

How to Improve Laser Welding Control for Consistency
SEP 15, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Laser Welding Technology Background and Objectives
Laser welding technology has evolved significantly since its inception in the 1960s, transforming from a niche manufacturing process to a mainstream joining method across multiple industries. The fundamental principle involves using concentrated light energy to melt and fuse materials, creating strong, precise bonds with minimal heat-affected zones. This technology has seen accelerated development in recent decades, driven by advancements in laser sources, control systems, and automation capabilities.
The evolution trajectory shows a clear shift from CO2 lasers to fiber and diode lasers, offering improved energy efficiency, beam quality, and control precision. Concurrently, monitoring and control systems have progressed from basic open-loop configurations to sophisticated closed-loop systems incorporating real-time feedback mechanisms and predictive algorithms.
Current technological trends indicate a growing emphasis on process consistency and quality assurance, particularly in high-precision industries such as automotive, aerospace, and medical device manufacturing. The integration of Industry 4.0 principles, including data analytics, machine learning, and digital twins, represents the frontier of laser welding technology development.
The primary objective in improving laser welding control for consistency is to develop robust systems capable of maintaining weld quality across varying conditions and materials. This entails addressing several key challenges: minimizing process variations, compensating for material inconsistencies, optimizing parameter selection, and implementing effective real-time monitoring and adjustment capabilities.
Secondary objectives include reducing dependency on operator expertise, decreasing post-weld inspection requirements, minimizing material waste, and enhancing overall production efficiency. These goals align with broader manufacturing trends toward greater automation, quality assurance, and sustainability.
From a technical perspective, achieving these objectives requires advancements in several domains: sensor technology for more accurate process monitoring, control algorithms capable of real-time parameter adjustment, predictive models to anticipate process deviations, and integration frameworks to incorporate these elements into cohesive systems.
The long-term vision for laser welding technology points toward fully adaptive systems capable of self-optimization across diverse applications and materials. Such systems would leverage artificial intelligence to continuously learn from process data, refining control parameters to maintain optimal weld quality despite variations in environmental conditions, material properties, or equipment performance.
As industries continue to demand higher precision, greater reliability, and improved efficiency, the development of advanced control systems for laser welding represents a critical technological frontier with significant implications for manufacturing competitiveness and product quality.
The evolution trajectory shows a clear shift from CO2 lasers to fiber and diode lasers, offering improved energy efficiency, beam quality, and control precision. Concurrently, monitoring and control systems have progressed from basic open-loop configurations to sophisticated closed-loop systems incorporating real-time feedback mechanisms and predictive algorithms.
Current technological trends indicate a growing emphasis on process consistency and quality assurance, particularly in high-precision industries such as automotive, aerospace, and medical device manufacturing. The integration of Industry 4.0 principles, including data analytics, machine learning, and digital twins, represents the frontier of laser welding technology development.
The primary objective in improving laser welding control for consistency is to develop robust systems capable of maintaining weld quality across varying conditions and materials. This entails addressing several key challenges: minimizing process variations, compensating for material inconsistencies, optimizing parameter selection, and implementing effective real-time monitoring and adjustment capabilities.
Secondary objectives include reducing dependency on operator expertise, decreasing post-weld inspection requirements, minimizing material waste, and enhancing overall production efficiency. These goals align with broader manufacturing trends toward greater automation, quality assurance, and sustainability.
From a technical perspective, achieving these objectives requires advancements in several domains: sensor technology for more accurate process monitoring, control algorithms capable of real-time parameter adjustment, predictive models to anticipate process deviations, and integration frameworks to incorporate these elements into cohesive systems.
The long-term vision for laser welding technology points toward fully adaptive systems capable of self-optimization across diverse applications and materials. Such systems would leverage artificial intelligence to continuously learn from process data, refining control parameters to maintain optimal weld quality despite variations in environmental conditions, material properties, or equipment performance.
As industries continue to demand higher precision, greater reliability, and improved efficiency, the development of advanced control systems for laser welding represents a critical technological frontier with significant implications for manufacturing competitiveness and product quality.
