

Sonication's Contribution to Efficient Oil Splitting Techniques
MAR 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Sonication Oil Splitting Background and Objectives
Sonication technology has emerged as a transformative approach in oil processing industries, representing a significant advancement in mechanical separation techniques. This ultrasonic-based method utilizes high-frequency sound waves to generate cavitation bubbles in liquid media, creating intense localized pressure and temperature variations that facilitate the breakdown of oil-water emulsions and enhance separation efficiency.
The historical development of sonication in oil processing traces back to the early applications of ultrasonic technology in the 1950s, initially used for cleaning and material processing. Over subsequent decades, researchers recognized its potential for liquid-liquid separation processes, particularly in petroleum refining and wastewater treatment applications. The technology gained momentum in the 1990s as environmental regulations became more stringent, demanding more efficient and environmentally friendly oil separation methods.
Current market drivers for sonication-based oil splitting techniques stem from increasing environmental consciousness and regulatory pressures across multiple industries. Traditional separation methods often rely on chemical additives or energy-intensive thermal processes, creating environmental concerns and operational costs. The petroleum industry, food processing sector, and wastewater treatment facilities are actively seeking sustainable alternatives that can achieve superior separation efficiency while reducing chemical consumption and energy requirements.
The primary technical objectives of implementing sonication in oil splitting processes focus on achieving enhanced separation efficiency through controlled cavitation phenomena. The technology aims to reduce processing time significantly compared to conventional gravity separation methods, while simultaneously improving the purity of separated phases. Additionally, the approach targets minimization of chemical additive requirements, thereby reducing environmental impact and operational costs.
Secondary objectives include developing scalable sonication systems capable of handling industrial-volume processing requirements while maintaining consistent performance parameters. The technology seeks to address challenges related to emulsion stability, particularly in cases involving surfactants or naturally occurring emulsifying agents that complicate traditional separation processes. Furthermore, integration capabilities with existing processing infrastructure represent a crucial objective for widespread industrial adoption.
The strategic importance of sonication technology extends beyond immediate operational benefits, positioning organizations to meet evolving environmental standards while potentially reducing long-term processing costs. As industries face increasing pressure to adopt cleaner technologies, sonication-based oil splitting represents a forward-looking solution that aligns with sustainability goals while delivering measurable performance improvements in separation efficiency and process optimization.
The historical development of sonication in oil processing traces back to the early applications of ultrasonic technology in the 1950s, initially used for cleaning and material processing. Over subsequent decades, researchers recognized its potential for liquid-liquid separation processes, particularly in petroleum refining and wastewater treatment applications. The technology gained momentum in the 1990s as environmental regulations became more stringent, demanding more efficient and environmentally friendly oil separation methods.
Current market drivers for sonication-based oil splitting techniques stem from increasing environmental consciousness and regulatory pressures across multiple industries. Traditional separation methods often rely on chemical additives or energy-intensive thermal processes, creating environmental concerns and operational costs. The petroleum industry, food processing sector, and wastewater treatment facilities are actively seeking sustainable alternatives that can achieve superior separation efficiency while reducing chemical consumption and energy requirements.
The primary technical objectives of implementing sonication in oil splitting processes focus on achieving enhanced separation efficiency through controlled cavitation phenomena. The technology aims to reduce processing time significantly compared to conventional gravity separation methods, while simultaneously improving the purity of separated phases. Additionally, the approach targets minimization of chemical additive requirements, thereby reducing environmental impact and operational costs.
Secondary objectives include developing scalable sonication systems capable of handling industrial-volume processing requirements while maintaining consistent performance parameters. The technology seeks to address challenges related to emulsion stability, particularly in cases involving surfactants or naturally occurring emulsifying agents that complicate traditional separation processes. Furthermore, integration capabilities with existing processing infrastructure represent a crucial objective for widespread industrial adoption.
