Qualification Of Cables, Plastics, And PCBs For Immersion Use
AUG 22, 202510 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Immersion Cable Technology Background and Objectives
Immersion cooling technology has evolved significantly over the past few decades, transitioning from specialized military and aerospace applications to becoming increasingly relevant in data center operations and high-performance computing environments. The fundamental concept involves submerging electronic components directly in non-conductive dielectric fluids to achieve superior thermal management compared to traditional air cooling methods. This approach has gained momentum as computing densities continue to increase, creating thermal challenges that conventional cooling technologies struggle to address efficiently.
The historical development of immersion cooling can be traced back to the 1960s, when it was first explored for cooling high-power electronics in military applications. By the 1980s, IBM had begun experimenting with immersion cooling for mainframe computers. However, it wasn't until the 2010s that the technology began seeing broader commercial adoption, driven primarily by cryptocurrency mining operations and hyperscale data centers seeking improved energy efficiency and performance.
Current immersion cooling systems typically employ either single-phase or two-phase cooling methodologies. Single-phase systems maintain the coolant in liquid form throughout the cooling cycle, while two-phase systems utilize the latent heat of vaporization as the coolant changes state from liquid to gas when absorbing heat. Both approaches offer distinct advantages depending on the specific application requirements and thermal loads.
The qualification of cables, plastics, and printed circuit boards (PCBs) for immersion use represents a critical technical challenge in this domain. Traditional electronic components are designed primarily for air environments, and their long-term reliability when continuously exposed to dielectric fluids remains a significant concern. Material compatibility issues, including chemical degradation, fluid absorption, and changes in mechanical properties, must be thoroughly understood and addressed to ensure system reliability and longevity.
The primary technical objectives for immersion-ready cables, plastics, and PCBs include developing materials that maintain their electrical, mechanical, and thermal properties when continuously exposed to dielectric coolants. Additionally, these components must resist degradation from the coolant while not contaminating the fluid or altering its dielectric properties. Standardization of testing methodologies and qualification criteria represents another key goal, as the industry currently lacks comprehensive standards specifically addressing immersion cooling applications.
Looking forward, the technology trajectory points toward the development of purpose-designed components optimized specifically for immersion environments rather than adapting air-cooled components. This evolution will likely include novel polymers and composite materials with enhanced chemical resistance, specialized cable jacketing formulations, and PCB substrates engineered to maintain dimensional stability and electrical performance when submerged in various dielectric fluids.
The historical development of immersion cooling can be traced back to the 1960s, when it was first explored for cooling high-power electronics in military applications. By the 1980s, IBM had begun experimenting with immersion cooling for mainframe computers. However, it wasn't until the 2010s that the technology began seeing broader commercial adoption, driven primarily by cryptocurrency mining operations and hyperscale data centers seeking improved energy efficiency and performance.
Current immersion cooling systems typically employ either single-phase or two-phase cooling methodologies. Single-phase systems maintain the coolant in liquid form throughout the cooling cycle, while two-phase systems utilize the latent heat of vaporization as the coolant changes state from liquid to gas when absorbing heat. Both approaches offer distinct advantages depending on the specific application requirements and thermal loads.
The qualification of cables, plastics, and printed circuit boards (PCBs) for immersion use represents a critical technical challenge in this domain. Traditional electronic components are designed primarily for air environments, and their long-term reliability when continuously exposed to dielectric fluids remains a significant concern. Material compatibility issues, including chemical degradation, fluid absorption, and changes in mechanical properties, must be thoroughly understood and addressed to ensure system reliability and longevity.
The primary technical objectives for immersion-ready cables, plastics, and PCBs include developing materials that maintain their electrical, mechanical, and thermal properties when continuously exposed to dielectric coolants. Additionally, these components must resist degradation from the coolant while not contaminating the fluid or altering its dielectric properties. Standardization of testing methodologies and qualification criteria represents another key goal, as the industry currently lacks comprehensive standards specifically addressing immersion cooling applications.
Looking forward, the technology trajectory points toward the development of purpose-designed components optimized specifically for immersion environments rather than adapting air-cooled components. This evolution will likely include novel polymers and composite materials with enhanced chemical resistance, specialized cable jacketing formulations, and PCB substrates engineered to maintain dimensional stability and electrical performance when submerged in various dielectric fluids.
