

Machine Vision Algorithm Selection for Mining Tasks
APR 3, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Mining Vision Algorithm Background and Objectives
Machine vision technology has undergone remarkable evolution since its inception in the 1960s, transitioning from simple pattern recognition systems to sophisticated artificial intelligence-driven solutions. The mining industry, traditionally reliant on manual inspection and mechanical processes, has increasingly embraced computer vision technologies to address operational challenges including safety hazards, productivity optimization, and quality control. This technological convergence represents a paradigm shift toward automated, data-driven mining operations.
The historical development of mining vision systems began with basic conveyor belt monitoring applications in the 1980s, primarily focused on detecting foreign objects and measuring material flow rates. Early implementations utilized simple threshold-based algorithms and basic geometric analysis. The introduction of digital imaging sensors in the 1990s enabled more sophisticated applications, including ore grade estimation and equipment condition monitoring through visual inspection techniques.
Contemporary mining operations face unprecedented demands for efficiency, safety, and environmental compliance. Modern mining vision systems must operate in harsh environments characterized by extreme temperatures, dust, vibration, and variable lighting conditions. These systems are expected to perform real-time analysis of complex visual data while maintaining high accuracy and reliability standards. The integration of machine learning algorithms has revolutionized the capability to process and interpret visual information from mining environments.
Current technological objectives in mining vision applications encompass multiple domains including autonomous vehicle navigation, ore characterization, equipment health monitoring, and safety compliance verification. Advanced algorithms must demonstrate robustness across diverse geological conditions, varying material properties, and dynamic operational scenarios. The selection of appropriate vision algorithms directly impacts operational efficiency, cost reduction, and risk mitigation strategies.
The evolution toward Industry 4.0 principles has accelerated the adoption of intelligent vision systems capable of adaptive learning and predictive analytics. Modern mining vision solutions integrate multiple sensor modalities, including RGB cameras, thermal imaging, LiDAR, and hyperspectral sensors, requiring sophisticated algorithm fusion techniques. These multi-modal approaches enable comprehensive scene understanding and enhanced decision-making capabilities in complex mining environments.
Future objectives emphasize the development of autonomous mining ecosystems where vision algorithms serve as critical components in fully integrated operational frameworks. The convergence of edge computing, 5G connectivity, and advanced AI algorithms promises to deliver real-time, intelligent vision solutions that can adapt to changing conditions and optimize performance continuously throughout mining operations.
The historical development of mining vision systems began with basic conveyor belt monitoring applications in the 1980s, primarily focused on detecting foreign objects and measuring material flow rates. Early implementations utilized simple threshold-based algorithms and basic geometric analysis. The introduction of digital imaging sensors in the 1990s enabled more sophisticated applications, including ore grade estimation and equipment condition monitoring through visual inspection techniques.
Contemporary mining operations face unprecedented demands for efficiency, safety, and environmental compliance. Modern mining vision systems must operate in harsh environments characterized by extreme temperatures, dust, vibration, and variable lighting conditions. These systems are expected to perform real-time analysis of complex visual data while maintaining high accuracy and reliability standards. The integration of machine learning algorithms has revolutionized the capability to process and interpret visual information from mining environments.
Current technological objectives in mining vision applications encompass multiple domains including autonomous vehicle navigation, ore characterization, equipment health monitoring, and safety compliance verification. Advanced algorithms must demonstrate robustness across diverse geological conditions, varying material properties, and dynamic operational scenarios. The selection of appropriate vision algorithms directly impacts operational efficiency, cost reduction, and risk mitigation strategies.
The evolution toward Industry 4.0 principles has accelerated the adoption of intelligent vision systems capable of adaptive learning and predictive analytics. Modern mining vision solutions integrate multiple sensor modalities, including RGB cameras, thermal imaging, LiDAR, and hyperspectral sensors, requiring sophisticated algorithm fusion techniques. These multi-modal approaches enable comprehensive scene understanding and enhanced decision-making capabilities in complex mining environments.
Future objectives emphasize the development of autonomous mining ecosystems where vision algorithms serve as critical components in fully integrated operational frameworks. The convergence of edge computing, 5G connectivity, and advanced AI algorithms promises to deliver real-time, intelligent vision solutions that can adapt to changing conditions and optimize performance continuously throughout mining operations.
Market Demand for Automated Mining Vision Systems
The global mining industry is experiencing unprecedented pressure to enhance operational efficiency, reduce costs, and improve safety standards, driving substantial demand for automated mining vision systems. Traditional mining operations heavily rely on manual inspection and monitoring processes, which are inherently prone to human error, safety risks, and operational inefficiencies. The increasing complexity of mining environments, coupled with stricter regulatory requirements and environmental concerns, has created a compelling business case for advanced automation technologies.