The strategic importance of sonication technology extends beyond immediate operational benefits, positioning organizations to meet evolving environmental standards while potentially reducing long-term processing costs. As industries face increasing pressure to adopt cleaner technologies, sonication-based oil splitting represents a forward-looking solution that aligns with sustainability goals while delivering measurable performance improvements in separation efficiency and process optimization.
Market Demand for Advanced Oil Processing Technologies
The global oil processing industry is experiencing unprecedented demand for advanced technologies that can enhance efficiency, reduce environmental impact, and optimize resource utilization. Traditional oil splitting and refining methods are increasingly challenged by stricter environmental regulations, rising energy costs, and the need for higher product yields. This market pressure has created substantial opportunities for innovative processing technologies, particularly those incorporating ultrasonic applications.
Market drivers for advanced oil processing technologies stem from multiple converging factors. Environmental compliance requirements are becoming more stringent worldwide, pushing refineries to adopt cleaner processing methods. Energy efficiency mandates are forcing operators to seek technologies that reduce power consumption while maintaining or improving output quality. Additionally, the growing complexity of crude oil feedstocks, including heavier and more contaminated sources, demands more sophisticated separation and processing techniques.
The petroleum refining sector represents the primary market for sonication-enhanced oil splitting technologies. Major refineries are actively seeking solutions that can improve separation efficiency in distillation processes, reduce processing temperatures, and minimize energy consumption. The market encompasses both greenfield projects requiring complete processing systems and brownfield upgrades where existing facilities integrate advanced technologies to enhance performance.
Industrial applications beyond traditional refining are emerging as significant market segments. Petrochemical plants processing various hydrocarbon streams require precise separation capabilities that sonication can provide. Waste oil recycling facilities represent another growing market, where ultrasonic technologies can improve the recovery rates of valuable components from used lubricants and industrial oils.
The market demand is particularly strong in regions with established petroleum industries and stringent environmental standards. North American and European markets show high adoption rates for advanced processing technologies, driven by regulatory compliance and operational efficiency requirements. Asian markets, especially in countries with rapidly expanding refining capacity, present substantial growth opportunities for innovative oil processing solutions.
Economic factors significantly influence market adoption patterns. Rising crude oil prices increase the value proposition of technologies that maximize yield and minimize waste. Carbon pricing mechanisms and environmental taxes further enhance the economic attractiveness of cleaner, more efficient processing methods that sonication-based systems can provide.
Market drivers for advanced oil processing technologies stem from multiple converging factors. Environmental compliance requirements are becoming more stringent worldwide, pushing refineries to adopt cleaner processing methods. Energy efficiency mandates are forcing operators to seek technologies that reduce power consumption while maintaining or improving output quality. Additionally, the growing complexity of crude oil feedstocks, including heavier and more contaminated sources, demands more sophisticated separation and processing techniques.
The petroleum refining sector represents the primary market for sonication-enhanced oil splitting technologies. Major refineries are actively seeking solutions that can improve separation efficiency in distillation processes, reduce processing temperatures, and minimize energy consumption. The market encompasses both greenfield projects requiring complete processing systems and brownfield upgrades where existing facilities integrate advanced technologies to enhance performance.
Industrial applications beyond traditional refining are emerging as significant market segments. Petrochemical plants processing various hydrocarbon streams require precise separation capabilities that sonication can provide. Waste oil recycling facilities represent another growing market, where ultrasonic technologies can improve the recovery rates of valuable components from used lubricants and industrial oils.
The market demand is particularly strong in regions with established petroleum industries and stringent environmental standards. North American and European markets show high adoption rates for advanced processing technologies, driven by regulatory compliance and operational efficiency requirements. Asian markets, especially in countries with rapidly expanding refining capacity, present substantial growth opportunities for innovative oil processing solutions.
Economic factors significantly influence market adoption patterns. Rising crude oil prices increase the value proposition of technologies that maximize yield and minimize waste. Carbon pricing mechanisms and environmental taxes further enhance the economic attractiveness of cleaner, more efficient processing methods that sonication-based systems can provide.
