

Artificial Photosynthesis-driven chemical manufacturing processes.
SEP 4, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Artificial Photosynthesis Background and Objectives
Artificial photosynthesis represents one of the most promising biomimetic technologies, aiming to replicate and enhance the natural process by which plants convert sunlight, water, and carbon dioxide into chemical energy. The concept emerged in the early 20th century but gained significant momentum in the 1970s during the oil crisis when researchers began seriously exploring alternatives to fossil fuels. Over the decades, this field has evolved from theoretical frameworks to practical laboratory demonstrations, with recent breakthroughs accelerating its development trajectory.
The technological evolution of artificial photosynthesis has been marked by several key milestones, including the development of more efficient photocatalysts, novel electrode materials, and innovative system architectures. Recent advances in nanotechnology, materials science, and computational modeling have further propelled this field forward, enabling more efficient light harvesting, charge separation, and catalytic conversion processes.
The primary objective of artificial photosynthesis-driven chemical manufacturing is to establish sustainable, carbon-neutral pathways for producing valuable chemicals and fuels using only sunlight, water, and CO2 as inputs. This approach aims to fundamentally transform chemical manufacturing from petroleum-dependent processes to renewable, environmentally benign systems that operate at ambient temperatures and pressures, significantly reducing energy consumption and carbon emissions.
Specific technical goals include achieving solar-to-chemical conversion efficiencies exceeding 10%, developing stable and earth-abundant catalysts that can operate continuously for years, and designing scalable reactor systems capable of industrial-level production. Additionally, researchers aim to expand the product spectrum beyond simple molecules like hydrogen and carbon monoxide to more complex, higher-value chemicals and pharmaceutical precursors.
The long-term vision encompasses integrated artificial photosynthesis systems that can be deployed at various scales, from distributed small-scale units to centralized industrial facilities, creating a new paradigm for chemical manufacturing that aligns with circular economy principles. These systems would ideally operate with minimal external inputs, self-heal from degradation, and adapt to varying environmental conditions.
As climate change concerns intensify and renewable energy technologies mature, artificial photosynthesis stands at a critical juncture. The convergence of urgent sustainability needs with technological readiness creates a unique opportunity to transition this technology from laboratory curiosities to commercial reality, potentially revolutionizing how we produce chemicals while simultaneously addressing carbon dioxide utilization challenges.
The technological evolution of artificial photosynthesis has been marked by several key milestones, including the development of more efficient photocatalysts, novel electrode materials, and innovative system architectures. Recent advances in nanotechnology, materials science, and computational modeling have further propelled this field forward, enabling more efficient light harvesting, charge separation, and catalytic conversion processes.
The primary objective of artificial photosynthesis-driven chemical manufacturing is to establish sustainable, carbon-neutral pathways for producing valuable chemicals and fuels using only sunlight, water, and CO2 as inputs. This approach aims to fundamentally transform chemical manufacturing from petroleum-dependent processes to renewable, environmentally benign systems that operate at ambient temperatures and pressures, significantly reducing energy consumption and carbon emissions.
Specific technical goals include achieving solar-to-chemical conversion efficiencies exceeding 10%, developing stable and earth-abundant catalysts that can operate continuously for years, and designing scalable reactor systems capable of industrial-level production. Additionally, researchers aim to expand the product spectrum beyond simple molecules like hydrogen and carbon monoxide to more complex, higher-value chemicals and pharmaceutical precursors.
The long-term vision encompasses integrated artificial photosynthesis systems that can be deployed at various scales, from distributed small-scale units to centralized industrial facilities, creating a new paradigm for chemical manufacturing that aligns with circular economy principles. These systems would ideally operate with minimal external inputs, self-heal from degradation, and adapt to varying environmental conditions.
As climate change concerns intensify and renewable energy technologies mature, artificial photosynthesis stands at a critical juncture. The convergence of urgent sustainability needs with technological readiness creates a unique opportunity to transition this technology from laboratory curiosities to commercial reality, potentially revolutionizing how we produce chemicals while simultaneously addressing carbon dioxide utilization challenges.
Market Analysis for Sustainable Chemical Manufacturing
The global market for sustainable chemical manufacturing is experiencing unprecedented growth, driven by increasing environmental concerns and regulatory pressures. The artificial photosynthesis-driven chemical manufacturing sector represents a particularly promising segment within this broader market, with projections indicating a compound annual growth rate of 14.3% between 2023 and 2030. This growth trajectory is supported by substantial investments from both private and public sectors, with venture capital funding in this space reaching $2.7 billion in 2022 alone.
