Frequency-Locked Loop Precision in Milling Machines: Ensuring Smooth Operation
MAR 18, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
FLL Technology Background and Precision Goals in Milling
Frequency-Locked Loop (FLL) technology represents a critical advancement in precision control systems for modern manufacturing equipment, particularly in high-precision milling operations. Unlike traditional Phase-Locked Loop (PLL) systems, FLL technology focuses on maintaining frequency stability rather than phase coherence, making it exceptionally well-suited for applications requiring consistent rotational speeds and vibration control in machining environments.
The evolution of FLL technology in industrial applications traces back to the early 2000s when manufacturers began recognizing the limitations of conventional speed control systems in achieving the precision demanded by advanced manufacturing processes. Initial implementations were primarily found in semiconductor fabrication equipment, where minute variations in operational frequency could result in significant defects. The technology gradually migrated to precision machining applications as the demand for tighter tolerances and superior surface finishes increased across aerospace, automotive, and medical device manufacturing sectors.
Modern milling machines equipped with FLL systems demonstrate remarkable improvements in operational stability compared to their predecessors. The technology addresses fundamental challenges in maintaining consistent spindle speeds, reducing tool chatter, and minimizing thermal variations that can compromise machining accuracy. FLL systems continuously monitor and adjust the frequency of critical machine components, ensuring that deviations from target operational parameters are corrected within microseconds.
The precision goals established for FLL implementation in milling applications are increasingly stringent, driven by industry demands for components with tolerances measured in micrometers. Current industry standards target frequency stability within ±0.001% of the nominal operating frequency, with response times to disturbances not exceeding 10 milliseconds. These specifications enable the production of components with surface roughness values below 0.1 micrometers Ra and dimensional accuracies within ±2 micrometers across extended machining cycles.
Contemporary FLL systems in milling machines integrate advanced digital signal processing algorithms with real-time feedback mechanisms to achieve these precision targets. The technology encompasses sophisticated sensor networks that monitor spindle vibrations, cutting forces, and thermal conditions, feeding this data into control algorithms that make instantaneous adjustments to maintain optimal operating frequencies. This comprehensive approach ensures that machining operations remain within specified parameters regardless of external disturbances or varying workpiece materials.
The evolution of FLL technology in industrial applications traces back to the early 2000s when manufacturers began recognizing the limitations of conventional speed control systems in achieving the precision demanded by advanced manufacturing processes. Initial implementations were primarily found in semiconductor fabrication equipment, where minute variations in operational frequency could result in significant defects. The technology gradually migrated to precision machining applications as the demand for tighter tolerances and superior surface finishes increased across aerospace, automotive, and medical device manufacturing sectors.
Modern milling machines equipped with FLL systems demonstrate remarkable improvements in operational stability compared to their predecessors. The technology addresses fundamental challenges in maintaining consistent spindle speeds, reducing tool chatter, and minimizing thermal variations that can compromise machining accuracy. FLL systems continuously monitor and adjust the frequency of critical machine components, ensuring that deviations from target operational parameters are corrected within microseconds.
The precision goals established for FLL implementation in milling applications are increasingly stringent, driven by industry demands for components with tolerances measured in micrometers. Current industry standards target frequency stability within ±0.001% of the nominal operating frequency, with response times to disturbances not exceeding 10 milliseconds. These specifications enable the production of components with surface roughness values below 0.1 micrometers Ra and dimensional accuracies within ±2 micrometers across extended machining cycles.
Contemporary FLL systems in milling machines integrate advanced digital signal processing algorithms with real-time feedback mechanisms to achieve these precision targets. The technology encompasses sophisticated sensor networks that monitor spindle vibrations, cutting forces, and thermal conditions, feeding this data into control algorithms that make instantaneous adjustments to maintain optimal operating frequencies. This comprehensive approach ensures that machining operations remain within specified parameters regardless of external disturbances or varying workpiece materials.
Market Demand for High-Precision Milling Machine Control
The global manufacturing industry is experiencing unprecedented demand for high-precision machining capabilities, driven by the increasing complexity of modern products across aerospace, automotive, medical devices, and electronics sectors. This surge in precision requirements has created substantial market opportunities for advanced milling machine control systems that can deliver consistent, repeatable accuracy at the micron level.
Aerospace manufacturers represent one of the most demanding market segments, requiring milling machines capable of producing components with tolerances measured in fractions of micrometers. The production of turbine blades, structural components, and precision instruments necessitates control systems that can maintain exceptional stability throughout extended machining cycles. Similarly, the automotive industry's shift toward electric vehicles and advanced driver assistance systems has intensified the need for precision-machined components in battery housings, sensor mounts, and electronic control units.
