Improve Ethyl Acetate Recovery in Waste Stream Processing
MAR 23, 20268 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Recovery Background and Objectives
Ethyl acetate, a widely used organic solvent in pharmaceutical, chemical, and manufacturing industries, has experienced significant growth in global demand over the past decade. As environmental regulations become increasingly stringent and raw material costs continue to rise, the recovery and reuse of ethyl acetate from industrial waste streams has emerged as a critical technological challenge requiring immediate attention and innovative solutions.
The historical development of ethyl acetate recovery technologies can be traced back to the 1970s when basic distillation methods were first employed in large-scale industrial applications. Early recovery systems achieved modest efficiency rates of 60-70%, primarily focusing on simple separation techniques. The evolution accelerated during the 1990s with the introduction of advanced separation technologies, including membrane-based systems and hybrid distillation processes, pushing recovery rates to 80-85%.
Current market dynamics reveal that approximately 2.5 million tons of ethyl acetate are consumed annually worldwide, with pharmaceutical and coating industries representing the largest consumption segments. The economic impact of inefficient recovery systems is substantial, as unrecovered ethyl acetate represents both direct material losses and environmental compliance costs. Industry analysis indicates that improving recovery efficiency from current average levels of 75% to target levels of 95% could result in annual savings exceeding $400 million globally.
The primary technical objectives driving current research efforts focus on achieving recovery rates above 95% while maintaining product purity standards of 99.5% or higher. Secondary objectives include reducing energy consumption by 30-40% compared to conventional distillation methods, minimizing equipment footprint, and ensuring compatibility with diverse waste stream compositions containing varying concentrations of water, alcohols, and other organic compounds.
Environmental sustainability goals have become equally important, with regulatory frameworks in major markets requiring significant reductions in volatile organic compound emissions. The integration of circular economy principles into industrial processes has elevated ethyl acetate recovery from a cost-optimization measure to a strategic necessity for long-term operational viability and regulatory compliance.
The historical development of ethyl acetate recovery technologies can be traced back to the 1970s when basic distillation methods were first employed in large-scale industrial applications. Early recovery systems achieved modest efficiency rates of 60-70%, primarily focusing on simple separation techniques. The evolution accelerated during the 1990s with the introduction of advanced separation technologies, including membrane-based systems and hybrid distillation processes, pushing recovery rates to 80-85%.
Current market dynamics reveal that approximately 2.5 million tons of ethyl acetate are consumed annually worldwide, with pharmaceutical and coating industries representing the largest consumption segments. The economic impact of inefficient recovery systems is substantial, as unrecovered ethyl acetate represents both direct material losses and environmental compliance costs. Industry analysis indicates that improving recovery efficiency from current average levels of 75% to target levels of 95% could result in annual savings exceeding $400 million globally.
The primary technical objectives driving current research efforts focus on achieving recovery rates above 95% while maintaining product purity standards of 99.5% or higher. Secondary objectives include reducing energy consumption by 30-40% compared to conventional distillation methods, minimizing equipment footprint, and ensuring compatibility with diverse waste stream compositions containing varying concentrations of water, alcohols, and other organic compounds.
Environmental sustainability goals have become equally important, with regulatory frameworks in major markets requiring significant reductions in volatile organic compound emissions. The integration of circular economy principles into industrial processes has elevated ethyl acetate recovery from a cost-optimization measure to a strategic necessity for long-term operational viability and regulatory compliance.
Market Demand for Solvent Recovery Solutions
The global solvent recovery market has experienced substantial growth driven by increasingly stringent environmental regulations and rising operational costs associated with solvent procurement and waste disposal. Industries across pharmaceuticals, chemicals, coatings, and electronics manufacturing are actively seeking cost-effective solutions to minimize solvent consumption while maintaining production efficiency. This trend has created a robust demand for advanced recovery technologies that can handle diverse solvent streams with high purity requirements.
Ethyl acetate recovery specifically represents a significant market segment due to its widespread industrial applications. The compound serves as a critical solvent in pharmaceutical synthesis, paint formulations, adhesive production, and food processing operations. Manufacturing facilities utilizing ethyl acetate face mounting pressure to reduce environmental impact while controlling operational expenses, making recovery systems an attractive investment proposition.