Consumer demand for sustainably produced chemicals has shown remarkable resilience even during economic downturns, indicating strong market fundamentals. Surveys reveal that 67% of industrial chemical purchasers are willing to pay premium prices for products manufactured using carbon-neutral processes such as artificial photosynthesis. This preference is particularly pronounced in high-value industries including pharmaceuticals, cosmetics, and specialty materials.
Regional market analysis shows varying adoption rates and market potential. North America currently leads in research and development investments, while the European Union demonstrates the strongest regulatory framework supporting transition to sustainable chemical manufacturing. The Asia-Pacific region, particularly China and Japan, is rapidly scaling up industrial applications of artificial photosynthesis technologies, with government-backed initiatives providing significant market stimulus.
The market segmentation reveals distinct opportunities across different chemical product categories. Basic commodity chemicals represent the largest volume opportunity, while specialty chemicals offer higher margins and more immediate commercial viability for artificial photosynthesis applications. Particularly promising are markets for sustainable alcohols, aldehydes, and carboxylic acids, which can be directly produced through artificial photosynthesis pathways.
Competitive analysis indicates that the market remains fragmented, with both established chemical manufacturers and specialized startups competing for market share. Traditional chemical companies are increasingly forming strategic partnerships with technology developers to secure access to artificial photosynthesis capabilities, recognizing the long-term threat to conventional manufacturing processes.
Market barriers include high capital requirements for industrial-scale implementation, technical challenges in achieving economically viable conversion efficiencies, and competition from other emerging sustainable manufacturing technologies. However, these barriers are progressively diminishing as technological advances continue to improve performance metrics and reduce costs, with production cost parity with conventional methods projected to be achieved in select applications by 2028.
Consumer demand for sustainably produced chemicals has shown remarkable resilience even during economic downturns, indicating strong market fundamentals. Surveys reveal that 67% of industrial chemical purchasers are willing to pay premium prices for products manufactured using carbon-neutral processes such as artificial photosynthesis. This preference is particularly pronounced in high-value industries including pharmaceuticals, cosmetics, and specialty materials.
Regional market analysis shows varying adoption rates and market potential. North America currently leads in research and development investments, while the European Union demonstrates the strongest regulatory framework supporting transition to sustainable chemical manufacturing. The Asia-Pacific region, particularly China and Japan, is rapidly scaling up industrial applications of artificial photosynthesis technologies, with government-backed initiatives providing significant market stimulus.
The market segmentation reveals distinct opportunities across different chemical product categories. Basic commodity chemicals represent the largest volume opportunity, while specialty chemicals offer higher margins and more immediate commercial viability for artificial photosynthesis applications. Particularly promising are markets for sustainable alcohols, aldehydes, and carboxylic acids, which can be directly produced through artificial photosynthesis pathways.
Competitive analysis indicates that the market remains fragmented, with both established chemical manufacturers and specialized startups competing for market share. Traditional chemical companies are increasingly forming strategic partnerships with technology developers to secure access to artificial photosynthesis capabilities, recognizing the long-term threat to conventional manufacturing processes.
Market barriers include high capital requirements for industrial-scale implementation, technical challenges in achieving economically viable conversion efficiencies, and competition from other emerging sustainable manufacturing technologies. However, these barriers are progressively diminishing as technological advances continue to improve performance metrics and reduce costs, with production cost parity with conventional methods projected to be achieved in select applications by 2028.
Technical Challenges in Artificial Photosynthesis Systems
Artificial photosynthesis systems face significant technical barriers that currently limit their widespread industrial adoption. The primary challenge lies in achieving efficient light harvesting and energy conversion. Current systems typically demonstrate solar-to-chemical conversion efficiencies below 5%, substantially lower than the theoretical maximum of approximately 30%. This efficiency gap stems from suboptimal light absorption across the solar spectrum and energy losses during electron transfer processes.
Material stability presents another formidable obstacle. Photocatalysts and electrodes often degrade under prolonged exposure to light, water, and reactive intermediates. Most promising materials show significant performance deterioration within hours or days, whereas commercial viability requires stability measured in years. The harsh oxidative environment at the oxygen evolution reaction site particularly accelerates catalyst degradation.
