How to Implement Adaptive Controls in Laser Engineered Net Shaping
APR 1, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Adaptive LENS Technology Background and Objectives
Laser Engineered Net Shaping (LENS) represents a revolutionary additive manufacturing technology that emerged in the mid-1990s as a direct metal deposition process. This powder-fed directed energy deposition technique enables the creation of complex three-dimensional metallic components through the simultaneous delivery of metal powder and focused laser energy. The technology has evolved from basic layer-by-layer material addition to sophisticated manufacturing systems capable of producing near-net-shape components with intricate geometries.
The fundamental principle of LENS involves the precise coordination of laser beam positioning, powder delivery, and substrate movement to build parts incrementally. Traditional LENS systems operate with predetermined parameters based on material properties and geometric requirements. However, the inherent variability in powder flow dynamics, thermal conditions, and environmental factors creates inconsistencies that compromise part quality and dimensional accuracy.
The evolution toward adaptive control systems in LENS technology stems from the recognition that static process parameters cannot adequately address the dynamic nature of the manufacturing environment. Real-time variations in melt pool characteristics, powder catchment efficiency, and thermal gradients necessitate continuous parameter adjustment to maintain optimal deposition conditions. This realization has driven research efforts toward developing intelligent control systems capable of responding to process variations instantaneously.
Current adaptive LENS implementations focus on integrating multiple sensing modalities including thermal imaging, optical monitoring, and acoustic emission detection. These systems provide real-time feedback on critical process variables such as melt pool temperature, geometry, and solidification behavior. Advanced signal processing algorithms analyze this data to identify deviations from optimal conditions and trigger appropriate corrective actions.
The primary objective of implementing adaptive controls in LENS technology centers on achieving consistent part quality regardless of process variations or external disturbances. This includes maintaining uniform microstructure, minimizing porosity, and ensuring dimensional accuracy throughout the build process. Secondary objectives encompass reducing material waste, optimizing build times, and enabling the processing of challenging materials with narrow processing windows.
Furthermore, adaptive control implementation aims to expand the operational envelope of LENS systems by enabling automatic compensation for equipment wear, environmental changes, and material property variations. The ultimate goal involves creating autonomous manufacturing systems capable of self-optimization and predictive maintenance, thereby reducing operator dependency and enhancing overall system reliability.
The fundamental principle of LENS involves the precise coordination of laser beam positioning, powder delivery, and substrate movement to build parts incrementally. Traditional LENS systems operate with predetermined parameters based on material properties and geometric requirements. However, the inherent variability in powder flow dynamics, thermal conditions, and environmental factors creates inconsistencies that compromise part quality and dimensional accuracy.
The evolution toward adaptive control systems in LENS technology stems from the recognition that static process parameters cannot adequately address the dynamic nature of the manufacturing environment. Real-time variations in melt pool characteristics, powder catchment efficiency, and thermal gradients necessitate continuous parameter adjustment to maintain optimal deposition conditions. This realization has driven research efforts toward developing intelligent control systems capable of responding to process variations instantaneously.
Current adaptive LENS implementations focus on integrating multiple sensing modalities including thermal imaging, optical monitoring, and acoustic emission detection. These systems provide real-time feedback on critical process variables such as melt pool temperature, geometry, and solidification behavior. Advanced signal processing algorithms analyze this data to identify deviations from optimal conditions and trigger appropriate corrective actions.
The primary objective of implementing adaptive controls in LENS technology centers on achieving consistent part quality regardless of process variations or external disturbances. This includes maintaining uniform microstructure, minimizing porosity, and ensuring dimensional accuracy throughout the build process. Secondary objectives encompass reducing material waste, optimizing build times, and enabling the processing of challenging materials with narrow processing windows.
Furthermore, adaptive control implementation aims to expand the operational envelope of LENS systems by enabling automatic compensation for equipment wear, environmental changes, and material property variations. The ultimate goal involves creating autonomous manufacturing systems capable of self-optimization and predictive maintenance, thereby reducing operator dependency and enhancing overall system reliability.
Market Demand for Intelligent Additive Manufacturing
The global additive manufacturing market is experiencing unprecedented growth, driven by increasing demand for customized production, reduced material waste, and enhanced manufacturing flexibility. Industries ranging from aerospace and automotive to healthcare and consumer goods are actively seeking intelligent manufacturing solutions that can adapt to complex geometries and varying material properties in real-time.
Aerospace manufacturers represent one of the most significant market segments demanding intelligent additive manufacturing capabilities. The sector requires components with exceptional precision, complex internal structures, and materials that meet stringent safety standards. Traditional manufacturing methods often fall short in producing lightweight, high-strength parts with intricate cooling channels or lattice structures that are essential for modern aircraft engines and spacecraft components.
