

Anode-Free Solid-State Dry-Room Specs And Controls
SEP 1, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Anode-Free Battery Technology Background and Objectives
Anode-free battery technology represents a significant evolution in the field of energy storage systems, emerging from decades of research aimed at increasing energy density while maintaining safety and performance. This technology eliminates the traditional graphite or silicon anode, allowing lithium metal to plate directly onto the current collector during charging, which theoretically enables higher energy densities compared to conventional lithium-ion batteries.
The development trajectory of anode-free batteries can be traced back to early lithium metal battery research in the 1970s, which faced significant challenges related to dendrite formation and safety concerns. The recent resurgence of interest stems from advancements in solid-state electrolytes and interface engineering that potentially address these historical limitations.
Current anode-free solid-state battery research aims to achieve energy densities exceeding 400 Wh/kg and 1000 Wh/L, representing a substantial improvement over today's commercial lithium-ion batteries that typically deliver 250-300 Wh/kg. This advancement could potentially extend electric vehicle ranges by 30-50% without increasing battery weight or volume.
The technical objectives for anode-free solid-state battery development focus on several critical parameters. First, achieving cycle life stability of over 1000 cycles with less than 20% capacity degradation remains a primary goal. Second, improving fast-charging capabilities to reach 80% capacity in under 15 minutes without compromising safety or longevity. Third, enhancing operational temperature range to function effectively between -30°C and 60°C for broader application potential.
Dry-room specifications and controls represent a crucial aspect of anode-free battery manufacturing. The extreme moisture sensitivity of lithium metal and many solid electrolyte materials necessitates manufacturing environments with dew points below -40°C and relative humidity levels maintained below 1%. These stringent conditions are essential to prevent unwanted side reactions that could compromise battery performance and safety.
The evolution of dry-room technology itself has become a critical enabling factor for anode-free battery commercialization. Advanced air handling systems, specialized materials, and precise monitoring equipment have been developed specifically to maintain the ultra-dry conditions required for consistent production quality.
The ultimate technological goal is to develop manufacturing processes that can reliably produce anode-free solid-state batteries at scale while maintaining the precise environmental controls necessary for optimal performance. This includes establishing robust quality control protocols specific to the unique challenges of moisture-sensitive components and developing specialized equipment for high-throughput production in ultra-dry environments.
The development trajectory of anode-free batteries can be traced back to early lithium metal battery research in the 1970s, which faced significant challenges related to dendrite formation and safety concerns. The recent resurgence of interest stems from advancements in solid-state electrolytes and interface engineering that potentially address these historical limitations.
Current anode-free solid-state battery research aims to achieve energy densities exceeding 400 Wh/kg and 1000 Wh/L, representing a substantial improvement over today's commercial lithium-ion batteries that typically deliver 250-300 Wh/kg. This advancement could potentially extend electric vehicle ranges by 30-50% without increasing battery weight or volume.
The technical objectives for anode-free solid-state battery development focus on several critical parameters. First, achieving cycle life stability of over 1000 cycles with less than 20% capacity degradation remains a primary goal. Second, improving fast-charging capabilities to reach 80% capacity in under 15 minutes without compromising safety or longevity. Third, enhancing operational temperature range to function effectively between -30°C and 60°C for broader application potential.
Dry-room specifications and controls represent a crucial aspect of anode-free battery manufacturing. The extreme moisture sensitivity of lithium metal and many solid electrolyte materials necessitates manufacturing environments with dew points below -40°C and relative humidity levels maintained below 1%. These stringent conditions are essential to prevent unwanted side reactions that could compromise battery performance and safety.
The evolution of dry-room technology itself has become a critical enabling factor for anode-free battery commercialization. Advanced air handling systems, specialized materials, and precise monitoring equipment have been developed specifically to maintain the ultra-dry conditions required for consistent production quality.
The ultimate technological goal is to develop manufacturing processes that can reliably produce anode-free solid-state batteries at scale while maintaining the precise environmental controls necessary for optimal performance. This includes establishing robust quality control protocols specific to the unique challenges of moisture-sensitive components and developing specialized equipment for high-throughput production in ultra-dry environments.
