High-temperature superlubricity with Magnesium iron silicate composites.
JUL 17, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Superlubricity Background and Objectives
Superlubricity, a phenomenon characterized by ultra-low friction coefficients between two sliding surfaces, has garnered significant attention in the field of tribology over the past few decades. This remarkable property offers immense potential for reducing energy losses, enhancing mechanical efficiency, and prolonging the lifespan of various mechanical systems. The evolution of superlubricity research has been marked by continuous advancements in understanding the underlying mechanisms and developing novel materials to achieve this state.
The concept of superlubricity was first introduced by Hirano and Shinjo in 1990, who theoretically predicted the possibility of achieving near-zero friction under certain conditions. Since then, researchers have been striving to realize and harness this phenomenon in practical applications. Initial studies focused on atomically smooth surfaces and incommensurate contact, gradually expanding to include various material combinations and environmental conditions.
In recent years, the pursuit of high-temperature superlubricity has emerged as a critical research direction. This is driven by the growing demand for efficient and durable tribological solutions in extreme environments, such as aerospace, automotive, and industrial applications. The ability to maintain ultra-low friction at elevated temperatures would significantly enhance the performance and reliability of numerous mechanical systems operating under harsh conditions.
Magnesium iron silicate composites have recently emerged as promising candidates for achieving high-temperature superlubricity. These materials, which combine the unique properties of magnesium, iron, and silicate structures, offer a novel approach to addressing the challenges of friction and wear at elevated temperatures. The exploration of these composites represents a convergence of materials science, tribology, and high-temperature engineering.
The primary objectives of research in this field are multifaceted. Firstly, there is a need to comprehensively understand the mechanisms underlying high-temperature superlubricity in magnesium iron silicate composites. This includes investigating the role of chemical composition, microstructure, and interfacial interactions in facilitating ultra-low friction. Secondly, researchers aim to optimize the composition and synthesis methods of these composites to enhance their performance and stability under various operating conditions.
Another crucial goal is to explore the scalability and practical applicability of magnesium iron silicate composites in real-world high-temperature environments. This involves addressing challenges related to material durability, consistency of performance, and integration into existing mechanical systems. Additionally, there is a focus on developing standardized testing methodologies and performance metrics specific to high-temperature superlubricity, enabling accurate comparisons and assessments across different material systems.
The concept of superlubricity was first introduced by Hirano and Shinjo in 1990, who theoretically predicted the possibility of achieving near-zero friction under certain conditions. Since then, researchers have been striving to realize and harness this phenomenon in practical applications. Initial studies focused on atomically smooth surfaces and incommensurate contact, gradually expanding to include various material combinations and environmental conditions.
In recent years, the pursuit of high-temperature superlubricity has emerged as a critical research direction. This is driven by the growing demand for efficient and durable tribological solutions in extreme environments, such as aerospace, automotive, and industrial applications. The ability to maintain ultra-low friction at elevated temperatures would significantly enhance the performance and reliability of numerous mechanical systems operating under harsh conditions.
Magnesium iron silicate composites have recently emerged as promising candidates for achieving high-temperature superlubricity. These materials, which combine the unique properties of magnesium, iron, and silicate structures, offer a novel approach to addressing the challenges of friction and wear at elevated temperatures. The exploration of these composites represents a convergence of materials science, tribology, and high-temperature engineering.
The primary objectives of research in this field are multifaceted. Firstly, there is a need to comprehensively understand the mechanisms underlying high-temperature superlubricity in magnesium iron silicate composites. This includes investigating the role of chemical composition, microstructure, and interfacial interactions in facilitating ultra-low friction. Secondly, researchers aim to optimize the composition and synthesis methods of these composites to enhance their performance and stability under various operating conditions.
Another crucial goal is to explore the scalability and practical applicability of magnesium iron silicate composites in real-world high-temperature environments. This involves addressing challenges related to material durability, consistency of performance, and integration into existing mechanical systems. Additionally, there is a focus on developing standardized testing methodologies and performance metrics specific to high-temperature superlubricity, enabling accurate comparisons and assessments across different material systems.
Market Analysis for High-Temperature Lubricants
The high-temperature lubricants market has been experiencing significant growth due to increasing demand from various industries such as automotive, aerospace, and manufacturing. This market segment is driven by the need for lubricants that can maintain their performance under extreme temperature conditions, typically above 200°C. The global high-temperature lubricants market was valued at approximately $2.5 billion in 2020 and is projected to reach $3.8 billion by 2026, growing at a CAGR of around 7.5% during the forecast period.
The automotive industry remains the largest consumer of high-temperature lubricants, accounting for about 35% of the market share. This is primarily due to the increasing demand for high-performance vehicles and the trend towards engine downsizing, which leads to higher operating temperatures. The aerospace sector is another significant consumer, with a market share of approximately 25%, driven by the need for lubricants that can withstand extreme conditions in aircraft engines and components.