Market Analysis for Waterproof Electronic Components
The waterproof electronic components market has experienced substantial growth in recent years, driven primarily by increasing demand for water-resistant and submersible electronic devices across multiple industries. The global market value for waterproof electronic components reached approximately $8.2 billion in 2022 and is projected to grow at a compound annual growth rate (CAGR) of 6.8% through 2028.
Consumer electronics represents the largest market segment, accounting for roughly 34% of the total market share. This dominance stems from the rising consumer preference for water-resistant smartphones, smartwatches, and portable speakers. Major manufacturers like Apple, Samsung, and Sony have significantly invested in developing IP68-rated devices, creating substantial demand for qualified immersion-ready cables, plastics, and PCBs.
The automotive sector follows as the second-largest market segment at 27% market share. Modern vehicles incorporate numerous electronic systems that must withstand varying environmental conditions, including potential water exposure. The growing electric vehicle market has further accelerated this trend, as these vehicles require more sophisticated waterproof components for battery management systems and charging infrastructure.
Industrial applications constitute approximately 21% of the market, with particular growth in factory automation systems, marine equipment, and outdoor industrial control systems. These applications often demand components capable of withstanding not just water immersion but also exposure to chemicals, extreme temperatures, and mechanical stress.
Regional analysis reveals Asia-Pacific as the dominant market, accounting for 42% of global demand, followed by North America (28%) and Europe (22%). China, Japan, and South Korea lead manufacturing capacity, while significant consumption occurs in North America and Europe due to higher adoption rates of premium waterproof electronic devices.
Market research indicates that consumers are willing to pay a premium of 15-30% for devices with enhanced water resistance capabilities. This price elasticity has encouraged manufacturers to invest in advanced waterproofing technologies for their components, creating opportunities for specialized suppliers of immersion-qualified materials.
The market faces challenges from increasing environmental regulations regarding certain waterproofing materials, particularly those containing perfluoroalkyl substances (PFAS). This regulatory landscape is driving research into more environmentally friendly alternatives that maintain or exceed current performance standards for immersion applications.
Consumer electronics represents the largest market segment, accounting for roughly 34% of the total market share. This dominance stems from the rising consumer preference for water-resistant smartphones, smartwatches, and portable speakers. Major manufacturers like Apple, Samsung, and Sony have significantly invested in developing IP68-rated devices, creating substantial demand for qualified immersion-ready cables, plastics, and PCBs.
The automotive sector follows as the second-largest market segment at 27% market share. Modern vehicles incorporate numerous electronic systems that must withstand varying environmental conditions, including potential water exposure. The growing electric vehicle market has further accelerated this trend, as these vehicles require more sophisticated waterproof components for battery management systems and charging infrastructure.
Industrial applications constitute approximately 21% of the market, with particular growth in factory automation systems, marine equipment, and outdoor industrial control systems. These applications often demand components capable of withstanding not just water immersion but also exposure to chemicals, extreme temperatures, and mechanical stress.
Regional analysis reveals Asia-Pacific as the dominant market, accounting for 42% of global demand, followed by North America (28%) and Europe (22%). China, Japan, and South Korea lead manufacturing capacity, while significant consumption occurs in North America and Europe due to higher adoption rates of premium waterproof electronic devices.
Market research indicates that consumers are willing to pay a premium of 15-30% for devices with enhanced water resistance capabilities. This price elasticity has encouraged manufacturers to invest in advanced waterproofing technologies for their components, creating opportunities for specialized suppliers of immersion-qualified materials.
The market faces challenges from increasing environmental regulations regarding certain waterproofing materials, particularly those containing perfluoroalkyl substances (PFAS). This regulatory landscape is driving research into more environmentally friendly alternatives that maintain or exceed current performance standards for immersion applications.
Current Challenges in Underwater Material Performance
The immersion of cables, plastics, and PCBs in underwater environments presents significant technical challenges that continue to impede optimal performance and longevity. Water pressure represents one of the most formidable obstacles, particularly in deep-sea applications where materials must withstand extreme compression forces exceeding 1,000 bars at depths beyond 10,000 meters. This pressure can cause physical deformation, compromise structural integrity, and accelerate failure mechanisms in improperly designed components.