Mining companies are actively seeking solutions to address critical operational challenges including equipment monitoring, ore quality assessment, safety compliance, and predictive maintenance. The demand for real-time monitoring systems capable of detecting equipment anomalies, structural defects, and environmental hazards has intensified significantly. Underground mining operations particularly require robust vision systems that can function reliably in harsh conditions characterized by dust, vibration, limited lighting, and extreme temperatures.
The market demand is further amplified by the industry's focus on autonomous mining operations. Major mining corporations are investing heavily in unmanned systems for hazardous areas, remote monitoring capabilities, and intelligent decision-making platforms. Vision systems play a crucial role in enabling autonomous vehicles, robotic equipment, and remote-controlled machinery to navigate complex mining environments safely and efficiently.
Economic factors are driving adoption as mining companies seek to optimize resource extraction while minimizing operational costs. Automated vision systems offer significant value propositions including reduced labor costs, improved accuracy in ore grading, enhanced equipment utilization rates, and decreased downtime through predictive maintenance capabilities. The technology enables continuous operation in environments where human presence is limited or dangerous.
Regulatory compliance requirements are creating additional market drivers, as mining operations must demonstrate adherence to safety standards and environmental protection measures. Vision systems provide comprehensive documentation and monitoring capabilities essential for regulatory reporting and audit processes.
The market demand spans multiple mining segments including surface mining, underground operations, mineral processing facilities, and transportation systems. Each segment presents unique requirements for vision system capabilities, creating opportunities for specialized solutions tailored to specific operational contexts and technical challenges.
Mining companies are actively seeking solutions to address critical operational challenges including equipment monitoring, ore quality assessment, safety compliance, and predictive maintenance. The demand for real-time monitoring systems capable of detecting equipment anomalies, structural defects, and environmental hazards has intensified significantly. Underground mining operations particularly require robust vision systems that can function reliably in harsh conditions characterized by dust, vibration, limited lighting, and extreme temperatures.
The market demand is further amplified by the industry's focus on autonomous mining operations. Major mining corporations are investing heavily in unmanned systems for hazardous areas, remote monitoring capabilities, and intelligent decision-making platforms. Vision systems play a crucial role in enabling autonomous vehicles, robotic equipment, and remote-controlled machinery to navigate complex mining environments safely and efficiently.
Economic factors are driving adoption as mining companies seek to optimize resource extraction while minimizing operational costs. Automated vision systems offer significant value propositions including reduced labor costs, improved accuracy in ore grading, enhanced equipment utilization rates, and decreased downtime through predictive maintenance capabilities. The technology enables continuous operation in environments where human presence is limited or dangerous.
Regulatory compliance requirements are creating additional market drivers, as mining operations must demonstrate adherence to safety standards and environmental protection measures. Vision systems provide comprehensive documentation and monitoring capabilities essential for regulatory reporting and audit processes.
The market demand spans multiple mining segments including surface mining, underground operations, mineral processing facilities, and transportation systems. Each segment presents unique requirements for vision system capabilities, creating opportunities for specialized solutions tailored to specific operational contexts and technical challenges.
Current State of Machine Vision in Mining Operations
Machine vision technology has achieved significant penetration across various mining operations, transforming traditional extraction and processing methodologies. Current implementations span surface mining, underground operations, and mineral processing facilities, where computer vision systems address critical challenges including safety monitoring, equipment automation, and quality control. The technology has evolved from basic image capture systems to sophisticated AI-driven platforms capable of real-time decision making in harsh industrial environments.
Surface mining operations extensively utilize machine vision for autonomous haul truck navigation, blast hole positioning, and overburden removal optimization. Leading mining companies have deployed LiDAR-integrated vision systems that enable precise material identification and excavation planning. These systems demonstrate remarkable accuracy in distinguishing ore from waste rock, achieving classification rates exceeding 85% in optimal conditions. However, performance degrades significantly under adverse weather conditions and varying lighting scenarios.
Underground mining applications focus primarily on equipment guidance, structural monitoring, and personnel safety systems. Vision-based collision avoidance systems have become standard in modern underground vehicles, while automated drilling rigs employ computer vision for precise hole positioning and rock face analysis. Thermal imaging integration has enhanced detection capabilities for equipment overheating and gas leak identification, contributing to improved safety protocols.