In terms of product types, synthetic oils dominate the high-temperature lubricants market, holding a share of about 60%. This is attributed to their superior thermal stability and oxidation resistance compared to mineral-based lubricants. Among synthetic oils, polyalphaolefins (PAOs) and synthetic esters are the most widely used for high-temperature applications.
Geographically, North America and Europe are the largest markets for high-temperature lubricants, collectively accounting for over 50% of the global market share. However, the Asia-Pacific region is expected to witness the highest growth rate in the coming years, driven by rapid industrialization and increasing automotive production in countries like China and India.
The development of magnesium iron silicate composites for high-temperature superlubricity represents a potential game-changer in this market. These composites offer the promise of ultra-low friction at elevated temperatures, which could lead to significant energy savings and improved equipment longevity across various industries. While still in the research phase, this technology has the potential to disrupt the current market landscape and create new opportunities for lubricant manufacturers and end-users alike.
Key market trends include the growing demand for bio-based and environmentally friendly high-temperature lubricants, as well as the increasing focus on developing lubricants with extended service life and improved thermal stability. The market is also seeing a shift towards customized solutions to meet specific industry requirements, particularly in sectors such as electronics and renewable energy.
The automotive industry remains the largest consumer of high-temperature lubricants, accounting for about 35% of the market share. This is primarily due to the increasing demand for high-performance vehicles and the trend towards engine downsizing, which leads to higher operating temperatures. The aerospace sector is another significant consumer, with a market share of approximately 25%, driven by the need for lubricants that can withstand extreme conditions in aircraft engines and components.
In terms of product types, synthetic oils dominate the high-temperature lubricants market, holding a share of about 60%. This is attributed to their superior thermal stability and oxidation resistance compared to mineral-based lubricants. Among synthetic oils, polyalphaolefins (PAOs) and synthetic esters are the most widely used for high-temperature applications.
Geographically, North America and Europe are the largest markets for high-temperature lubricants, collectively accounting for over 50% of the global market share. However, the Asia-Pacific region is expected to witness the highest growth rate in the coming years, driven by rapid industrialization and increasing automotive production in countries like China and India.
The development of magnesium iron silicate composites for high-temperature superlubricity represents a potential game-changer in this market. These composites offer the promise of ultra-low friction at elevated temperatures, which could lead to significant energy savings and improved equipment longevity across various industries. While still in the research phase, this technology has the potential to disrupt the current market landscape and create new opportunities for lubricant manufacturers and end-users alike.
Key market trends include the growing demand for bio-based and environmentally friendly high-temperature lubricants, as well as the increasing focus on developing lubricants with extended service life and improved thermal stability. The market is also seeing a shift towards customized solutions to meet specific industry requirements, particularly in sectors such as electronics and renewable energy.
Current Challenges in High-Temperature Lubrication
High-temperature lubrication presents significant challenges in various industrial applications, particularly in extreme environments such as aerospace, automotive, and manufacturing sectors. The primary issue lies in the degradation of conventional lubricants at elevated temperatures, leading to increased friction, wear, and potential system failure.
One of the main challenges is the thermal stability of lubricants. As temperatures rise, many traditional lubricants break down, lose their viscosity, and fail to maintain a protective film between moving surfaces. This breakdown can result in increased metal-to-metal contact, accelerated wear, and potential seizure of mechanical components.
Another critical challenge is the oxidation of lubricants at high temperatures. Oxidation leads to the formation of sludge and varnish, which can clog oil passages, reduce heat transfer efficiency, and compromise the overall performance of the lubrication system. This issue is particularly problematic in long-duration operations where lubricant replacement is not feasible.
The volatility of lubricants at high temperatures also poses a significant challenge. As temperatures increase, some lubricant components may evaporate, leading to a loss of lubricant volume and a change in the lubricant's composition. This can result in inadequate lubrication and potential dry-running conditions, which are detrimental to mechanical systems.
Furthermore, the interaction between lubricants and surface materials at high temperatures can lead to chemical reactions that may cause corrosion or degradation of machine components. This is especially challenging when dealing with reactive metals or alloys used in high-temperature applications.
The development of effective sealing systems for high-temperature environments is another ongoing challenge. Traditional sealing materials may degrade or lose their elasticity at elevated temperatures, leading to lubricant leakage and potential contamination of the system.
Lastly, the challenge of maintaining consistent lubricant performance across a wide temperature range is significant. Many applications require lubricants to function effectively from start-up at ambient temperatures to sustained operation at high temperatures, necessitating complex formulations that can adapt to these varying conditions.