Market Demand Analysis for Precision Laser Welding
The global precision laser welding market is experiencing robust growth, driven by increasing demand for high-quality, consistent welding processes across multiple industries. Current market valuations place the precision laser welding sector at approximately 2.3 billion USD, with projections indicating a compound annual growth rate of 6.8% through 2028. This growth trajectory is primarily fueled by the automotive, electronics, medical device, and aerospace industries, where weld quality and consistency directly impact product performance and safety.
In the automotive sector, the transition toward electric vehicles has intensified the need for precise battery pack welding, where inconsistencies can lead to catastrophic failures. Manufacturers report that improving weld consistency can reduce defect rates by up to 40%, translating to significant cost savings and enhanced product reliability. Similarly, the medical device industry demands near-perfect weld quality for implantable devices, with market research indicating that 87% of manufacturers cite weld consistency as their primary quality concern.
Consumer electronics manufacturers face increasing pressure to produce smaller, more durable devices, driving demand for microscale welding processes with exceptional consistency. Market surveys reveal that 73% of electronics manufacturers plan to invest in advanced laser welding control systems within the next three years, specifically targeting improved consistency and reduced variability in production.
The aerospace industry represents another significant market segment, where weld failures can have severe consequences. Industry reports indicate that improving weld consistency can reduce component rejection rates by 35-45%, representing substantial cost savings in an industry where materials and components carry premium prices.
Regional analysis shows that Asia-Pacific currently dominates the market with a 42% share, followed by Europe (28%) and North America (22%). However, the fastest growth is occurring in emerging markets where manufacturing capabilities are rapidly advancing, particularly in countries like Vietnam, Mexico, and Poland.
Customer requirements are evolving toward more sophisticated control systems that can adapt to material variations and environmental conditions in real-time. Market research indicates that 68% of industrial customers are willing to pay premium prices for laser welding systems that can demonstrate measurable improvements in consistency metrics. This represents a significant opportunity for technology providers who can deliver advanced control solutions.
The market is also seeing increased demand for integrated quality assurance systems that can monitor weld quality in real-time and make automatic adjustments to maintain consistency. This trend is particularly strong in regulated industries where documentation of process consistency is mandatory for compliance purposes.
In the automotive sector, the transition toward electric vehicles has intensified the need for precise battery pack welding, where inconsistencies can lead to catastrophic failures. Manufacturers report that improving weld consistency can reduce defect rates by up to 40%, translating to significant cost savings and enhanced product reliability. Similarly, the medical device industry demands near-perfect weld quality for implantable devices, with market research indicating that 87% of manufacturers cite weld consistency as their primary quality concern.
Consumer electronics manufacturers face increasing pressure to produce smaller, more durable devices, driving demand for microscale welding processes with exceptional consistency. Market surveys reveal that 73% of electronics manufacturers plan to invest in advanced laser welding control systems within the next three years, specifically targeting improved consistency and reduced variability in production.
The aerospace industry represents another significant market segment, where weld failures can have severe consequences. Industry reports indicate that improving weld consistency can reduce component rejection rates by 35-45%, representing substantial cost savings in an industry where materials and components carry premium prices.
Regional analysis shows that Asia-Pacific currently dominates the market with a 42% share, followed by Europe (28%) and North America (22%). However, the fastest growth is occurring in emerging markets where manufacturing capabilities are rapidly advancing, particularly in countries like Vietnam, Mexico, and Poland.
Customer requirements are evolving toward more sophisticated control systems that can adapt to material variations and environmental conditions in real-time. Market research indicates that 68% of industrial customers are willing to pay premium prices for laser welding systems that can demonstrate measurable improvements in consistency metrics. This represents a significant opportunity for technology providers who can deliver advanced control solutions.
The market is also seeing increased demand for integrated quality assurance systems that can monitor weld quality in real-time and make automatic adjustments to maintain consistency. This trend is particularly strong in regulated industries where documentation of process consistency is mandatory for compliance purposes.
Current Challenges in Laser Welding Control Systems
Laser welding control systems currently face significant challenges that impede consistent performance across industrial applications. The primary issue lies in real-time monitoring capabilities, where existing systems struggle to accurately track and respond to dynamic changes during the welding process. Variations in material properties, surface conditions, and joint geometries create unpredictable welding conditions that current control algorithms cannot adequately compensate for in real-time.