Current Sonication Applications and Technical Barriers
Sonication technology has established itself across multiple industrial applications, demonstrating significant potential in oil processing operations. Current applications span from crude oil extraction enhancement to refined product separation processes. In upstream operations, ultrasonic treatment facilitates heavy oil recovery by reducing viscosity and improving flow characteristics through cavitation-induced molecular disruption. The technology has shown particular effectiveness in enhanced oil recovery projects, where acoustic waves create micro-fractures in reservoir rock formations, increasing permeability and extraction efficiency.
Industrial-scale sonication systems are currently deployed in oil refineries for emulsion breaking and water-oil separation processes. These applications leverage ultrasonic frequencies ranging from 20 kHz to 1 MHz to destabilize emulsion structures, promoting rapid phase separation. The technology has proven especially valuable in treating produced water from oil fields, where conventional separation methods struggle with stable emulsions containing surfactants and fine particulates.
Despite promising applications, several technical barriers limit widespread adoption of sonication in oil splitting operations. Power consumption represents a primary constraint, as high-intensity ultrasonic systems require substantial energy input to generate effective cavitation fields. Current commercial systems typically operate at power densities of 10-100 W/L, making large-scale implementation economically challenging for continuous processing applications.
Cavitation control presents another significant technical hurdle. Uncontrolled cavitation can lead to equipment erosion and reduced system longevity, particularly when processing abrasive oil mixtures containing sand particles or corrosive compounds. The formation of hydroxyl radicals during cavitation, while beneficial for breaking molecular bonds, can also cause unwanted chemical reactions that degrade oil quality or produce harmful byproducts.
Frequency optimization remains a complex challenge, as different oil compositions respond variably to specific ultrasonic frequencies. Heavy crude oils with high asphaltene content require different acoustic parameters compared to light oils, necessitating adaptive control systems that current technology struggles to provide efficiently. Scale-up from laboratory to industrial applications introduces additional complications, as acoustic field uniformity becomes increasingly difficult to maintain in large processing volumes.
Temperature management during sonication processes poses operational difficulties, as excessive heating can alter oil properties or trigger unwanted thermal cracking reactions. Current cooling systems add complexity and energy costs to sonication installations, limiting their economic viability in many applications.
Industrial-scale sonication systems are currently deployed in oil refineries for emulsion breaking and water-oil separation processes. These applications leverage ultrasonic frequencies ranging from 20 kHz to 1 MHz to destabilize emulsion structures, promoting rapid phase separation. The technology has proven especially valuable in treating produced water from oil fields, where conventional separation methods struggle with stable emulsions containing surfactants and fine particulates.
Despite promising applications, several technical barriers limit widespread adoption of sonication in oil splitting operations. Power consumption represents a primary constraint, as high-intensity ultrasonic systems require substantial energy input to generate effective cavitation fields. Current commercial systems typically operate at power densities of 10-100 W/L, making large-scale implementation economically challenging for continuous processing applications.
Cavitation control presents another significant technical hurdle. Uncontrolled cavitation can lead to equipment erosion and reduced system longevity, particularly when processing abrasive oil mixtures containing sand particles or corrosive compounds. The formation of hydroxyl radicals during cavitation, while beneficial for breaking molecular bonds, can also cause unwanted chemical reactions that degrade oil quality or produce harmful byproducts.
Frequency optimization remains a complex challenge, as different oil compositions respond variably to specific ultrasonic frequencies. Heavy crude oils with high asphaltene content require different acoustic parameters compared to light oils, necessitating adaptive control systems that current technology struggles to provide efficiently. Scale-up from laboratory to industrial applications introduces additional complications, as acoustic field uniformity becomes increasingly difficult to maintain in large processing volumes.
Temperature management during sonication processes poses operational difficulties, as excessive heating can alter oil properties or trigger unwanted thermal cracking reactions. Current cooling systems add complexity and energy costs to sonication installations, limiting their economic viability in many applications.