Mineral processing facilities represent the most mature application domain for machine vision in mining. Ore sorting systems utilizing hyperspectral imaging and X-ray transmission technologies have achieved commercial success, with throughput rates reaching several hundred tons per hour. These systems demonstrate exceptional performance in separating valuable minerals from gangue materials, often achieving recovery rates above 90% while reducing processing costs by 15-25%.
Current technological limitations include sensitivity to dust accumulation on optical components, computational processing delays in real-time applications, and calibration drift in extreme temperature variations. Additionally, the lack of standardized protocols for algorithm validation across different mining environments presents ongoing challenges for widespread adoption and performance benchmarking across the industry.
Surface mining operations extensively utilize machine vision for autonomous haul truck navigation, blast hole positioning, and overburden removal optimization. Leading mining companies have deployed LiDAR-integrated vision systems that enable precise material identification and excavation planning. These systems demonstrate remarkable accuracy in distinguishing ore from waste rock, achieving classification rates exceeding 85% in optimal conditions. However, performance degrades significantly under adverse weather conditions and varying lighting scenarios.
Underground mining applications focus primarily on equipment guidance, structural monitoring, and personnel safety systems. Vision-based collision avoidance systems have become standard in modern underground vehicles, while automated drilling rigs employ computer vision for precise hole positioning and rock face analysis. Thermal imaging integration has enhanced detection capabilities for equipment overheating and gas leak identification, contributing to improved safety protocols.
Mineral processing facilities represent the most mature application domain for machine vision in mining. Ore sorting systems utilizing hyperspectral imaging and X-ray transmission technologies have achieved commercial success, with throughput rates reaching several hundred tons per hour. These systems demonstrate exceptional performance in separating valuable minerals from gangue materials, often achieving recovery rates above 90% while reducing processing costs by 15-25%.
Current technological limitations include sensitivity to dust accumulation on optical components, computational processing delays in real-time applications, and calibration drift in extreme temperature variations. Additionally, the lack of standardized protocols for algorithm validation across different mining environments presents ongoing challenges for widespread adoption and performance benchmarking across the industry.
Existing Machine Vision Solutions for Mining Tasks
01 Machine vision-based ore identification and classification
Machine vision algorithms can be applied to identify and classify different types of ores and minerals in mining operations. These systems utilize image processing techniques, pattern recognition, and deep learning models to analyze visual characteristics of ore samples, enabling automated sorting and quality assessment. The technology helps improve efficiency in mineral processing by distinguishing valuable minerals from waste rock based on color, texture, and other visual features.- Machine vision-based ore identification and classification systems: Machine vision algorithms are employed to automatically identify and classify different types of ores and minerals in mining operations. These systems utilize image processing techniques, pattern recognition, and deep learning models to analyze visual characteristics such as color, texture, shape, and size of ore samples. The algorithms can distinguish between valuable minerals and waste rock, enabling automated sorting and improving the efficiency of mineral processing operations.
- Real-time monitoring and defect detection in mining equipment: Machine vision systems are integrated into mining operations to provide real-time monitoring of equipment conditions and detect defects or anomalies. These algorithms analyze visual data from cameras installed on mining machinery to identify wear, cracks, misalignments, or other potential failures. By enabling predictive maintenance and early detection of equipment issues, these systems help reduce downtime and improve operational safety in mining environments.
- Automated measurement and volume estimation of mined materials: Vision-based algorithms are utilized to automatically measure and estimate the volume of excavated materials, stockpiles, and ore deposits. These systems employ stereo vision, 3D reconstruction, and photogrammetry techniques to create accurate three-dimensional models of mining sites. The algorithms can calculate volumes, track material movement, and optimize loading operations, providing valuable data for inventory management and production planning.
- Safety monitoring and hazard detection using computer vision: Machine vision algorithms are deployed for safety monitoring in mining environments to detect potential hazards and ensure worker safety. These systems can identify unauthorized personnel in restricted areas, detect the presence of hazardous gases through visual indicators, monitor structural stability of mine walls, and track the movement of vehicles and equipment to prevent collisions. The algorithms process real-time video feeds to provide alerts and warnings when safety violations or dangerous conditions are detected.
- Geological mapping and resource estimation through image analysis: Advanced machine vision algorithms are applied to geological mapping and resource estimation in mining operations. These systems analyze aerial imagery, satellite data, and underground scanning results to identify geological formations, map mineral deposits, and estimate resource quantities. The algorithms utilize spectral analysis, feature extraction, and machine learning techniques to interpret complex geological data, supporting exploration activities and mine planning decisions.