Regulatory frameworks worldwide have intensified focus on volatile organic compound emissions and hazardous waste reduction. The European Union's Industrial Emissions Directive and similar regulations in North America and Asia-Pacific regions mandate strict limits on solvent emissions, compelling industries to implement comprehensive recovery strategies. These regulatory drivers have accelerated adoption of solvent recovery technologies beyond traditional cost-saving motivations.
Market demand patterns reveal strong preference for integrated recovery solutions that combine distillation, membrane separation, and advanced purification technologies. End users increasingly require systems capable of handling contaminated waste streams while achieving high recovery rates and maintaining product quality specifications. The pharmaceutical sector particularly demands recovery systems that meet stringent purity standards and regulatory compliance requirements.
Economic factors further amplify market demand as solvent prices continue rising due to raw material costs and supply chain constraints. Organizations recognize that implementing efficient recovery systems can significantly reduce annual solvent procurement expenses while providing long-term operational stability. The payback period for modern recovery equipment has shortened considerably, making capital investments more attractive to decision-makers.
Emerging markets in Asia-Pacific and Latin America present substantial growth opportunities as industrial development accelerates and environmental awareness increases. Local manufacturers are investing in solvent recovery infrastructure to compete globally while meeting international environmental standards, creating sustained demand for proven recovery technologies and engineering expertise.
Ethyl acetate recovery specifically represents a significant market segment due to its widespread industrial applications. The compound serves as a critical solvent in pharmaceutical synthesis, paint formulations, adhesive production, and food processing operations. Manufacturing facilities utilizing ethyl acetate face mounting pressure to reduce environmental impact while controlling operational expenses, making recovery systems an attractive investment proposition.
Regulatory frameworks worldwide have intensified focus on volatile organic compound emissions and hazardous waste reduction. The European Union's Industrial Emissions Directive and similar regulations in North America and Asia-Pacific regions mandate strict limits on solvent emissions, compelling industries to implement comprehensive recovery strategies. These regulatory drivers have accelerated adoption of solvent recovery technologies beyond traditional cost-saving motivations.
Market demand patterns reveal strong preference for integrated recovery solutions that combine distillation, membrane separation, and advanced purification technologies. End users increasingly require systems capable of handling contaminated waste streams while achieving high recovery rates and maintaining product quality specifications. The pharmaceutical sector particularly demands recovery systems that meet stringent purity standards and regulatory compliance requirements.
Economic factors further amplify market demand as solvent prices continue rising due to raw material costs and supply chain constraints. Organizations recognize that implementing efficient recovery systems can significantly reduce annual solvent procurement expenses while providing long-term operational stability. The payback period for modern recovery equipment has shortened considerably, making capital investments more attractive to decision-makers.
Emerging markets in Asia-Pacific and Latin America present substantial growth opportunities as industrial development accelerates and environmental awareness increases. Local manufacturers are investing in solvent recovery infrastructure to compete globally while meeting international environmental standards, creating sustained demand for proven recovery technologies and engineering expertise.
Current State of Ethyl Acetate Waste Processing
The current landscape of ethyl acetate waste processing is characterized by significant inefficiencies and environmental challenges across multiple industrial sectors. Traditional processing methods predominantly rely on thermal treatment and incineration, which result in complete destruction of valuable ethyl acetate compounds rather than recovery for reuse. This approach not only represents substantial economic losses but also contributes to increased carbon emissions and waste generation.
Existing recovery technologies in the market primarily include distillation-based separation systems, which face considerable limitations due to ethyl acetate's relatively low boiling point and tendency to form azeotropic mixtures with water and other solvents. Current distillation units typically achieve recovery rates between 60-75%, leaving substantial amounts of ethyl acetate in waste streams that ultimately require costly disposal methods.
Membrane separation technologies have emerged as alternative solutions, with pervaporation and vapor permeation systems showing promise in laboratory settings. However, commercial implementation remains limited due to membrane fouling issues, selectivity challenges, and high operational costs. Current membrane-based systems demonstrate recovery efficiencies ranging from 70-85% under optimal conditions, but performance degrades significantly when processing complex industrial waste streams containing multiple contaminants.
Adsorption-based recovery methods using activated carbon and molecular sieves represent another category of existing technologies. These systems face constraints related to adsorbent regeneration costs, limited capacity for continuous operation, and challenges in maintaining consistent performance across varying waste stream compositions. Recovery rates typically range from 65-80% depending on the specific adsorbent material and operating conditions.
