

Comparing Probe vs Bath Sonicators: Efficiency in Applications
MAR 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ultrasonic Processing Technology Background and Objectives
Ultrasonic processing technology has emerged as a pivotal force in modern industrial applications, fundamentally transforming how materials are processed across diverse sectors. This technology harnesses high-frequency sound waves, typically ranging from 20 kHz to several MHz, to generate cavitation phenomena that create intense localized energy for various processing tasks. The evolution of ultrasonic processing has been marked by continuous innovation in transducer design, power delivery systems, and application-specific configurations.
The historical development of ultrasonic processing can be traced back to the early 20th century, with significant breakthroughs occurring in the 1950s when industrial applications began to emerge. Initially focused on cleaning applications, the technology rapidly expanded into materials processing, chemical synthesis, food processing, and biotechnology. The progression from simple bath configurations to sophisticated probe systems represents a fundamental shift in how ultrasonic energy is delivered and controlled in industrial processes.
Contemporary ultrasonic processing encompasses two primary delivery mechanisms: probe sonicators and bath sonicators, each representing distinct approaches to energy transmission and application control. Probe sonicators utilize direct contact methods where ultrasonic energy is transmitted through a titanium probe directly into the processing medium, enabling precise energy delivery and localized processing effects. Bath sonicators employ indirect energy transmission through a liquid coupling medium, typically water, providing uniform energy distribution across larger processing volumes.
The technological evolution has been driven by increasing demands for process efficiency, reproducibility, and scalability across various industries. Modern applications span from nanomaterial synthesis and pharmaceutical processing to food preservation and environmental remediation. The growing emphasis on green chemistry and sustainable processing methods has further accelerated the adoption of ultrasonic technologies as alternatives to traditional chemical and thermal processing approaches.
Current objectives in ultrasonic processing technology focus on optimizing energy efficiency, enhancing process control precision, and expanding application versatility. Key development targets include improving cavitation control mechanisms, developing advanced frequency modulation techniques, and creating hybrid processing systems that combine ultrasonic energy with other processing modalities. The integration of real-time monitoring systems and artificial intelligence-driven process optimization represents the next frontier in ultrasonic processing advancement.
The comparative analysis of probe versus bath sonicator efficiency has become increasingly critical as industries seek to optimize their processing parameters while minimizing energy consumption and maximizing throughput. Understanding the fundamental differences in energy delivery mechanisms, processing capabilities, and application suitability forms the foundation for strategic technology selection and implementation decisions in modern industrial environments.
The historical development of ultrasonic processing can be traced back to the early 20th century, with significant breakthroughs occurring in the 1950s when industrial applications began to emerge. Initially focused on cleaning applications, the technology rapidly expanded into materials processing, chemical synthesis, food processing, and biotechnology. The progression from simple bath configurations to sophisticated probe systems represents a fundamental shift in how ultrasonic energy is delivered and controlled in industrial processes.
Contemporary ultrasonic processing encompasses two primary delivery mechanisms: probe sonicators and bath sonicators, each representing distinct approaches to energy transmission and application control. Probe sonicators utilize direct contact methods where ultrasonic energy is transmitted through a titanium probe directly into the processing medium, enabling precise energy delivery and localized processing effects. Bath sonicators employ indirect energy transmission through a liquid coupling medium, typically water, providing uniform energy distribution across larger processing volumes.
The technological evolution has been driven by increasing demands for process efficiency, reproducibility, and scalability across various industries. Modern applications span from nanomaterial synthesis and pharmaceutical processing to food preservation and environmental remediation. The growing emphasis on green chemistry and sustainable processing methods has further accelerated the adoption of ultrasonic technologies as alternatives to traditional chemical and thermal processing approaches.
Current objectives in ultrasonic processing technology focus on optimizing energy efficiency, enhancing process control precision, and expanding application versatility. Key development targets include improving cavitation control mechanisms, developing advanced frequency modulation techniques, and creating hybrid processing systems that combine ultrasonic energy with other processing modalities. The integration of real-time monitoring systems and artificial intelligence-driven process optimization represents the next frontier in ultrasonic processing advancement.
The comparative analysis of probe versus bath sonicator efficiency has become increasingly critical as industries seek to optimize their processing parameters while minimizing energy consumption and maximizing throughput. Understanding the fundamental differences in energy delivery mechanisms, processing capabilities, and application suitability forms the foundation for strategic technology selection and implementation decisions in modern industrial environments.
Market Demand Analysis for Sonication Equipment
The global sonication equipment market demonstrates robust growth driven by expanding applications across pharmaceutical, biotechnology, food processing, and materials science industries. Laboratory-scale sonication devices, including both probe and bath sonicators, represent a significant segment within this market, with increasing demand from research institutions, quality control laboratories, and small-scale production facilities.