02 Automated mining equipment guidance and navigation
Vision-based systems provide guidance and navigation capabilities for autonomous mining equipment and vehicles. These algorithms process real-time visual data to detect obstacles, map underground environments, and enable precise positioning of mining machinery. The technology enhances safety and operational efficiency by reducing human intervention in hazardous mining environments while maintaining accurate equipment control.Expand Specific Solutions03 Defect detection and quality control in mining operations
Machine vision algorithms are employed for detecting defects, cracks, and structural anomalies in mining infrastructure and extracted materials. These systems perform automated inspection of conveyor belts, tunnel walls, and processed minerals to identify quality issues and safety hazards. The technology enables continuous monitoring and early detection of problems, reducing downtime and improving overall mining safety standards.Expand Specific Solutions04 Volume measurement and inventory management
Vision-based measurement systems calculate volumes of stockpiles, ore deposits, and material flows in mining operations. These algorithms utilize stereoscopic imaging, 3D reconstruction, and depth sensing to provide accurate volumetric assessments without physical contact. The technology streamlines inventory tracking, production monitoring, and resource planning by providing real-time data on material quantities.Expand Specific Solutions05 Safety monitoring and hazard detection systems
Machine vision algorithms monitor mining environments for safety hazards, including personnel detection, equipment status monitoring, and environmental condition assessment. These systems analyze video feeds to identify unsafe situations, track worker locations, and detect gas leaks or structural instabilities. The technology provides early warning capabilities and helps prevent accidents by enabling rapid response to dangerous conditions in mining sites.Expand Specific Solutions
Key Players in Mining Vision and Automation Industry
The machine vision algorithm selection for mining tasks represents an emerging yet rapidly evolving competitive landscape. The industry is in its growth phase, driven by increasing automation demands and safety requirements in mining operations. The market demonstrates significant potential as traditional mining companies seek digital transformation solutions. Technology maturity varies considerably across players, with established tech giants like Google LLC, Microsoft Technology Licensing LLC, and Intel Corp. bringing advanced AI and computing capabilities, while specialized mining technology firms such as Tiandi (Changzhou) Automation Co., Ltd. and China Coal Research Institute offer domain-specific expertise. Academic institutions including China University of Mining & Technology and Jiangxi University of Science & Technology contribute foundational research, creating a diverse ecosystem where general-purpose vision technologies are being adapted for mining-specific applications through collaborative innovation.
Google LLC
Technical Solution: Google has developed advanced machine vision algorithms leveraging TensorFlow and AutoML Vision for mining applications. Their approach combines convolutional neural networks (CNNs) with real-time object detection capabilities, enabling automated identification of ore quality, equipment monitoring, and safety hazard detection in mining environments. The system utilizes cloud-based processing with edge computing integration, allowing for scalable deployment across mining operations. Google's Vision AI can process high-resolution imagery from drones and fixed cameras to monitor excavation progress, detect structural anomalies in mine walls, and classify mineral compositions with accuracy rates exceeding 95% in controlled environments.
Strengths: Robust cloud infrastructure, advanced AI capabilities, scalable solutions. Weaknesses: High dependency on internet connectivity, potential data privacy concerns in remote mining locations.
Microsoft Technology Licensing LLC
Technical Solution: Microsoft's machine vision solution for mining integrates Azure Cognitive Services with IoT Edge computing to deliver comprehensive visual analytics. Their HoloLens-based mixed reality system enables real-time visualization of subsurface geological data overlaid on physical mining environments. The platform employs deep learning models optimized for harsh industrial conditions, featuring dust-resistant imaging systems and low-light performance enhancement. Microsoft's solution includes predictive maintenance algorithms that analyze equipment wear patterns through visual inspection, reducing downtime by up to 30%. The system supports multi-spectral imaging for mineral identification and automated quality control processes throughout the extraction pipeline.
Strengths: Enterprise-grade security, mixed reality integration, comprehensive IoT ecosystem. Weaknesses: Complex implementation requirements, high licensing costs for full feature access.