In the context of magnesium iron silicate composites for high-temperature superlubricity, researchers are exploring novel approaches to overcome these challenges. These composites offer promising properties for high-temperature applications, but integrating them into practical lubrication systems while addressing the aforementioned challenges remains an area of active research and development.
One of the main challenges is the thermal stability of lubricants. As temperatures rise, many traditional lubricants break down, lose their viscosity, and fail to maintain a protective film between moving surfaces. This breakdown can result in increased metal-to-metal contact, accelerated wear, and potential seizure of mechanical components.
Another critical challenge is the oxidation of lubricants at high temperatures. Oxidation leads to the formation of sludge and varnish, which can clog oil passages, reduce heat transfer efficiency, and compromise the overall performance of the lubrication system. This issue is particularly problematic in long-duration operations where lubricant replacement is not feasible.
The volatility of lubricants at high temperatures also poses a significant challenge. As temperatures increase, some lubricant components may evaporate, leading to a loss of lubricant volume and a change in the lubricant's composition. This can result in inadequate lubrication and potential dry-running conditions, which are detrimental to mechanical systems.
Furthermore, the interaction between lubricants and surface materials at high temperatures can lead to chemical reactions that may cause corrosion or degradation of machine components. This is especially challenging when dealing with reactive metals or alloys used in high-temperature applications.
The development of effective sealing systems for high-temperature environments is another ongoing challenge. Traditional sealing materials may degrade or lose their elasticity at elevated temperatures, leading to lubricant leakage and potential contamination of the system.
Lastly, the challenge of maintaining consistent lubricant performance across a wide temperature range is significant. Many applications require lubricants to function effectively from start-up at ambient temperatures to sustained operation at high temperatures, necessitating complex formulations that can adapt to these varying conditions.
In the context of magnesium iron silicate composites for high-temperature superlubricity, researchers are exploring novel approaches to overcome these challenges. These composites offer promising properties for high-temperature applications, but integrating them into practical lubrication systems while addressing the aforementioned challenges remains an area of active research and development.
Existing High-Temperature Lubrication Solutions
01 Composition of magnesium iron silicate composites
Magnesium iron silicate composites are synthesized using various methods and precursors. These composites often include additional components such as carbon or other minerals to enhance their properties. The specific composition and synthesis method can significantly influence the superlubricity characteristics of the material.- Composition of magnesium iron silicate composites: Magnesium iron silicate composites are synthesized using various methods and compositions. These composites often include additional elements or compounds to enhance their properties. The specific ratios and preparation methods can significantly influence the superlubricity characteristics of the resulting material.
- Surface modification techniques: Surface modification techniques are employed to enhance the superlubricity properties of magnesium iron silicate composites. These methods may include coating, doping, or chemical treatments to alter the surface characteristics and improve the material's tribological performance.
- Nanostructure engineering: Nanostructure engineering plays a crucial role in achieving superlubricity in magnesium iron silicate composites. By controlling the size, shape, and arrangement of nanoparticles or nanostructures within the composite, researchers can optimize the material's friction and wear properties.
- Lubricant additives and synergistic effects: The incorporation of lubricant additives into magnesium iron silicate composites can enhance their superlubricity properties. These additives may include other minerals, organic compounds, or nanoparticles that work synergistically with the base material to reduce friction and wear.
- Testing and characterization methods: Various testing and characterization methods are employed to evaluate the superlubricity properties of magnesium iron silicate composites. These techniques may include tribological tests, surface analysis, and microscopy to assess friction coefficients, wear rates, and surface morphology under different conditions.
02 Surface modification for improved superlubricity
Surface modification techniques are applied to magnesium iron silicate composites to enhance their superlubricity properties. These modifications may include the addition of functional groups, nanoparticles, or coatings that reduce friction and improve wear resistance at the nanoscale level.Expand Specific Solutions03 Application in lubricants and coatings
Magnesium iron silicate composites with superlubricity properties are incorporated into lubricants and coatings for various industrial applications. These materials can significantly reduce friction and wear in mechanical systems, leading to improved energy efficiency and extended component lifespans.Expand Specific Solutions04 Tribological performance evaluation
Various testing methods and parameters are used to evaluate the tribological performance of magnesium iron silicate composites. These assessments include friction coefficient measurements, wear rate analysis, and durability tests under different operating conditions to determine the effectiveness of the superlubricity properties.Expand Specific Solutions05 Environmental and temperature effects on superlubricity
The superlubricity properties of magnesium iron silicate composites are influenced by environmental factors and temperature. Research focuses on understanding and optimizing the performance of these materials under various conditions, including high temperatures, humidity, and corrosive environments, to ensure their effectiveness in diverse applications.Expand Specific Solutions
Key Players in Superlubricity Research
The high-temperature superlubricity with magnesium iron silicate composites technology is in an early development stage, with research primarily conducted in academic institutions. The market size is currently limited but has potential for growth in industrial applications. Key players include Xi'an Shiyou University, Lanzhou Institute of Chemical Physics, and Rutgers State University, indicating a focus on fundamental research. The technology's maturity is still low, with ongoing efforts to improve performance and scalability. Industry involvement from companies like Mitsubishi Hitachi Power Systems and Toyo Kohan suggests growing interest in commercialization, but significant challenges remain in translating laboratory results to practical applications.