Pharmaceutical and biotechnology sectors constitute the largest demand drivers for sonication equipment. These industries require precise cell disruption, nanoparticle synthesis, and sample preparation capabilities, creating sustained demand for both probe and bath sonicators. The growing emphasis on drug discovery, vaccine development, and personalized medicine has intensified the need for reliable sonication solutions that can handle diverse sample types and volumes.
Academic and research institutions represent another substantial market segment, with universities and research centers requiring versatile sonication equipment for various experimental applications. The increasing focus on nanotechnology research, materials characterization, and biological sample processing has expanded the addressable market for sonication devices. Government funding for scientific research and infrastructure development continues to support equipment procurement in this sector.
Industrial applications are experiencing notable growth, particularly in food processing, cosmetics, and specialty chemicals manufacturing. Companies seek sonication solutions for emulsification, dispersion, and extraction processes, driving demand for equipment that can operate reliably in production environments. The trend toward process intensification and green chemistry practices has further boosted interest in ultrasonic processing technologies.
Emerging markets in Asia-Pacific and Latin America present significant growth opportunities, driven by expanding pharmaceutical manufacturing, increasing research investments, and growing quality control requirements. Local regulatory developments and international compliance standards are creating additional demand for standardized sonication equipment across these regions.
The market exhibits distinct preferences based on application requirements. Research laboratories often favor probe sonicators for their precision and versatility, while routine processing applications may prefer bath sonicators for their simplicity and batch processing capabilities. This application-driven segmentation influences purchasing decisions and shapes vendor strategies in the competitive landscape.
Pharmaceutical and biotechnology sectors constitute the largest demand drivers for sonication equipment. These industries require precise cell disruption, nanoparticle synthesis, and sample preparation capabilities, creating sustained demand for both probe and bath sonicators. The growing emphasis on drug discovery, vaccine development, and personalized medicine has intensified the need for reliable sonication solutions that can handle diverse sample types and volumes.
Academic and research institutions represent another substantial market segment, with universities and research centers requiring versatile sonication equipment for various experimental applications. The increasing focus on nanotechnology research, materials characterization, and biological sample processing has expanded the addressable market for sonication devices. Government funding for scientific research and infrastructure development continues to support equipment procurement in this sector.
Industrial applications are experiencing notable growth, particularly in food processing, cosmetics, and specialty chemicals manufacturing. Companies seek sonication solutions for emulsification, dispersion, and extraction processes, driving demand for equipment that can operate reliably in production environments. The trend toward process intensification and green chemistry practices has further boosted interest in ultrasonic processing technologies.
Emerging markets in Asia-Pacific and Latin America present significant growth opportunities, driven by expanding pharmaceutical manufacturing, increasing research investments, and growing quality control requirements. Local regulatory developments and international compliance standards are creating additional demand for standardized sonication equipment across these regions.
The market exhibits distinct preferences based on application requirements. Research laboratories often favor probe sonicators for their precision and versatility, while routine processing applications may prefer bath sonicators for their simplicity and batch processing capabilities. This application-driven segmentation influences purchasing decisions and shapes vendor strategies in the competitive landscape.
Current Status of Probe vs Bath Sonicator Technologies
The current landscape of ultrasonic technology is dominated by two primary configurations: probe sonicators and bath sonicators, each representing distinct approaches to ultrasonic energy delivery. Probe sonicators, also known as ultrasonic processors or horn sonicators, utilize direct contact mechanisms where ultrasonic energy is transmitted through a titanium probe directly into the sample medium. This technology has evolved significantly since its introduction in the 1950s, with modern systems achieving power outputs ranging from 50 watts to several kilowatts.
Bath sonicators operate on an indirect energy transfer principle, where samples are placed in containers within an ultrasonic cleaning bath filled with water or other coupling medium. The ultrasonic transducers are typically mounted at the bottom or sides of the bath, generating cavitation bubbles throughout the liquid medium. Current bath sonicator systems commonly operate at frequencies between 25 kHz and 130 kHz, with power densities varying from 50 to 200 watts per liter.
Contemporary probe sonicator technology demonstrates superior energy efficiency in targeted applications, delivering concentrated ultrasonic energy directly to specific sample volumes. Modern probe systems incorporate advanced amplitude control mechanisms, temperature monitoring capabilities, and programmable pulsing sequences to optimize processing conditions. The latest generation features automatic frequency tuning and real-time power adjustment to maintain consistent cavitation intensity throughout processing cycles.
Bath sonicator technology has advanced through improved transducer design and bath geometry optimization. Current systems employ multiple transducer arrays to enhance uniformity of ultrasonic field distribution, addressing historical limitations in energy consistency across the bath volume. Degassing systems and temperature control mechanisms have become standard features in professional-grade bath sonicators, improving reproducibility and process control.