Market Analysis for Solid-State Battery Technologies
The solid-state battery market is experiencing unprecedented growth, driven by increasing demand for safer, higher energy density power solutions across multiple industries. Current market valuations place the global solid-state battery sector at approximately $500 million in 2023, with projections indicating expansion to $3.4 billion by 2030 at a compound annual growth rate (CAGR) of 31.2%. This remarkable growth trajectory reflects the technology's potential to revolutionize energy storage applications.
Electric vehicles represent the primary market driver, accounting for nearly 60% of projected demand. Major automotive manufacturers including Toyota, Volkswagen, and BMW have announced significant investments in solid-state battery technology, with Toyota alone committing over $13.6 billion toward battery development. The consumer electronics sector constitutes the second-largest market segment at 25%, followed by aerospace and defense applications at 8%.
Regionally, Asia-Pacific dominates the market landscape with 45% share, led by Japan and South Korea where companies like Samsung SDI and Panasonic have established strong research positions. North America follows at 30%, with significant activity concentrated in Silicon Valley startups and research institutions. Europe represents 20% of the market, with particularly strong government support programs in Germany and France.
The anode-free solid-state battery segment specifically is gaining traction due to its potential for higher energy density and simplified manufacturing processes. Market analysis indicates this subsegment is growing at 35% CAGR, outpacing the broader solid-state battery market. The elimination of conventional anodes addresses critical supply chain vulnerabilities, particularly regarding graphite dependency on Chinese suppliers.
Dry room specifications and controls represent a crucial aspect of manufacturing infrastructure, with an estimated $1.2 billion market for specialized production environments. Industry standards are evolving toward ultra-low humidity environments (<0.5% relative humidity) necessary for handling moisture-sensitive solid electrolytes.
Investment patterns reveal accelerating capital flows, with venture funding in solid-state battery startups reaching $1.9 billion in 2022, a 78% increase from the previous year. Strategic partnerships between battery developers and manufacturing equipment suppliers have increased by 65% year-over-year, highlighting the industry's focus on solving production challenges.
Customer adoption barriers remain significant, with cost premiums of 300-400% compared to conventional lithium-ion batteries. However, price sensitivity analysis suggests market acceptance would accelerate dramatically at a 150% premium threshold, which industry experts project could be achieved by 2027 through manufacturing scale improvements and material innovations.
Electric vehicles represent the primary market driver, accounting for nearly 60% of projected demand. Major automotive manufacturers including Toyota, Volkswagen, and BMW have announced significant investments in solid-state battery technology, with Toyota alone committing over $13.6 billion toward battery development. The consumer electronics sector constitutes the second-largest market segment at 25%, followed by aerospace and defense applications at 8%.
Regionally, Asia-Pacific dominates the market landscape with 45% share, led by Japan and South Korea where companies like Samsung SDI and Panasonic have established strong research positions. North America follows at 30%, with significant activity concentrated in Silicon Valley startups and research institutions. Europe represents 20% of the market, with particularly strong government support programs in Germany and France.
The anode-free solid-state battery segment specifically is gaining traction due to its potential for higher energy density and simplified manufacturing processes. Market analysis indicates this subsegment is growing at 35% CAGR, outpacing the broader solid-state battery market. The elimination of conventional anodes addresses critical supply chain vulnerabilities, particularly regarding graphite dependency on Chinese suppliers.
Dry room specifications and controls represent a crucial aspect of manufacturing infrastructure, with an estimated $1.2 billion market for specialized production environments. Industry standards are evolving toward ultra-low humidity environments (<0.5% relative humidity) necessary for handling moisture-sensitive solid electrolytes.
Investment patterns reveal accelerating capital flows, with venture funding in solid-state battery startups reaching $1.9 billion in 2022, a 78% increase from the previous year. Strategic partnerships between battery developers and manufacturing equipment suppliers have increased by 65% year-over-year, highlighting the industry's focus on solving production challenges.
Customer adoption barriers remain significant, with cost premiums of 300-400% compared to conventional lithium-ion batteries. However, price sensitivity analysis suggests market acceptance would accelerate dramatically at a 150% premium threshold, which industry experts project could be achieved by 2027 through manufacturing scale improvements and material innovations.