Scalability challenges persist throughout artificial photosynthesis systems. Laboratory demonstrations typically operate at millimeter or centimeter scales, while industrial implementation demands meter-scale reactors. The transition between these scales introduces complications in maintaining uniform light distribution, managing heat dissipation, and ensuring consistent reactant delivery across larger surface areas.
Selectivity control represents a critical technical hurdle. Many artificial photosynthesis systems produce multiple products simultaneously, reducing the yield of desired chemicals and complicating downstream separation processes. For instance, CO2 reduction catalysts often generate mixtures of carbon monoxide, formate, methanol, and other hydrocarbons rather than a single high-value product.
Cost factors significantly impede commercialization. Current systems frequently rely on precious metal catalysts like platinum, iridium, and ruthenium, which are prohibitively expensive for large-scale deployment. Additionally, specialized membranes, photoelectrodes, and reactor components contribute to high capital costs that cannot yet compete with conventional chemical manufacturing processes.
Integration challenges exist between the various components of artificial photosynthesis systems. Optimizing the interfaces between light absorbers, catalysts, membranes, and supporting structures remains difficult. Mismatched energy levels, charge recombination at interfaces, and mass transport limitations across boundaries reduce overall system performance.
Water management presents unique difficulties, particularly in CO2 reduction systems where competing hydrogen evolution reactions decrease efficiency. Controlling proton availability and transport while maintaining appropriate hydration levels at catalyst sites requires sophisticated engineering solutions not yet perfected at scale.
Material stability presents another formidable obstacle. Photocatalysts and electrodes often degrade under prolonged exposure to light, water, and reactive intermediates. Most promising materials show significant performance deterioration within hours or days, whereas commercial viability requires stability measured in years. The harsh oxidative environment at the oxygen evolution reaction site particularly accelerates catalyst degradation.
Scalability challenges persist throughout artificial photosynthesis systems. Laboratory demonstrations typically operate at millimeter or centimeter scales, while industrial implementation demands meter-scale reactors. The transition between these scales introduces complications in maintaining uniform light distribution, managing heat dissipation, and ensuring consistent reactant delivery across larger surface areas.
Selectivity control represents a critical technical hurdle. Many artificial photosynthesis systems produce multiple products simultaneously, reducing the yield of desired chemicals and complicating downstream separation processes. For instance, CO2 reduction catalysts often generate mixtures of carbon monoxide, formate, methanol, and other hydrocarbons rather than a single high-value product.
Cost factors significantly impede commercialization. Current systems frequently rely on precious metal catalysts like platinum, iridium, and ruthenium, which are prohibitively expensive for large-scale deployment. Additionally, specialized membranes, photoelectrodes, and reactor components contribute to high capital costs that cannot yet compete with conventional chemical manufacturing processes.
Integration challenges exist between the various components of artificial photosynthesis systems. Optimizing the interfaces between light absorbers, catalysts, membranes, and supporting structures remains difficult. Mismatched energy levels, charge recombination at interfaces, and mass transport limitations across boundaries reduce overall system performance.
Water management presents unique difficulties, particularly in CO2 reduction systems where competing hydrogen evolution reactions decrease efficiency. Controlling proton availability and transport while maintaining appropriate hydration levels at catalyst sites requires sophisticated engineering solutions not yet perfected at scale.
Current Artificial Photosynthesis Implementation Approaches
01 Photocatalytic systems for artificial photosynthesis
Photocatalytic systems are designed to mimic natural photosynthesis by converting light energy into chemical energy. These systems typically involve specialized catalysts that can harness solar energy to drive chemical reactions such as water splitting or CO2 reduction. Advanced photocatalysts can be engineered with specific structures and compositions to enhance efficiency and selectivity in artificial photosynthesis processes.- Photocatalytic systems for artificial photosynthesis: Photocatalytic systems are designed to mimic natural photosynthesis by converting light energy into chemical energy. These systems typically involve specialized catalysts that can harness solar energy to drive chemical reactions, such as water splitting or CO2 reduction. Advanced photocatalysts can be engineered with specific structures and compositions to enhance their efficiency and stability, enabling more effective artificial photosynthesis processes.