The technological maturity of both systems varies across different application domains. Probe sonicators have achieved higher sophistication in laboratory and industrial processing applications, particularly in cell disruption, nanomaterial synthesis, and emulsification processes. Bath sonicators maintain technological leadership in cleaning applications and gentle sample preparation procedures where uniform, low-intensity treatment is preferred.
Current limitations in probe sonicator technology include probe erosion, sample heating, and potential cross-contamination between samples. Bath sonicators face challenges related to standing wave patterns, energy attenuation through coupling media, and limited scalability for high-throughput applications. Both technologies continue evolving through integration of digital control systems, improved materials science, and enhanced understanding of cavitation physics.
Bath sonicators operate on an indirect energy transfer principle, where samples are placed in containers within an ultrasonic cleaning bath filled with water or other coupling medium. The ultrasonic transducers are typically mounted at the bottom or sides of the bath, generating cavitation bubbles throughout the liquid medium. Current bath sonicator systems commonly operate at frequencies between 25 kHz and 130 kHz, with power densities varying from 50 to 200 watts per liter.
Contemporary probe sonicator technology demonstrates superior energy efficiency in targeted applications, delivering concentrated ultrasonic energy directly to specific sample volumes. Modern probe systems incorporate advanced amplitude control mechanisms, temperature monitoring capabilities, and programmable pulsing sequences to optimize processing conditions. The latest generation features automatic frequency tuning and real-time power adjustment to maintain consistent cavitation intensity throughout processing cycles.
Bath sonicator technology has advanced through improved transducer design and bath geometry optimization. Current systems employ multiple transducer arrays to enhance uniformity of ultrasonic field distribution, addressing historical limitations in energy consistency across the bath volume. Degassing systems and temperature control mechanisms have become standard features in professional-grade bath sonicators, improving reproducibility and process control.
The technological maturity of both systems varies across different application domains. Probe sonicators have achieved higher sophistication in laboratory and industrial processing applications, particularly in cell disruption, nanomaterial synthesis, and emulsification processes. Bath sonicators maintain technological leadership in cleaning applications and gentle sample preparation procedures where uniform, low-intensity treatment is preferred.
Current limitations in probe sonicator technology include probe erosion, sample heating, and potential cross-contamination between samples. Bath sonicators face challenges related to standing wave patterns, energy attenuation through coupling media, and limited scalability for high-throughput applications. Both technologies continue evolving through integration of digital control systems, improved materials science, and enhanced understanding of cavitation physics.
Existing Probe and Bath Sonicator Solutions
01 Optimization of sonicator design and configuration
Improvements in sonicator efficiency can be achieved through optimized design of the sonicator components, including the transducer configuration, horn geometry, and resonance chamber design. These design modifications enhance the transmission of ultrasonic energy to the target medium, resulting in more effective sonication with reduced energy consumption. Advanced materials and structural configurations can minimize energy losses and improve the overall acoustic coupling efficiency.- Optimization of sonicator design and configuration: Improvements in sonicator efficiency can be achieved through optimized design of the sonicator components, including the transducer configuration, horn geometry, and resonance chamber design. These design modifications enhance the transmission of ultrasonic energy to the target medium, resulting in more effective sonication with reduced energy consumption. Advanced materials and structural configurations can minimize energy losses and improve the overall acoustic coupling efficiency.
- Control systems and operational parameters for enhanced efficiency: The efficiency of sonicators can be significantly improved through intelligent control systems that optimize operational parameters such as frequency, amplitude, pulse duration, and duty cycle. Automated feedback mechanisms and real-time monitoring systems allow for dynamic adjustment of sonication parameters based on the characteristics of the material being processed. These control strategies ensure optimal energy delivery while preventing overheating and equipment damage.
- Multi-frequency and swept-frequency sonication techniques: Enhanced sonication efficiency can be achieved through the use of multi-frequency or swept-frequency techniques that apply ultrasonic energy across a range of frequencies. This approach overcomes limitations associated with single-frequency operation, such as standing wave formation and uneven energy distribution. By varying the frequency during operation, more uniform treatment of the sample is achieved, leading to improved processing outcomes and reduced processing time.
- Flow-through and continuous processing systems: Sonicator efficiency for large-scale applications can be enhanced through flow-through and continuous processing configurations. These systems allow for continuous treatment of materials as they pass through the sonication zone, improving throughput and consistency compared to batch processing. Design features such as optimized flow paths, multiple sonication stages, and recirculation loops maximize the exposure of material to ultrasonic energy while maintaining efficient operation.