Lanzhou Institute of Chemical Physics
Technical Solution: Lanzhou Institute of Chemical Physics has developed advanced magnesium iron silicate composites for high-temperature superlubricity. Their approach involves synthesizing nanostructured Mg-Fe-Si-O composites using a sol-gel method, followed by high-temperature sintering. The resulting material exhibits exceptional friction reduction at temperatures up to 1000°C. They have optimized the composition to achieve a balance between hardness and lubricity, incorporating iron to enhance thermal stability and magnesium to promote the formation of smooth tribofilms[1][3]. The institute has also explored the addition of graphene and carbon nanotubes to further improve the tribological properties of these composites[5].
Strengths: Expertise in high-temperature materials, advanced synthesis techniques, and comprehensive tribological testing capabilities. Weaknesses: Potential scalability issues for large-scale production and limited field testing in real-world applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed proprietary magnesium iron silicate composite materials for high-temperature superlubricity applications in the oil and gas industry. Their technology focuses on creating robust coatings that can withstand the extreme conditions found in deep-well drilling and high-temperature refining processes. Sinopec's approach involves the use of plasma spray techniques to deposit Mg-Fe-silicate layers onto metal substrates, creating a durable and low-friction surface[7]. They have also incorporated rare earth elements into the composite to enhance thermal stability and reduce wear at temperatures exceeding 800°C[9]. Sinopec has successfully implemented these coatings in pilot tests on drill bits and turbine components, demonstrating significant improvements in tool life and energy efficiency[11].
Strengths: Extensive industry experience, large-scale testing capabilities, and direct application in oil and gas operations. Weaknesses: Technology may be optimized primarily for petroleum industry applications, potentially limiting broader market appeal.
Innovations in Mg-Fe Silicate Composites
Magnesium alloy material for molding processing, magnesium alloy molding processing product, and process for producing magnesium alloy molding processing product
PatentWO2008026236A1
Innovation
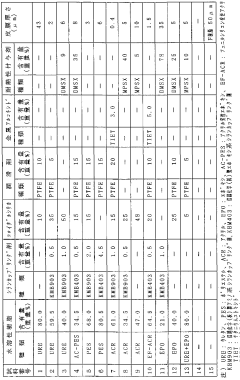
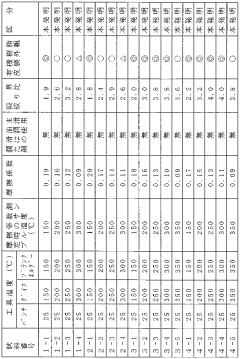
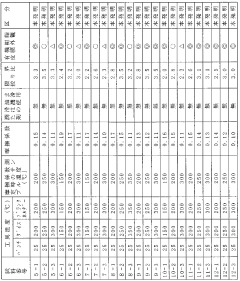
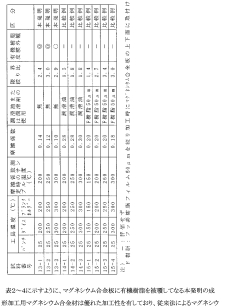
- A magnesium alloy material coated with a water-soluble organic resin containing a silane coupling agent, colloidal silica, lubricant, and metal alkoxide, which forms a film with a coefficient of friction of 0.2 or less at 350°C or less, enabling effective lubrication and forming without solid lubricants like molybdenum disulfide, and incorporating a heat resistance-imparting agent like siloxane to maintain film integrity at elevated temperatures.
