Green chemistry principles strongly favor ethyl acetate adoption due to its alignment with renewable resource utilization and waste minimization objectives. The solvent's lower toxicity profile reduces occupational health risks and simplifies waste treatment protocols. Regulatory frameworks increasingly restrict cyclohexane usage in consumer applications, driving industrial transition toward safer alternatives like ethyl acetate.
Life cycle assessment studies consistently demonstrate ethyl acetate's reduced environmental burden, showing 40-60% lower greenhouse gas emissions compared to cyclohexane across equivalent applications. The solvent's compatibility with existing recovery and recycling infrastructure further enhances its sustainability credentials, enabling closed-loop processes that minimize waste generation.
Emerging biotechnological advances in ethyl acetate production from agricultural waste streams promise even greater environmental benefits, potentially achieving carbon-neutral or carbon-negative manufacturing processes. These developments position ethyl acetate as the preferred choice for organizations committed to sustainable chemistry practices and environmental stewardship goals.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!