

Process Parameter Sensitivity in Laser Shock Peening
OCT 13, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Laser Shock Peening Technology Background and Objectives
Laser Shock Peening (LSP) emerged in the 1960s as a surface treatment technology initially developed at Battelle Memorial Institute. The fundamental concept involves using high-energy laser pulses to generate plasma-induced shock waves that propagate into metallic materials, creating beneficial compressive residual stresses. This technology has evolved significantly over the past six decades, transitioning from laboratory experimentation to industrial implementation across aerospace, automotive, and medical sectors.
The evolution of LSP technology has been characterized by continuous improvements in laser systems, from early ruby lasers to modern high-power Nd:YAG and fiber lasers. These advancements have enabled higher processing speeds, greater treatment depths, and more precise control over the peening process. Concurrently, the understanding of shock wave physics and material response mechanisms has deepened, allowing for more sophisticated applications and targeted material property enhancements.
Process parameter sensitivity represents a critical aspect of LSP technology development. The complex interrelationships between laser parameters (pulse energy, duration, spot size, repetition rate), confining medium properties, and material characteristics significantly influence treatment outcomes. Historical trends indicate a progression toward more precise parameter control and customization for specific applications, moving away from one-size-fits-all approaches.
The primary technical objectives in LSP parameter sensitivity research include establishing quantitative relationships between process variables and material performance outcomes, developing predictive models for process optimization, and creating robust parameter selection methodologies that accommodate material variability. Additionally, there is growing interest in understanding the fundamental mechanisms of laser-material interactions at different parameter combinations to enable more efficient energy transfer and reduced processing costs.
Recent technological trends point toward the integration of real-time monitoring systems, adaptive control algorithms, and machine learning approaches to optimize LSP parameters dynamically during processing. This represents a paradigm shift from static parameter selection to intelligent processing systems that can adjust to variations in material properties or environmental conditions.
The ultimate goal of process parameter sensitivity research in LSP is to develop a comprehensive understanding that enables precise tailoring of surface properties for specific applications while maximizing process efficiency and minimizing energy consumption. This includes extending LSP applications to new materials, including advanced alloys, composites, and additively manufactured components, each presenting unique parameter sensitivity challenges that must be addressed through systematic research and development efforts.
The evolution of LSP technology has been characterized by continuous improvements in laser systems, from early ruby lasers to modern high-power Nd:YAG and fiber lasers. These advancements have enabled higher processing speeds, greater treatment depths, and more precise control over the peening process. Concurrently, the understanding of shock wave physics and material response mechanisms has deepened, allowing for more sophisticated applications and targeted material property enhancements.
Process parameter sensitivity represents a critical aspect of LSP technology development. The complex interrelationships between laser parameters (pulse energy, duration, spot size, repetition rate), confining medium properties, and material characteristics significantly influence treatment outcomes. Historical trends indicate a progression toward more precise parameter control and customization for specific applications, moving away from one-size-fits-all approaches.
The primary technical objectives in LSP parameter sensitivity research include establishing quantitative relationships between process variables and material performance outcomes, developing predictive models for process optimization, and creating robust parameter selection methodologies that accommodate material variability. Additionally, there is growing interest in understanding the fundamental mechanisms of laser-material interactions at different parameter combinations to enable more efficient energy transfer and reduced processing costs.
Recent technological trends point toward the integration of real-time monitoring systems, adaptive control algorithms, and machine learning approaches to optimize LSP parameters dynamically during processing. This represents a paradigm shift from static parameter selection to intelligent processing systems that can adjust to variations in material properties or environmental conditions.
The ultimate goal of process parameter sensitivity research in LSP is to develop a comprehensive understanding that enables precise tailoring of surface properties for specific applications while maximizing process efficiency and minimizing energy consumption. This includes extending LSP applications to new materials, including advanced alloys, composites, and additively manufactured components, each presenting unique parameter sensitivity challenges that must be addressed through systematic research and development efforts.
Market Applications and Industry Demand Analysis
Laser Shock Peening (LSP) has witnessed significant market growth across multiple high-value industries where component reliability and longevity are critical factors. The aerospace sector represents the largest market segment, with commercial and military aircraft manufacturers increasingly adopting LSP for critical components such as turbine blades, discs, and structural elements. This demand is driven by the industry's need to enhance fatigue life, reduce maintenance costs, and improve safety margins in flight-critical parts.
The automotive industry has emerged as another substantial market, particularly in high-performance and luxury vehicle segments where LSP is applied to engine components, transmission systems, and safety-critical parts. Market analysis indicates that automotive applications are growing at a faster rate than aerospace, albeit from a smaller base, as manufacturers seek competitive advantages through improved component durability.
Power generation represents the third major market segment, with applications in gas turbines, steam turbines, and nuclear components. The increasing focus on extending operational lifetimes of existing power infrastructure has created significant demand for surface enhancement technologies like LSP that can rejuvenate aging components and extend service intervals.
Medical device manufacturing has shown promising growth potential, particularly for implantable devices where fatigue resistance and biocompatibility are paramount. The ability of LSP to create compressive residual stresses without altering surface chemistry makes it particularly valuable for orthopedic implants and surgical instruments.
Market research indicates that the global LSP services and equipment market is experiencing compound annual growth rates exceeding traditional manufacturing processes, driven by increasing awareness of lifecycle cost benefits rather than initial processing costs. End-users consistently report return on investment through extended component lifetimes, reduced warranty claims, and decreased maintenance requirements.