Current Challenges in Anode-Free Solid-State Battery Development
Despite significant advancements in solid-state battery technology, anode-free solid-state batteries face several critical challenges that impede their commercial viability. The primary obstacle remains the lithium metal plating and stripping efficiency during cycling. Unlike conventional lithium-ion batteries with graphite anodes, anode-free designs rely on in-situ lithium plating during initial charging, which often results in uneven deposition and dendrite formation, compromising both safety and cycle life.
Interface stability presents another major hurdle. The solid electrolyte-lithium metal interface experiences significant volume changes during cycling, creating mechanical stress that can lead to contact loss and increased impedance. This interfacial degradation accelerates capacity fade and shortens battery lifespan, particularly under fast charging conditions where uneven lithium deposition is exacerbated.
Manufacturing complexity in dry-room environments poses substantial challenges. Anode-free solid-state batteries require extremely low moisture levels (<0.1% relative humidity) during assembly to prevent lithium metal and electrolyte degradation. Maintaining these conditions across large-scale production facilities demands sophisticated environmental control systems with significant energy consumption, increasing manufacturing costs and complexity.
Material compatibility issues further complicate development efforts. Many solid electrolytes exhibit chemical instability when in direct contact with lithium metal, leading to continuous interfacial reactions that form resistive layers. These reactions consume active lithium and degrade performance over time, necessitating protective coatings or buffer layers that add complexity to cell design and manufacturing.
Pressure management represents a critical engineering challenge. Anode-free solid-state cells typically require external pressure application (2-10 MPa) to maintain intimate contact between components and ensure uniform lithium plating. Implementing consistent pressure distribution in practical battery packs while accommodating volume changes during cycling remains technically difficult.
Scale-up limitations persist in solid electrolyte manufacturing. Current production methods for ceramic and polymer-ceramic composite electrolytes suitable for anode-free designs remain laboratory-focused, with limited throughput and high costs. The transition to industrial-scale production while maintaining material quality and consistency represents a significant barrier to commercialization.
Energy density optimization continues to challenge researchers. While anode-free designs theoretically offer higher energy density by eliminating anode material weight, practical implementations often require thicker solid electrolytes for mechanical stability and dendrite resistance, partially offsetting the energy density advantages and complicating the value proposition compared to conventional lithium-ion technologies.
Interface stability presents another major hurdle. The solid electrolyte-lithium metal interface experiences significant volume changes during cycling, creating mechanical stress that can lead to contact loss and increased impedance. This interfacial degradation accelerates capacity fade and shortens battery lifespan, particularly under fast charging conditions where uneven lithium deposition is exacerbated.
Manufacturing complexity in dry-room environments poses substantial challenges. Anode-free solid-state batteries require extremely low moisture levels (<0.1% relative humidity) during assembly to prevent lithium metal and electrolyte degradation. Maintaining these conditions across large-scale production facilities demands sophisticated environmental control systems with significant energy consumption, increasing manufacturing costs and complexity.
Material compatibility issues further complicate development efforts. Many solid electrolytes exhibit chemical instability when in direct contact with lithium metal, leading to continuous interfacial reactions that form resistive layers. These reactions consume active lithium and degrade performance over time, necessitating protective coatings or buffer layers that add complexity to cell design and manufacturing.
Pressure management represents a critical engineering challenge. Anode-free solid-state cells typically require external pressure application (2-10 MPa) to maintain intimate contact between components and ensure uniform lithium plating. Implementing consistent pressure distribution in practical battery packs while accommodating volume changes during cycling remains technically difficult.
Scale-up limitations persist in solid electrolyte manufacturing. Current production methods for ceramic and polymer-ceramic composite electrolytes suitable for anode-free designs remain laboratory-focused, with limited throughput and high costs. The transition to industrial-scale production while maintaining material quality and consistency represents a significant barrier to commercialization.
Energy density optimization continues to challenge researchers. While anode-free designs theoretically offer higher energy density by eliminating anode material weight, practical implementations often require thicker solid electrolytes for mechanical stability and dendrite resistance, partially offsetting the energy density advantages and complicating the value proposition compared to conventional lithium-ion technologies.