Corrosion remains a persistent challenge, especially in saltwater environments where electrochemical reactions aggressively attack metallic components. Even with protective coatings, the combination of high pressure and corrosive elements can penetrate protective barriers over time, leading to premature system failures. Modern immersion-grade materials must demonstrate exceptional resistance to these corrosive processes while maintaining their electrical and mechanical properties.
Water ingress presents another critical challenge, as moisture penetration into cables and electronic assemblies can cause catastrophic short circuits, signal degradation, and component failure. Current sealing technologies struggle to maintain perfect barriers over extended deployment periods, particularly at connection points and interfaces where different materials meet. The industry continues to search for more effective sealing compounds and design approaches that can prevent water migration along cable sheaths and through microscopic pathways.
Temperature fluctuations in underwater environments create additional stress on materials through thermal expansion and contraction cycles. These thermal variations can compromise seals, create microfractures in plastics, and weaken adhesive bonds between different material layers. Materials must maintain their performance characteristics across temperature ranges that can vary from near-freezing to significantly elevated temperatures near hydrothermal vents or industrial equipment.
Biofouling represents a unique challenge for underwater materials, as marine organisms readily colonize exposed surfaces, potentially compromising electrical connections and adding substantial weight to deployed systems. Current anti-fouling technologies often rely on environmentally problematic compounds, creating a tension between performance requirements and environmental regulations.
Material degradation under prolonged UV exposure presents challenges for components that may be periodically exposed during maintenance or in shallow-water applications. Many polymers used in cable jacketing and PCB substrates experience accelerated aging when subjected to UV radiation, leading to brittleness, color changes, and reduced mechanical strength.
The industry also faces significant challenges in developing standardized testing protocols that accurately predict long-term material performance in varied underwater conditions. Current qualification methods often fail to account for the complex interaction of multiple stressors simultaneously affecting materials in real-world deployments.
Corrosion remains a persistent challenge, especially in saltwater environments where electrochemical reactions aggressively attack metallic components. Even with protective coatings, the combination of high pressure and corrosive elements can penetrate protective barriers over time, leading to premature system failures. Modern immersion-grade materials must demonstrate exceptional resistance to these corrosive processes while maintaining their electrical and mechanical properties.
Water ingress presents another critical challenge, as moisture penetration into cables and electronic assemblies can cause catastrophic short circuits, signal degradation, and component failure. Current sealing technologies struggle to maintain perfect barriers over extended deployment periods, particularly at connection points and interfaces where different materials meet. The industry continues to search for more effective sealing compounds and design approaches that can prevent water migration along cable sheaths and through microscopic pathways.
Temperature fluctuations in underwater environments create additional stress on materials through thermal expansion and contraction cycles. These thermal variations can compromise seals, create microfractures in plastics, and weaken adhesive bonds between different material layers. Materials must maintain their performance characteristics across temperature ranges that can vary from near-freezing to significantly elevated temperatures near hydrothermal vents or industrial equipment.
Biofouling represents a unique challenge for underwater materials, as marine organisms readily colonize exposed surfaces, potentially compromising electrical connections and adding substantial weight to deployed systems. Current anti-fouling technologies often rely on environmentally problematic compounds, creating a tension between performance requirements and environmental regulations.
Material degradation under prolonged UV exposure presents challenges for components that may be periodically exposed during maintenance or in shallow-water applications. Many polymers used in cable jacketing and PCB substrates experience accelerated aging when subjected to UV radiation, leading to brittleness, color changes, and reduced mechanical strength.
The industry also faces significant challenges in developing standardized testing protocols that accurately predict long-term material performance in varied underwater conditions. Current qualification methods often fail to account for the complex interaction of multiple stressors simultaneously affecting materials in real-world deployments.