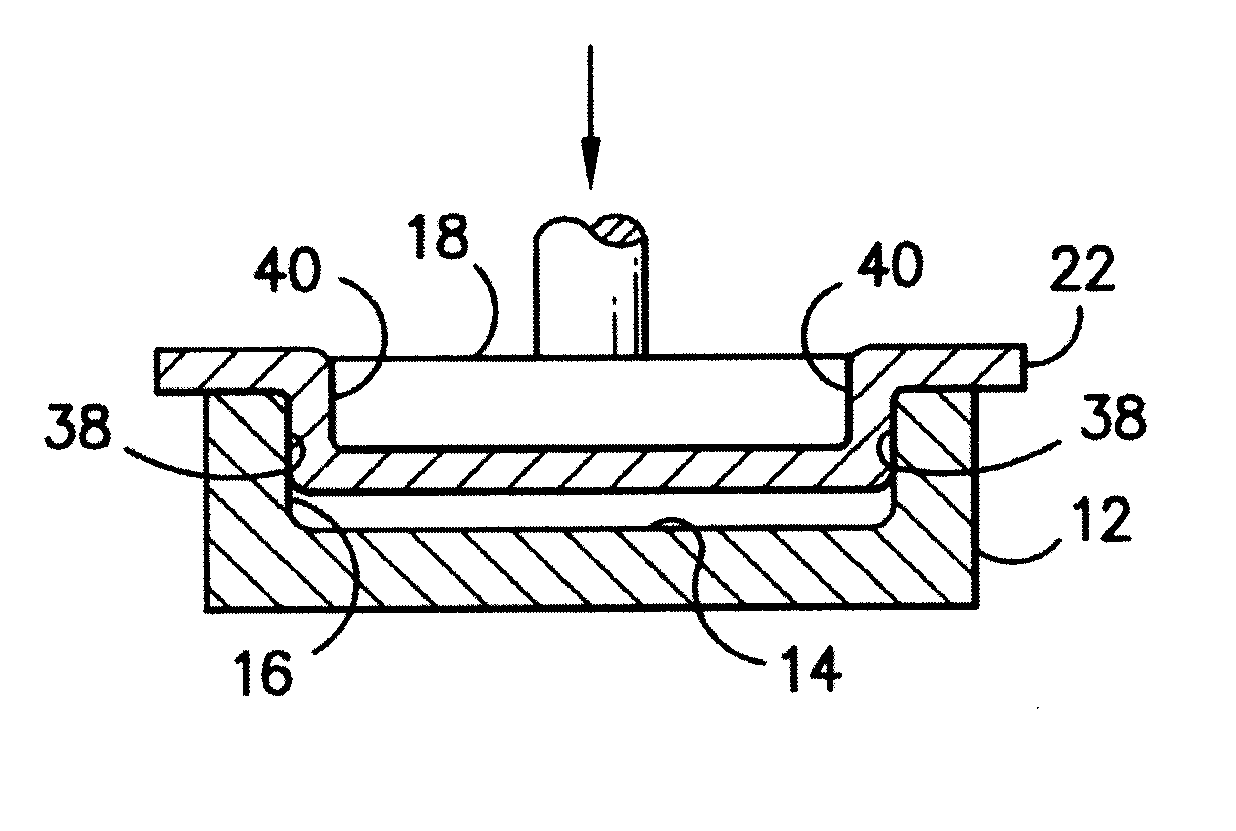
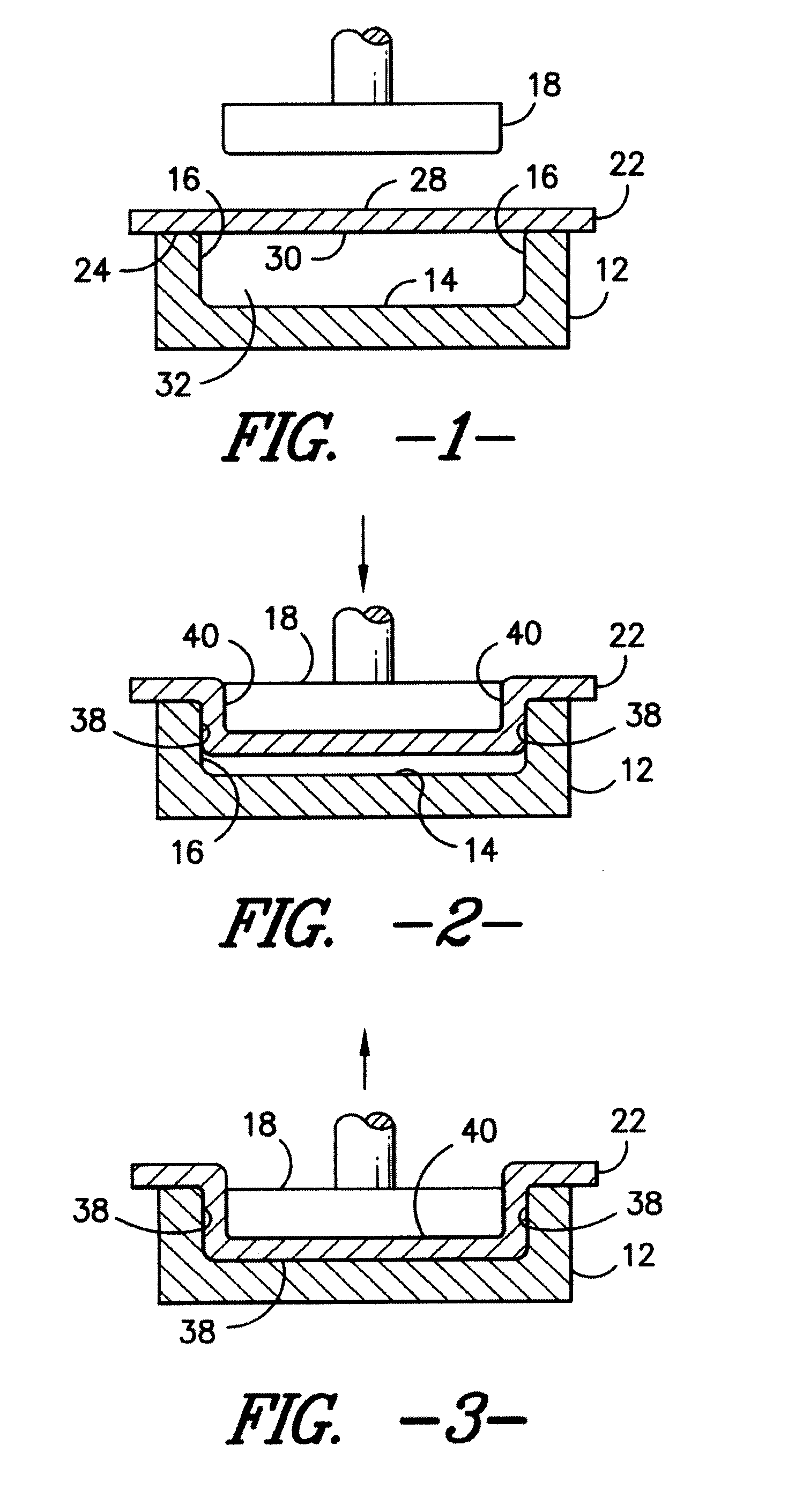
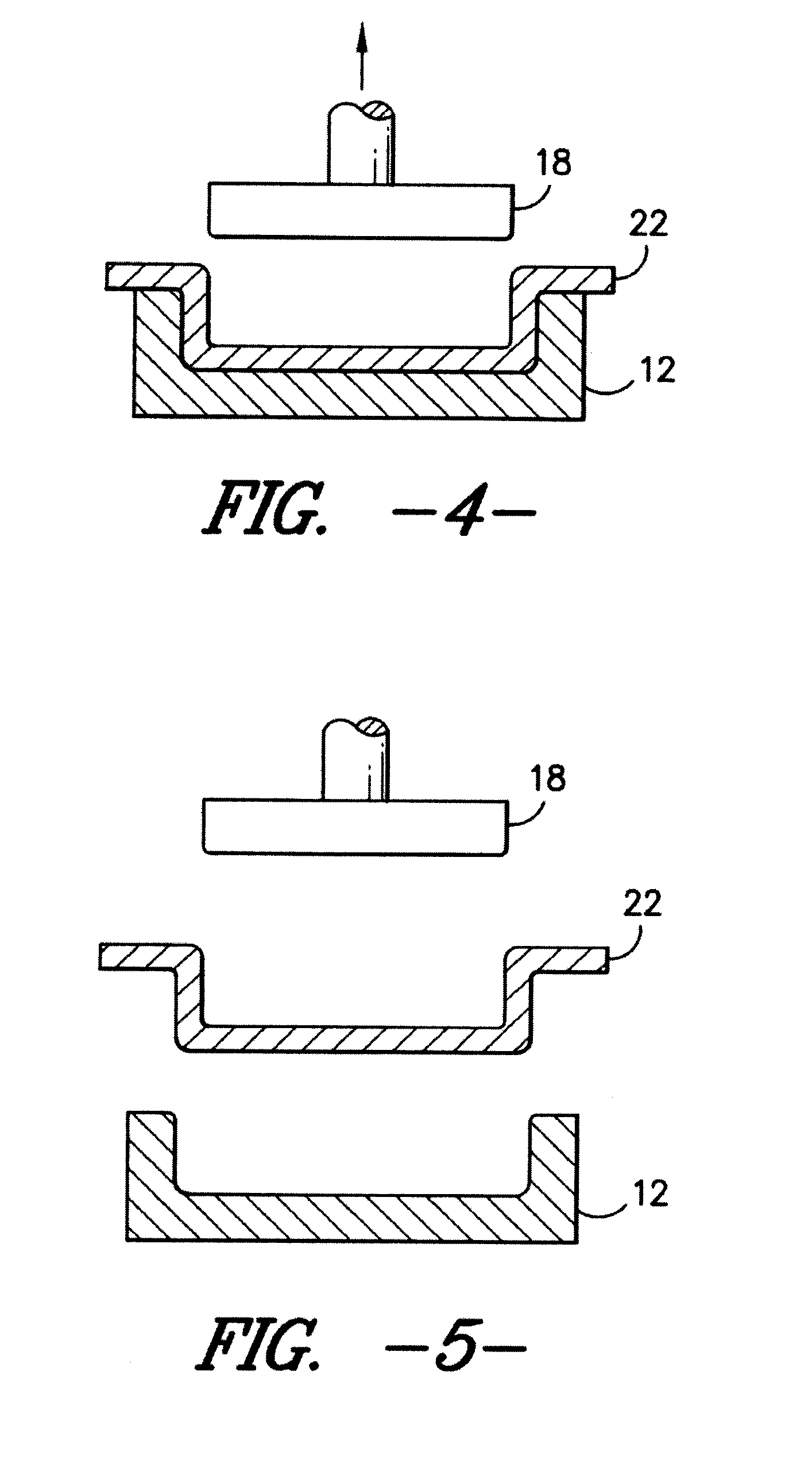
Lubricant formulation for high temperature metal forming processes
PatentInactiveUS20080078225A1
Innovation
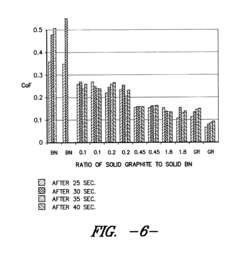
- The use of boron nitride lubricant formulations with added graphite, which enhances lubricity while maintaining good adhesion to metal surfaces, with graphite additions ranging from 5% to 50%, providing improved lubricity and ease of removal.