The automotive industry is rapidly embracing intelligent additive manufacturing for both prototyping and production applications. Electric vehicle manufacturers particularly value the technology's ability to create lightweight components that enhance battery efficiency and overall vehicle performance. The demand extends beyond prototyping to include end-use parts such as heat exchangers, brackets, and customized interior components that require adaptive manufacturing processes.
Healthcare and medical device sectors demonstrate substantial market appetite for intelligent additive manufacturing solutions. Patient-specific implants, surgical instruments, and prosthetics require manufacturing systems capable of adapting to unique anatomical requirements. The ability to modify manufacturing parameters in real-time based on material properties and geometric complexity is becoming essential for producing biocompatible devices with optimal mechanical properties.
Industrial equipment manufacturers increasingly require additive manufacturing systems that can handle diverse materials and complex part geometries without extensive manual intervention. The market demands solutions that can automatically adjust processing parameters based on real-time feedback, ensuring consistent quality across different production runs and material batches.
The emergence of Industry 4.0 principles has accelerated market demand for manufacturing systems that integrate seamlessly with digital workflows and provide comprehensive process monitoring capabilities. Companies seek additive manufacturing solutions that offer predictive maintenance, quality assurance through continuous monitoring, and the ability to optimize production parameters autonomously.
Market research indicates strong growth potential in sectors requiring low-volume, high-value production where traditional manufacturing methods prove economically unfeasible. The demand for intelligent additive manufacturing extends to applications requiring rapid design iterations, on-demand production capabilities, and the ability to manufacture parts with varying specifications within the same production cycle.
Aerospace manufacturers represent one of the most significant market segments demanding intelligent additive manufacturing capabilities. The sector requires components with exceptional precision, complex internal structures, and materials that meet stringent safety standards. Traditional manufacturing methods often fall short in producing lightweight, high-strength parts with intricate cooling channels or lattice structures that are essential for modern aircraft engines and spacecraft components.
The automotive industry is rapidly embracing intelligent additive manufacturing for both prototyping and production applications. Electric vehicle manufacturers particularly value the technology's ability to create lightweight components that enhance battery efficiency and overall vehicle performance. The demand extends beyond prototyping to include end-use parts such as heat exchangers, brackets, and customized interior components that require adaptive manufacturing processes.
Healthcare and medical device sectors demonstrate substantial market appetite for intelligent additive manufacturing solutions. Patient-specific implants, surgical instruments, and prosthetics require manufacturing systems capable of adapting to unique anatomical requirements. The ability to modify manufacturing parameters in real-time based on material properties and geometric complexity is becoming essential for producing biocompatible devices with optimal mechanical properties.
Industrial equipment manufacturers increasingly require additive manufacturing systems that can handle diverse materials and complex part geometries without extensive manual intervention. The market demands solutions that can automatically adjust processing parameters based on real-time feedback, ensuring consistent quality across different production runs and material batches.
The emergence of Industry 4.0 principles has accelerated market demand for manufacturing systems that integrate seamlessly with digital workflows and provide comprehensive process monitoring capabilities. Companies seek additive manufacturing solutions that offer predictive maintenance, quality assurance through continuous monitoring, and the ability to optimize production parameters autonomously.
Market research indicates strong growth potential in sectors requiring low-volume, high-value production where traditional manufacturing methods prove economically unfeasible. The demand for intelligent additive manufacturing extends to applications requiring rapid design iterations, on-demand production capabilities, and the ability to manufacture parts with varying specifications within the same production cycle.
Current LENS Control Limitations and Technical Challenges
Current LENS systems face significant control limitations that hinder their ability to achieve consistent, high-quality manufacturing outcomes. The primary challenge stems from the inherent complexity of the thermal dynamics during the deposition process, where multiple variables interact simultaneously in ways that are difficult to predict and control using conventional fixed-parameter approaches.
Temperature control represents one of the most critical limitations in existing LENS implementations. The melt pool temperature fluctuates rapidly due to variations in powder feed rate, substrate thermal conductivity, and heat accumulation effects. Traditional control systems struggle to maintain optimal thermal conditions because they rely on predetermined parameters that cannot adapt to real-time process variations. This results in inconsistent layer adhesion, porosity issues, and dimensional inaccuracies that compromise part quality.
Powder delivery inconsistencies pose another fundamental challenge that current control systems inadequately address. Variations in powder flow rate, particle size distribution, and carrier gas pressure create unpredictable deposition conditions. Existing systems typically use open-loop powder feeding mechanisms that cannot compensate for these variations in real-time, leading to material waste and geometric deviations from design specifications.
The lack of integrated sensing and feedback mechanisms severely limits current LENS control capabilities. Most existing systems operate with minimal real-time monitoring, relying primarily on pre-process calibration and post-process inspection. This approach fails to capture critical process variations that occur during deposition, such as changes in melt pool geometry, thermal gradients, or powder catchment efficiency.