Current Qualification Standards for Immersion Applications
01 Cable qualification and testing methods
Various methods and systems for qualifying and testing cables to ensure they meet required specifications. These include techniques for evaluating electrical properties, mechanical durability, and performance under different environmental conditions. Testing procedures may involve measuring parameters such as signal integrity, resistance, and insulation quality to verify compliance with industry standards.- Testing and qualification methods for cables and PCBs: Various testing and qualification methods are employed to ensure the reliability and performance of cables and printed circuit boards (PCBs). These methods include electrical testing, thermal cycling, mechanical stress testing, and environmental exposure tests. Such qualification procedures help identify potential failures and ensure that the components meet industry standards and specifications before deployment in critical applications.
- Plastic materials and compositions for cable insulation: Specialized plastic materials and compositions are developed for cable insulation to provide electrical isolation, mechanical protection, and environmental resistance. These materials often incorporate flame retardants, UV stabilizers, and other additives to enhance performance characteristics. The selection of appropriate plastic compounds is critical for ensuring cable longevity, safety, and compliance with industry standards across various operating conditions.
- PCB design and manufacturing quality control: Quality control processes in PCB design and manufacturing involve multiple verification steps to ensure functionality and reliability. These include design rule checking, automated optical inspection, in-circuit testing, and X-ray inspection for multilayer boards. Advanced manufacturing techniques and materials selection play crucial roles in achieving high-quality PCBs that can withstand thermal stress, mechanical vibration, and environmental factors while maintaining electrical performance.
- Certification and compliance standards for electronic components: Electronic components including cables, plastics, and PCBs must meet various certification and compliance standards before market release. These standards cover safety requirements, electromagnetic compatibility, environmental impact, and performance specifications. Certification processes typically involve third-party testing, documentation of manufacturing processes, material declarations, and periodic audits to ensure ongoing compliance with regional and international regulations.
- Automated systems for qualification and quality management: Automated systems and software solutions are implemented for efficient qualification and quality management of cables, plastics, and PCBs. These systems incorporate data analytics, machine learning algorithms, and digital twins to predict performance, identify potential failures, and optimize manufacturing processes. Automated testing equipment and integrated quality management systems help maintain consistency, reduce human error, and provide comprehensive documentation for regulatory compliance.
02 Plastic materials qualification for electronic components
Qualification processes for plastic materials used in electronic components and assemblies. This includes evaluation of thermal properties, chemical resistance, mechanical strength, and aging characteristics of various plastic formulations. Testing regimens ensure that selected plastics meet performance requirements for specific applications while maintaining electrical insulation properties and structural integrity over the product lifecycle.Expand Specific Solutions03 PCB manufacturing quality control systems
Systems and methods for quality control in printed circuit board manufacturing. These include automated inspection techniques, process monitoring tools, and qualification procedures to ensure PCBs meet design specifications. Quality control measures address aspects such as trace integrity, solder quality, component placement accuracy, and overall board functionality through various stages of production.Expand Specific Solutions04 Electronic component certification and compliance frameworks
Frameworks and methodologies for certifying electronic components including cables, plastics, and PCBs to ensure compliance with industry standards and regulations. These approaches involve documentation processes, testing protocols, and verification procedures that manufacturers must follow to demonstrate that their products meet required specifications for safety, performance, and reliability.Expand Specific Solutions05 Environmental and reliability testing for electronic assemblies
Comprehensive testing methodologies to evaluate the environmental durability and long-term reliability of electronic assemblies containing cables, plastic components, and PCBs. These include accelerated aging tests, thermal cycling, humidity exposure, vibration testing, and other environmental stress screenings to predict product performance under various operating conditions and ensure qualification requirements are met.Expand Specific Solutions
Leading Manufacturers in Waterproof Electronics Industry
The immersion cable qualification market is currently in a growth phase, with increasing demand driven by data center liquid cooling and underwater applications. The market size is expanding as industries adopt immersion technologies for enhanced performance and sustainability. Technologically, the field is moderately mature but evolving rapidly, with established players like Prysmian SpA and Nexans SA leading cable development, while Sumitomo Bakelite and Shengyi Technology advance PCB solutions for immersion environments. GLOBALFOUNDRIES and Resonac contribute specialized materials expertise. Emerging players like LiquidStack are driving innovation in immersion cooling systems, while research institutions such as Central South University collaborate with industry to develop next-generation immersion-resistant materials and testing methodologies.