The medical device manufacturing sector continues to expand its requirements for ultra-precise machining, particularly in the production of implants, surgical instruments, and diagnostic equipment components. These applications demand not only exceptional dimensional accuracy but also superior surface finish quality, placing additional stress on control system performance and stability.
Electronics manufacturing has evolved to require increasingly sophisticated milling operations for producing miniaturized components, circuit board features, and semiconductor packaging elements. The trend toward smaller, more complex electronic devices has created a corresponding demand for milling machines capable of maintaining precision at microscopic scales while operating at high speeds.
Market analysis reveals that manufacturers are increasingly prioritizing total cost of ownership over initial equipment costs, recognizing that precision control systems deliver value through reduced scrap rates, minimized rework, and enhanced production throughput. This shift in purchasing criteria has created opportunities for advanced control technologies that can demonstrate measurable improvements in operational efficiency.
The competitive landscape shows growing consolidation among precision manufacturing suppliers, with larger organizations seeking to differentiate themselves through superior quality capabilities. This trend has intensified demand for milling machine control systems that can provide documented precision performance and traceability features required for quality certification processes.
Emerging markets in Asia-Pacific regions are experiencing rapid growth in precision manufacturing capabilities, driven by technology transfer initiatives and increasing domestic demand for high-quality manufactured goods. These markets represent significant opportunities for advanced milling machine control technologies, particularly systems that can operate reliably in diverse industrial environments while maintaining consistent precision performance standards.
Aerospace manufacturers represent one of the most demanding market segments, requiring milling machines capable of producing components with tolerances measured in fractions of micrometers. The production of turbine blades, structural components, and precision instruments necessitates control systems that can maintain exceptional stability throughout extended machining cycles. Similarly, the automotive industry's shift toward electric vehicles and advanced driver assistance systems has intensified the need for precision-machined components in battery housings, sensor mounts, and electronic control units.
The medical device manufacturing sector continues to expand its requirements for ultra-precise machining, particularly in the production of implants, surgical instruments, and diagnostic equipment components. These applications demand not only exceptional dimensional accuracy but also superior surface finish quality, placing additional stress on control system performance and stability.
Electronics manufacturing has evolved to require increasingly sophisticated milling operations for producing miniaturized components, circuit board features, and semiconductor packaging elements. The trend toward smaller, more complex electronic devices has created a corresponding demand for milling machines capable of maintaining precision at microscopic scales while operating at high speeds.
Market analysis reveals that manufacturers are increasingly prioritizing total cost of ownership over initial equipment costs, recognizing that precision control systems deliver value through reduced scrap rates, minimized rework, and enhanced production throughput. This shift in purchasing criteria has created opportunities for advanced control technologies that can demonstrate measurable improvements in operational efficiency.
The competitive landscape shows growing consolidation among precision manufacturing suppliers, with larger organizations seeking to differentiate themselves through superior quality capabilities. This trend has intensified demand for milling machine control systems that can provide documented precision performance and traceability features required for quality certification processes.
Emerging markets in Asia-Pacific regions are experiencing rapid growth in precision manufacturing capabilities, driven by technology transfer initiatives and increasing domestic demand for high-quality manufactured goods. These markets represent significant opportunities for advanced milling machine control technologies, particularly systems that can operate reliably in diverse industrial environments while maintaining consistent precision performance standards.
Current FLL Implementation Challenges in CNC Systems
Current FLL implementation in CNC milling systems faces significant challenges that directly impact machining precision and operational stability. The primary obstacle lies in achieving consistent frequency synchronization between the spindle motor control system and the machine's feedback sensors under varying load conditions. Traditional FLL architectures struggle to maintain phase coherence when cutting forces fluctuate rapidly, particularly during complex geometrical operations or when transitioning between different material densities.
Thermal drift represents another critical implementation challenge affecting FLL performance in industrial environments. Temperature variations within CNC control cabinets cause frequency reference oscillators to shift, leading to gradual degradation of loop lock accuracy. This thermal instability becomes particularly pronounced during extended machining cycles, where accumulated heat from power electronics and motor drives creates non-uniform temperature distributions that compromise the frequency stability of reference clocks.
Signal integrity issues plague current FLL implementations due to electromagnetic interference from high-power servo drives and switching power supplies commonly found in CNC systems. The proximity of sensitive analog frequency detection circuits to these noise sources results in spurious frequency components that can cause false lock conditions or prevent proper acquisition altogether. Inadequate shielding and grounding practices in many existing installations exacerbate these interference problems.
Real-time processing limitations constrain the effectiveness of current FLL algorithms in CNC applications. Many existing implementations rely on legacy digital signal processors with insufficient computational bandwidth to execute advanced filtering and prediction algorithms necessary for maintaining stable frequency lock during rapid feed rate changes. The resulting latency in frequency correction responses leads to temporary loss of synchronization during aggressive machining operations.