Laser power modulation presents additional technical challenges in current LENS implementations. Fixed laser parameters cannot accommodate the varying thermal requirements across different geometric features, material transitions, or build heights. This limitation becomes particularly problematic when processing complex geometries or multi-material components, where optimal processing conditions vary significantly across different regions of the part.
Process synchronization between multiple subsystems remains poorly coordinated in existing LENS platforms. The timing relationships between laser scanning, powder delivery, and substrate movement are typically managed through rigid programming sequences that cannot adapt to process variations or unexpected conditions. This inflexibility contributes to defect formation and limits the system's ability to maintain consistent quality throughout the build process.
Temperature control represents one of the most critical limitations in existing LENS implementations. The melt pool temperature fluctuates rapidly due to variations in powder feed rate, substrate thermal conductivity, and heat accumulation effects. Traditional control systems struggle to maintain optimal thermal conditions because they rely on predetermined parameters that cannot adapt to real-time process variations. This results in inconsistent layer adhesion, porosity issues, and dimensional inaccuracies that compromise part quality.
Powder delivery inconsistencies pose another fundamental challenge that current control systems inadequately address. Variations in powder flow rate, particle size distribution, and carrier gas pressure create unpredictable deposition conditions. Existing systems typically use open-loop powder feeding mechanisms that cannot compensate for these variations in real-time, leading to material waste and geometric deviations from design specifications.
The lack of integrated sensing and feedback mechanisms severely limits current LENS control capabilities. Most existing systems operate with minimal real-time monitoring, relying primarily on pre-process calibration and post-process inspection. This approach fails to capture critical process variations that occur during deposition, such as changes in melt pool geometry, thermal gradients, or powder catchment efficiency.
Laser power modulation presents additional technical challenges in current LENS implementations. Fixed laser parameters cannot accommodate the varying thermal requirements across different geometric features, material transitions, or build heights. This limitation becomes particularly problematic when processing complex geometries or multi-material components, where optimal processing conditions vary significantly across different regions of the part.
Process synchronization between multiple subsystems remains poorly coordinated in existing LENS platforms. The timing relationships between laser scanning, powder delivery, and substrate movement are typically managed through rigid programming sequences that cannot adapt to process variations or unexpected conditions. This inflexibility contributes to defect formation and limits the system's ability to maintain consistent quality throughout the build process.
Existing Adaptive Control Solutions for LENS Processes
01 Real-time monitoring and feedback control systems
Adaptive control systems for laser engineered net shaping incorporate real-time monitoring technologies to track process parameters during manufacturing. These systems utilize sensors to detect variations in melt pool characteristics, temperature distribution, and deposition quality. Feedback mechanisms automatically adjust laser power, scanning speed, and material feed rates to maintain optimal processing conditions and ensure consistent part quality throughout the build process.- Real-time monitoring and feedback control systems: Adaptive control systems for laser engineered net shaping incorporate real-time monitoring technologies to track process parameters during manufacturing. These systems utilize sensors to detect variations in melt pool characteristics, temperature distribution, and deposition quality. Feedback mechanisms automatically adjust laser power, scanning speed, and material feed rates to maintain optimal processing conditions and ensure consistent part quality throughout the build process.
- Closed-loop control of laser parameters: Advanced control algorithms enable closed-loop regulation of critical laser processing parameters in net shaping operations. The systems dynamically modify laser beam characteristics, including power density, focal position, and beam diameter, based on measured process outputs. This adaptive approach compensates for material property variations, thermal accumulation effects, and geometric changes during layer-by-layer fabrication to achieve precise dimensional accuracy and metallurgical properties.
- Thermal management and temperature control: Adaptive thermal control strategies regulate temperature fields during laser deposition processes to prevent defects and optimize microstructure formation. These systems employ pyrometers, thermal cameras, or thermocouples to monitor substrate and deposit temperatures in real-time. Control algorithms adjust process parameters or implement active cooling methods to maintain desired thermal histories, reduce residual stresses, and prevent issues such as cracking or warping in fabricated components.
- Powder flow rate and material delivery control: Precision control of powder material delivery is essential for consistent deposition in laser net shaping processes. Adaptive systems monitor and regulate powder flow rates, carrier gas pressures, and nozzle positioning to ensure uniform material distribution in the melt pool. These controls compensate for powder flowability variations, feeder inconsistencies, and changes in standoff distance to maintain stable clad geometry and composition throughout the manufacturing process.
- Machine learning and predictive control algorithms: Intelligent control systems leverage machine learning techniques and predictive models to optimize laser net shaping processes. These advanced algorithms analyze historical process data, identify correlations between input parameters and output quality, and predict optimal control strategies for new build scenarios. The systems can anticipate process disturbances, automatically tune control parameters, and continuously improve performance through adaptive learning, enabling enhanced automation and reduced operator intervention in complex manufacturing operations.