Dry-Room Technical Requirements for Anode-Free Battery Production
01 Dry room environmental specifications for anode-free battery manufacturing
Manufacturing anode-free solid-state batteries requires strict environmental control, particularly regarding humidity levels. Dry rooms typically maintain extremely low dew points (below -40°C) and relative humidity (less than 1%) to prevent moisture contamination of moisture-sensitive battery components. These controlled environments are essential for handling lithium metal and other reactive materials used in anode-free designs, as moisture exposure can significantly degrade battery performance and safety.- Dry-room environmental specifications for anode-free battery manufacturing: Manufacturing anode-free solid-state batteries requires strict control of environmental conditions in dry rooms. These specifications typically include maintaining extremely low dew points (below -40°C), controlling humidity levels (often <1% relative humidity), and regulating temperature stability. These controlled environments prevent moisture contamination that can degrade lithium-based components and compromise battery performance and safety during assembly processes.
- Moisture monitoring and control systems for solid-state battery production: Advanced moisture monitoring and control systems are essential for anode-free solid-state battery production. These systems include real-time humidity sensors, automated dehumidification equipment, and integrated control interfaces that maintain optimal dry-room conditions. Continuous monitoring ensures that moisture levels remain within acceptable parameters throughout the manufacturing process, with alarm systems that alert operators to any deviations that could compromise battery components.
- Airlock and material transfer protocols for dry-room integrity: Specialized airlock systems and material transfer protocols are implemented to maintain dry-room integrity during anode-free solid-state battery production. These systems include multi-stage airlocks with progressive dehumidification, specialized packaging for moisture-sensitive materials, and standardized procedures for personnel entry and exit. These measures prevent humidity infiltration while allowing necessary movement of materials and personnel without compromising the controlled environment.
- Personnel training and contamination prevention protocols: Comprehensive personnel training and contamination prevention protocols are critical for anode-free solid-state battery dry-room operations. These include specialized training on moisture control awareness, proper use of personal protective equipment designed for dry environments, and strict adherence to entry/exit procedures. Staff must follow detailed protocols for handling moisture-sensitive materials and understand the impact of human-introduced contamination on battery performance and safety.
- Quality assurance and validation methods for dry-room operations: Quality assurance and validation methods ensure the effectiveness of dry-room operations for anode-free solid-state battery manufacturing. These include regular calibration of humidity and temperature monitoring equipment, periodic validation testing of environmental parameters, and documentation systems that track dry-room performance over time. Statistical process control methods are employed to identify trends that might indicate potential issues before they affect battery quality, with corrective action protocols established for addressing any deviations.
02 Monitoring and control systems for dry room operations
Advanced monitoring and control systems are implemented in dry rooms for anode-free solid-state battery production. These systems include continuous humidity sensors, temperature monitors, and pressure differential controls to maintain the ultra-dry environment. Automated alarm systems alert operators when parameters deviate from specifications, while airlocks and personnel dehumidification chambers prevent moisture ingress. Data logging systems track environmental conditions throughout the manufacturing process to ensure quality control and regulatory compliance.Expand Specific Solutions03 Material handling protocols in controlled environments
Specialized material handling protocols are essential in dry room environments for anode-free solid-state battery production. These include dedicated transfer mechanisms that minimize exposure to ambient conditions, specialized containers with moisture barriers, and automated handling systems that reduce human interaction. Materials are often pre-dried before entering the dry room, and storage solutions incorporate desiccants or inert gas environments to maintain material integrity throughout the manufacturing process.Expand Specific Solutions04 Energy efficiency and sustainability in dry room operations
Energy-efficient designs for dry rooms used in anode-free solid-state battery manufacturing focus on reducing the substantial energy consumption associated with maintaining ultra-low humidity environments. These include advanced dehumidification systems with heat recovery, optimized air recirculation patterns, and smart control algorithms that adjust system parameters based on production needs. Some facilities implement airlocks with graduated humidity levels to minimize energy loss during personnel and material transfers, while others utilize zoned environments with different humidity specifications based on process requirements.Expand Specific Solutions05 Quality assurance and testing for moisture sensitivity
Quality assurance protocols for anode-free solid-state batteries manufactured in dry rooms include specialized testing for moisture sensitivity and contamination. These involve regular environmental monitoring, material sampling for moisture content analysis, and accelerated testing to evaluate the impact of humidity exposure on battery performance. Production batches are tracked with environmental data to correlate manufacturing conditions with battery performance metrics. Some facilities implement in-line moisture detection systems that can identify potential contamination issues before they affect finished products.Expand Specific Solutions
Key Industry Players in Solid-State Battery Manufacturing
The anode-free solid-state battery dry-room specifications and controls market is in an early growth phase, characterized by increasing R&D investments but limited commercial deployment. The global market is projected to expand significantly as solid-state battery technology matures, driven by demand for safer, higher-energy-density energy storage solutions. Key players demonstrate varying levels of technological readiness, with companies like Samsung SDI, LG Energy Solution, and Wanxiang 123 leading development with significant patent portfolios and pilot production capabilities. Chinese manufacturers including Guilin Electrical Appliance Research Institute and Chaowei Power are rapidly advancing their capabilities, while established electronics giants like LG Electronics and BSH Hausgeräte are leveraging their manufacturing expertise to develop specialized dry-room environments essential for solid-state battery production.