- Energy recovery and cooling systems: Improvements in overall sonicator efficiency include the integration of energy recovery mechanisms and advanced cooling systems. These features address the significant heat generation that occurs during sonication, which can reduce efficiency and damage sensitive samples. Efficient heat dissipation through optimized cooling channels, heat exchangers, and temperature control systems maintains optimal operating conditions. Energy recovery systems can capture and reuse waste energy, reducing overall power consumption.
02 Control systems and operational parameters
Enhanced sonicator efficiency can be obtained through intelligent control systems that optimize operational parameters such as frequency, amplitude, pulse duration, and duty cycle. Automated feedback mechanisms and real-time monitoring systems allow for dynamic adjustment of sonication parameters based on the characteristics of the material being processed. These control strategies ensure optimal energy delivery while preventing overheating and equipment damage.Expand Specific Solutions03 Multi-frequency and sweep frequency techniques
Sonicator efficiency can be improved by employing multi-frequency or frequency-sweeping techniques that distribute ultrasonic energy more uniformly throughout the sample. These methods reduce the formation of standing waves and hot spots, leading to more consistent processing results. Variable frequency operation also allows for adaptation to different sample types and viscosities, maximizing the effectiveness of cavitation and mechanical disruption.Expand Specific Solutions04 Cooling and temperature management systems
Maintaining optimal temperature during sonication is critical for efficiency, as excessive heat can degrade samples and reduce processing effectiveness. Advanced cooling systems, including jacketed vessels, recirculating chillers, and pulsed operation modes, help maintain consistent temperatures during extended sonication periods. Proper thermal management prevents energy waste through heat dissipation and protects temperature-sensitive materials from degradation.Expand Specific Solutions05 Sample vessel and probe optimization
Sonicator efficiency is significantly influenced by the design and positioning of sample vessels and probes. Optimized vessel geometry, probe immersion depth, and sample volume ratios ensure maximum energy transfer to the target material. Specialized probe tips and vessel configurations can be tailored for specific applications, such as cell disruption, emulsification, or nanoparticle dispersion, improving processing efficiency and reproducibility.Expand Specific Solutions
Major Sonication Equipment Manufacturers Analysis
The sonicator technology market is experiencing steady growth driven by expanding applications across laboratory research, medical device cleaning, and industrial processing sectors. The industry demonstrates a mature competitive landscape with established players like Olympus Corp. and Mindray Bio-Medical Electronics leading in medical applications, while companies such as BSH Hausgeräte GmbH and LG Electronics dominate consumer and industrial segments. Technology maturity varies significantly across applications, with probe sonicators showing advanced development in precision applications through companies like Aber Instruments and Hitachi High-Tech America, while bath sonicators remain prevalent in routine laboratory use. The market exhibits strong diversification with specialized players like TDA Research focusing on advanced materials applications, and emerging companies such as WaterGuru exploring novel water treatment solutions, indicating continued innovation potential despite the technology's established foundation.
Olympus Corp.
Technical Solution: Olympus has developed advanced ultrasonic cleaning and processing systems that utilize both probe and bath sonicator technologies for medical and industrial applications. Their probe sonicators feature high-intensity focused ultrasonic energy delivery with power outputs ranging from 20kHz to 40kHz, enabling precise sample processing and cell disruption in laboratory environments. The company's bath sonicators incorporate multi-frequency technology (25/45kHz dual frequency) with uniform cavitation distribution across the entire bath volume, making them ideal for cleaning delicate medical instruments and optical components. Their systems include advanced temperature control, degassing capabilities, and programmable cleaning cycles to optimize efficiency for different applications.
Strengths: Precise control, medical-grade reliability, advanced temperature management. Weaknesses: Higher cost, complex operation requirements.
Shenzhen Mindray Bio-Medical Electronics Co., Ltd.
Technical Solution: Mindray has integrated ultrasonic technology into their medical diagnostic equipment, particularly focusing on probe-based ultrasonic systems for sample preparation and analysis. Their ultrasonic probe systems operate at optimized frequencies between 20-50kHz with variable amplitude control, designed specifically for biological sample processing and cell lysis applications. The company's approach emphasizes energy efficiency and contamination prevention, incorporating disposable probe tips and automated cleaning protocols. Their bath sonicator solutions feature multi-zone heating and cooling systems with precise temperature control (±1°C) for sensitive biochemical applications, making them suitable for laboratory automation and high-throughput processing environments.
Strengths: Biomedical specialization, contamination control, automation integration. Weaknesses: Limited industrial applications, specialized market focus.