02 Closed-loop control of laser parameters
Advanced control algorithms enable closed-loop regulation of laser processing parameters in net shaping operations. The systems dynamically modify beam characteristics, power density, and focal position based on measured process variables. This adaptive approach compensates for material property variations, geometric complexities, and thermal accumulation effects to achieve precise dimensional accuracy and metallurgical properties in fabricated components.Expand Specific Solutions03 Thermal management and temperature control
Adaptive thermal control strategies regulate heat input and dissipation during laser net shaping processes. These systems employ predictive models and real-time temperature measurements to prevent overheating, minimize thermal distortion, and control cooling rates. The technology adjusts processing sequences and dwell times to maintain optimal thermal gradients, reducing residual stresses and improving microstructural uniformity in manufactured parts.Expand Specific Solutions04 Powder flow and material deposition control
Intelligent control systems manage powder delivery and material deposition rates in laser net shaping applications. These mechanisms adapt powder flow parameters, nozzle positioning, and carrier gas dynamics based on geometric requirements and process feedback. The adaptive control ensures uniform material distribution, minimizes powder waste, and maintains consistent layer thickness across complex three-dimensional geometries.Expand Specific Solutions05 Path planning and trajectory optimization
Adaptive path planning algorithms optimize laser scanning trajectories and build strategies for net shaping processes. These systems analyze part geometry, support requirements, and material characteristics to generate efficient toolpaths. The control technology dynamically adjusts scanning patterns, layer sequencing, and overlap parameters to minimize build time while maintaining structural integrity and surface quality of fabricated components.Expand Specific Solutions
Key Players in LENS and Adaptive Manufacturing Systems
The adaptive controls implementation in Laser Engineered Net Shaping represents a rapidly evolving technological landscape currently in the growth phase of industry development. The market demonstrates significant expansion potential, driven by increasing demand for precision additive manufacturing across aerospace, automotive, and medical sectors. Technology maturity varies considerably among key players, with established industrial giants like Siemens AG and TRUMPF Laser GmbH leading commercial applications, while research institutions including Fraunhofer-Gesellschaft, RWTH Aachen University, and Beihang University drive fundamental innovations. Defense contractors such as Raytheon Co. and government entities like the U.S. Government contribute to advanced control system development. The competitive environment features a hybrid ecosystem where academic research from institutions like Xi'an Jiaotong University and Nanjing University of Aeronautics & Astronautics collaborates with industrial implementation by companies including Precitec Inc. and Electro Scientific Industries, creating a dynamic innovation pipeline that accelerates technological advancement and market penetration.
Fraunhofer-Gesellschaft eV
Technical Solution: Fraunhofer institutes develop comprehensive adaptive control frameworks for LENS combining multi-physics simulation models with real-time process monitoring. Their research focuses on implementing model predictive control (MPC) strategies that utilize thermal modeling, fluid dynamics simulation, and microstructure prediction algorithms. The system integrates various sensing technologies including pyrometry, spectroscopy, and high-speed imaging to create closed-loop control of laser power, scan velocity, and powder feed rates. Advanced data analytics and artificial intelligence methods enable self-learning capabilities for process optimization and defect prevention across different materials and geometries.
Strengths: Cutting-edge research capabilities and comprehensive multi-disciplinary approach to process control. Weaknesses: Research-focused solutions may require significant development for commercial implementation.
Raytheon Co.
Technical Solution: Raytheon implements adaptive control in LENS for aerospace and defense applications through integrated sensor networks and real-time process adjustment algorithms. Their system combines thermal monitoring, geometric measurement, and material property assessment to maintain strict quality standards required for critical components. The adaptive control architecture utilizes feedback from multiple measurement points to adjust laser parameters dynamically, ensuring consistent material properties and dimensional accuracy. Advanced signal processing and control algorithms compensate for environmental variations and material inconsistencies, while automated quality assessment systems provide real-time defect detection and process correction capabilities.
Strengths: Extensive experience in high-reliability aerospace applications and advanced control systems. Weaknesses: Solutions primarily tailored for defense applications may have limited commercial availability and higher costs.
Core Innovations in Real-time LENS Process Control
Additive manufacture in metals with a fiber array laser source and adaptive multi-beam shaping
PatentActiveUS12172235B2
Innovation
- The implementation of an adaptive multi-beam fiber-array laser additive manufacturing system (AMBFA-LAM) that utilizes a multi-beam fiber array laser head with integrated sensing modules for real-time characterization and control of laser power distribution, enabling simultaneous pre-heating, melting, and post-heating of metal powders with adaptive spatiotemporal beam shaping and feedback control.