The pharmaceutical and coating industries, which generate the largest volumes of ethyl acetate waste, currently rely heavily on third-party waste management services due to the technical complexity and capital requirements of implementing in-house recovery systems. This dependency results in high disposal costs and limited control over recovery processes, creating strong market demand for more efficient and economically viable recovery solutions.
Recent technological developments have focused on hybrid systems combining multiple separation principles, such as distillation-membrane integration and adsorption-desorption cycling. These approaches show potential for achieving higher recovery rates exceeding 90%, but require sophisticated process control systems and significant capital investment, limiting their adoption primarily to large-scale industrial operations.
Existing recovery technologies in the market primarily include distillation-based separation systems, which face considerable limitations due to ethyl acetate's relatively low boiling point and tendency to form azeotropic mixtures with water and other solvents. Current distillation units typically achieve recovery rates between 60-75%, leaving substantial amounts of ethyl acetate in waste streams that ultimately require costly disposal methods.
Membrane separation technologies have emerged as alternative solutions, with pervaporation and vapor permeation systems showing promise in laboratory settings. However, commercial implementation remains limited due to membrane fouling issues, selectivity challenges, and high operational costs. Current membrane-based systems demonstrate recovery efficiencies ranging from 70-85% under optimal conditions, but performance degrades significantly when processing complex industrial waste streams containing multiple contaminants.
Adsorption-based recovery methods using activated carbon and molecular sieves represent another category of existing technologies. These systems face constraints related to adsorbent regeneration costs, limited capacity for continuous operation, and challenges in maintaining consistent performance across varying waste stream compositions. Recovery rates typically range from 65-80% depending on the specific adsorbent material and operating conditions.
The pharmaceutical and coating industries, which generate the largest volumes of ethyl acetate waste, currently rely heavily on third-party waste management services due to the technical complexity and capital requirements of implementing in-house recovery systems. This dependency results in high disposal costs and limited control over recovery processes, creating strong market demand for more efficient and economically viable recovery solutions.
Recent technological developments have focused on hybrid systems combining multiple separation principles, such as distillation-membrane integration and adsorption-desorption cycling. These approaches show potential for achieving higher recovery rates exceeding 90%, but require sophisticated process control systems and significant capital investment, limiting their adoption primarily to large-scale industrial operations.
Existing Ethyl Acetate Recovery Methods
01 Distillation-based ethyl acetate recovery systems
Recovery of ethyl acetate can be achieved through distillation processes, including rectification columns, distillation towers, and multi-stage distillation systems. These methods separate ethyl acetate from mixed solvents or waste streams based on differences in boiling points. The recovered ethyl acetate can be purified to meet industrial reuse standards, reducing waste and production costs.- Distillation-based ethyl acetate recovery systems: Recovery of ethyl acetate can be achieved through distillation processes, including rectification columns, fractional distillation towers, and multi-stage distillation systems. These methods separate ethyl acetate from mixed solvents or waste streams based on differences in boiling points. The recovered ethyl acetate can be purified to meet industrial reuse standards, reducing waste and production costs.
- Membrane separation technology for ethyl acetate recovery: Membrane-based separation techniques, such as pervaporation and vapor permeation, offer energy-efficient alternatives for recovering ethyl acetate from aqueous solutions or organic mixtures. These methods utilize selective membranes that preferentially allow ethyl acetate to pass through while retaining other components. This technology is particularly suitable for heat-sensitive applications and can achieve high purity recovery.
- Adsorption and absorption methods for ethyl acetate capture: Adsorption using activated carbon, molecular sieves, or other adsorbent materials can effectively capture ethyl acetate from gas streams or liquid mixtures. Absorption processes using suitable solvents can also be employed to selectively extract ethyl acetate. These recovered materials can then be regenerated through desorption or stripping processes, allowing for continuous operation and solvent reuse.
- Integrated recovery systems with condensation units: Condensation-based recovery systems utilize cooling mechanisms to convert ethyl acetate vapors back into liquid form. These systems often incorporate multi-stage condensers, heat exchangers, and refrigeration units to maximize recovery efficiency. Integration with production processes allows for direct recycling of recovered ethyl acetate, minimizing environmental emissions and improving overall process economics.
- Combined extraction and purification processes: Hybrid recovery methods combine multiple techniques such as extraction, distillation, and washing to achieve high-purity ethyl acetate recovery from complex mixtures. These processes may involve liquid-liquid extraction followed by purification steps to remove impurities and water content. The integrated approach optimizes recovery rates while maintaining product quality suitable for pharmaceutical, coating, or chemical synthesis applications.