Core Algorithm Innovations for Mining Applications
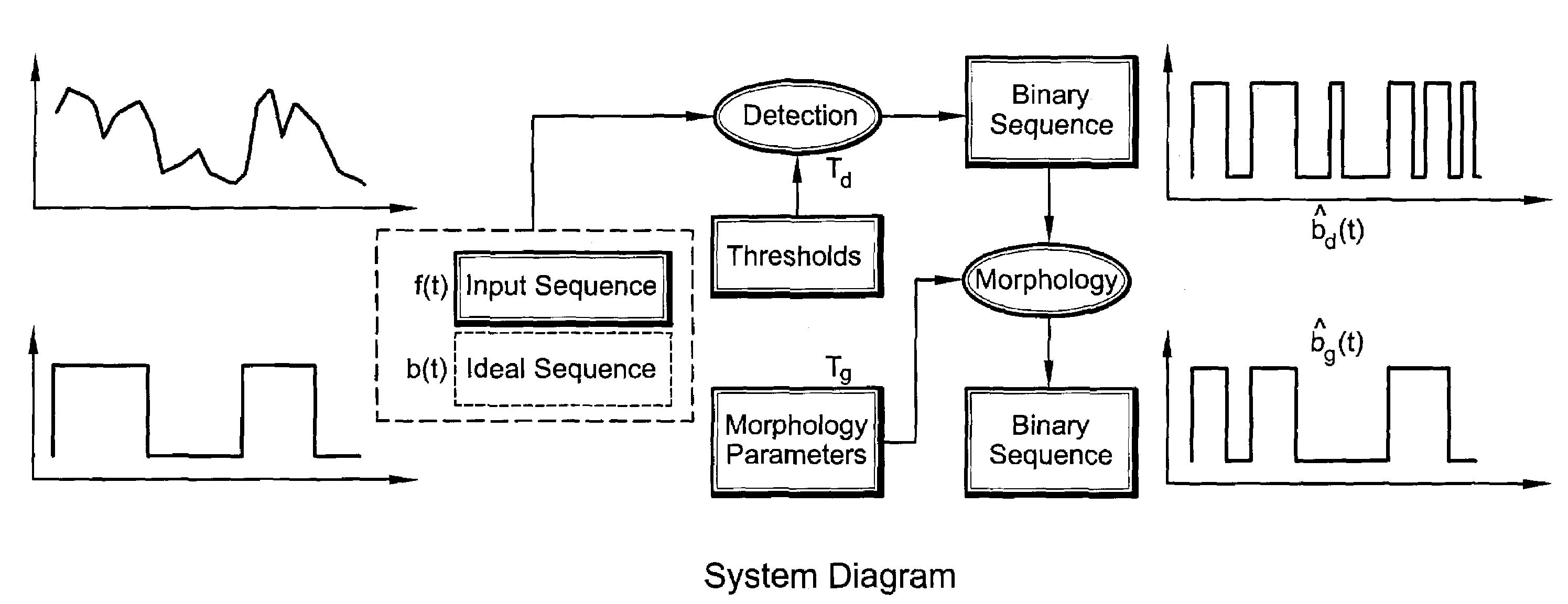
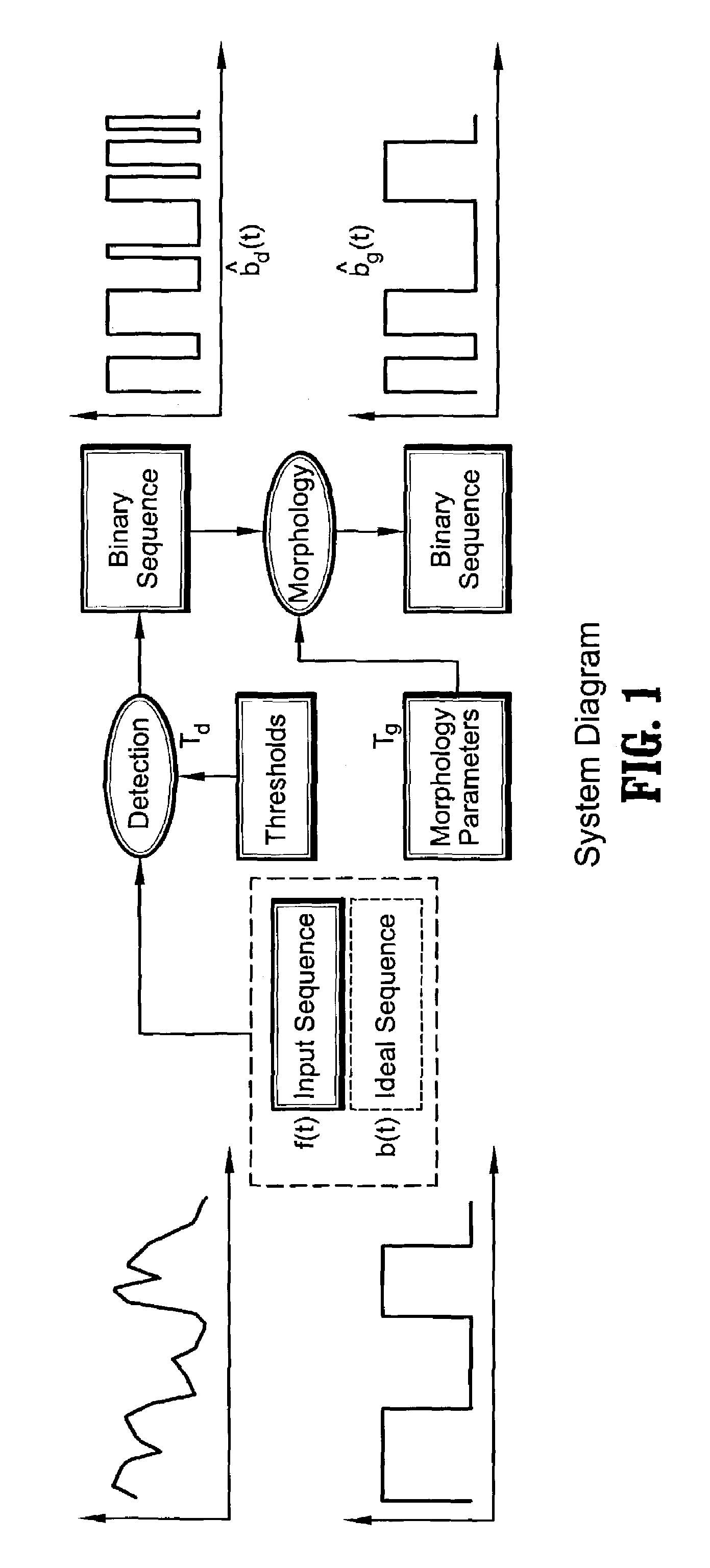
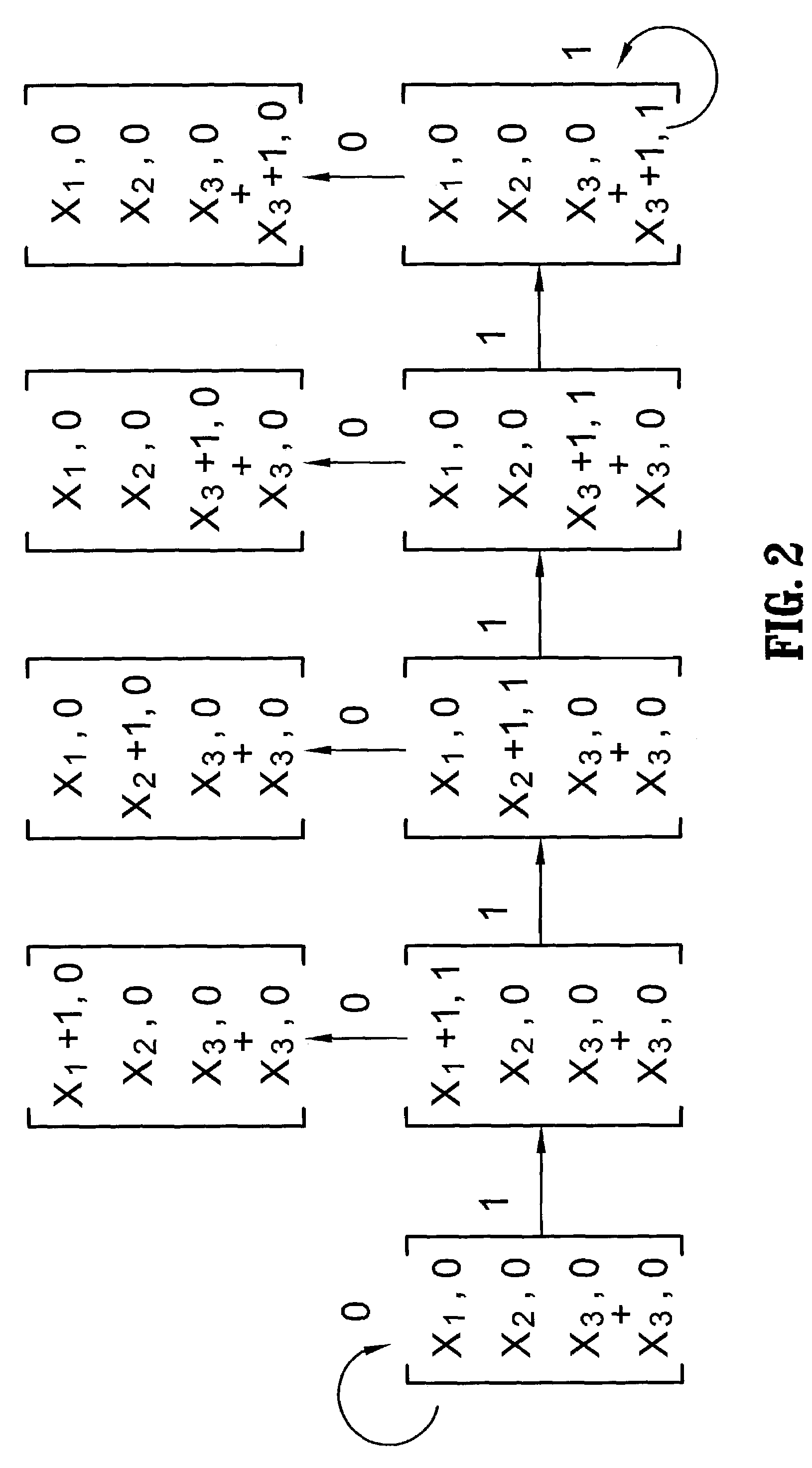
Automatic design of morphological algorithms for machine vision
PatentActiveUS7428337B2
Innovation
- An automated method for selecting parameterized operator sequences using statistical descriptions and Embedded Markov Chains to optimize classifier performance, balancing false alarm and miss detection errors, and deriving output statistics from input patterns.