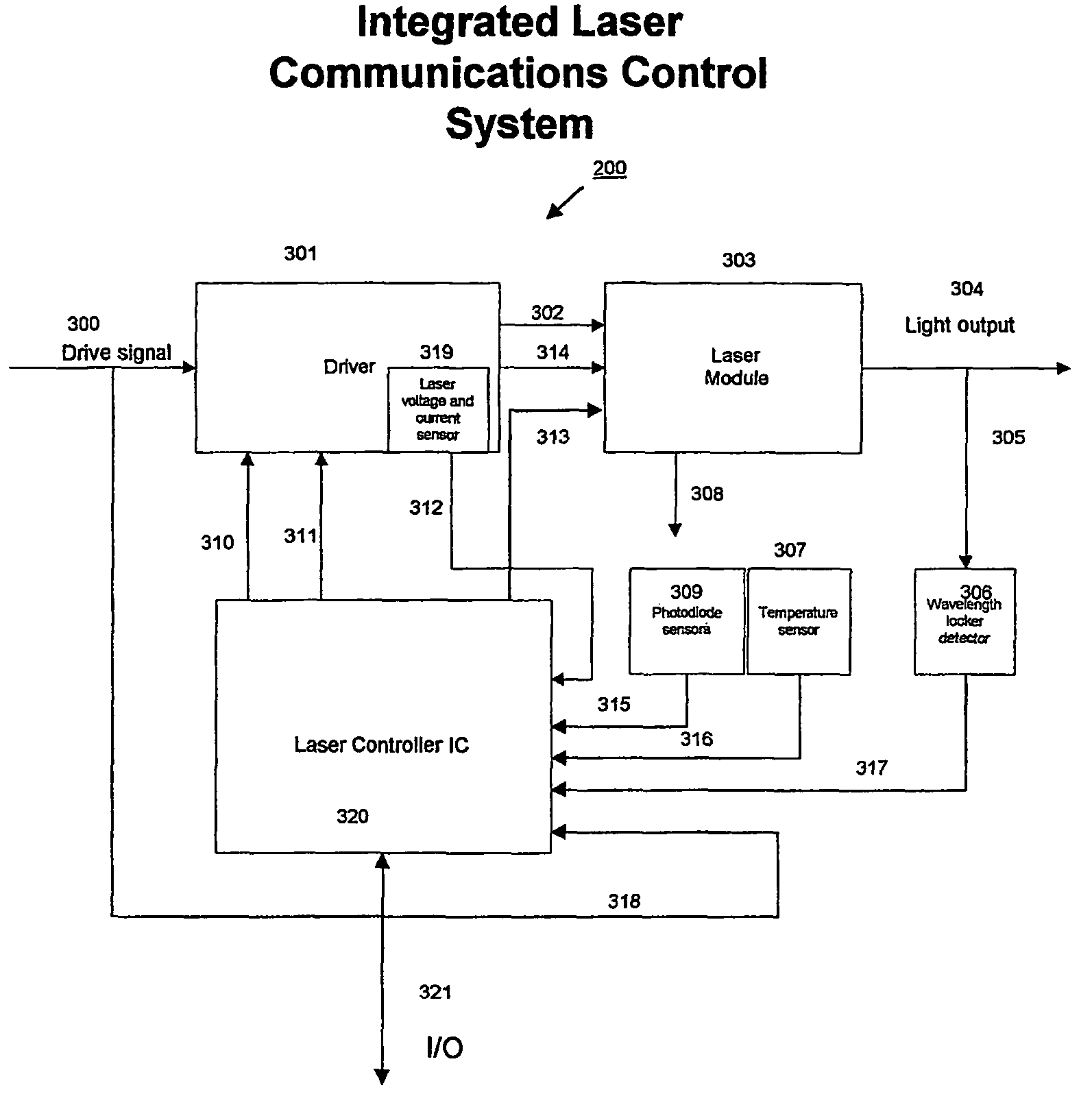
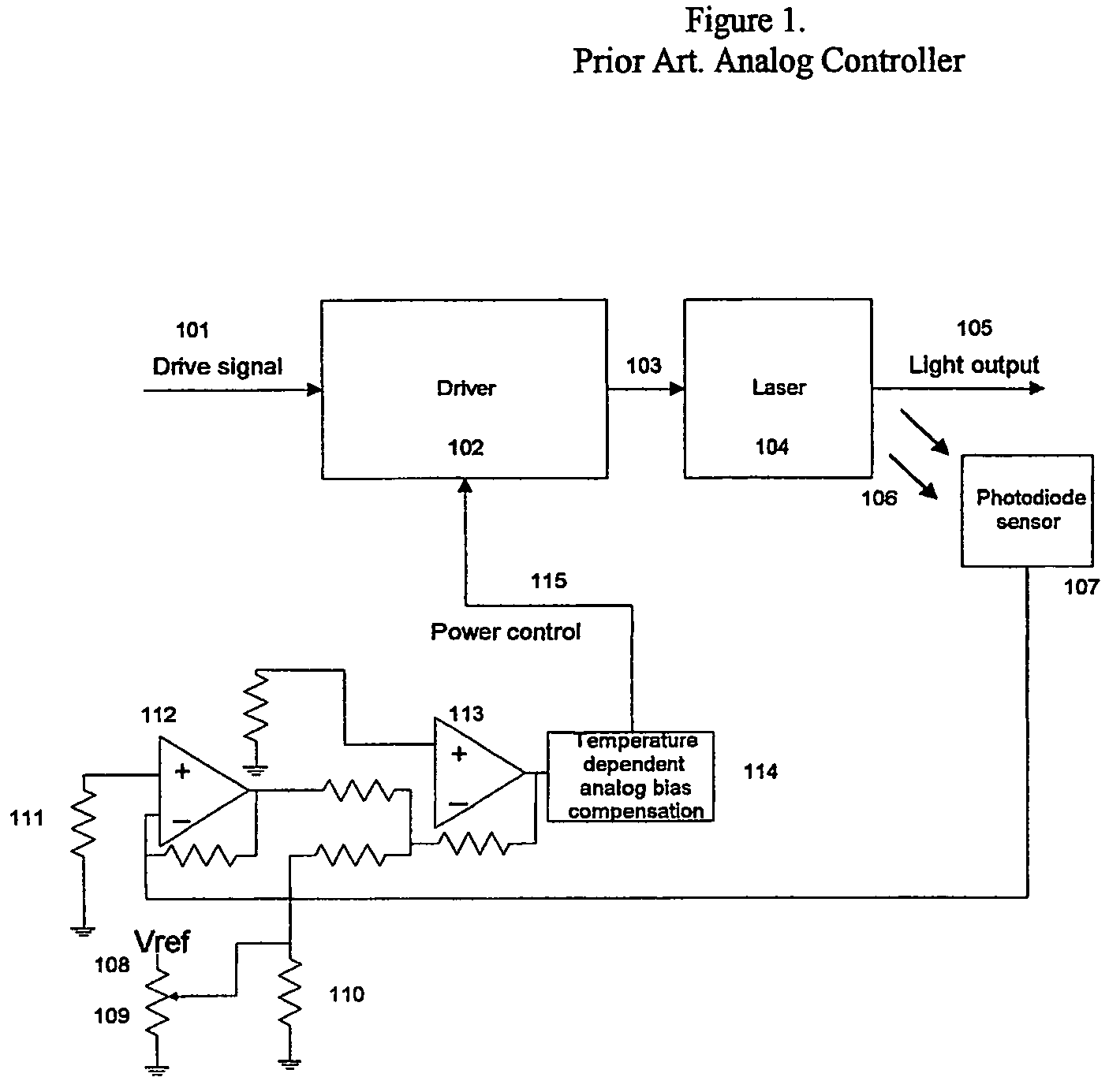
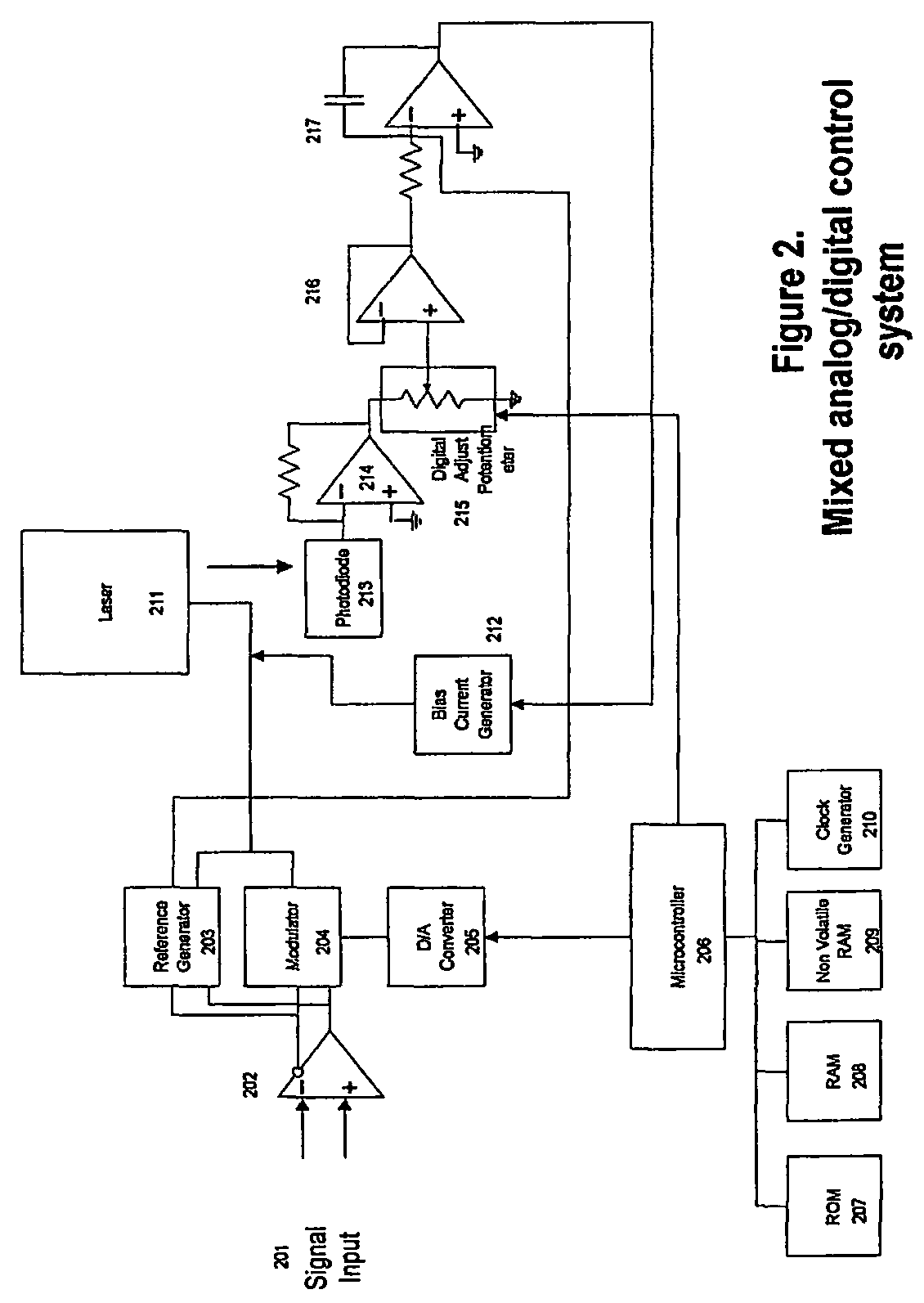
Laser optics integrated control system and method of operation
PatentInactiveUS7949025B2
Innovation
- A digital laser feedback control system utilizing a single integrated circuit with embedded digital control algorithms and sensors, which stabilizes lasers through real-time servo control, allowing for adaptive and reconfigurable operations, and enabling precise control of laser parameters across different transmitter designs without the need for analog components.

Quality Standards for Aerospace LENS Applications
Aerospace LENS applications demand stringent quality standards that exceed conventional manufacturing requirements due to the critical nature of aerospace components. The Federal Aviation Administration (FAA) and European Aviation Safety Agency (EASA) have established comprehensive frameworks that govern additive manufacturing processes, including LENS technology. These regulatory bodies require full traceability of materials, process parameters, and post-processing treatments throughout the entire manufacturing chain.