Core Technologies in Ultrasonic Energy Transfer
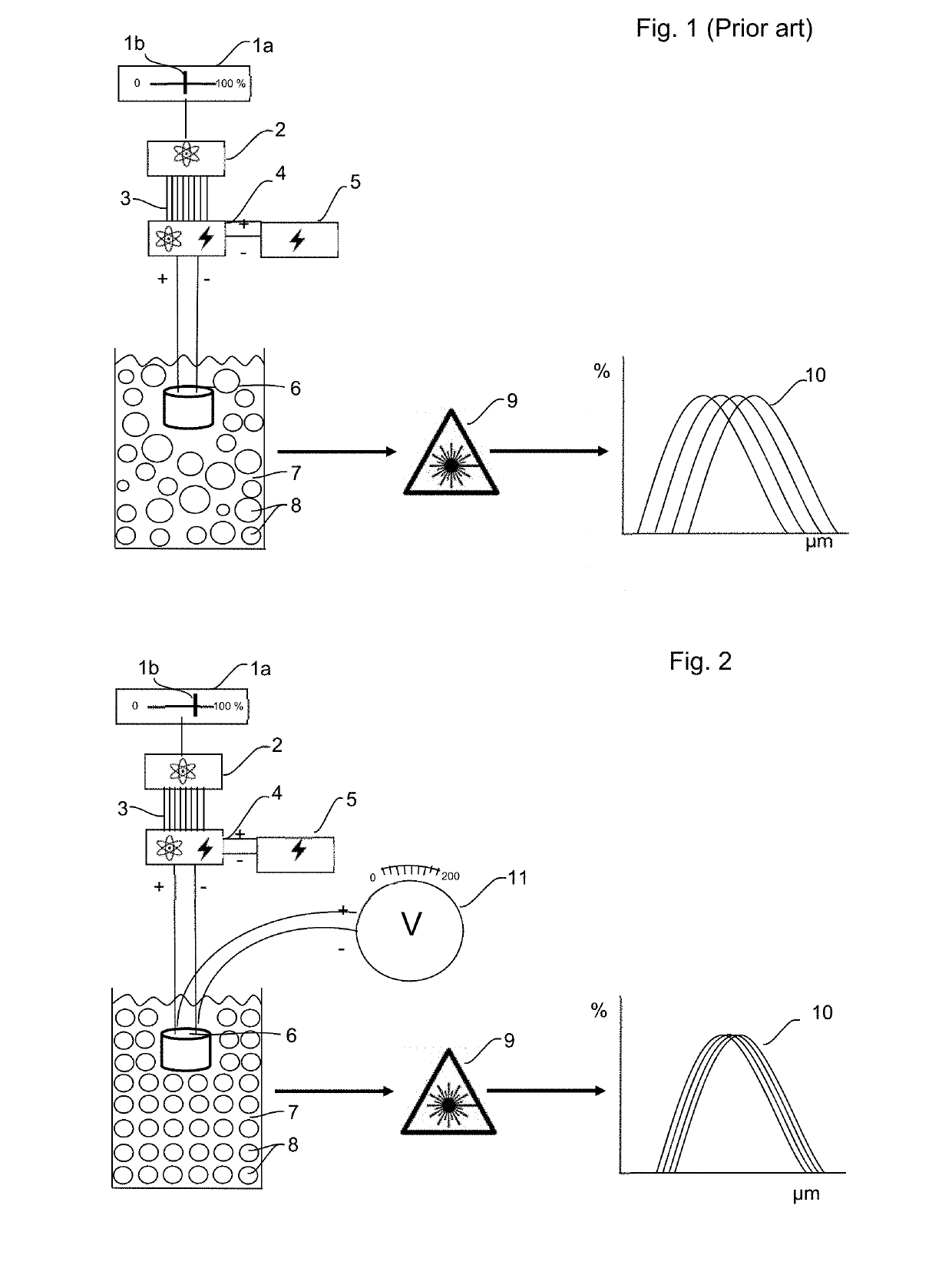
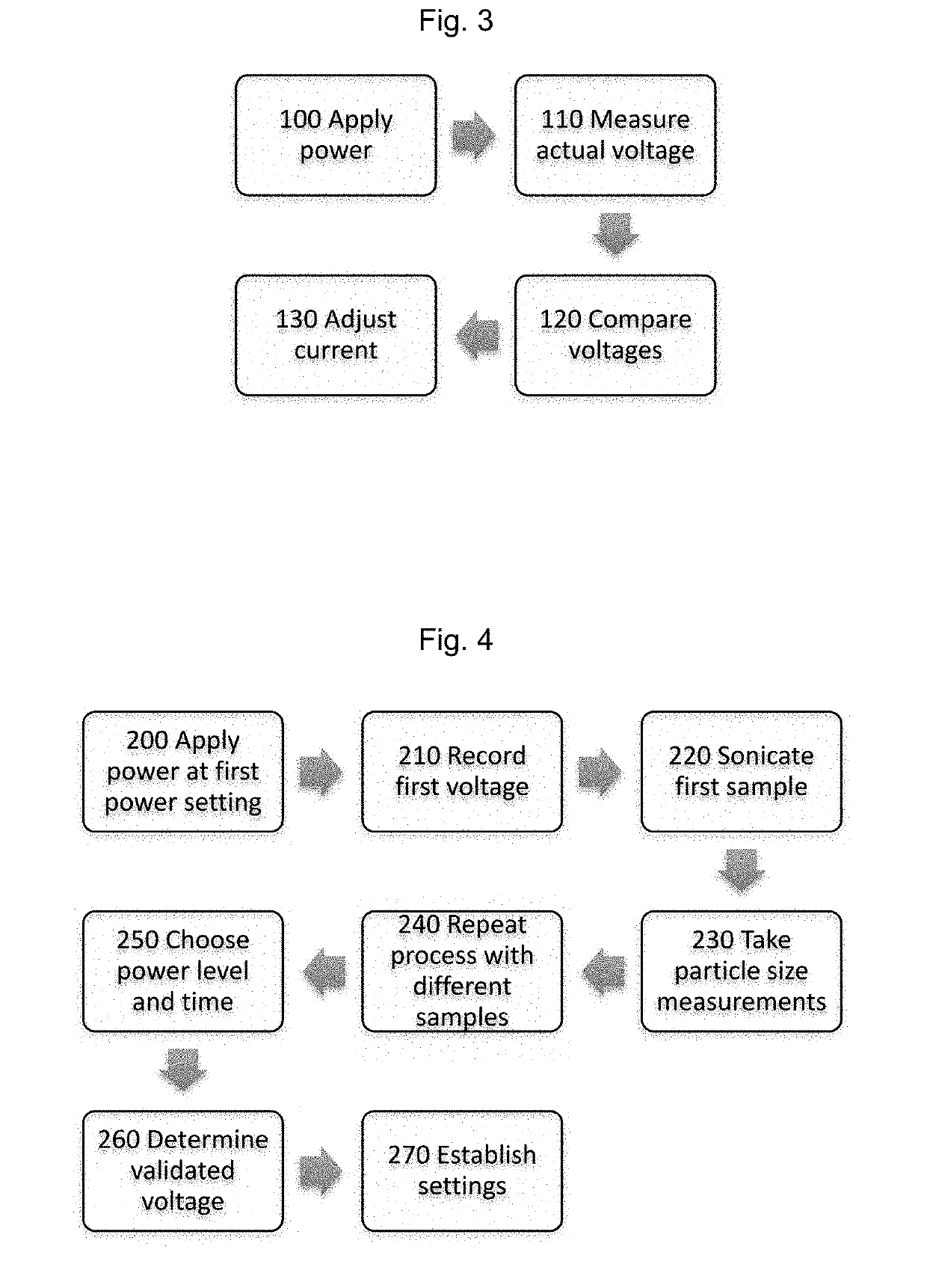
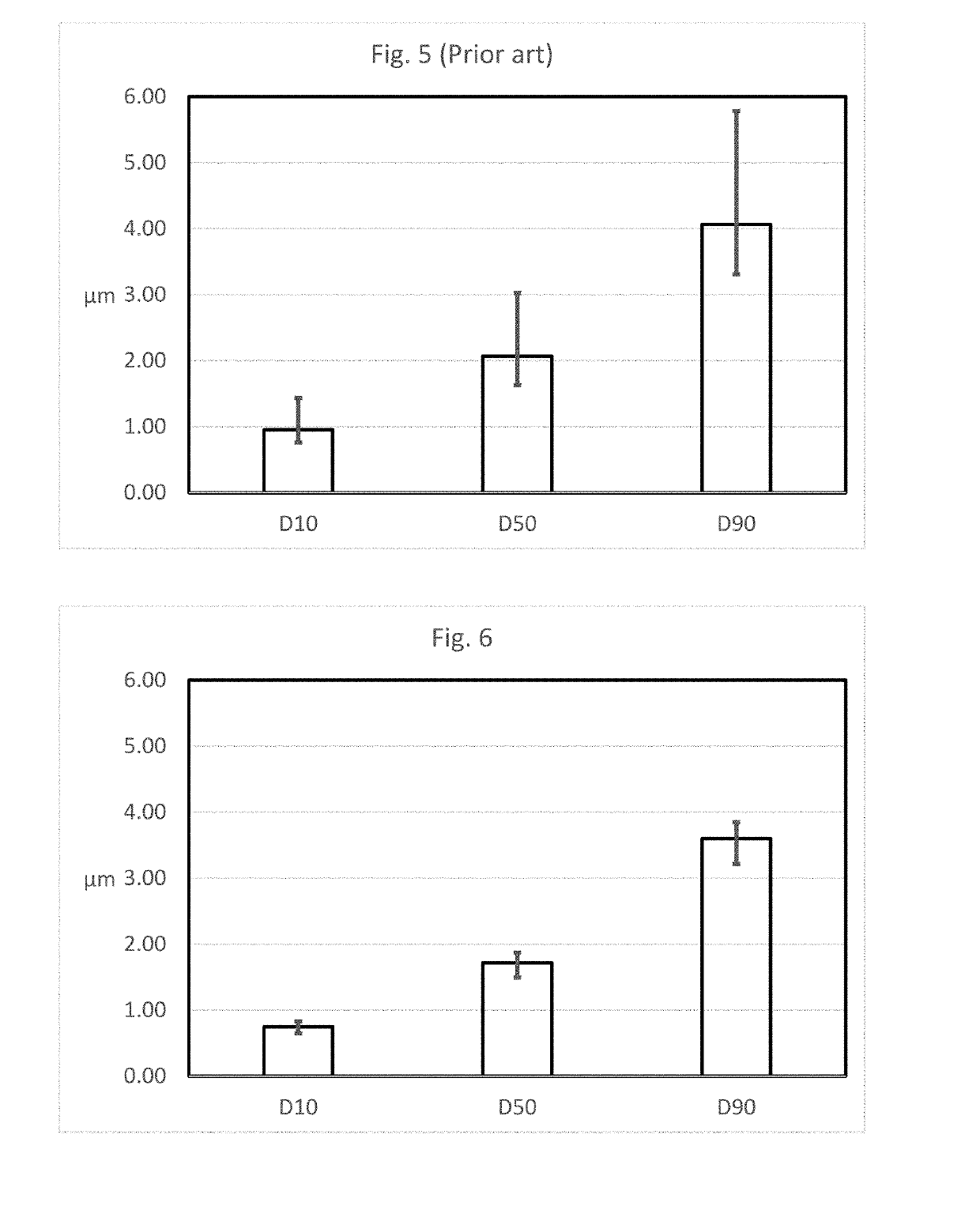
Method and apparatus to improve analytical method development and sample preparation for reproducible particle size measurement
PatentInactiveUS20190178772A1
Innovation
- Measuring the actual voltage produced by the ultrasonic probe using a voltmeter and adjusting the power setting to maintain a consistent validated voltage, ensuring accurate and reproducible sonication and particle size analysis.

Safety Standards for Laboratory Ultrasonic Equipment
Laboratory ultrasonic equipment safety standards encompass comprehensive regulatory frameworks designed to protect personnel and ensure operational integrity across diverse research environments. International standards organizations, including the International Electrotechnical Commission (IEC) and the American National Standards Institute (ANSI), have established specific guidelines for ultrasonic devices operating in laboratory settings. These standards address both probe and bath sonicator configurations, recognizing their distinct operational characteristics and associated risk profiles.