Prysmian SpA
Technical Solution: Prysmian has developed specialized cable solutions for immersion applications across multiple industries. Their technology focuses on multi-layer cable designs with enhanced chemical resistance properties specifically engineered for immersion environments. The company utilizes advanced polymer compounds and cross-linking technologies to create cable jackets and insulation materials that maintain integrity when submerged in various fluids including mineral oils, synthetic coolants, and dielectric fluids. Their qualification process involves rigorous testing including fluid compatibility assessment, thermal aging, mechanical stress testing, and electrical property verification under immersed conditions. Prysmian's cables undergo accelerated life testing to simulate years of immersion exposure, with particular attention to preventing fluid ingress, maintaining dielectric strength, and preventing material degradation. Their solutions include specialized termination methods and connector systems designed specifically for immersion applications.
Strengths: Extensive experience in specialized cable manufacturing; proprietary polymer formulations with superior chemical resistance; comprehensive testing facilities for immersion qualification. Weaknesses: Premium pricing compared to standard cables; some solutions may require custom engineering for specific immersion environments; longer lead times for specialized immersion-rated products.
Shengyi Technology Co., Ltd.
Technical Solution: Shengyi Technology has developed specialized PCB materials designed specifically for immersion cooling applications. Their technology centers on high-performance copper-clad laminates (CCL) with enhanced chemical resistance and thermal stability when submerged in dielectric fluids. The company's immersion-qualified PCBs feature modified epoxy resin systems with specialized additives that prevent delamination, maintain dimensional stability, and resist chemical degradation in immersion environments. Their manufacturing process includes proprietary surface treatments that enhance the bond strength between copper and substrate materials even after prolonged fluid exposure. Shengyi's qualification methodology involves extensive testing including fluid absorption rates, changes in glass transition temperature (Tg) after immersion, z-axis expansion control, and long-term reliability assessment through thermal cycling while immersed. Their PCB materials are specifically engineered to maintain electrical performance characteristics including dielectric constant, loss tangent, and insulation resistance when operating in immersion cooling systems.
Strengths: Specialized expertise in high-performance PCB materials; extensive R&D capabilities for immersion-specific formulations; comprehensive in-house testing facilities. Weaknesses: Higher material costs compared to standard PCB substrates; potential limitations with extremely aggressive cooling fluids; requires specialized handling during PCB assembly processes.
Key Innovations in Underwater Material Protection
Immersion cooled battery module and battery pack and vehicle including the same
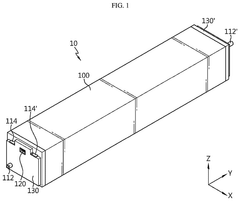
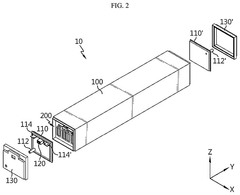
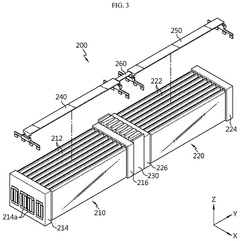
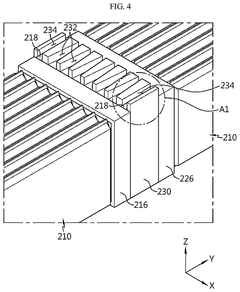
PatentPendingUS20240356106A1
Innovation
- An immersion cooled battery module design where battery cells are directly contacted with a cooling liquid within a module case, eliminating the need for thermal pads and heat sinks, and incorporating insulation blocks and waterproof connectors for enhanced cooling and electrical safety.
Authentication and information system for reusable surgical instruments
PatentActiveUS20240160596A1
Innovation
- A communication protocol utilizing microprocessors and microchips connected through a bus, allowing for demultiplexing of transmit and receive lines, and controlling modes using a ground wire, enables efficient data transmission and authentication between components, including a 1-wire data interface for secure communication.
Environmental Impact of Immersion-Resistant Materials
The environmental impact of immersion-resistant materials used in cables, plastics, and PCBs represents a critical consideration in the development and deployment of immersion cooling technologies. These specialized materials, designed to withstand continuous contact with dielectric fluids, introduce unique environmental challenges throughout their lifecycle.