02 Membrane separation technology for ethyl acetate recovery
Membrane separation techniques, such as pervaporation and vapor permeation, offer energy-efficient alternatives for recovering ethyl acetate from aqueous solutions or organic mixtures. These methods utilize selective membranes that preferentially allow ethyl acetate to pass through while retaining other components. This technology is particularly suitable for heat-sensitive materials and can achieve high purity recovery.Expand Specific Solutions03 Adsorption and absorption methods for ethyl acetate capture
Adsorption using activated carbon, molecular sieves, or other adsorbent materials can effectively capture ethyl acetate vapors from exhaust gases or process streams. Absorption methods using suitable solvents can also recover ethyl acetate from gas streams. These captured materials can then be desorbed or stripped for reuse, providing an economical recovery solution for low-concentration ethyl acetate streams.Expand Specific Solutions04 Integrated recovery systems with condensation units
Integrated recovery systems combine condensation units with other separation technologies to efficiently recover ethyl acetate from industrial processes. These systems typically include cooling condensers that convert ethyl acetate vapors back to liquid form, followed by collection and purification stages. Such integrated approaches maximize recovery rates while minimizing energy consumption and environmental emissions.Expand Specific Solutions05 Specialized equipment for ethyl acetate recycling in specific industries
Customized recovery equipment has been developed for specific industrial applications, such as pharmaceutical manufacturing, printing, and coating processes. These specialized systems are designed to handle the unique characteristics of ethyl acetate in different production environments, including varying concentrations, temperatures, and the presence of other chemicals. The equipment often features automated controls and monitoring systems to optimize recovery efficiency.Expand Specific Solutions
Key Players in Solvent Recovery Industry
The ethyl acetate recovery market represents a mature industrial segment within the broader chemical processing industry, driven by increasing environmental regulations and cost optimization pressures. The market demonstrates steady growth with established demand from pharmaceutical, coatings, and specialty chemicals sectors. Technology maturity varies significantly across market participants, with traditional chemical giants like BASF Corp., Shell Oil Co., and ExxonMobil Chemical Patents maintaining advanced conventional recovery systems, while specialized players like Viridis Chemical LLC pioneer innovative bio-based production methods. Chinese companies including China Petroleum & Chemical Corp. and Nantong Acetic Acid Chemical focus on large-scale conventional processes, whereas emerging environmental technology firms such as Luoyang Tianbao Environmental Protection Technology develop next-generation recovery solutions. Academic institutions like Tianjin University and Delft University of Technology contribute cutting-edge research, indicating ongoing technological evolution toward more efficient, sustainable recovery processes.
Celanese International Corp.
Technical Solution: Celanese has developed advanced distillation and membrane separation technologies for ethyl acetate recovery from waste streams. Their proprietary process combines multi-stage distillation with selective membrane filtration to achieve recovery rates exceeding 95%. The technology utilizes specialized heat integration systems to minimize energy consumption during the separation process. Their approach includes pre-treatment steps to remove impurities that could interfere with recovery efficiency, followed by a combination of extractive distillation and pervaporation membrane technology. The integrated system is designed to handle varying feed compositions and can process both aqueous and organic waste streams containing ethyl acetate. The recovered ethyl acetate meets industrial purity standards for reuse in manufacturing processes.
Strengths: High recovery efficiency, proven industrial scale implementation, integrated heat recovery systems. Weaknesses: High capital investment requirements, complex process control systems.
SABIC Global Technologies BV
Technical Solution: SABIC has developed an integrated membrane-distillation hybrid system for ethyl acetate recovery from industrial waste streams. Their technology combines pervaporation membranes with conventional distillation to achieve high recovery rates while minimizing energy consumption. The process begins with membrane pre-concentration where selective pervaporation membranes remove water and light impurities, concentrating the ethyl acetate content in the retentate stream. This concentrated stream then undergoes precision distillation with heat pump integration to recover high-purity ethyl acetate. SABIC's system includes advanced membrane materials with enhanced selectivity and stability, designed to handle challenging waste stream compositions including those with high water content and various organic impurities. The integrated approach reduces overall energy requirements compared to conventional distillation-only processes.
Strengths: Hybrid technology approach, reduced energy consumption, effective handling of high water content streams. Weaknesses: Membrane replacement costs, limited membrane lifespan under harsh operating conditions.