Electrical safety requirements form the foundation of ultrasonic equipment standards, mandating proper grounding systems, insulation integrity, and protection against electrical hazards. Equipment must comply with IEC 61010-1 standards for electrical safety in measurement, control, and laboratory use. Additionally, ultrasonic-specific safety measures include acoustic emission limits to prevent hearing damage, with exposure levels typically restricted to below 85 dB for extended operation periods.
Mechanical safety standards address structural integrity requirements, particularly for high-power probe sonicators that generate significant vibrational forces. Equipment housings must withstand operational stresses while providing adequate protection against accidental contact with energized components. Emergency shutdown mechanisms are mandatory, enabling immediate power disconnection during hazardous situations or equipment malfunctions.
Chemical compatibility standards ensure materials used in ultrasonic equipment construction resist degradation when exposed to various laboratory solvents and reagents. Probe tips and bath containers must demonstrate chemical inertness and maintain structural integrity under repeated exposure to aggressive chemicals. Contamination prevention protocols are established to minimize cross-contamination risks between different sample processing operations.
Ergonomic safety considerations address operator interaction with ultrasonic equipment, including proper positioning requirements, vibration exposure limits, and user interface design standards. Training requirements mandate comprehensive operator education covering safe operating procedures, hazard recognition, and emergency response protocols. Regular maintenance schedules and calibration procedures are standardized to ensure continued compliance with safety specifications throughout equipment lifecycle.
Electrical safety requirements form the foundation of ultrasonic equipment standards, mandating proper grounding systems, insulation integrity, and protection against electrical hazards. Equipment must comply with IEC 61010-1 standards for electrical safety in measurement, control, and laboratory use. Additionally, ultrasonic-specific safety measures include acoustic emission limits to prevent hearing damage, with exposure levels typically restricted to below 85 dB for extended operation periods.