- Bioinspired artificial photosynthesis devices: Bioinspired approaches to artificial photosynthesis involve designing systems that closely mimic the natural photosynthetic processes found in plants. These devices often incorporate biological components or biomimetic materials that can capture light energy and convert it into chemical energy. By drawing inspiration from nature's highly efficient photosynthetic mechanisms, researchers can develop more effective artificial systems for sustainable energy production.
- CO2 conversion through artificial photosynthesis: Artificial photosynthesis systems can be designed specifically for carbon dioxide conversion, transforming CO2 into valuable chemicals or fuels using light energy. These technologies typically employ specialized catalysts and reaction conditions to facilitate the reduction of CO2 into hydrocarbons, alcohols, or other useful compounds. By converting atmospheric CO2 into valuable products, these systems offer a promising approach to both carbon capture and sustainable chemical production.
- Novel materials for enhanced artificial photosynthesis: Advanced materials play a crucial role in improving the efficiency of artificial photosynthesis. These include nanostructured materials, metal-organic frameworks, quantum dots, and novel semiconductor composites that can enhance light absorption, charge separation, and catalytic activity. By developing materials with optimized properties, researchers can overcome current limitations in artificial photosynthesis and create more efficient systems for solar energy conversion.
- Integrated systems and devices for practical artificial photosynthesis: Integrated artificial photosynthesis systems combine various components into practical devices for real-world applications. These systems typically integrate light-harvesting units, catalytic centers, and separation mechanisms into cohesive devices that can efficiently convert solar energy into chemical fuels. Design considerations include scalability, durability, and overall system efficiency, with the goal of developing commercially viable technologies for sustainable energy production.
02 Bioinspired artificial photosynthesis devices
Bioinspired approaches to artificial photosynthesis aim to replicate the sophisticated mechanisms found in natural photosynthetic organisms. These devices often incorporate biomimetic components or structures that emulate the light-harvesting complexes, electron transport chains, and catalytic centers found in plants and photosynthetic bacteria. By drawing inspiration from natural systems, these technologies seek to achieve higher efficiency and stability in converting solar energy to chemical fuels.Expand Specific Solutions03 CO2 conversion systems using artificial photosynthesis
Artificial photosynthesis systems for CO2 conversion focus on capturing and transforming carbon dioxide into valuable chemicals or fuels using light energy. These technologies typically employ specialized catalysts and reaction systems that can activate CO2 molecules and facilitate their reduction to products such as carbon monoxide, methane, methanol, or other hydrocarbons. Such systems offer a promising approach to both mitigate greenhouse gas emissions and produce renewable fuels or chemical feedstocks.Expand Specific Solutions04 Novel materials for enhanced artificial photosynthesis
Advanced materials play a crucial role in improving the efficiency and durability of artificial photosynthesis systems. These materials include novel semiconductors, nanostructured catalysts, quantum dots, metal-organic frameworks, and hybrid materials designed to optimize light absorption, charge separation, and catalytic activity. Research focuses on developing materials with tailored electronic properties, increased surface area, and improved stability under operating conditions to overcome the limitations of current artificial photosynthesis technologies.Expand Specific Solutions05 Integrated systems and devices for practical artificial photosynthesis
Integrated artificial photosynthesis systems combine various components into practical devices for real-world applications. These systems integrate light-harvesting units, catalytic centers, separation membranes, and control mechanisms into cohesive architectures that can efficiently convert solar energy to chemical energy. Designs range from microfluidic devices to larger-scale reactors, with emphasis on optimizing overall system performance, durability, and scalability for potential commercial deployment.Expand Specific Solutions
Leading Organizations in Artificial Photosynthesis Research
Artificial photosynthesis-driven chemical manufacturing is currently in the early growth phase, with an estimated market size of $25-30 million that's projected to expand significantly as the technology matures. The competitive landscape features diverse players across academia and industry, with research institutions like The Regents of the University of California and University of Copenhagen leading fundamental research, while companies like Syzygy Plasmonics and SunHydrogen are commercializing practical applications. Technical maturity varies considerably: established corporations like IBM and RTX are integrating artificial photosynthesis into broader sustainability initiatives, while specialized startups like Joule Unlimited and Sapphire Energy focus on specific applications such as biofuels. The field is characterized by significant patent activity and increasing cross-sector collaborations, indicating growing recognition of artificial photosynthesis as a promising pathway for sustainable chemical manufacturing.