Integration complexity with existing CNC control architectures presents substantial implementation barriers. Current FLL solutions often require extensive modifications to established motion control software, creating compatibility issues with proven machining programs and operator interfaces. The lack of standardized communication protocols between FLL modules and CNC controllers further complicates system integration efforts.
Calibration and maintenance requirements for current FLL systems demand specialized expertise that is often unavailable in typical manufacturing environments. The need for periodic frequency reference adjustments and loop parameter optimization creates operational overhead that many facilities struggle to accommodate within their existing maintenance schedules and technical capabilities.
Thermal drift represents another critical implementation challenge affecting FLL performance in industrial environments. Temperature variations within CNC control cabinets cause frequency reference oscillators to shift, leading to gradual degradation of loop lock accuracy. This thermal instability becomes particularly pronounced during extended machining cycles, where accumulated heat from power electronics and motor drives creates non-uniform temperature distributions that compromise the frequency stability of reference clocks.
Signal integrity issues plague current FLL implementations due to electromagnetic interference from high-power servo drives and switching power supplies commonly found in CNC systems. The proximity of sensitive analog frequency detection circuits to these noise sources results in spurious frequency components that can cause false lock conditions or prevent proper acquisition altogether. Inadequate shielding and grounding practices in many existing installations exacerbate these interference problems.
Real-time processing limitations constrain the effectiveness of current FLL algorithms in CNC applications. Many existing implementations rely on legacy digital signal processors with insufficient computational bandwidth to execute advanced filtering and prediction algorithms necessary for maintaining stable frequency lock during rapid feed rate changes. The resulting latency in frequency correction responses leads to temporary loss of synchronization during aggressive machining operations.
Integration complexity with existing CNC control architectures presents substantial implementation barriers. Current FLL solutions often require extensive modifications to established motion control software, creating compatibility issues with proven machining programs and operator interfaces. The lack of standardized communication protocols between FLL modules and CNC controllers further complicates system integration efforts.
Calibration and maintenance requirements for current FLL systems demand specialized expertise that is often unavailable in typical manufacturing environments. The need for periodic frequency reference adjustments and loop parameter optimization creates operational overhead that many facilities struggle to accommodate within their existing maintenance schedules and technical capabilities.
Existing FLL Solutions for Milling Machine Stability
01 Phase detector and charge pump optimization for precision
Improving the precision of frequency-locked loops through enhanced phase detector designs and charge pump circuits. These components are critical for detecting phase differences and generating control signals with minimal error. Advanced architectures reduce dead zones, minimize charge sharing effects, and improve linearity to achieve higher precision in frequency locking applications.- Phase detector and charge pump optimization for precision: Improving the precision of frequency-locked loops through enhanced phase detector designs and charge pump circuits. These components are critical for detecting phase differences and generating control signals with minimal error. Advanced architectures reduce dead zones, minimize charge sharing effects, and improve linearity to achieve higher precision in frequency locking. Techniques include multi-stage phase detection, differential charge pump designs, and compensation circuits for reducing mismatch errors.
- Digital frequency-locked loop architectures: Implementation of digital control techniques to enhance frequency-locked loop precision. Digital architectures offer advantages such as programmability, reduced sensitivity to process variations, and improved noise immunity. These systems utilize digital phase detectors, time-to-digital converters, and digitally controlled oscillators to achieve precise frequency locking. Digital filtering and adaptive algorithms further enhance precision by compensating for environmental variations and system non-idealities.
- Loop filter design and bandwidth optimization: Optimization of loop filter characteristics to balance between lock time, jitter performance, and stability in frequency-locked loops. Proper filter design is essential for achieving high precision while maintaining adequate phase margin and loop stability. Techniques include adaptive bandwidth control, multi-order filtering, and compensation networks that adjust loop dynamics based on operating conditions. The filter design directly impacts the ability to reject noise and track frequency variations with precision.
- Voltage-controlled oscillator linearization and tuning: Methods for improving voltage-controlled oscillator linearity and tuning characteristics to enhance overall frequency-locked loop precision. Non-linearities in oscillator gain can cause frequency errors and increased jitter. Techniques include gain compensation circuits, multi-band tuning architectures, and calibration schemes that characterize and correct for oscillator non-idealities. Temperature and supply voltage compensation further improve precision across operating conditions.
- Jitter reduction and noise suppression techniques: Advanced methods for minimizing jitter and suppressing noise sources that degrade frequency-locked loop precision. These techniques address both internal noise sources such as device noise and external interference. Approaches include low-noise circuit design, supply regulation, substrate isolation, and filtering techniques. Dual-loop architectures, injection-locked oscillators, and feedforward compensation can significantly reduce accumulated jitter and improve long-term frequency stability and precision.