The aerospace industry primarily adheres to AS9100 quality management standards, which build upon ISO 9001 but incorporate additional requirements specific to aviation, space, and defense sectors. For LENS applications, these standards mandate rigorous documentation of powder feedstock certification, including chemical composition analysis, particle size distribution, and contamination levels. Each batch of metal powder must be traceable to its source and accompanied by material certificates that verify compliance with aerospace material specifications such as AMS (Aerospace Material Specifications) standards.
Dimensional accuracy requirements for aerospace LENS components typically fall within ±0.1mm for critical features, with surface roughness specifications often requiring Ra values below 6.3 μm for functional surfaces. These tolerances necessitate careful calibration of laser power, scanning speed, and powder feed rates, along with comprehensive post-processing strategies including machining and surface treatments.
Non-destructive testing protocols form a cornerstone of aerospace LENS quality assurance. Components must undergo ultrasonic inspection, radiographic testing, and dye penetrant inspection to detect internal defects, porosity, and surface discontinuities. Advanced techniques such as computed tomography scanning are increasingly employed to verify internal geometry and identify subsurface defects that could compromise structural integrity.
Mechanical property validation requires extensive testing including tensile strength, fatigue resistance, and fracture toughness assessments. Aerospace LENS components must demonstrate properties equivalent to or exceeding those of conventionally manufactured parts, with statistical validation across multiple build orientations and locations within the build envelope.
Documentation requirements encompass complete process parameter logs, real-time monitoring data, and comprehensive test reports that demonstrate compliance with applicable aerospace standards. This documentation must be maintained throughout the component's service life to support airworthiness certification and ongoing maintenance requirements.
The aerospace industry primarily adheres to AS9100 quality management standards, which build upon ISO 9001 but incorporate additional requirements specific to aviation, space, and defense sectors. For LENS applications, these standards mandate rigorous documentation of powder feedstock certification, including chemical composition analysis, particle size distribution, and contamination levels. Each batch of metal powder must be traceable to its source and accompanied by material certificates that verify compliance with aerospace material specifications such as AMS (Aerospace Material Specifications) standards.