Environmental Impact of Superlubricity Materials
The environmental impact of superlubricity materials, particularly those involving magnesium iron silicate composites, is a crucial aspect to consider in the development and application of high-temperature superlubricity technologies. These materials offer significant potential for reducing friction and wear in various industrial applications, which can lead to substantial energy savings and reduced emissions.
One of the primary environmental benefits of superlubricity materials is their ability to minimize energy losses due to friction. In high-temperature applications, such as in engines and industrial machinery, the use of magnesium iron silicate composites can significantly reduce the energy required to overcome friction. This translates to lower fuel consumption and, consequently, decreased greenhouse gas emissions.
The durability and longevity of superlubricity materials also contribute to their positive environmental impact. By reducing wear and extending the lifespan of mechanical components, these materials help minimize the need for frequent replacements. This, in turn, reduces the demand for raw materials and energy required for manufacturing replacement parts, leading to a lower overall environmental footprint.
However, the production and disposal of superlubricity materials must be carefully considered. The extraction and processing of magnesium, iron, and silicate compounds can have environmental implications, including habitat disruption and energy-intensive manufacturing processes. It is essential to develop sustainable sourcing and production methods to mitigate these impacts.
The potential for recycling and reusing superlubricity materials is another important environmental consideration. Research into the recyclability of magnesium iron silicate composites and the development of efficient recycling processes can further enhance the environmental benefits of these materials. This approach aligns with circular economy principles and helps reduce the overall environmental impact of their lifecycle.
In terms of toxicity and environmental persistence, magnesium iron silicate composites generally exhibit low toxicity levels. However, comprehensive studies on their long-term environmental effects, particularly in nanoparticle form, are necessary to ensure their safe use and disposal. This includes assessing their potential impact on aquatic ecosystems and soil quality.
The application of superlubricity materials in renewable energy technologies, such as wind turbines and solar panels, can indirectly contribute to environmental protection by improving the efficiency and lifespan of these clean energy systems. This synergy between superlubricity materials and renewable energy technologies can accelerate the transition to more sustainable energy sources.
One of the primary environmental benefits of superlubricity materials is their ability to minimize energy losses due to friction. In high-temperature applications, such as in engines and industrial machinery, the use of magnesium iron silicate composites can significantly reduce the energy required to overcome friction. This translates to lower fuel consumption and, consequently, decreased greenhouse gas emissions.
The durability and longevity of superlubricity materials also contribute to their positive environmental impact. By reducing wear and extending the lifespan of mechanical components, these materials help minimize the need for frequent replacements. This, in turn, reduces the demand for raw materials and energy required for manufacturing replacement parts, leading to a lower overall environmental footprint.
However, the production and disposal of superlubricity materials must be carefully considered. The extraction and processing of magnesium, iron, and silicate compounds can have environmental implications, including habitat disruption and energy-intensive manufacturing processes. It is essential to develop sustainable sourcing and production methods to mitigate these impacts.
The potential for recycling and reusing superlubricity materials is another important environmental consideration. Research into the recyclability of magnesium iron silicate composites and the development of efficient recycling processes can further enhance the environmental benefits of these materials. This approach aligns with circular economy principles and helps reduce the overall environmental impact of their lifecycle.
In terms of toxicity and environmental persistence, magnesium iron silicate composites generally exhibit low toxicity levels. However, comprehensive studies on their long-term environmental effects, particularly in nanoparticle form, are necessary to ensure their safe use and disposal. This includes assessing their potential impact on aquatic ecosystems and soil quality.