02 Digital frequency-locked loop architectures
Implementation of digital control techniques to enhance frequency-locked loop precision. Digital architectures utilize time-to-digital converters, digital loop filters, and digitally controlled oscillators to achieve fine frequency resolution and improved noise immunity. These systems offer programmability and better process scalability compared to analog implementations.Expand Specific Solutions03 Loop filter design and bandwidth optimization
Optimization of loop filter characteristics to balance lock time, jitter performance, and stability in frequency-locked loops. Proper filter design determines the loop bandwidth and damping factor, which directly impact precision and dynamic response. Advanced filter topologies incorporate adaptive bandwidth control and noise filtering techniques to maintain precision across varying operating conditions.Expand Specific Solutions04 Voltage-controlled oscillator linearization and tuning
Techniques for improving voltage-controlled oscillator linearity and tuning characteristics to enhance overall frequency-locked loop precision. Methods include gain compensation circuits, temperature stabilization, and multi-band tuning architectures. These approaches reduce frequency deviation errors and improve the predictability of oscillator response to control voltages.Expand Specific Solutions05 Calibration and compensation techniques
Implementation of calibration algorithms and compensation circuits to correct systematic errors and improve frequency-locked loop precision. These techniques address process variations, temperature drift, and supply voltage fluctuations. Automatic calibration routines adjust loop parameters dynamically, while compensation circuits correct for known non-idealities in circuit components to maintain precision over time and environmental conditions.Expand Specific Solutions
Key Players in CNC and Frequency Control Solutions
The frequency-locked loop precision technology in milling machines represents a mature industrial automation sector experiencing steady growth driven by demands for enhanced manufacturing precision and operational efficiency. The market demonstrates significant scale with established players spanning multiple technological domains, from semiconductor giants like Intel Corp. and STMicroelectronics to specialized precision machinery manufacturers such as Step-Tec AG and FANUC Corp. Technology maturity varies considerably across the competitive landscape, with companies like Huawei Technologies and Toshiba Corp. bringing advanced digital control capabilities, while traditional machining specialists including Kennametal Inc. and OPS-INGERSOLL Funkenerosion GmbH contribute proven mechanical precision expertise. This convergence of digital control systems with mechanical engineering creates a robust ecosystem where frequency-locked loop implementations benefit from both cutting-edge semiconductor technologies and decades of precision manufacturing experience, positioning the industry for continued innovation in automated milling applications.
Step-Tec AG
Technical Solution: Step-Tec specializes in high-frequency spindle systems with integrated frequency-locked loop precision control for milling machines. Their technology focuses on maintaining precise frequency stability in high-speed spindles operating at frequencies up to 180,000 RPM. The FLL system incorporates advanced bearing technology and magnetic levitation systems to minimize mechanical vibrations that could affect frequency precision. Their spindles feature real-time frequency monitoring and automatic compensation systems that adjust for thermal expansion and mechanical wear, ensuring consistent performance throughout extended machining cycles in precision manufacturing environments.
Strengths: Specialized high-frequency spindle expertise and advanced bearing technology integration. Weaknesses: Limited to spindle-specific applications and high maintenance requirements for magnetic systems.
Festo AG
Technical Solution: Festo implements frequency-locked loop precision in their pneumatic and electric drive systems for milling machine automation. Their approach combines servo-pneumatic technology with electronic frequency control to achieve precise positioning and smooth operation in milling applications. The system utilizes proportional valves and electronic controllers that maintain consistent frequency response across varying load conditions. Their FLL technology is integrated with motion control systems that provide real-time feedback and adjustment capabilities, ensuring smooth operation during complex milling sequences and reducing mechanical stress on machine components.
Strengths: Innovative pneumatic-electric hybrid systems and excellent motion control integration. Weaknesses: Limited to specific automation applications and requires compressed air infrastructure.