Samsung SDI Co., Ltd.
Technical Solution: Samsung SDI has developed advanced dry room specifications for anode-free solid-state battery production with humidity control systems maintaining -60°C dew point or lower. Their technology incorporates multi-stage dehumidification systems with molecular sieve desiccants and specialized HEPA filtration to maintain ultra-low moisture environments (below 100 ppm water content). Samsung's dry rooms feature continuous monitoring systems with distributed sensor networks that provide real-time humidity mapping and automated adjustment protocols. Their specifications include specialized airlock systems and personnel transition protocols to minimize moisture introduction. Samsung has also implemented energy recovery systems that reduce operational costs by approximately 30% compared to conventional dry room designs while maintaining the necessary ultra-dry conditions for solid-state electrolyte handling.
Strengths: Industry-leading humidity control achieving consistent sub-100 ppm moisture levels; integrated energy recovery systems reducing operational costs; comprehensive monitoring with predictive maintenance capabilities. Weaknesses: High initial capital investment requirements; complex installation and commissioning process; requires specialized maintenance expertise.
LG Electronics, Inc.
Technical Solution: LG Electronics has developed comprehensive dry room specifications for anode-free solid-state battery production focusing on integrated environmental control systems. Their approach combines traditional desiccant dehumidification with advanced chemical absorption technologies to achieve dew points below -65°C consistently. LG's dry room design incorporates specialized airflow management that creates laminar flow patterns to prevent moisture concentration in critical processing areas. Their control system utilizes a network of high-precision moisture sensors with redundant verification to ensure measurement accuracy below 10 ppm. LG has implemented specialized material transfer protocols with vacuum-sealed pass-through chambers that maintain dry conditions during component movement between manufacturing stages. Their specifications also address thermal stability, maintaining temperature variations within ±0.5°C throughout the dry room to prevent condensation risks during temperature fluctuations. The company has developed specialized personnel protocols including multi-stage entry procedures and moisture-wicking garments to minimize human-introduced contamination.
Strengths: Exceptional temperature stability combined with ultra-low humidity control; sophisticated airflow management preventing moisture concentration in critical areas; comprehensive material transfer solutions maintaining dry chain integrity. Weaknesses: Significant energy consumption requirements; complex commissioning process requiring specialized expertise; high maintenance costs for precision control systems.
Critical Patents in Anode-Free Solid-State Battery Manufacturing
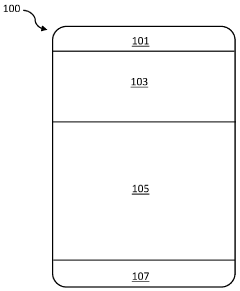
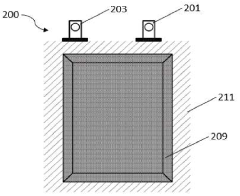
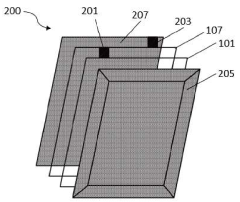
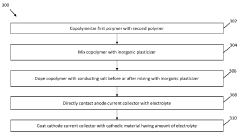
An anode-free solid-state battery and a method of making the same
PatentPendingIN202141047217A
Innovation
- An anode-free solid-state battery design utilizing a solid polymer electrolyte composed of a copolymer of polyvinylidene fluoride-co-hexafluoropropylene and methoxy poly(ethylene glycol) acrylate, doped with a conducting salt and an inorganic plasticizer, which is coated on both the anode and cathode current collectors to enhance ionic conductivity and stability.