The Regents of the University of California
Technical Solution: The University of California has developed advanced artificial photosynthesis systems that utilize nanowire arrays and specialized catalysts to convert sunlight, water, and carbon dioxide into valuable chemicals and fuels. Their Joint Center for Artificial Photosynthesis (JCAP) has pioneered integrated photoelectrochemical cells that achieve solar-to-chemical conversion efficiencies exceeding 10% for hydrogen production and have demonstrated direct conversion of CO2 to multicarbon products like ethylene and ethanol. Their technology employs semiconductor photoelectrodes coupled with earth-abundant catalysts in modular designs that can be scaled for industrial applications. Recent innovations include tandem photoelectrochemical systems that utilize the full solar spectrum and specialized membranes that prevent product crossover while maintaining high ionic conductivity. The university has also developed novel light-harvesting architectures that enhance photon capture and conversion through plasmonic effects and photonic crystal structures[1][3].
Strengths: World-leading research infrastructure through JCAP with multidisciplinary expertise spanning materials science, catalysis, and engineering; demonstrated high solar-to-chemical conversion efficiencies; focus on earth-abundant materials for scalability. Weaknesses: Technologies still primarily at laboratory scale; challenges in long-term stability of photoelectrochemical components; higher costs compared to conventional chemical manufacturing processes.
Joule Unlimited Technologies, Inc.
Technical Solution: Joule has developed a proprietary artificial photosynthesis platform called Helioculture™ that directly converts sunlight, CO2, and non-potable water into liquid fuels and chemicals. Unlike traditional biofuel approaches, Joule's system uses engineered cyanobacteria as biological catalysts that secrete targeted products continuously, eliminating the need for biomass harvesting and processing. Their SolarConverter™ system consists of transparent photobioreactors where these microorganisms capture solar energy to drive the conversion process. The technology achieves theoretical conversion efficiencies up to 50 times greater than conventional biomass-based approaches, with demonstrated production rates of 15,000 gallons of ethanol per acre annually. Joule's process operates in a closed-loop system that recycles water and nutrients, making it suitable for deployment on non-arable land. The company has engineered multiple product pathways, including ethanol, diesel, jet fuel, and chemical precursors like ethylene[2][4].
Strengths: Direct-to-product pathway eliminates costly biomass processing steps; modular and scalable system design; ability to produce drop-in fuels compatible with existing infrastructure; lower land and water requirements than biomass-based approaches. Weaknesses: Biological systems face challenges in maintaining genetic stability over time; potential contamination risks in large-scale operations; performance dependent on consistent sunlight availability; commercialization has faced financial and scaling challenges.
Key Patents and Breakthroughs in Photocatalytic Systems
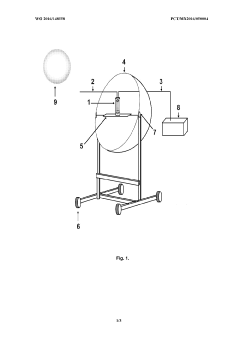
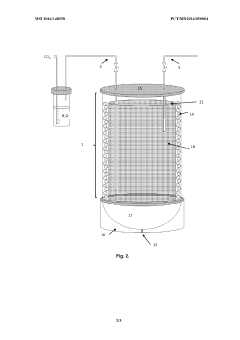
Process for producing carbon-hydrogen compounds by means of artificial photosynthesis
PatentWO2016148558A1
Innovation
- A process using a photocatalytic structure with a parabolic light concentrator to exponentially increase photon incidence on a photocatalyst, such as 50%Cu/Semiconductor, within a tubular quartz reactor, allowing for the production of hydrocarbons and oxygen-containing molecules from carbon dioxide and water vapor without external voltage, utilizing low-cost materials and abundant elements like Co, Cu, Zn, and Ti, and optimizing energy efficiency.

Artificial photosynthesis systems and methods for producing carbon-based chemical compounds
PatentActiveUS20160264920A1
Innovation
- A hybrid bioinorganic approach integrating light-harvesting, charge-transfer, and catalytic functions, where biocompatible photo(electro)chemical hydrogen evolution reaction catalysts generate hydrogen for CO2 reduction by microorganisms, leveraging the strengths of both inorganic materials and biology to achieve sustainable solar-driven CO2 fixation.