Core FLL Patents for Manufacturing Precision Control
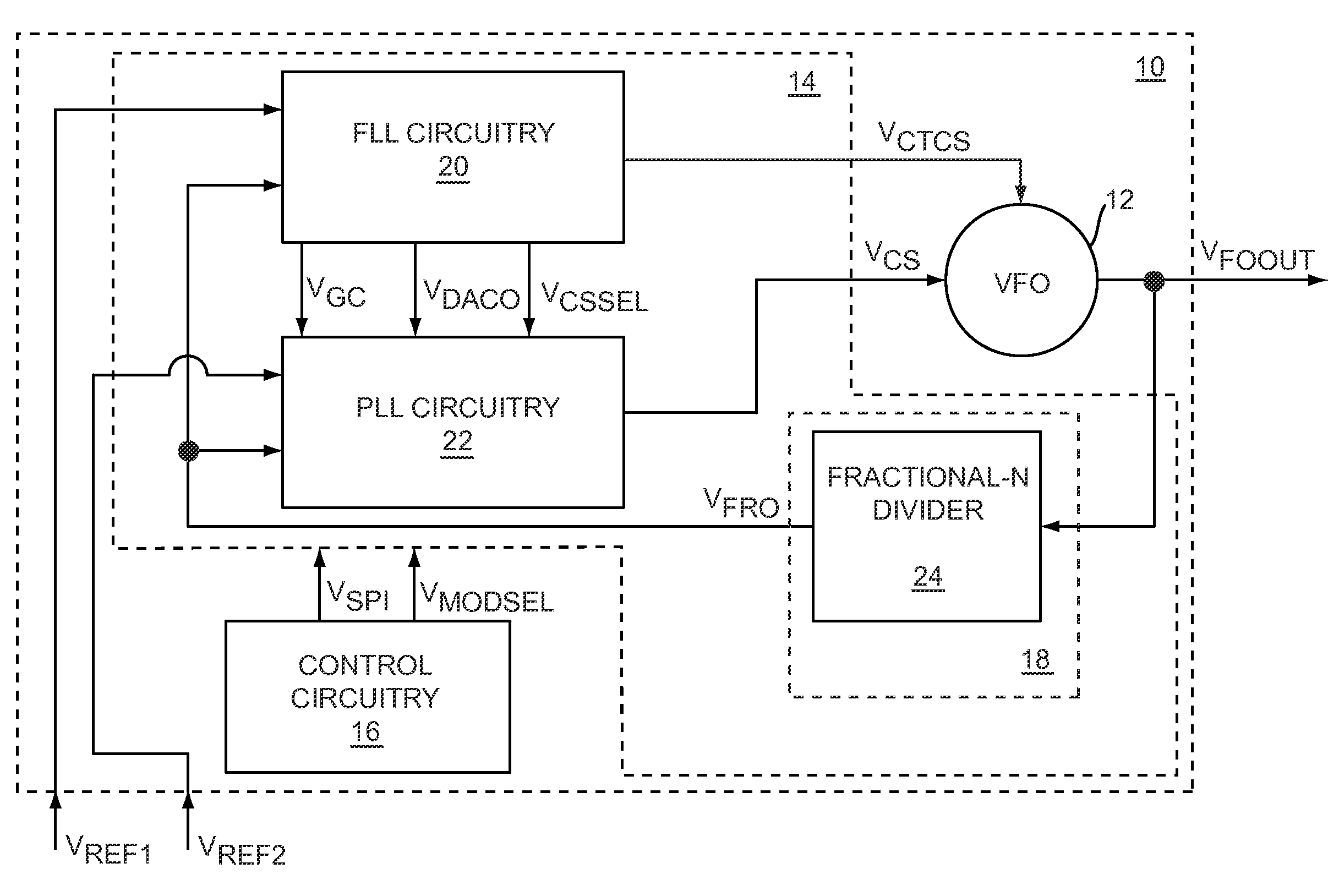
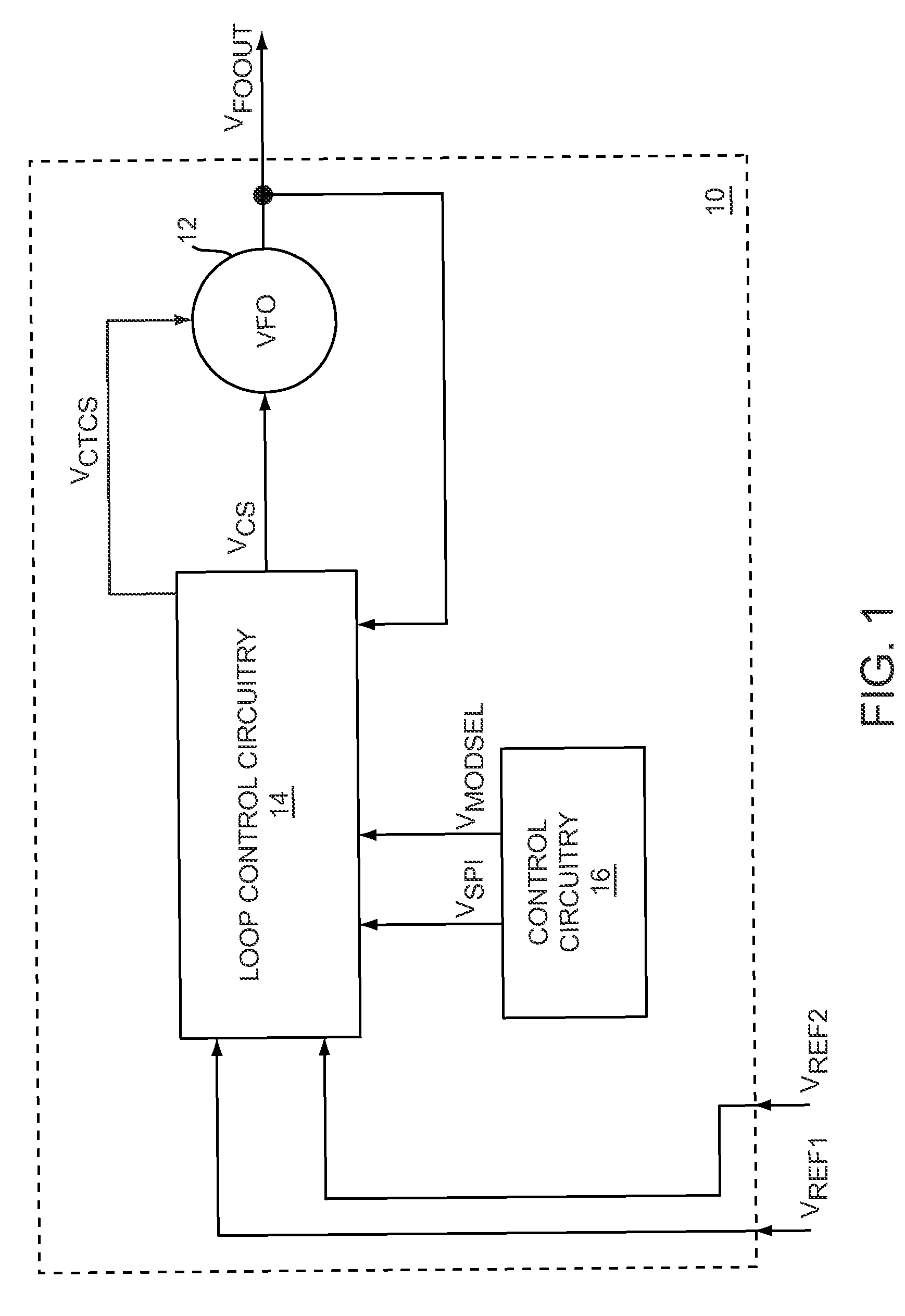
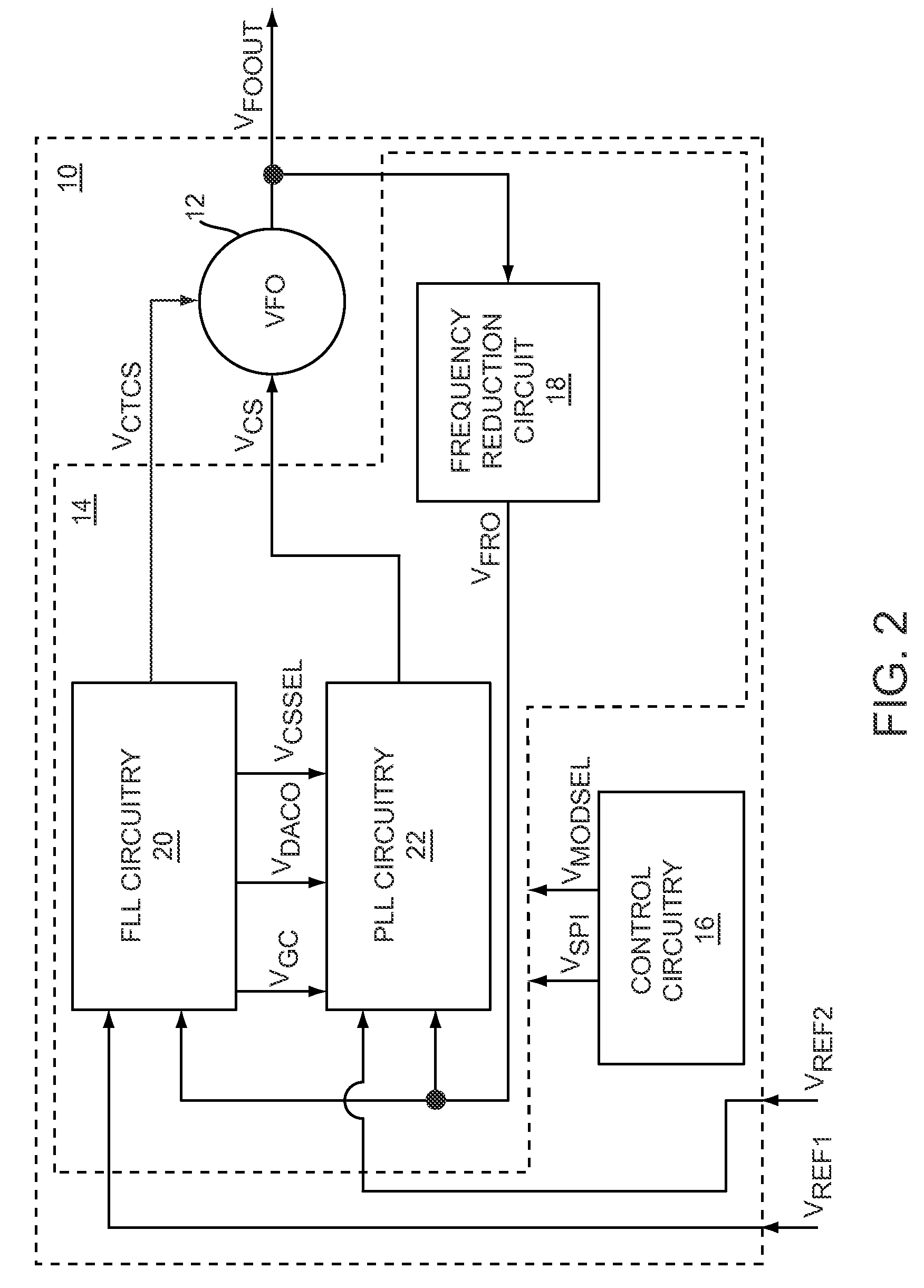
Frequency locked loop with fast reaction time
PatentInactiveUS20190165797A1
Innovation
- A frequency locked loop design featuring a digitally controlled oscillator, frequency counter and sequencer circuit, and controller with a variable frequency clock signal, utilizing a resynchronization circuit and trigger signal to synchronize phases and reduce iteration time by allowing early initiation of counting phases post-computation.




Frequency-locked loop calibration of a phase-locked loop gain
PatentInactiveUS7898343B1
Innovation
- A calibrated phase-locked loop (PLL) system with a calibration mode for measuring tuning gain and a PLL mode for normal operation, using frequency-locked loop (FLL) circuit elements for coarse tuning and PLL for high frequency accuracy, reducing phase lock times by regulating loop gain and pre-charging the PLL loop filter.

Industrial Safety Standards for CNC Frequency Control
Industrial safety standards for CNC frequency control systems represent a critical framework ensuring operational integrity and personnel protection in precision milling environments. These standards encompass electromagnetic compatibility requirements, electrical safety protocols, and functional safety measures specifically designed for frequency-locked loop applications in manufacturing equipment.