Existing Sonication-Based Oil Splitting Solutions
01 Ultrasonic frequency and power optimization
Sonication efficiency can be significantly improved by optimizing the ultrasonic frequency and power parameters. The selection of appropriate frequency ranges and power levels is crucial for achieving desired results in various applications. Different frequencies may be more effective for specific materials or processes, and power adjustments can control the intensity of cavitation effects. Proper calibration and control of these parameters ensure maximum energy transfer and processing efficiency.- Ultrasonic frequency and power optimization: Sonication efficiency can be significantly improved by optimizing the ultrasonic frequency and power parameters. The selection of appropriate frequency ranges and power levels is crucial for achieving desired results in various applications. Different frequencies may be more effective for specific materials or processes, and power adjustments can control the intensity of cavitation effects. Proper calibration and control of these parameters ensure maximum energy transfer and processing efficiency.
- Sonication probe design and configuration: The design and configuration of sonication probes play a critical role in enhancing efficiency. Probe geometry, material composition, and positioning relative to the sample affect the distribution and intensity of ultrasonic waves. Advanced probe designs can improve energy transmission, reduce heat generation, and provide more uniform treatment. The selection of appropriate probe types for specific applications, including horn designs and tip configurations, directly impacts the effectiveness of the sonication process.
- Temperature control and cooling systems: Maintaining optimal temperature during sonication is essential for efficiency and preventing sample degradation. Effective cooling systems and temperature monitoring mechanisms help control heat generated during the ultrasonic process. Various cooling methods, including water baths, jacketed vessels, and pulse modes, can be employed to manage temperature rise. Proper thermal management ensures consistent results and protects temperature-sensitive materials from damage while maintaining high processing efficiency.
- Sample volume and container optimization: The efficiency of sonication is significantly influenced by sample volume and container characteristics. Optimal vessel geometry, material properties, and volume-to-surface area ratios affect wave propagation and energy distribution. Container design considerations include shape, size, and material selection to minimize energy loss and maximize acoustic coupling. Proper positioning of samples within containers and appropriate fill levels contribute to uniform treatment and improved overall efficiency.
- Duration and pulse mode optimization: Sonication efficiency can be enhanced through careful optimization of treatment duration and pulse modes. Continuous versus pulsed sonication modes offer different advantages depending on the application. Pulse duration, interval timing, and total processing time must be balanced to achieve desired outcomes while minimizing energy waste and sample heating. Automated control systems and programmable cycles enable precise timing control for reproducible and efficient results across various applications.
02 Sonication probe design and configuration
The design and configuration of sonication probes play a critical role in determining efficiency. Probe geometry, material composition, and positioning relative to the sample affect the distribution of ultrasonic energy. Advanced probe designs can enhance energy transmission, reduce energy loss, and improve uniformity of treatment. The selection of appropriate probe types for specific applications, including horn designs and tip configurations, directly impacts the effectiveness of the sonication process.Expand Specific Solutions03 Temperature control during sonication
Maintaining optimal temperature conditions during sonication is essential for maximizing efficiency and preventing sample degradation. Excessive heat generation from ultrasonic energy can negatively impact sensitive materials and reduce process effectiveness. Temperature monitoring and control systems, including cooling mechanisms and pulsed sonication protocols, help maintain desired temperature ranges. Proper thermal management ensures consistent results and protects sample integrity throughout the sonication process.Expand Specific Solutions04 Sample volume and container optimization