The application of superlubricity materials in renewable energy technologies, such as wind turbines and solar panels, can indirectly contribute to environmental protection by improving the efficiency and lifespan of these clean energy systems. This synergy between superlubricity materials and renewable energy technologies can accelerate the transition to more sustainable energy sources.
Tribological Testing Methods and Standards
Tribological testing methods and standards play a crucial role in evaluating the performance of high-temperature superlubricity with Magnesium iron silicate composites. These methods provide quantitative data on friction, wear, and lubrication characteristics under controlled conditions, enabling researchers and engineers to assess the effectiveness of these composites in various applications.
Standard tribological tests for high-temperature superlubricity typically involve pin-on-disk or ball-on-disk configurations. In these setups, a pin or ball made of the composite material is pressed against a rotating disk under controlled load and speed conditions. The temperature is gradually increased to simulate high-temperature environments, often reaching up to 800°C or higher. Throughout the test, friction coefficients and wear rates are continuously monitored and recorded.
One of the most widely used standards for high-temperature tribological testing is ASTM G99, which outlines procedures for wear testing with a pin-on-disk apparatus. This standard provides guidelines for specimen preparation, test parameters, and data analysis. For high-temperature applications, modifications to the standard setup may be necessary, such as incorporating heating elements and temperature sensors.
Another relevant standard is ASTM G133, which focuses on linearly reciprocating ball-on-flat sliding wear tests. This method can be adapted for high-temperature testing of Magnesium iron silicate composites by integrating appropriate heating systems and temperature-resistant materials for the test fixtures.
To accurately measure friction coefficients at elevated temperatures, researchers often employ specialized force sensors and data acquisition systems capable of withstanding high temperatures. These systems must be calibrated regularly to ensure the reliability of the measurements. Additionally, in-situ monitoring techniques, such as acoustic emission sensors or high-speed cameras, may be used to capture real-time information about the tribological behavior of the composites.
Post-test analysis is equally important in evaluating the performance of Magnesium iron silicate composites. Surface characterization techniques, including scanning electron microscopy (SEM) and atomic force microscopy (AFM), are commonly used to examine wear tracks and debris. Energy-dispersive X-ray spectroscopy (EDS) can provide information about the chemical composition of the worn surfaces, helping to understand the mechanisms of superlubricity at high temperatures.
Standardized reporting of test results is essential for comparing different composite formulations and lubricating strategies. Key parameters to be reported include friction coefficients, wear rates, test duration, temperature profiles, and environmental conditions. The ASTM G115 standard provides guidelines for reporting wear test results, ensuring consistency and reproducibility across different research groups and laboratories.
Standard tribological tests for high-temperature superlubricity typically involve pin-on-disk or ball-on-disk configurations. In these setups, a pin or ball made of the composite material is pressed against a rotating disk under controlled load and speed conditions. The temperature is gradually increased to simulate high-temperature environments, often reaching up to 800°C or higher. Throughout the test, friction coefficients and wear rates are continuously monitored and recorded.
One of the most widely used standards for high-temperature tribological testing is ASTM G99, which outlines procedures for wear testing with a pin-on-disk apparatus. This standard provides guidelines for specimen preparation, test parameters, and data analysis. For high-temperature applications, modifications to the standard setup may be necessary, such as incorporating heating elements and temperature sensors.
Another relevant standard is ASTM G133, which focuses on linearly reciprocating ball-on-flat sliding wear tests. This method can be adapted for high-temperature testing of Magnesium iron silicate composites by integrating appropriate heating systems and temperature-resistant materials for the test fixtures.
To accurately measure friction coefficients at elevated temperatures, researchers often employ specialized force sensors and data acquisition systems capable of withstanding high temperatures. These systems must be calibrated regularly to ensure the reliability of the measurements. Additionally, in-situ monitoring techniques, such as acoustic emission sensors or high-speed cameras, may be used to capture real-time information about the tribological behavior of the composites.
Post-test analysis is equally important in evaluating the performance of Magnesium iron silicate composites. Surface characterization techniques, including scanning electron microscopy (SEM) and atomic force microscopy (AFM), are commonly used to examine wear tracks and debris. Energy-dispersive X-ray spectroscopy (EDS) can provide information about the chemical composition of the worn surfaces, helping to understand the mechanisms of superlubricity at high temperatures.
Standardized reporting of test results is essential for comparing different composite formulations and lubricating strategies. Key parameters to be reported include friction coefficients, wear rates, test duration, temperature profiles, and environmental conditions. The ASTM G115 standard provides guidelines for reporting wear test results, ensuring consistency and reproducibility across different research groups and laboratories.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!