Temperature management represents another critical challenge, as thermal gradients significantly impact weld quality. Current systems lack precise thermal profile control throughout the welding process, resulting in inconsistent material properties across the weld seam. This is particularly problematic in applications involving heat-sensitive materials or components with complex geometries where heat distribution becomes highly non-uniform.
Process parameter optimization remains largely empirical rather than systematic in many industrial settings. Engineers often rely on experience-based approaches rather than data-driven methodologies, leading to suboptimal parameter selection and unnecessary trial-and-error cycles. The absence of standardized optimization protocols across different materials and joint configurations further complicates this challenge.
Sensor integration and data fusion present significant technical hurdles. While individual sensing technologies (thermal imaging, spectroscopy, acoustic monitoring) have advanced considerably, their effective integration into cohesive control systems remains problematic. Data synchronization issues, processing latency, and interpretation algorithms limit the actionable intelligence that can be extracted from multi-sensor arrays.
Quality assessment mechanisms still heavily depend on post-process inspection rather than in-process verification. This reactive approach prevents real-time corrective actions and results in material waste and productivity losses. Current in-process monitoring systems lack the sensitivity and specificity needed to detect subtle defects as they form.
Environmental factors introduce additional variability that current control systems struggle to account for. Ambient temperature fluctuations, air currents, humidity changes, and vibrations can all affect weld quality, yet most control systems operate without environmental compensation mechanisms.
The industrial implementation of advanced control strategies faces practical barriers including cost constraints, integration challenges with legacy equipment, and workforce training requirements. Many theoretically sound control approaches remain confined to laboratory settings due to these implementation challenges, creating a significant gap between research advancements and industrial practice.
Temperature management represents another critical challenge, as thermal gradients significantly impact weld quality. Current systems lack precise thermal profile control throughout the welding process, resulting in inconsistent material properties across the weld seam. This is particularly problematic in applications involving heat-sensitive materials or components with complex geometries where heat distribution becomes highly non-uniform.
Process parameter optimization remains largely empirical rather than systematic in many industrial settings. Engineers often rely on experience-based approaches rather than data-driven methodologies, leading to suboptimal parameter selection and unnecessary trial-and-error cycles. The absence of standardized optimization protocols across different materials and joint configurations further complicates this challenge.
Sensor integration and data fusion present significant technical hurdles. While individual sensing technologies (thermal imaging, spectroscopy, acoustic monitoring) have advanced considerably, their effective integration into cohesive control systems remains problematic. Data synchronization issues, processing latency, and interpretation algorithms limit the actionable intelligence that can be extracted from multi-sensor arrays.
Quality assessment mechanisms still heavily depend on post-process inspection rather than in-process verification. This reactive approach prevents real-time corrective actions and results in material waste and productivity losses. Current in-process monitoring systems lack the sensitivity and specificity needed to detect subtle defects as they form.
Environmental factors introduce additional variability that current control systems struggle to account for. Ambient temperature fluctuations, air currents, humidity changes, and vibrations can all affect weld quality, yet most control systems operate without environmental compensation mechanisms.
The industrial implementation of advanced control strategies faces practical barriers including cost constraints, integration challenges with legacy equipment, and workforce training requirements. Many theoretically sound control approaches remain confined to laboratory settings due to these implementation challenges, creating a significant gap between research advancements and industrial practice.
Current Control Methodologies for Laser Welding Consistency
01 Real-time monitoring and feedback systems
Real-time monitoring systems are implemented to continuously track the laser welding process parameters such as temperature, beam position, and weld pool dynamics. These systems use sensors and cameras to collect data during welding operations, which is then processed by control algorithms to make immediate adjustments to laser power, focus, or speed. This feedback loop ensures consistent weld quality by compensating for variations in material properties or environmental conditions, thereby maintaining uniform weld characteristics throughout the process.- Real-time monitoring and feedback systems: Real-time monitoring systems are implemented to continuously track the laser welding process parameters such as temperature, beam intensity, and weld pool dynamics. These systems use sensors and cameras to collect data during the welding process, which is then processed by control algorithms to make immediate adjustments to maintain consistency. Feedback mechanisms automatically correct deviations from optimal parameters, ensuring uniform weld quality throughout the process.