The efficiency of sonication is significantly influenced by sample volume and container characteristics. Proper selection of container size, shape, and material ensures optimal acoustic coupling and energy distribution. The ratio of sample volume to container capacity affects the uniformity of treatment and energy utilization. Container design considerations, including wall thickness and acoustic properties, contribute to minimizing energy loss and maximizing sonication effectiveness across the entire sample volume.Expand Specific Solutions05 Duration and pulse mode optimization
Optimizing sonication duration and implementing appropriate pulse modes are key factors in enhancing efficiency. Continuous versus pulsed sonication modes offer different advantages depending on the application requirements. Pulse duration, interval timing, and total treatment time must be carefully balanced to achieve desired outcomes while minimizing energy waste and sample damage. Strategic timing protocols can improve cavitation effects, reduce heat buildup, and enhance overall process efficiency for various applications.Expand Specific Solutions
Major Players in Sonication and Oil Processing Industry
The sonication-enhanced oil splitting technology sector represents an emerging field within the broader petroleum processing industry, currently in its early development stage with significant growth potential. The global market for advanced oil separation technologies is expanding rapidly, driven by increasing demand for efficient extraction methods and environmental sustainability requirements. Major petroleum corporations including China Petroleum & Chemical Corp., PetroChina Co., Ltd., ExxonMobil Technology & Engineering Co., and Saudi Arabian Oil Co. are actively investing in research and development of innovative separation techniques. The technology maturity varies significantly across market participants, with established oil giants like Sinopec and Shell Internationale Research Maatschappij BV leading fundamental research, while specialized chemical companies such as Ecolab USA, Inc. and Croda, Inc. focus on developing practical applications and commercial solutions for enhanced oil recovery processes.
China Petroleum & Chemical Corp.
Technical Solution: Sinopec has developed advanced sonication-assisted oil splitting techniques that utilize high-frequency ultrasonic waves (20-40 kHz) to enhance crude oil separation processes. Their technology combines ultrasonic cavitation with traditional distillation methods, achieving up to 15% improvement in separation efficiency compared to conventional thermal cracking. The sonication process creates microscopic bubbles that collapse violently, generating localized high temperatures and pressures that facilitate molecular bond breaking in heavy oil fractions. This approach reduces energy consumption by approximately 12% while improving the yield of lighter petroleum products. The company has implemented this technology in several refineries across China, demonstrating scalability for industrial applications.
Strengths: Large-scale industrial implementation experience, proven energy efficiency improvements, established refinery infrastructure. Weaknesses: Technology primarily optimized for specific crude oil types, high initial equipment investment costs.
ExxonMobil Technology & Engineering Co.
Technical Solution: ExxonMobil has pioneered the integration of sonication technology with their proprietary hydrocracking processes, developing a dual-frequency ultrasonic system operating at 28 kHz and 40 kHz simultaneously. This innovative approach enhances the breakdown of complex hydrocarbon molecules through controlled acoustic cavitation, resulting in 18% higher conversion rates of heavy crude fractions to valuable lighter products. The technology incorporates real-time monitoring systems that adjust ultrasonic parameters based on feedstock characteristics, optimizing the splitting process for different oil compositions. Their pilot plant studies demonstrate significant reductions in catalyst requirements and processing temperatures, leading to overall operational cost savings of approximately 8-10% compared to traditional thermal cracking methods.
Strengths: Advanced dual-frequency technology, real-time optimization capabilities, reduced catalyst dependency. Weaknesses: Complex system requiring specialized maintenance, limited to specific hydrocracking applications.