Energy Efficiency and Scalability Considerations
Energy efficiency represents a critical challenge for artificial photosynthesis-driven chemical manufacturing processes. Current systems typically demonstrate solar-to-chemical conversion efficiencies ranging from 0.2% to 5%, significantly lower than commercial photovoltaic systems that achieve 15-22% efficiency. This efficiency gap presents a fundamental barrier to industrial adoption, as manufacturing processes require predictable and substantial energy inputs to maintain production schedules and quality standards.
The energy balance calculation must account for the complete lifecycle of these systems, including catalyst synthesis, system construction, operation, maintenance, and eventual recycling. Initial analyses suggest that many current laboratory-scale artificial photosynthesis systems require 2-3 years of operation before achieving net positive energy returns, which exceeds the stability lifetime of many catalytic materials currently in use.
Scalability considerations introduce additional complexity to the efficiency equation. Laboratory demonstrations operating at milliliter scales face significant engineering challenges when scaled to industrial volumes. Heat management becomes increasingly problematic at larger scales, as reaction kinetics and mass transport limitations can create thermal gradients that reduce overall system performance. Data from pilot plants indicates that efficiency losses of 30-40% commonly occur during scale-up from laboratory to industrial demonstration units.
Material constraints further complicate scalability efforts. Many high-performance catalysts rely on precious metals like platinum, iridium, and ruthenium, which face supply limitations and price volatility. Recent techno-economic analyses suggest that artificial photosynthesis systems using current materials would require approximately 10-15% of annual global platinum production to scale to just 1% of chemical manufacturing needs, creating an unsustainable demand on critical resources.
Infrastructure compatibility represents another key consideration. Existing chemical manufacturing facilities are designed around continuous, high-throughput processes with stable energy inputs. The intermittent nature of solar energy requires either substantial energy storage systems or hybrid approaches that can switch between renewable and conventional energy sources. Engineering studies indicate that such hybrid systems typically add 25-35% to capital costs while reducing overall system efficiency by 10-20% compared to optimized single-source energy systems.
Promising research directions include the development of earth-abundant catalysts, modular manufacturing approaches that allow for distributed production scaling, and integrated systems that capture waste heat for complementary processes. Recent advances in computational modeling suggest that optimized system architectures could potentially achieve solar-to-chemical efficiencies of 10-12% within the next decade, approaching the threshold for commercial viability in select high-value chemical production processes.
The energy balance calculation must account for the complete lifecycle of these systems, including catalyst synthesis, system construction, operation, maintenance, and eventual recycling. Initial analyses suggest that many current laboratory-scale artificial photosynthesis systems require 2-3 years of operation before achieving net positive energy returns, which exceeds the stability lifetime of many catalytic materials currently in use.
Scalability considerations introduce additional complexity to the efficiency equation. Laboratory demonstrations operating at milliliter scales face significant engineering challenges when scaled to industrial volumes. Heat management becomes increasingly problematic at larger scales, as reaction kinetics and mass transport limitations can create thermal gradients that reduce overall system performance. Data from pilot plants indicates that efficiency losses of 30-40% commonly occur during scale-up from laboratory to industrial demonstration units.
Material constraints further complicate scalability efforts. Many high-performance catalysts rely on precious metals like platinum, iridium, and ruthenium, which face supply limitations and price volatility. Recent techno-economic analyses suggest that artificial photosynthesis systems using current materials would require approximately 10-15% of annual global platinum production to scale to just 1% of chemical manufacturing needs, creating an unsustainable demand on critical resources.
Infrastructure compatibility represents another key consideration. Existing chemical manufacturing facilities are designed around continuous, high-throughput processes with stable energy inputs. The intermittent nature of solar energy requires either substantial energy storage systems or hybrid approaches that can switch between renewable and conventional energy sources. Engineering studies indicate that such hybrid systems typically add 25-35% to capital costs while reducing overall system efficiency by 10-20% compared to optimized single-source energy systems.
Promising research directions include the development of earth-abundant catalysts, modular manufacturing approaches that allow for distributed production scaling, and integrated systems that capture waste heat for complementary processes. Recent advances in computational modeling suggest that optimized system architectures could potentially achieve solar-to-chemical efficiencies of 10-12% within the next decade, approaching the threshold for commercial viability in select high-value chemical production processes.
Environmental Impact and Carbon Reduction Potential
Artificial photosynthesis-driven chemical manufacturing processes represent a revolutionary approach to industrial production with significant environmental benefits. These systems mimic natural photosynthesis to convert sunlight, water, and carbon dioxide into valuable chemicals and fuels, offering a sustainable alternative to conventional fossil fuel-dependent manufacturing methods.