Primary environmental concerns stem from the chemical composition of immersion-resistant polymers and coatings. Many high-performance materials incorporate fluoropolymers, silicones, and specialized additives that enhance chemical resistance but may persist in the environment for extended periods. The production processes for these materials typically require energy-intensive manufacturing and specialized chemical treatments, resulting in significant carbon footprints compared to standard electronic components.
Waste management presents another substantial challenge. As immersion cooling systems reach end-of-life, the disposal or recycling of immersion-treated components becomes problematic due to their complex material composition. The combination of base materials with specialized coatings often complicates traditional recycling processes, potentially increasing the volume of electronic waste directed to landfills.
Leaching of chemicals from immersion-resistant materials into cooling fluids represents an ongoing environmental concern. Over time, plasticizers, flame retardants, and other additives may migrate from cables and PCBs into the dielectric fluids, creating contaminated waste streams that require specialized handling and disposal protocols. This risk increases when systems utilize biodegradable cooling fluids, as chemical contamination may compromise their environmental benefits.
Recent industry developments have focused on creating more sustainable immersion-resistant materials. Bio-based polymers and water-soluble coatings show promise as alternatives to traditional petroleum-derived compounds. Additionally, modular design approaches that facilitate component separation at end-of-life are gaining traction, potentially improving recycling rates for immersion-cooled systems.
Regulatory frameworks addressing the environmental impact of these specialized materials continue to evolve globally. The European Union's RoHS and REACH regulations have expanded to address certain compounds commonly used in immersion-resistant formulations, while similar initiatives are emerging in North America and Asia. These regulations increasingly emphasize full lifecycle assessment rather than focusing solely on operational performance.
The environmental trade-offs must be evaluated against the sustainability benefits of immersion cooling technology itself. While specialized materials may present environmental challenges, their application in immersion cooling systems can significantly reduce overall energy consumption in data centers and high-performance computing facilities, potentially offsetting initial environmental impacts through operational efficiency gains over system lifetimes.
Primary environmental concerns stem from the chemical composition of immersion-resistant polymers and coatings. Many high-performance materials incorporate fluoropolymers, silicones, and specialized additives that enhance chemical resistance but may persist in the environment for extended periods. The production processes for these materials typically require energy-intensive manufacturing and specialized chemical treatments, resulting in significant carbon footprints compared to standard electronic components.
Waste management presents another substantial challenge. As immersion cooling systems reach end-of-life, the disposal or recycling of immersion-treated components becomes problematic due to their complex material composition. The combination of base materials with specialized coatings often complicates traditional recycling processes, potentially increasing the volume of electronic waste directed to landfills.
Leaching of chemicals from immersion-resistant materials into cooling fluids represents an ongoing environmental concern. Over time, plasticizers, flame retardants, and other additives may migrate from cables and PCBs into the dielectric fluids, creating contaminated waste streams that require specialized handling and disposal protocols. This risk increases when systems utilize biodegradable cooling fluids, as chemical contamination may compromise their environmental benefits.
Recent industry developments have focused on creating more sustainable immersion-resistant materials. Bio-based polymers and water-soluble coatings show promise as alternatives to traditional petroleum-derived compounds. Additionally, modular design approaches that facilitate component separation at end-of-life are gaining traction, potentially improving recycling rates for immersion-cooled systems.
Regulatory frameworks addressing the environmental impact of these specialized materials continue to evolve globally. The European Union's RoHS and REACH regulations have expanded to address certain compounds commonly used in immersion-resistant formulations, while similar initiatives are emerging in North America and Asia. These regulations increasingly emphasize full lifecycle assessment rather than focusing solely on operational performance.
The environmental trade-offs must be evaluated against the sustainability benefits of immersion cooling technology itself. While specialized materials may present environmental challenges, their application in immersion cooling systems can significantly reduce overall energy consumption in data centers and high-performance computing facilities, potentially offsetting initial environmental impacts through operational efficiency gains over system lifetimes.