Core Patents in Ultrasonic Oil Separation Technology
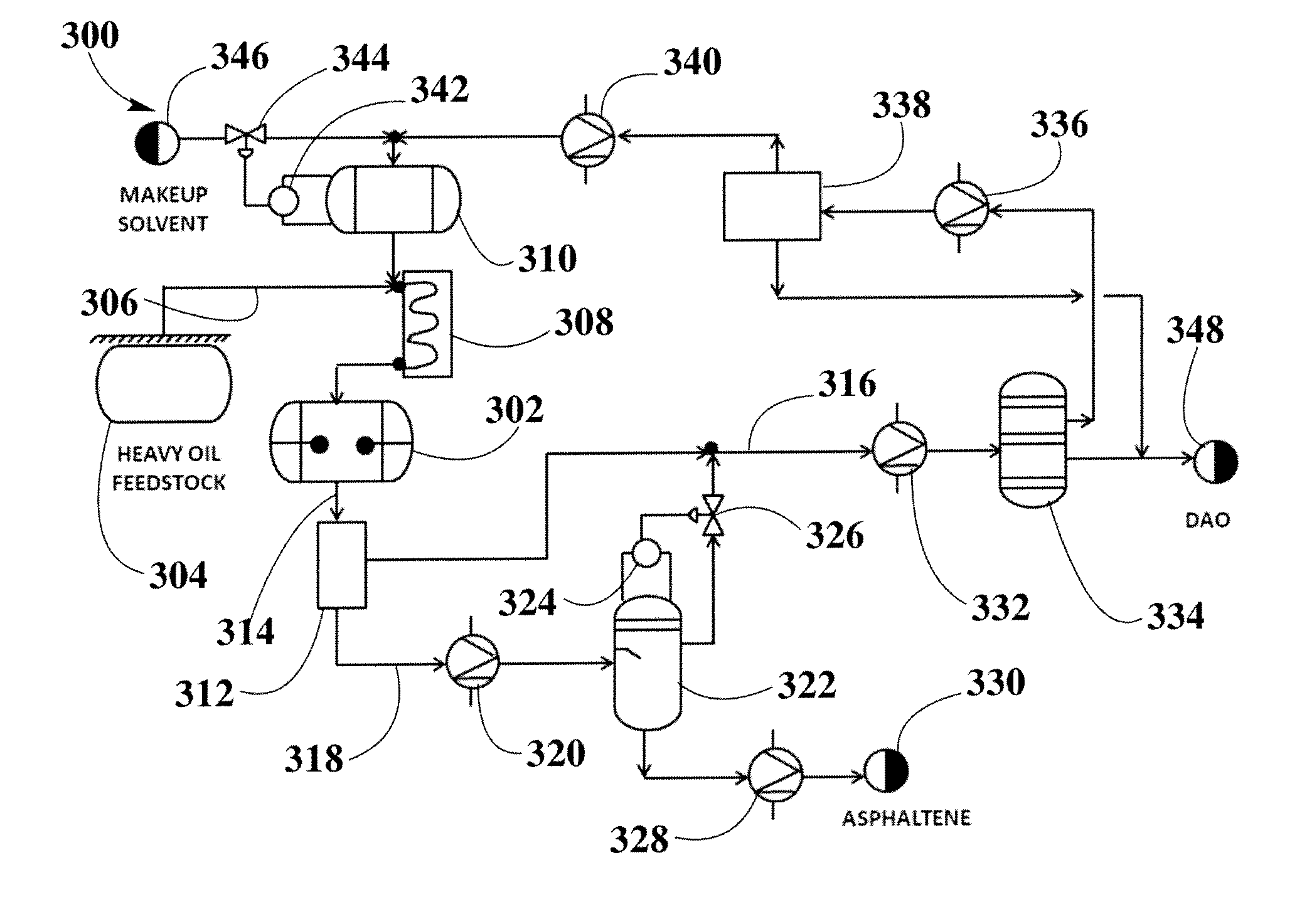
Solvent and asphaltenes separation post sonication
PatentInactiveUS20140262959A1
Innovation
- A system and process for solvent and asphaltenes separation post sonication, utilizing a proprietary sonic reactor with low-frequency, high-amplitude energy to significantly reduce processing time and recover solvents, allowing for efficient separation and recycling of asphaltenes, residues, and solvents, achieving a 95% asphaltene separation and 92% solvent recovery with a portable and scalable setup.

Method for treatment of oil and sand cuttings
PatentActiveCA2941271A1
Innovation
- A method involving the formation of a slurry of oil-sand cuttings and sonicating it using a sonic reactor to break down and inhibit the formation of blocking gels, releasing floatable entrained bitumen by converting electrical energy into kinetic energy through acoustic resonance, facilitating enhanced shear and separation of components.