The International Electrotechnical Commission (IEC) 61800 series provides fundamental guidelines for adjustable speed electrical power drive systems, establishing baseline requirements for frequency control mechanisms. These standards mandate specific isolation requirements, grounding protocols, and electromagnetic interference limits that directly impact frequency-locked loop performance in CNC applications.
Functional safety standards, particularly IEC 61508 and its machinery-specific derivative ISO 13849, define Safety Integrity Levels (SIL) for frequency control systems. For milling machine applications, these standards require redundant monitoring of frequency stability, automatic shutdown mechanisms when frequency deviation exceeds predetermined thresholds, and fail-safe operation modes that prevent catastrophic equipment failure or operator injury.
The Machinery Directive 2006/42/EC establishes European Union requirements for CNC equipment safety, mandating comprehensive risk assessment procedures for frequency control systems. This directive requires manufacturers to implement protective measures against frequency instability that could result in unexpected machine behavior, tool breakage, or workpiece ejection.
National Institute for Occupational Safety and Health (NIOSH) guidelines specifically address frequency control hazards in metalworking operations. These recommendations include mandatory frequency monitoring displays, audible alarm systems for frequency drift conditions, and emergency stop mechanisms that immediately halt spindle operation when frequency-locked loop precision falls below acceptable parameters.
Recent updates to ANSI B11.0 safety standards incorporate specific provisions for digital frequency control systems, requiring periodic calibration verification, documented maintenance procedures for frequency stability components, and operator training protocols covering frequency-related safety procedures. These standards also mandate installation of frequency monitoring systems with data logging capabilities to support incident investigation and preventive maintenance programs.
Compliance with these industrial safety standards ensures that frequency-locked loop systems in milling machines maintain operational reliability while protecting both equipment and personnel from frequency-related hazards.
The International Electrotechnical Commission (IEC) 61800 series provides fundamental guidelines for adjustable speed electrical power drive systems, establishing baseline requirements for frequency control mechanisms. These standards mandate specific isolation requirements, grounding protocols, and electromagnetic interference limits that directly impact frequency-locked loop performance in CNC applications.
Functional safety standards, particularly IEC 61508 and its machinery-specific derivative ISO 13849, define Safety Integrity Levels (SIL) for frequency control systems. For milling machine applications, these standards require redundant monitoring of frequency stability, automatic shutdown mechanisms when frequency deviation exceeds predetermined thresholds, and fail-safe operation modes that prevent catastrophic equipment failure or operator injury.