Reliability Testing Methodologies for Submerged Components
Reliability testing for components intended for immersion environments requires specialized methodologies that simulate real-world conditions while accelerating aging processes. These testing protocols must evaluate how cables, plastics, and PCBs perform when continuously submerged in various cooling fluids, including mineral oils, engineered dielectric fluids, and two-phase immersion coolants.
The foundation of immersion reliability testing begins with baseline characterization of materials before exposure. This includes measuring electrical properties, mechanical strength, and chemical composition to establish reference points for comparison after testing. Standardized testing frameworks such as IEC 60068 (Environmental Testing) and ASTM D543 (Standard Practices for Evaluating the Resistance of Plastics to Chemical Reagents) provide structural guidance but must be adapted specifically for immersion cooling scenarios.
Temperature cycling tests represent a critical methodology, typically involving repeated transitions between temperature extremes (-40°C to +85°C) while components remain submerged. These cycles stress material interfaces and reveal potential delamination, cracking, or adhesion failures that might occur over extended operational periods. The standard approach involves 500-1000 cycles, with electrical and physical testing conducted at predetermined intervals.
Fluid compatibility testing evaluates the chemical interaction between coolants and component materials. This includes monitoring for swelling, brittleness, discoloration, and changes in mechanical properties. Extended soak tests (typically 1000+ hours) combined with periodic material analysis can identify long-term degradation patterns that might not appear in accelerated testing.
Electrical performance under immersion requires specialized test setups that monitor insulation resistance, dielectric strength, and signal integrity while components remain submerged. High-voltage leakage current measurements are particularly important for cables and connectors, as fluid ingress can create new conduction paths over time.
Pressure and flow testing simulates the hydrodynamic stresses experienced in active cooling systems. Components are subjected to fluid pressures and flow rates that exceed normal operating conditions by 20-30% to identify potential mechanical failures. This includes vibration testing while submerged to evaluate connector stability and solder joint reliability.
Contamination testing examines how particulates, moisture, and other contaminants affect the cooling system over time. This includes evaluating filtration requirements and monitoring how material degradation products might affect fluid properties or deposit on heat transfer surfaces.
The most comprehensive methodology combines these individual tests into a holistic qualification protocol that evaluates components through their entire expected lifecycle, incorporating both normal operating conditions and exceptional circumstances such as power surges or coolant contamination events.
The foundation of immersion reliability testing begins with baseline characterization of materials before exposure. This includes measuring electrical properties, mechanical strength, and chemical composition to establish reference points for comparison after testing. Standardized testing frameworks such as IEC 60068 (Environmental Testing) and ASTM D543 (Standard Practices for Evaluating the Resistance of Plastics to Chemical Reagents) provide structural guidance but must be adapted specifically for immersion cooling scenarios.
Temperature cycling tests represent a critical methodology, typically involving repeated transitions between temperature extremes (-40°C to +85°C) while components remain submerged. These cycles stress material interfaces and reveal potential delamination, cracking, or adhesion failures that might occur over extended operational periods. The standard approach involves 500-1000 cycles, with electrical and physical testing conducted at predetermined intervals.
Fluid compatibility testing evaluates the chemical interaction between coolants and component materials. This includes monitoring for swelling, brittleness, discoloration, and changes in mechanical properties. Extended soak tests (typically 1000+ hours) combined with periodic material analysis can identify long-term degradation patterns that might not appear in accelerated testing.
Electrical performance under immersion requires specialized test setups that monitor insulation resistance, dielectric strength, and signal integrity while components remain submerged. High-voltage leakage current measurements are particularly important for cables and connectors, as fluid ingress can create new conduction paths over time.
Pressure and flow testing simulates the hydrodynamic stresses experienced in active cooling systems. Components are subjected to fluid pressures and flow rates that exceed normal operating conditions by 20-30% to identify potential mechanical failures. This includes vibration testing while submerged to evaluate connector stability and solder joint reliability.
Contamination testing examines how particulates, moisture, and other contaminants affect the cooling system over time. This includes evaluating filtration requirements and monitoring how material degradation products might affect fluid properties or deposit on heat transfer surfaces.
The most comprehensive methodology combines these individual tests into a holistic qualification protocol that evaluates components through their entire expected lifecycle, incorporating both normal operating conditions and exceptional circumstances such as power surges or coolant contamination events.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!