Environmental Regulations for Oil Treatment Processes
The regulatory landscape governing oil treatment processes has evolved significantly in response to growing environmental concerns and the need for sustainable industrial practices. Modern environmental regulations establish comprehensive frameworks that directly impact the implementation and optimization of sonication-based oil splitting techniques, creating both opportunities and compliance requirements for industry stakeholders.
International environmental standards, particularly those established by the International Maritime Organization and various regional environmental protection agencies, have set stringent limits on oil discharge concentrations and treatment efficiency requirements. These regulations typically mandate that treated water must contain less than 15 parts per million of oil content before discharge, with some jurisdictions imposing even stricter limits of 5 ppm or lower.
The regulatory framework encompasses multiple dimensions of environmental protection, including air quality standards that limit volatile organic compound emissions during oil treatment processes. Sonication techniques must comply with noise pollution regulations, as ultrasonic equipment can generate significant acoustic emissions that may exceed permissible levels in industrial zones. Additionally, energy efficiency mandates increasingly require treatment facilities to demonstrate optimal energy utilization ratios.
Waste management regulations play a crucial role in shaping sonication applications, as the concentrated oil byproducts generated through ultrasonic separation must be handled according to hazardous waste classification standards. The Resource Conservation and Recovery Act in the United States and similar legislation in other regions establish specific protocols for the collection, storage, and disposal of separated oil materials.
Recent regulatory developments have introduced lifecycle assessment requirements, compelling operators to evaluate the environmental impact of their chosen treatment technologies from installation through decommissioning. This holistic approach favors sonication techniques due to their chemical-free operation and reduced secondary waste generation compared to traditional chemical treatment methods.
Compliance monitoring requirements mandate continuous monitoring systems and regular third-party audits, necessitating that sonication equipment incorporate real-time performance tracking capabilities. These regulatory demands have driven technological advancement in automated control systems and data logging infrastructure, ultimately enhancing the reliability and effectiveness of ultrasonic oil treatment processes while ensuring adherence to environmental protection standards.
International environmental standards, particularly those established by the International Maritime Organization and various regional environmental protection agencies, have set stringent limits on oil discharge concentrations and treatment efficiency requirements. These regulations typically mandate that treated water must contain less than 15 parts per million of oil content before discharge, with some jurisdictions imposing even stricter limits of 5 ppm or lower.
The regulatory framework encompasses multiple dimensions of environmental protection, including air quality standards that limit volatile organic compound emissions during oil treatment processes. Sonication techniques must comply with noise pollution regulations, as ultrasonic equipment can generate significant acoustic emissions that may exceed permissible levels in industrial zones. Additionally, energy efficiency mandates increasingly require treatment facilities to demonstrate optimal energy utilization ratios.
Waste management regulations play a crucial role in shaping sonication applications, as the concentrated oil byproducts generated through ultrasonic separation must be handled according to hazardous waste classification standards. The Resource Conservation and Recovery Act in the United States and similar legislation in other regions establish specific protocols for the collection, storage, and disposal of separated oil materials.
Recent regulatory developments have introduced lifecycle assessment requirements, compelling operators to evaluate the environmental impact of their chosen treatment technologies from installation through decommissioning. This holistic approach favors sonication techniques due to their chemical-free operation and reduced secondary waste generation compared to traditional chemical treatment methods.
Compliance monitoring requirements mandate continuous monitoring systems and regular third-party audits, necessitating that sonication equipment incorporate real-time performance tracking capabilities. These regulatory demands have driven technological advancement in automated control systems and data logging infrastructure, ultimately enhancing the reliability and effectiveness of ultrasonic oil treatment processes while ensuring adherence to environmental protection standards.