The Machinery Directive 2006/42/EC establishes European Union requirements for CNC equipment safety, mandating comprehensive risk assessment procedures for frequency control systems. This directive requires manufacturers to implement protective measures against frequency instability that could result in unexpected machine behavior, tool breakage, or workpiece ejection.
National Institute for Occupational Safety and Health (NIOSH) guidelines specifically address frequency control hazards in metalworking operations. These recommendations include mandatory frequency monitoring displays, audible alarm systems for frequency drift conditions, and emergency stop mechanisms that immediately halt spindle operation when frequency-locked loop precision falls below acceptable parameters.
Recent updates to ANSI B11.0 safety standards incorporate specific provisions for digital frequency control systems, requiring periodic calibration verification, documented maintenance procedures for frequency stability components, and operator training protocols covering frequency-related safety procedures. These standards also mandate installation of frequency monitoring systems with data logging capabilities to support incident investigation and preventive maintenance programs.
Compliance with these industrial safety standards ensures that frequency-locked loop systems in milling machines maintain operational reliability while protecting both equipment and personnel from frequency-related hazards.
Energy Efficiency Considerations in FLL-Based Systems
Energy efficiency represents a critical design consideration in frequency-locked loop systems deployed within precision milling machines, as these systems must maintain continuous operation while minimizing power consumption and thermal generation. The inherent nature of FLL circuits requires constant signal processing and feedback control, which can lead to significant energy demands if not properly optimized.
The primary energy consumption sources in FLL-based milling systems include the phase detector circuits, voltage-controlled oscillators, loop filters, and associated digital signal processing units. Modern implementations increasingly utilize low-power CMOS technology and adaptive power management techniques to reduce baseline consumption. Advanced systems employ dynamic frequency scaling, where the FLL operating frequency adjusts based on machining requirements, reducing power draw during less demanding operations.
Thermal management emerges as a crucial factor affecting both energy efficiency and system precision. Excessive heat generation from FLL components can cause frequency drift and stability issues, necessitating additional cooling systems that further increase energy consumption. Efficient thermal design includes strategic component placement, heat sink optimization, and intelligent thermal monitoring to maintain optimal operating temperatures.
Power supply efficiency significantly impacts overall system performance, with switching-mode power supplies typically achieving 85-95% efficiency compared to linear regulators. Multi-rail power architectures allow selective powering of FLL subsystems, enabling sleep modes for inactive components during machine idle periods. This approach can reduce standby power consumption by up to 60% while maintaining rapid wake-up capabilities.
Energy harvesting techniques present emerging opportunities for FLL systems, particularly in applications where mechanical vibrations or thermal gradients can be converted to electrical energy. These supplementary power sources can offset sensor and monitoring circuit consumption, reducing overall system energy requirements.
The implementation of predictive algorithms enables proactive power management by anticipating machining load changes and pre-adjusting FLL parameters accordingly. This approach minimizes energy spikes during operational transitions while maintaining the precision required for high-quality milling operations, ultimately achieving optimal balance between performance and energy efficiency.
The primary energy consumption sources in FLL-based milling systems include the phase detector circuits, voltage-controlled oscillators, loop filters, and associated digital signal processing units. Modern implementations increasingly utilize low-power CMOS technology and adaptive power management techniques to reduce baseline consumption. Advanced systems employ dynamic frequency scaling, where the FLL operating frequency adjusts based on machining requirements, reducing power draw during less demanding operations.
Thermal management emerges as a crucial factor affecting both energy efficiency and system precision. Excessive heat generation from FLL components can cause frequency drift and stability issues, necessitating additional cooling systems that further increase energy consumption. Efficient thermal design includes strategic component placement, heat sink optimization, and intelligent thermal monitoring to maintain optimal operating temperatures.
Power supply efficiency significantly impacts overall system performance, with switching-mode power supplies typically achieving 85-95% efficiency compared to linear regulators. Multi-rail power architectures allow selective powering of FLL subsystems, enabling sleep modes for inactive components during machine idle periods. This approach can reduce standby power consumption by up to 60% while maintaining rapid wake-up capabilities.
Energy harvesting techniques present emerging opportunities for FLL systems, particularly in applications where mechanical vibrations or thermal gradients can be converted to electrical energy. These supplementary power sources can offset sensor and monitoring circuit consumption, reducing overall system energy requirements.
The implementation of predictive algorithms enables proactive power management by anticipating machining load changes and pre-adjusting FLL parameters accordingly. This approach minimizes energy spikes during operational transitions while maintaining the precision required for high-quality milling operations, ultimately achieving optimal balance between performance and energy efficiency.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!