- Advanced laser power control techniques: Sophisticated power control techniques are employed to maintain consistent energy delivery during the welding process. These include pulse modulation, power ramping, and adaptive power control based on material properties and joint configurations. By precisely controlling the laser power output, these systems can compensate for variations in material thickness, reflectivity, and thermal conductivity, resulting in more uniform welds with consistent penetration depth and width.
- Vision-based quality inspection and control: Vision systems equipped with high-resolution cameras and advanced image processing algorithms are used to inspect and control the welding process. These systems can detect defects, misalignments, and inconsistencies in real-time by analyzing the weld seam before, during, and after welding. Machine learning algorithms help identify patterns and predict potential issues before they affect weld quality, allowing for preventive adjustments to maintain consistency across production runs.
- Automated positioning and path planning: Automated systems for precise positioning and path planning ensure consistent welding trajectories and standoff distances. These systems use robotic arms, CNC controls, and advanced path planning algorithms to maintain optimal welding conditions regardless of part geometry or orientation. By eliminating human variability and compensating for workpiece tolerances, these systems achieve higher repeatability and consistency in weld quality across multiple production cycles.
- Material-specific parameter optimization: Welding parameters are optimized specifically for different material combinations and thicknesses to ensure consistent results. This approach involves developing material-specific welding profiles that account for thermal properties, melting points, and potential metallurgical interactions. Pre-programmed parameter sets can be automatically selected based on material identification, while adaptive systems can fine-tune these parameters during welding to accommodate material variations and maintain consistent weld quality.
02 Advanced laser power control techniques
Sophisticated power control techniques are employed to maintain consistent energy delivery during the welding process. These methods include pulse modulation, power ramping, and adaptive power control based on material response. By precisely controlling the laser power output according to predefined profiles or in response to real-time measurements, these techniques ensure uniform heat input and penetration depth. This results in welds with consistent mechanical properties and minimizes defects caused by power fluctuations or material variations.Expand Specific Solutions03 Material-specific welding parameter optimization
Welding parameters are optimized specifically for different material combinations to achieve consistent results. This involves developing material-specific algorithms that adjust laser parameters based on the thermal conductivity, reflectivity, and melting point of the materials being joined. Pre-programmed welding recipes are created through experimental testing and modeling, which define optimal settings for beam focus, power density, and scan patterns. These optimized parameters ensure consistent weld quality across various material combinations and thicknesses.Expand Specific Solutions04 Automated seam tracking and positioning systems
Automated seam tracking technologies are implemented to maintain precise alignment between the laser beam and the joint during the welding process. These systems use vision sensors, tactile probes, or electromagnetic tracking to detect the position of the joint and adjust the laser beam position accordingly. By compensating for part tolerances, thermal distortion, and fixturing variations, these systems ensure that the laser consistently targets the intended weld location, resulting in uniform weld quality and reduced defects from misalignment.Expand Specific Solutions05 Quality assurance through process monitoring and analysis
Comprehensive quality assurance systems are implemented to evaluate weld consistency through process monitoring and post-weld analysis. These systems collect data on multiple process parameters and use statistical methods to identify trends and anomalies. Advanced techniques such as spectroscopic analysis of the plasma plume, acoustic monitoring, and thermal imaging provide insights into the welding process. Machine learning algorithms analyze this data to predict weld quality and identify potential defects before they occur, enabling proactive adjustments to maintain consistency.Expand Specific Solutions
Major Industry Players in Laser Welding Solutions
Laser welding control technology is currently in a mature growth phase, with the global market estimated at $2.5 billion and projected to expand at 5-7% annually. The competitive landscape features established industrial automation leaders like TRUMPF, FANUC, and KUKA, who have developed advanced feedback control systems for weld consistency. Japanese manufacturers (Panasonic, Mitsubishi Electric, Toyota) are focusing on automotive applications with real-time monitoring solutions, while European players (Fraunhofer-Gesellschaft, LPKF Laser) emphasize research in adaptive control algorithms. Recent technological advancements include AI-powered quality prediction systems from Furukawa Electric and Centro Ricerche Fiat's sensor fusion approach. The industry is moving toward fully integrated solutions combining multiple sensing technologies with machine learning for predictive quality control.