Energy Efficiency Considerations in Sonication Systems
Energy efficiency represents a critical performance parameter in sonication-based oil splitting systems, directly impacting both operational costs and environmental sustainability. The power consumption characteristics of ultrasonic equipment vary significantly based on frequency selection, amplitude modulation, and duty cycle optimization. High-frequency sonication systems typically operate between 20-100 kHz, with power requirements ranging from 100W to several kilowatts depending on processing volume and desired emulsification efficiency.
The relationship between acoustic power density and energy utilization efficiency follows a non-linear pattern in oil splitting applications. Optimal energy transfer occurs within specific power density ranges, typically 10-50 W/cm², beyond which cavitation intensity may plateau while energy consumption continues to increase. This phenomenon necessitates careful calibration of sonication parameters to achieve maximum oil-water separation efficiency per unit of energy input.
Pulse sonication strategies demonstrate superior energy efficiency compared to continuous wave operations in most oil splitting scenarios. Intermittent sonication allows for cavitation bubble reformation and prevents excessive heating, which can reduce separation effectiveness. Typical pulse configurations employ on-off ratios ranging from 1:1 to 1:4, resulting in energy savings of 30-60% while maintaining comparable or enhanced separation performance.
Heat generation during sonication processes represents a significant energy loss mechanism that requires active management. Excessive thermal buildup not only wastes input energy but can also alter oil viscosity and interfere with separation dynamics. Advanced systems incorporate real-time temperature monitoring and cooling mechanisms to maintain optimal operating temperatures, typically below 60°C for most petroleum-based applications.
Multi-frequency sonication approaches offer promising pathways for enhanced energy efficiency through synergistic effects. Simultaneous application of dual or multiple frequencies can achieve superior cavitation patterns with reduced individual power requirements. Research indicates that frequency combinations such as 28 kHz paired with 40 kHz can improve separation efficiency by 25-40% compared to single-frequency systems operating at equivalent total power levels.
System design considerations significantly influence overall energy efficiency, including transducer positioning, reactor geometry, and flow dynamics optimization. Proper acoustic coupling and impedance matching between transducers and processing media can improve energy transfer efficiency by up to 35%, while optimized flow patterns ensure uniform energy distribution throughout the treatment volume.
The relationship between acoustic power density and energy utilization efficiency follows a non-linear pattern in oil splitting applications. Optimal energy transfer occurs within specific power density ranges, typically 10-50 W/cm², beyond which cavitation intensity may plateau while energy consumption continues to increase. This phenomenon necessitates careful calibration of sonication parameters to achieve maximum oil-water separation efficiency per unit of energy input.
Pulse sonication strategies demonstrate superior energy efficiency compared to continuous wave operations in most oil splitting scenarios. Intermittent sonication allows for cavitation bubble reformation and prevents excessive heating, which can reduce separation effectiveness. Typical pulse configurations employ on-off ratios ranging from 1:1 to 1:4, resulting in energy savings of 30-60% while maintaining comparable or enhanced separation performance.
Heat generation during sonication processes represents a significant energy loss mechanism that requires active management. Excessive thermal buildup not only wastes input energy but can also alter oil viscosity and interfere with separation dynamics. Advanced systems incorporate real-time temperature monitoring and cooling mechanisms to maintain optimal operating temperatures, typically below 60°C for most petroleum-based applications.
Multi-frequency sonication approaches offer promising pathways for enhanced energy efficiency through synergistic effects. Simultaneous application of dual or multiple frequencies can achieve superior cavitation patterns with reduced individual power requirements. Research indicates that frequency combinations such as 28 kHz paired with 40 kHz can improve separation efficiency by 25-40% compared to single-frequency systems operating at equivalent total power levels.
System design considerations significantly influence overall energy efficiency, including transducer positioning, reactor geometry, and flow dynamics optimization. Proper acoustic coupling and impedance matching between transducers and processing media can improve energy transfer efficiency by up to 35%, while optimized flow patterns ensure uniform energy distribution throughout the treatment volume.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!