Environmental Control Systems for Advanced Battery Production
Environmental control systems are critical components in the manufacturing of advanced battery technologies, particularly for anode-free solid-state batteries which require stringent atmospheric conditions. These systems must maintain precise control over temperature, humidity, and particulate levels to ensure product quality and manufacturing consistency.
The primary function of environmental control in battery production facilities is to maintain ultra-low humidity levels, typically below 1% relative humidity (RH) for anode-free solid-state battery production. This extreme dryness prevents moisture-induced degradation of moisture-sensitive materials and components. Temperature stability is equally important, with most facilities requiring maintenance within ±1°C of the target temperature to ensure consistent chemical reactions and material properties during manufacturing.
Advanced dry room facilities incorporate multi-stage dehumidification systems, often combining desiccant wheels with refrigeration-based dehumidifiers. These systems continuously cycle air through filtration and drying processes to maintain the required environmental specifications. Modern systems increasingly utilize energy recovery mechanisms to reduce the substantial energy consumption associated with maintaining such extreme conditions.
Monitoring and control infrastructure represents another critical aspect of these systems. Real-time monitoring networks with distributed sensors track temperature, humidity, dewpoint, and particulate levels throughout the production space. These networks connect to centralized control systems that make continuous adjustments to maintain specifications. Many facilities now implement predictive control algorithms that anticipate environmental fluctuations based on production schedules, personnel movements, and external weather conditions.
Personnel management presents unique challenges in dry room environments. Airlocks and transition chambers help maintain environmental integrity while allowing necessary movement of staff and materials. Advanced facilities incorporate automated material transfer systems to minimize human entry requirements. When personnel must enter these environments, specialized protective equipment is necessary not only to protect workers but also to prevent contamination of the controlled environment.
Energy efficiency innovations have become increasingly important as dry room facilities expand in size. Heat exchange systems, variable frequency drives on air handlers, and intelligent scheduling of regeneration cycles for desiccant systems can reduce energy consumption by 20-30% compared to older designs. Some facilities have begun implementing localized ultra-dry zones within a less stringently controlled overall environment, focusing the most energy-intensive controls only where absolutely necessary.
The primary function of environmental control in battery production facilities is to maintain ultra-low humidity levels, typically below 1% relative humidity (RH) for anode-free solid-state battery production. This extreme dryness prevents moisture-induced degradation of moisture-sensitive materials and components. Temperature stability is equally important, with most facilities requiring maintenance within ±1°C of the target temperature to ensure consistent chemical reactions and material properties during manufacturing.
Advanced dry room facilities incorporate multi-stage dehumidification systems, often combining desiccant wheels with refrigeration-based dehumidifiers. These systems continuously cycle air through filtration and drying processes to maintain the required environmental specifications. Modern systems increasingly utilize energy recovery mechanisms to reduce the substantial energy consumption associated with maintaining such extreme conditions.
Monitoring and control infrastructure represents another critical aspect of these systems. Real-time monitoring networks with distributed sensors track temperature, humidity, dewpoint, and particulate levels throughout the production space. These networks connect to centralized control systems that make continuous adjustments to maintain specifications. Many facilities now implement predictive control algorithms that anticipate environmental fluctuations based on production schedules, personnel movements, and external weather conditions.
Personnel management presents unique challenges in dry room environments. Airlocks and transition chambers help maintain environmental integrity while allowing necessary movement of staff and materials. Advanced facilities incorporate automated material transfer systems to minimize human entry requirements. When personnel must enter these environments, specialized protective equipment is necessary not only to protect workers but also to prevent contamination of the controlled environment.
Energy efficiency innovations have become increasingly important as dry room facilities expand in size. Heat exchange systems, variable frequency drives on air handlers, and intelligent scheduling of regeneration cycles for desiccant systems can reduce energy consumption by 20-30% compared to older designs. Some facilities have begun implementing localized ultra-dry zones within a less stringently controlled overall environment, focusing the most energy-intensive controls only where absolutely necessary.