KUKA Deutschland GmbH
Technical Solution: KUKA has developed an integrated laser welding control solution that combines their robotic expertise with advanced process monitoring technologies. Their system features the KUKA.SeamTech Laser package, which provides real-time seam tracking capabilities through triangulation sensors that can detect and adjust to joint variations during the welding process. KUKA's approach incorporates their proprietary Robot Sensor Interface (RSI) technology, enabling microsecond-level communication between sensors and robot controllers for immediate path corrections. The company has implemented a multi-layer control architecture that separates motion control, process parameters, and quality monitoring into distinct but interconnected systems, allowing for optimized performance in each domain. KUKA's solution also includes their KUKA.ProcessScreen software, which provides comprehensive visualization of process parameters and enables operators to identify trends and potential issues before they affect weld quality. Additionally, their system features adaptive power control algorithms that automatically adjust laser output based on material thickness variations and joint geometry.
Strengths: Exceptional robot path accuracy and repeatability; seamless integration between motion and process control; intuitive user interface for process monitoring and adjustment. Weaknesses: Less specialized in laser technology compared to dedicated laser manufacturers; higher complexity when implementing with non-KUKA laser sources; requires significant customization for specialized welding applications.
LPKF Laser & Electronics SE
Technical Solution: LPKF has engineered a precision-focused laser welding control system particularly optimized for micro-welding applications in electronics and medical device manufacturing. Their solution employs a galvanometer-based beam steering system that achieves positioning accuracy within ±5μm, essential for high-precision joining of sensitive components. LPKF's approach incorporates their proprietary ProtoLaser technology, which features advanced beam shaping capabilities to create customized energy distributions tailored to specific material combinations. The company has developed specialized process monitoring tools including thermal imaging cameras with resolution capabilities down to 10μm pixel size, enabling detailed analysis of the melt pool dynamics in miniaturized applications. Their control system implements a predictive model that anticipates material behavior based on comprehensive material databases, allowing for preemptive parameter adjustments before defects can form. LPKF's solution also features their PowerWeld software platform that provides intuitive process development tools and comprehensive documentation capabilities for regulated industries requiring full process traceability.
Strengths: Exceptional precision for micro-welding applications; specialized expertise in sensitive materials common in electronics and medical devices; comprehensive process development tools. Weaknesses: Limited scalability for large industrial welding applications; higher cost per weld area compared to industrial-scale systems; narrower material processing window compared to high-power industrial systems.
Key Technical Innovations in Welding Process Monitoring
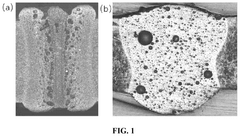
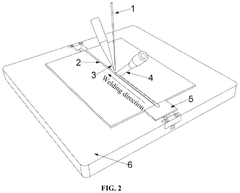
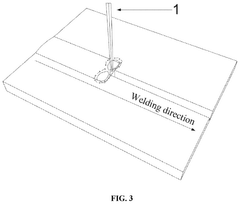
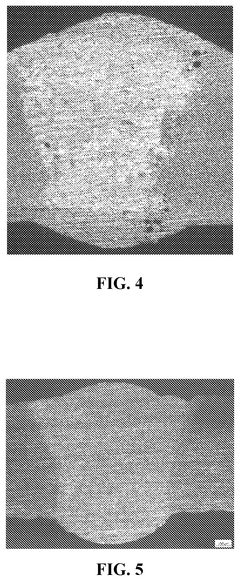
Oscillating laser welding with filler wires for jointing aluminum alloy sheets with a large gap therebetween
PatentPendingUS20240383073A1
Innovation
- An oscillating laser welding method with filler wires that reserves a gap between aluminum alloy sheets to reduce dilution and prevent porosity and brittle phase formation, using a wire feeding nozzle and laser welding head to fill the gap with molten wires, while maintaining a stable molten pool and controlling the oscillating path to enhance energy utilization and reduce residual stress.