Core Technologies in Advanced Solvent Separation
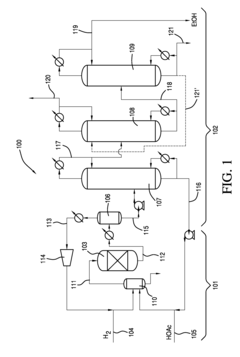
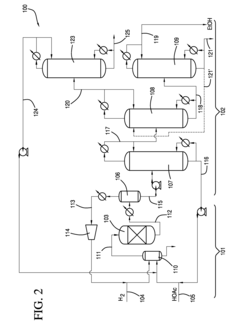
Process for producing an ethyl acetate solvent and co-production of ethanol
PatentInactiveUS20110190531A1
Innovation
- A process involving the hydrogenation of acetic acid in the presence of a catalyst, followed by a series of distillation columns to separate and recover ethanol and ethyl acetate solvent, with specific catalyst compositions and conditions to optimize ethanol and ethyl acetate production, including the use of platinum-based catalysts and modified silica supports.
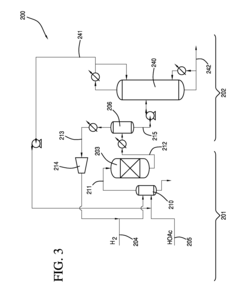
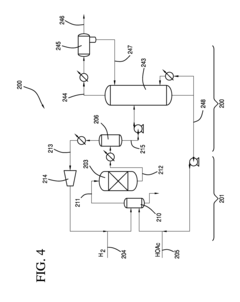
Processes for improving ethanol production via hydrolysis of ester contaminants
PatentWO2013019234A1
Innovation
- A process involving hydrogenation of acetic acid in the presence of a catalyst, followed by distillation to separate ethanol and ethyl acetate, and subsequent hydrolysis of ethyl acetate to form additional ethanol and acetic acid, thereby increasing ethanol recovery and reducing impurity levels.



Environmental Regulations for Solvent Waste Management
The regulatory landscape for solvent waste management has evolved significantly over the past decades, driven by increasing environmental awareness and the need to protect human health and ecosystems. In the context of ethyl acetate recovery from waste streams, multiple layers of environmental regulations create a complex compliance framework that organizations must navigate carefully.
At the international level, the Basel Convention on the Control of Transboundary Movements of Hazardous Wastes establishes fundamental principles for hazardous waste management, including solvent-containing waste streams. This convention emphasizes waste minimization, environmentally sound management, and the proximity principle, which directly supports the implementation of ethyl acetate recovery systems rather than disposal methods.
Regional regulations, particularly in developed economies, impose stringent requirements on volatile organic compound emissions and waste solvent handling. The European Union's Industrial Emissions Directive sets emission limit values for organic solvents, while the Waste Framework Directive mandates the waste hierarchy prioritizing prevention, reuse, and recovery over disposal. Similarly, the U.S. Clean Air Act regulates hazardous air pollutants including ethyl acetate, requiring facilities to implement maximum achievable control technology for emission reduction.
National environmental agencies have established specific standards for solvent recovery operations, including permit requirements, monitoring protocols, and reporting obligations. These regulations typically specify minimum recovery efficiencies, emission thresholds, and waste characterization procedures that directly influence the design and operation of ethyl acetate recovery systems.
Occupational safety regulations complement environmental requirements by establishing workplace exposure limits for ethyl acetate and mandating safety protocols for recovery operations. The integration of environmental and safety compliance creates additional complexity in system design, requiring consideration of both emission control and worker protection measures.
Emerging regulatory trends indicate increasing emphasis on circular economy principles and extended producer responsibility, which favor solvent recovery technologies. Recent policy developments also show growing attention to greenhouse gas emissions from industrial processes, potentially creating additional drivers for implementing efficient ethyl acetate recovery systems that reduce overall environmental impact.
At the international level, the Basel Convention on the Control of Transboundary Movements of Hazardous Wastes establishes fundamental principles for hazardous waste management, including solvent-containing waste streams. This convention emphasizes waste minimization, environmentally sound management, and the proximity principle, which directly supports the implementation of ethyl acetate recovery systems rather than disposal methods.