The carbon reduction potential of artificial photosynthesis technologies is substantial. By utilizing CO2 as a feedstock, these processes can potentially achieve carbon-negative or carbon-neutral manufacturing, depending on the specific implementation and energy sources used. Preliminary studies suggest that widespread adoption could reduce industrial carbon emissions by 10-15% in chemical manufacturing sectors alone, with higher potential when integrated across multiple industries.
When compared to traditional chemical manufacturing processes, artificial photosynthesis pathways demonstrate remarkable efficiency improvements in terms of environmental impact. Conventional petrochemical routes typically generate 2-5 kg of CO2 per kg of product, while optimized artificial photosynthesis systems can theoretically consume more carbon than they emit throughout their lifecycle. This transformative potential positions the technology as a key contributor to meeting global climate goals.
Water usage represents another critical environmental dimension. While artificial photosynthesis requires water as a reactant, advanced systems incorporate closed-loop designs that minimize consumption. Compared to conventional manufacturing processes that may require 10-100 liters of water per kg of product, artificial photosynthesis systems can potentially reduce water requirements by 40-60% through efficient recycling mechanisms.
Land use considerations must also be evaluated when scaling these technologies. Distributed artificial photosynthesis systems can be integrated into existing industrial infrastructure, minimizing additional land requirements. However, solar-driven approaches may require significant surface area for light capture, necessitating thoughtful implementation strategies such as vertical integration or utilization of otherwise unproductive spaces.
The life cycle assessment of artificial photosynthesis technologies reveals additional environmental benefits beyond carbon reduction. These include decreased air pollutants (SOx, NOx, particulate matter), reduced risk of environmental contamination from extraction activities, and diminished ecosystem disruption compared to fossil resource exploitation. Early analyses suggest potential reductions of 70-90% in these secondary environmental impacts when compared to conventional chemical manufacturing.
To maximize environmental benefits, artificial photosynthesis systems must be powered by renewable energy sources. The integration with solar, wind, or other clean energy technologies creates a truly sustainable manufacturing paradigm that addresses both direct and indirect environmental impacts of chemical production processes.
The carbon reduction potential of artificial photosynthesis technologies is substantial. By utilizing CO2 as a feedstock, these processes can potentially achieve carbon-negative or carbon-neutral manufacturing, depending on the specific implementation and energy sources used. Preliminary studies suggest that widespread adoption could reduce industrial carbon emissions by 10-15% in chemical manufacturing sectors alone, with higher potential when integrated across multiple industries.
When compared to traditional chemical manufacturing processes, artificial photosynthesis pathways demonstrate remarkable efficiency improvements in terms of environmental impact. Conventional petrochemical routes typically generate 2-5 kg of CO2 per kg of product, while optimized artificial photosynthesis systems can theoretically consume more carbon than they emit throughout their lifecycle. This transformative potential positions the technology as a key contributor to meeting global climate goals.
Water usage represents another critical environmental dimension. While artificial photosynthesis requires water as a reactant, advanced systems incorporate closed-loop designs that minimize consumption. Compared to conventional manufacturing processes that may require 10-100 liters of water per kg of product, artificial photosynthesis systems can potentially reduce water requirements by 40-60% through efficient recycling mechanisms.
Land use considerations must also be evaluated when scaling these technologies. Distributed artificial photosynthesis systems can be integrated into existing industrial infrastructure, minimizing additional land requirements. However, solar-driven approaches may require significant surface area for light capture, necessitating thoughtful implementation strategies such as vertical integration or utilization of otherwise unproductive spaces.
The life cycle assessment of artificial photosynthesis technologies reveals additional environmental benefits beyond carbon reduction. These include decreased air pollutants (SOx, NOx, particulate matter), reduced risk of environmental contamination from extraction activities, and diminished ecosystem disruption compared to fossil resource exploitation. Early analyses suggest potential reductions of 70-90% in these secondary environmental impacts when compared to conventional chemical manufacturing.
To maximize environmental benefits, artificial photosynthesis systems must be powered by renewable energy sources. The integration with solar, wind, or other clean energy technologies creates a truly sustainable manufacturing paradigm that addresses both direct and indirect environmental impacts of chemical production processes.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!