Quality Assurance Standards and Certification Requirements
Adherence to quality assurance standards and certification requirements is paramount for ensuring consistent laser welding processes across manufacturing industries. The International Organization for Standardization (ISO) has established several standards specifically addressing laser welding quality, including ISO 13919 for electron and laser beam welded joints and ISO 15609-4 for welding procedure specifications. These standards define acceptance levels for imperfections and provide guidelines for quality assessment methodologies that manufacturers must implement to maintain process consistency.
In the automotive sector, standards such as IATF 16949 incorporate specific requirements for special processes like laser welding, mandating rigorous process validation and monitoring protocols. Similarly, aerospace manufacturers must comply with standards like AS9100, which imposes stringent quality control measures for critical welding applications. These industry-specific certifications often require comprehensive documentation of welding parameters, operator qualifications, and equipment calibration records.
The European Welding Federation (EWF) and American Welding Society (AWS) have developed certification programs specifically for laser welding operators and engineers. These certifications ensure that personnel possess the necessary knowledge and skills to maintain consistent welding quality. The AWS D17.1 standard, for instance, provides specific guidelines for fusion welding in aerospace applications, including laser processes, and defines certification requirements for both operators and equipment.
Equipment certification is another critical aspect of quality assurance in laser welding. Laser systems used in manufacturing environments must undergo regular calibration and certification according to standards like ISO 11554 for laser power measurement. Many industries also require traceability of measurement equipment to national or international standards, ensuring that the monitoring systems used to control laser welding processes are themselves reliable and accurate.
Non-destructive testing (NDT) methodologies play a vital role in quality assurance for laser welded components. Standards such as ISO 17635 provide guidelines for the selection of appropriate NDT techniques, while ISO 17640 and ISO 17636 specify requirements for ultrasonic and radiographic testing respectively. Manufacturers must demonstrate compliance with these standards through documented testing procedures and qualified personnel.
For medical device manufacturing, additional regulatory requirements such as FDA 21 CFR Part 820 and ISO 13485 impose strict quality management systems that encompass all aspects of the laser welding process. These regulations mandate validation studies, process monitoring, and comprehensive documentation to ensure consistent product quality and patient safety. Compliance with these standards often requires investment in advanced process monitoring technologies and robust quality management systems.
In the automotive sector, standards such as IATF 16949 incorporate specific requirements for special processes like laser welding, mandating rigorous process validation and monitoring protocols. Similarly, aerospace manufacturers must comply with standards like AS9100, which imposes stringent quality control measures for critical welding applications. These industry-specific certifications often require comprehensive documentation of welding parameters, operator qualifications, and equipment calibration records.
The European Welding Federation (EWF) and American Welding Society (AWS) have developed certification programs specifically for laser welding operators and engineers. These certifications ensure that personnel possess the necessary knowledge and skills to maintain consistent welding quality. The AWS D17.1 standard, for instance, provides specific guidelines for fusion welding in aerospace applications, including laser processes, and defines certification requirements for both operators and equipment.
Equipment certification is another critical aspect of quality assurance in laser welding. Laser systems used in manufacturing environments must undergo regular calibration and certification according to standards like ISO 11554 for laser power measurement. Many industries also require traceability of measurement equipment to national or international standards, ensuring that the monitoring systems used to control laser welding processes are themselves reliable and accurate.
Non-destructive testing (NDT) methodologies play a vital role in quality assurance for laser welded components. Standards such as ISO 17635 provide guidelines for the selection of appropriate NDT techniques, while ISO 17640 and ISO 17636 specify requirements for ultrasonic and radiographic testing respectively. Manufacturers must demonstrate compliance with these standards through documented testing procedures and qualified personnel.
For medical device manufacturing, additional regulatory requirements such as FDA 21 CFR Part 820 and ISO 13485 impose strict quality management systems that encompass all aspects of the laser welding process. These regulations mandate validation studies, process monitoring, and comprehensive documentation to ensure consistent product quality and patient safety. Compliance with these standards often requires investment in advanced process monitoring technologies and robust quality management systems.