Quality Assurance Protocols for Anode-Free Battery Manufacturing
Quality assurance protocols for anode-free solid-state battery manufacturing require rigorous standards due to the sensitive nature of these advanced energy storage systems. The elimination of the traditional anode structure creates unique manufacturing challenges that demand specialized quality control measures throughout the production process.
The dry room environment represents a critical control point in anode-free battery production. Specifications typically require humidity levels maintained below 100 ppm (parts per million) water content, with optimal conditions often targeting 50 ppm or lower. Temperature stability between 20-25°C must be continuously monitored, as fluctuations can compromise material integrity and cell performance.
Particle contamination control forms another essential aspect of quality assurance. Clean room classifications of ISO Class 6 or better are generally required, with continuous monitoring of airborne particulates. Specialized filtration systems must remove particles down to 0.3 microns, as even microscopic contaminants can create devastating short circuits in these high-energy-density systems.
Material validation protocols must be implemented at receiving inspection, with particular attention to the solid electrolyte components. X-ray diffraction (XRD) analysis confirms crystalline structure, while impedance spectroscopy verifies ionic conductivity properties. Trace moisture analysis using Karl Fischer titration ensures materials meet the stringent water content specifications before entering the manufacturing process.
In-process quality controls include real-time monitoring of electrode coating uniformity, electrolyte layer thickness, and interface characteristics. Advanced imaging techniques such as scanning electron microscopy (SEM) and atomic force microscopy (AFM) provide critical data on microstructural features that influence battery performance and safety.
Statistical process control (SPC) methodologies must be adapted specifically for anode-free technology, with control charts tracking key parameters like electrolyte resistance, lithium metal deposition patterns, and interfacial impedance. Early detection of process drift enables immediate corrective action before defective cells are produced.
Final product testing requires specialized protocols beyond traditional battery testing. Accelerated aging studies under controlled conditions help predict long-term stability of the anode-free architecture. Non-destructive evaluation techniques, including ultrasonic scanning and X-ray tomography, can identify internal defects without compromising cell integrity.
Documentation and traceability systems must maintain complete manufacturing histories for each cell, enabling root cause analysis if performance issues arise. This includes environmental condition logs, material batch records, process parameter data, and test results throughout the production sequence.
The dry room environment represents a critical control point in anode-free battery production. Specifications typically require humidity levels maintained below 100 ppm (parts per million) water content, with optimal conditions often targeting 50 ppm or lower. Temperature stability between 20-25°C must be continuously monitored, as fluctuations can compromise material integrity and cell performance.
Particle contamination control forms another essential aspect of quality assurance. Clean room classifications of ISO Class 6 or better are generally required, with continuous monitoring of airborne particulates. Specialized filtration systems must remove particles down to 0.3 microns, as even microscopic contaminants can create devastating short circuits in these high-energy-density systems.
Material validation protocols must be implemented at receiving inspection, with particular attention to the solid electrolyte components. X-ray diffraction (XRD) analysis confirms crystalline structure, while impedance spectroscopy verifies ionic conductivity properties. Trace moisture analysis using Karl Fischer titration ensures materials meet the stringent water content specifications before entering the manufacturing process.
In-process quality controls include real-time monitoring of electrode coating uniformity, electrolyte layer thickness, and interface characteristics. Advanced imaging techniques such as scanning electron microscopy (SEM) and atomic force microscopy (AFM) provide critical data on microstructural features that influence battery performance and safety.
Statistical process control (SPC) methodologies must be adapted specifically for anode-free technology, with control charts tracking key parameters like electrolyte resistance, lithium metal deposition patterns, and interfacial impedance. Early detection of process drift enables immediate corrective action before defective cells are produced.
Final product testing requires specialized protocols beyond traditional battery testing. Accelerated aging studies under controlled conditions help predict long-term stability of the anode-free architecture. Non-destructive evaluation techniques, including ultrasonic scanning and X-ray tomography, can identify internal defects without compromising cell integrity.
Documentation and traceability systems must maintain complete manufacturing histories for each cell, enabling root cause analysis if performance issues arise. This includes environmental condition logs, material batch records, process parameter data, and test results throughout the production sequence.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!