Regional regulations, particularly in developed economies, impose stringent requirements on volatile organic compound emissions and waste solvent handling. The European Union's Industrial Emissions Directive sets emission limit values for organic solvents, while the Waste Framework Directive mandates the waste hierarchy prioritizing prevention, reuse, and recovery over disposal. Similarly, the U.S. Clean Air Act regulates hazardous air pollutants including ethyl acetate, requiring facilities to implement maximum achievable control technology for emission reduction.
National environmental agencies have established specific standards for solvent recovery operations, including permit requirements, monitoring protocols, and reporting obligations. These regulations typically specify minimum recovery efficiencies, emission thresholds, and waste characterization procedures that directly influence the design and operation of ethyl acetate recovery systems.
Occupational safety regulations complement environmental requirements by establishing workplace exposure limits for ethyl acetate and mandating safety protocols for recovery operations. The integration of environmental and safety compliance creates additional complexity in system design, requiring consideration of both emission control and worker protection measures.
Emerging regulatory trends indicate increasing emphasis on circular economy principles and extended producer responsibility, which favor solvent recovery technologies. Recent policy developments also show growing attention to greenhouse gas emissions from industrial processes, potentially creating additional drivers for implementing efficient ethyl acetate recovery systems that reduce overall environmental impact.
Economic Analysis of Recovery Process Implementation
The economic viability of ethyl acetate recovery from waste streams depends on several critical financial factors that determine the overall return on investment. Capital expenditure requirements typically range from $2-8 million for industrial-scale recovery systems, depending on the chosen technology and processing capacity. Distillation-based recovery systems generally require higher initial investments due to energy-intensive equipment, while membrane separation technologies offer lower capital costs but may have higher operational complexity.
Operational expenses constitute a significant portion of the total cost structure, with energy consumption representing 40-60% of ongoing costs. Steam requirements for distillation processes can reach 3-5 kg per kg of recovered ethyl acetate, translating to energy costs of $0.15-0.25 per kg of product. Alternative technologies such as pervaporation or hybrid systems can reduce energy consumption by 20-40%, significantly improving operational economics.
Revenue generation potential varies considerably based on ethyl acetate purity levels and market conditions. High-purity recovered ethyl acetate (>99.5%) can command prices of $1,200-1,500 per metric ton, while lower-grade material suitable for industrial applications typically sells for $800-1,000 per metric ton. The price differential between virgin and recovered ethyl acetate has narrowed to 10-15% in recent years, enhancing recovery economics.
Payback periods for recovery system implementations typically range from 2.5 to 4.5 years, depending on waste stream characteristics and recovery efficiency. Facilities processing waste streams containing 15-30% ethyl acetate concentrations generally achieve more favorable economics due to reduced separation energy requirements. Break-even analysis indicates that minimum processing volumes of 500-1,000 tons annually are necessary for economic viability.
Environmental compliance costs and potential carbon credit revenues provide additional economic considerations. Waste treatment cost avoidance can contribute $200-400 per ton of recovered material, while emerging carbon pricing mechanisms may generate additional revenue streams of $50-100 per ton of CO2 equivalent emissions avoided through recovery versus disposal.
Operational expenses constitute a significant portion of the total cost structure, with energy consumption representing 40-60% of ongoing costs. Steam requirements for distillation processes can reach 3-5 kg per kg of recovered ethyl acetate, translating to energy costs of $0.15-0.25 per kg of product. Alternative technologies such as pervaporation or hybrid systems can reduce energy consumption by 20-40%, significantly improving operational economics.
Revenue generation potential varies considerably based on ethyl acetate purity levels and market conditions. High-purity recovered ethyl acetate (>99.5%) can command prices of $1,200-1,500 per metric ton, while lower-grade material suitable for industrial applications typically sells for $800-1,000 per metric ton. The price differential between virgin and recovered ethyl acetate has narrowed to 10-15% in recent years, enhancing recovery economics.
Payback periods for recovery system implementations typically range from 2.5 to 4.5 years, depending on waste stream characteristics and recovery efficiency. Facilities processing waste streams containing 15-30% ethyl acetate concentrations generally achieve more favorable economics due to reduced separation energy requirements. Break-even analysis indicates that minimum processing volumes of 500-1,000 tons annually are necessary for economic viability.
Environmental compliance costs and potential carbon credit revenues provide additional economic considerations. Waste treatment cost avoidance can contribute $200-400 per ton of recovered material, while emerging carbon pricing mechanisms may generate additional revenue streams of $50-100 per ton of CO2 equivalent emissions avoided through recovery versus disposal.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!