Environmental Impact and Energy Efficiency Considerations
Laser welding processes, while offering precision and efficiency, have significant environmental and energy implications that must be addressed in modern manufacturing contexts. The environmental footprint of laser welding operations is primarily determined by energy consumption, material utilization, and waste generation. Conventional laser welding systems typically operate at 10-30% energy efficiency, with substantial energy losses occurring as heat dissipation. Improving consistency in laser welding control can directly enhance these efficiency metrics by reducing rework and optimizing power usage.
Advanced control systems incorporating real-time monitoring can reduce energy consumption by 15-25% through dynamic power adjustment based on actual welding requirements. This adaptive approach prevents unnecessary energy expenditure during idle periods and optimizes laser output during active welding phases. Furthermore, consistent welding processes minimize material waste by reducing the occurrence of defective welds that require scrapping and reworking, thereby conserving raw materials and the embedded energy they represent.
Emissions considerations are equally important in laser welding operations. Improved control systems can optimize fume extraction processes, reducing both energy consumption and ensuring more effective capture of potentially harmful particulates and vapors. Studies indicate that precise control of laser parameters can reduce fume generation by up to 30% compared to poorly controlled processes, significantly decreasing the environmental impact and workplace hazards.
Water cooling systems, essential for many high-power laser operations, present another environmental consideration. Enhanced control systems can optimize cooling cycles, reducing water consumption and the energy required for cooling. Closed-loop cooling systems with intelligent temperature management have demonstrated water savings of 40-60% compared to conventional open-loop systems, while simultaneously improving welding consistency through better thermal stability.
The lifecycle assessment of laser welding equipment reveals that operational energy consumption typically accounts for over 80% of total environmental impact. Therefore, control improvements that extend equipment lifespan through reduced thermal stress and more consistent operation can significantly reduce the carbon footprint associated with manufacturing and disposing of equipment. Modern control systems with predictive maintenance capabilities can extend laser source lifetimes by 30-50%, representing substantial embodied energy savings.
Regulatory compliance represents another dimension where improved control systems deliver environmental benefits. As emissions standards and energy efficiency requirements become increasingly stringent globally, manufacturers implementing advanced control technologies gain competitive advantages through reduced compliance costs and improved sustainability metrics. These considerations are increasingly important as customers and regulatory bodies demand greater transparency regarding the environmental impact of manufacturing processes.
Advanced control systems incorporating real-time monitoring can reduce energy consumption by 15-25% through dynamic power adjustment based on actual welding requirements. This adaptive approach prevents unnecessary energy expenditure during idle periods and optimizes laser output during active welding phases. Furthermore, consistent welding processes minimize material waste by reducing the occurrence of defective welds that require scrapping and reworking, thereby conserving raw materials and the embedded energy they represent.
Emissions considerations are equally important in laser welding operations. Improved control systems can optimize fume extraction processes, reducing both energy consumption and ensuring more effective capture of potentially harmful particulates and vapors. Studies indicate that precise control of laser parameters can reduce fume generation by up to 30% compared to poorly controlled processes, significantly decreasing the environmental impact and workplace hazards.
Water cooling systems, essential for many high-power laser operations, present another environmental consideration. Enhanced control systems can optimize cooling cycles, reducing water consumption and the energy required for cooling. Closed-loop cooling systems with intelligent temperature management have demonstrated water savings of 40-60% compared to conventional open-loop systems, while simultaneously improving welding consistency through better thermal stability.
The lifecycle assessment of laser welding equipment reveals that operational energy consumption typically accounts for over 80% of total environmental impact. Therefore, control improvements that extend equipment lifespan through reduced thermal stress and more consistent operation can significantly reduce the carbon footprint associated with manufacturing and disposing of equipment. Modern control systems with predictive maintenance capabilities can extend laser source lifetimes by 30-50%, representing substantial embodied energy savings.
Regulatory compliance represents another dimension where improved control systems deliver environmental benefits. As emissions standards and energy efficiency requirements become increasingly stringent globally, manufacturers implementing advanced control technologies gain competitive advantages through reduced compliance costs and improved sustainability metrics. These considerations are increasingly important as customers and regulatory bodies demand greater transparency regarding the environmental impact of manufacturing processes.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!