Methods and systems for autonomous task composition of vision pipelines using an algorithm selection framework
PatentActiveAU2023203193B2
Innovation
- An algorithm selection framework using a transformer and Reinforcement Learning (RL) based autonomous pipeline composition framework, which dynamically composes subtasks and constructs a Directed Acyclic Graph (DAG) to identify suitable algorithms for each stage of the vision pipeline, reducing human intervention and adapting to unforeseen algorithms.




Safety Standards for Mining Automation Systems
Safety standards for mining automation systems represent a critical framework that governs the deployment and operation of machine vision technologies in hazardous underground and surface mining environments. These standards establish mandatory protocols for equipment certification, operational procedures, and risk mitigation strategies that directly influence algorithm selection and implementation approaches.
The International Electrotechnical Commission (IEC) 61508 functional safety standard serves as the foundational framework for mining automation systems, requiring Safety Integrity Level (SIL) ratings that range from SIL 1 to SIL 4 based on risk assessment outcomes. Machine vision algorithms deployed in mining applications must demonstrate compliance with these safety levels, particularly when integrated into critical safety functions such as collision avoidance, personnel detection, and hazardous area monitoring.
Mining-specific safety regulations, including the Mine Safety and Health Administration (MSHA) standards in the United States and similar regulatory frameworks globally, mandate that automated systems incorporate fail-safe mechanisms and redundant safety layers. These requirements significantly impact algorithm architecture, necessitating the implementation of multiple independent detection methods and real-time performance monitoring capabilities.
Explosion-proof certification standards, such as ATEX in Europe and IECEx internationally, impose stringent requirements on hardware components housing machine vision algorithms in potentially explosive atmospheres. These certifications influence algorithm optimization strategies, as processing units must operate within strict power consumption and heat generation limits while maintaining computational performance for real-time image processing tasks.
Emergency response protocols embedded within safety standards require machine vision systems to maintain operational capability during crisis situations, including power failures, communication disruptions, and equipment malfunctions. Algorithm selection must prioritize robustness and graceful degradation characteristics, ensuring continued safety monitoring even under adverse conditions.
Regular safety auditing and validation procedures mandated by mining safety standards necessitate comprehensive documentation of algorithm performance metrics, decision-making processes, and failure mode analysis. These requirements drive the selection of interpretable algorithms and the implementation of comprehensive logging systems for regulatory compliance and continuous safety improvement initiatives.
The International Electrotechnical Commission (IEC) 61508 functional safety standard serves as the foundational framework for mining automation systems, requiring Safety Integrity Level (SIL) ratings that range from SIL 1 to SIL 4 based on risk assessment outcomes. Machine vision algorithms deployed in mining applications must demonstrate compliance with these safety levels, particularly when integrated into critical safety functions such as collision avoidance, personnel detection, and hazardous area monitoring.
Mining-specific safety regulations, including the Mine Safety and Health Administration (MSHA) standards in the United States and similar regulatory frameworks globally, mandate that automated systems incorporate fail-safe mechanisms and redundant safety layers. These requirements significantly impact algorithm architecture, necessitating the implementation of multiple independent detection methods and real-time performance monitoring capabilities.