Dimensional accuracy requirements for aerospace LENS components typically fall within ±0.1mm for critical features, with surface roughness specifications often requiring Ra values below 6.3 μm for functional surfaces. These tolerances necessitate careful calibration of laser power, scanning speed, and powder feed rates, along with comprehensive post-processing strategies including machining and surface treatments.
Non-destructive testing protocols form a cornerstone of aerospace LENS quality assurance. Components must undergo ultrasonic inspection, radiographic testing, and dye penetrant inspection to detect internal defects, porosity, and surface discontinuities. Advanced techniques such as computed tomography scanning are increasingly employed to verify internal geometry and identify subsurface defects that could compromise structural integrity.
Mechanical property validation requires extensive testing including tensile strength, fatigue resistance, and fracture toughness assessments. Aerospace LENS components must demonstrate properties equivalent to or exceeding those of conventionally manufactured parts, with statistical validation across multiple build orientations and locations within the build envelope.
Documentation requirements encompass complete process parameter logs, real-time monitoring data, and comprehensive test reports that demonstrate compliance with applicable aerospace standards. This documentation must be maintained throughout the component's service life to support airworthiness certification and ongoing maintenance requirements.
Safety Protocols for High-Power Laser Manufacturing
High-power laser manufacturing systems in Laser Engineered Net Shaping (LENS) operations require comprehensive safety protocols to protect personnel, equipment, and facilities from potential hazards. These protocols must address the unique risks associated with adaptive control systems that dynamically adjust laser parameters during manufacturing processes.
Personnel safety protocols form the foundation of high-power laser manufacturing operations. All operators must undergo specialized training in laser safety classification systems, understanding Class 4 laser hazards and appropriate protective measures. Personal protective equipment requirements include laser safety eyewear with appropriate optical density ratings, flame-resistant clothing, and respiratory protection when processing materials that generate hazardous fumes or particles.
Facility safety measures encompass controlled access zones with interlocked entry systems that automatically shut down laser operations when breached. Warning systems must include audible and visual alerts indicating laser operation status, emergency stop mechanisms accessible from multiple locations, and proper ventilation systems to manage airborne contaminants generated during the LENS process.
Equipment safety protocols address the specific challenges of adaptive control systems in high-power laser environments. Fail-safe mechanisms must be integrated into control algorithms to prevent laser power excursions beyond safe operating limits. Real-time monitoring systems should continuously assess beam quality, power stability, and thermal management to prevent equipment damage or unsafe operating conditions.
Emergency response procedures must account for various incident scenarios including laser exposure, fire suppression in metal powder environments, and equipment malfunction during adaptive control operations. Fire suppression systems require special consideration due to the presence of combustible metal powders and high-temperature processing conditions.
Maintenance safety protocols ensure that adaptive control systems maintain their safety functions throughout their operational lifecycle. Regular calibration of safety sensors, testing of interlock systems, and verification of emergency shutdown procedures are essential components of preventive maintenance programs.
Documentation and compliance requirements mandate detailed safety logs, incident reporting procedures, and regular safety audits to ensure adherence to applicable laser safety standards such as ANSI Z136 and IEC 60825 series standards.
Personnel safety protocols form the foundation of high-power laser manufacturing operations. All operators must undergo specialized training in laser safety classification systems, understanding Class 4 laser hazards and appropriate protective measures. Personal protective equipment requirements include laser safety eyewear with appropriate optical density ratings, flame-resistant clothing, and respiratory protection when processing materials that generate hazardous fumes or particles.
Facility safety measures encompass controlled access zones with interlocked entry systems that automatically shut down laser operations when breached. Warning systems must include audible and visual alerts indicating laser operation status, emergency stop mechanisms accessible from multiple locations, and proper ventilation systems to manage airborne contaminants generated during the LENS process.
Equipment safety protocols address the specific challenges of adaptive control systems in high-power laser environments. Fail-safe mechanisms must be integrated into control algorithms to prevent laser power excursions beyond safe operating limits. Real-time monitoring systems should continuously assess beam quality, power stability, and thermal management to prevent equipment damage or unsafe operating conditions.
Emergency response procedures must account for various incident scenarios including laser exposure, fire suppression in metal powder environments, and equipment malfunction during adaptive control operations. Fire suppression systems require special consideration due to the presence of combustible metal powders and high-temperature processing conditions.
Maintenance safety protocols ensure that adaptive control systems maintain their safety functions throughout their operational lifecycle. Regular calibration of safety sensors, testing of interlock systems, and verification of emergency shutdown procedures are essential components of preventive maintenance programs.
Documentation and compliance requirements mandate detailed safety logs, incident reporting procedures, and regular safety audits to ensure adherence to applicable laser safety standards such as ANSI Z136 and IEC 60825 series standards.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!