Mechanical safety standards address structural integrity requirements, particularly for high-power probe sonicators that generate significant vibrational forces. Equipment housings must withstand operational stresses while providing adequate protection against accidental contact with energized components. Emergency shutdown mechanisms are mandatory, enabling immediate power disconnection during hazardous situations or equipment malfunctions.
Chemical compatibility standards ensure materials used in ultrasonic equipment construction resist degradation when exposed to various laboratory solvents and reagents. Probe tips and bath containers must demonstrate chemical inertness and maintain structural integrity under repeated exposure to aggressive chemicals. Contamination prevention protocols are established to minimize cross-contamination risks between different sample processing operations.
Ergonomic safety considerations address operator interaction with ultrasonic equipment, including proper positioning requirements, vibration exposure limits, and user interface design standards. Training requirements mandate comprehensive operator education covering safe operating procedures, hazard recognition, and emergency response protocols. Regular maintenance schedules and calibration procedures are standardized to ensure continued compliance with safety specifications throughout equipment lifecycle.
Energy Consumption Optimization in Sonication Systems
Energy consumption represents a critical performance metric in sonication systems, directly impacting operational costs and environmental sustainability. The fundamental energy efficiency differences between probe and bath sonicators stem from their distinct energy transfer mechanisms and acoustic coupling methods. Probe sonicators typically demonstrate superior energy conversion efficiency due to direct contact with the sample medium, achieving energy transfer rates of 85-95% compared to bath sonicators' 15-25% efficiency.
The energy optimization landscape in probe sonicators focuses on amplitude modulation and pulse control strategies. Advanced systems incorporate real-time power monitoring with feedback loops that adjust acoustic output based on sample characteristics and processing requirements. Variable amplitude control allows operators to minimize energy waste while maintaining effective cavitation thresholds. Pulse mode operation, alternating between active and rest periods, significantly reduces heat generation and overall energy consumption by 30-40% compared to continuous operation.
Bath sonicator energy optimization presents unique challenges due to indirect energy transfer through coupling media. Multi-frequency systems have emerged as a primary optimization strategy, utilizing simultaneous or sequential frequency sweeps to enhance energy distribution uniformity. Degassing protocols for bath media improve acoustic transmission efficiency, while temperature control systems prevent energy losses through excessive heating. Advanced bath designs incorporate acoustic focusing elements and reflective surfaces to concentrate energy within target zones.
Emerging optimization technologies include adaptive frequency tuning systems that automatically adjust operating parameters based on real-time impedance measurements. Machine learning algorithms analyze historical processing data to predict optimal energy profiles for specific applications. Smart power management systems integrate renewable energy sources and implement load balancing to minimize peak power consumption during high-throughput operations.
The integration of IoT sensors enables comprehensive energy monitoring across multiple sonication units, facilitating system-wide optimization strategies. Predictive maintenance algorithms reduce energy waste by identifying component degradation before efficiency losses occur. These technological advances collectively drive the evolution toward more sustainable and cost-effective sonication processes across industrial applications.
The energy optimization landscape in probe sonicators focuses on amplitude modulation and pulse control strategies. Advanced systems incorporate real-time power monitoring with feedback loops that adjust acoustic output based on sample characteristics and processing requirements. Variable amplitude control allows operators to minimize energy waste while maintaining effective cavitation thresholds. Pulse mode operation, alternating between active and rest periods, significantly reduces heat generation and overall energy consumption by 30-40% compared to continuous operation.
Bath sonicator energy optimization presents unique challenges due to indirect energy transfer through coupling media. Multi-frequency systems have emerged as a primary optimization strategy, utilizing simultaneous or sequential frequency sweeps to enhance energy distribution uniformity. Degassing protocols for bath media improve acoustic transmission efficiency, while temperature control systems prevent energy losses through excessive heating. Advanced bath designs incorporate acoustic focusing elements and reflective surfaces to concentrate energy within target zones.
Emerging optimization technologies include adaptive frequency tuning systems that automatically adjust operating parameters based on real-time impedance measurements. Machine learning algorithms analyze historical processing data to predict optimal energy profiles for specific applications. Smart power management systems integrate renewable energy sources and implement load balancing to minimize peak power consumption during high-throughput operations.
The integration of IoT sensors enables comprehensive energy monitoring across multiple sonication units, facilitating system-wide optimization strategies. Predictive maintenance algorithms reduce energy waste by identifying component degradation before efficiency losses occur. These technological advances collectively drive the evolution toward more sustainable and cost-effective sonication processes across industrial applications.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!