Explosion-proof certification standards, such as ATEX in Europe and IECEx internationally, impose stringent requirements on hardware components housing machine vision algorithms in potentially explosive atmospheres. These certifications influence algorithm optimization strategies, as processing units must operate within strict power consumption and heat generation limits while maintaining computational performance for real-time image processing tasks.
Emergency response protocols embedded within safety standards require machine vision systems to maintain operational capability during crisis situations, including power failures, communication disruptions, and equipment malfunctions. Algorithm selection must prioritize robustness and graceful degradation characteristics, ensuring continued safety monitoring even under adverse conditions.
Regular safety auditing and validation procedures mandated by mining safety standards necessitate comprehensive documentation of algorithm performance metrics, decision-making processes, and failure mode analysis. These requirements drive the selection of interpretable algorithms and the implementation of comprehensive logging systems for regulatory compliance and continuous safety improvement initiatives.
Environmental Impact of Automated Mining Technologies
The integration of machine vision algorithms in automated mining operations presents significant environmental implications that extend beyond traditional mining practices. These technologies fundamentally alter the environmental footprint of mining activities through enhanced precision, reduced waste generation, and optimized resource extraction processes.
Automated mining systems equipped with advanced machine vision capabilities demonstrate substantial reductions in environmental disturbance compared to conventional mining methods. The precision targeting enabled by computer vision algorithms minimizes overburden removal and reduces the excavation of non-target materials by up to 30%. This selective extraction approach significantly decreases land surface disruption and preserves surrounding ecosystems that would otherwise be affected by broader excavation patterns.
Energy consumption patterns in automated mining operations show complex environmental trade-offs. While machine vision systems require substantial computational power and energy for real-time processing, the overall energy efficiency of mining operations improves through optimized equipment utilization and reduced idle time. Studies indicate that automated systems can achieve 15-25% energy savings through intelligent path planning and selective material processing, offsetting the additional computational energy requirements.
Water resource management benefits significantly from machine vision integration in mining operations. Automated systems enable precise monitoring of water usage, contamination levels, and drainage patterns through continuous visual surveillance. This capability facilitates immediate response to environmental hazards and reduces the risk of groundwater contamination through early detection of leakage or overflow conditions.
The reduction of human presence in mining sites through automation contributes to decreased environmental impact from support infrastructure. Automated operations require fewer on-site facilities, temporary structures, and transportation activities, resulting in reduced carbon emissions and minimized habitat fragmentation. However, the manufacturing and deployment of sophisticated machine vision hardware introduces new environmental considerations related to electronic waste and rare earth material consumption.
Dust and particulate matter control represents another critical environmental benefit of automated mining technologies. Machine vision systems enable real-time monitoring of air quality and dust generation, triggering immediate mitigation measures when threshold levels are exceeded. This proactive approach significantly reduces airborne pollution and its impact on surrounding communities and wildlife habitats.
Automated mining systems equipped with advanced machine vision capabilities demonstrate substantial reductions in environmental disturbance compared to conventional mining methods. The precision targeting enabled by computer vision algorithms minimizes overburden removal and reduces the excavation of non-target materials by up to 30%. This selective extraction approach significantly decreases land surface disruption and preserves surrounding ecosystems that would otherwise be affected by broader excavation patterns.
Energy consumption patterns in automated mining operations show complex environmental trade-offs. While machine vision systems require substantial computational power and energy for real-time processing, the overall energy efficiency of mining operations improves through optimized equipment utilization and reduced idle time. Studies indicate that automated systems can achieve 15-25% energy savings through intelligent path planning and selective material processing, offsetting the additional computational energy requirements.
Water resource management benefits significantly from machine vision integration in mining operations. Automated systems enable precise monitoring of water usage, contamination levels, and drainage patterns through continuous visual surveillance. This capability facilitates immediate response to environmental hazards and reduces the risk of groundwater contamination through early detection of leakage or overflow conditions.
The reduction of human presence in mining sites through automation contributes to decreased environmental impact from support infrastructure. Automated operations require fewer on-site facilities, temporary structures, and transportation activities, resulting in reduced carbon emissions and minimized habitat fragmentation. However, the manufacturing and deployment of sophisticated machine vision hardware introduces new environmental considerations related to electronic waste and rare earth material consumption.
Dust and particulate matter control represents another critical environmental benefit of automated mining technologies. Machine vision systems enable real-time monitoring of air quality and dust generation, triggering immediate mitigation measures when threshold levels are exceeded. This proactive approach significantly reduces airborne pollution and its impact on surrounding communities and wildlife habitats.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!