Regional analysis shows North America and Europe currently dominating the market share, though Asia-Pacific regions, particularly China, Japan, and South Korea, are investing heavily in LSP capabilities. This geographic expansion is creating new market opportunities while simultaneously increasing competitive pressures on established service providers.
Industry surveys reveal that customers prioritize process reliability and consistency when selecting LSP providers, highlighting the critical importance of process parameter sensitivity understanding. The ability to deliver consistent results across varying component geometries and material conditions represents a key competitive differentiator in the marketplace.
The automotive industry has emerged as another substantial market, particularly in high-performance and luxury vehicle segments where LSP is applied to engine components, transmission systems, and safety-critical parts. Market analysis indicates that automotive applications are growing at a faster rate than aerospace, albeit from a smaller base, as manufacturers seek competitive advantages through improved component durability.
Power generation represents the third major market segment, with applications in gas turbines, steam turbines, and nuclear components. The increasing focus on extending operational lifetimes of existing power infrastructure has created significant demand for surface enhancement technologies like LSP that can rejuvenate aging components and extend service intervals.
Medical device manufacturing has shown promising growth potential, particularly for implantable devices where fatigue resistance and biocompatibility are paramount. The ability of LSP to create compressive residual stresses without altering surface chemistry makes it particularly valuable for orthopedic implants and surgical instruments.
Market research indicates that the global LSP services and equipment market is experiencing compound annual growth rates exceeding traditional manufacturing processes, driven by increasing awareness of lifecycle cost benefits rather than initial processing costs. End-users consistently report return on investment through extended component lifetimes, reduced warranty claims, and decreased maintenance requirements.
Regional analysis shows North America and Europe currently dominating the market share, though Asia-Pacific regions, particularly China, Japan, and South Korea, are investing heavily in LSP capabilities. This geographic expansion is creating new market opportunities while simultaneously increasing competitive pressures on established service providers.
Industry surveys reveal that customers prioritize process reliability and consistency when selecting LSP providers, highlighting the critical importance of process parameter sensitivity understanding. The ability to deliver consistent results across varying component geometries and material conditions represents a key competitive differentiator in the marketplace.
Current Technical Challenges in Process Parameter Control
Laser Shock Peening (LSP) faces significant challenges in process parameter control due to the complex interplay between multiple variables that influence treatment outcomes. The primary challenge lies in understanding and managing the sensitivity of material response to variations in laser parameters such as pulse energy, duration, spot size, and repetition rate. Even minor deviations in these parameters can lead to substantial differences in residual stress profiles, potentially compromising component performance and reliability.
The non-linear relationship between process parameters and material response creates difficulties in establishing robust control algorithms. Current control systems struggle to account for the dynamic nature of the LSP process, where material properties can change during treatment due to work hardening and microstructural alterations. This creates a moving target for parameter optimization that conventional control approaches cannot adequately address.
Temperature management presents another critical challenge, as thermal effects can significantly influence the shock wave propagation and resulting residual stress distribution. The lack of real-time temperature monitoring capabilities with sufficient spatial and temporal resolution limits the ability to implement adaptive control strategies that could compensate for thermal variations during processing.
Spatial consistency across complex geometries remains problematic, with current systems unable to maintain uniform treatment parameters when processing curved surfaces or edges. This results in inconsistent residual stress profiles that can create stress concentration points and potentially reduce fatigue life improvement rather than enhancing it.
Material-specific parameter sensitivity further complicates control strategies, as different alloys and microstructures respond uniquely to LSP treatment. The absence of comprehensive material-specific process maps forces operators to rely heavily on empirical approaches and extensive trial-and-error testing, increasing development costs and time-to-implementation.
Overlay management presents additional challenges, as the properties and application consistency of sacrificial overlays (typically aluminum foil or black paint) significantly impact shock wave generation and transmission. Current systems lack integrated monitoring capabilities for overlay condition, leading to process variability that is difficult to control or predict.
The limited availability of in-process monitoring tools capable of providing real-time feedback on residual stress development represents perhaps the most significant barrier to advanced parameter control. Without immediate visibility into treatment outcomes, operators cannot implement closed-loop control systems that could automatically adjust parameters to maintain consistent results despite variations in material or environmental conditions.
The non-linear relationship between process parameters and material response creates difficulties in establishing robust control algorithms. Current control systems struggle to account for the dynamic nature of the LSP process, where material properties can change during treatment due to work hardening and microstructural alterations. This creates a moving target for parameter optimization that conventional control approaches cannot adequately address.
Temperature management presents another critical challenge, as thermal effects can significantly influence the shock wave propagation and resulting residual stress distribution. The lack of real-time temperature monitoring capabilities with sufficient spatial and temporal resolution limits the ability to implement adaptive control strategies that could compensate for thermal variations during processing.
Spatial consistency across complex geometries remains problematic, with current systems unable to maintain uniform treatment parameters when processing curved surfaces or edges. This results in inconsistent residual stress profiles that can create stress concentration points and potentially reduce fatigue life improvement rather than enhancing it.
Material-specific parameter sensitivity further complicates control strategies, as different alloys and microstructures respond uniquely to LSP treatment. The absence of comprehensive material-specific process maps forces operators to rely heavily on empirical approaches and extensive trial-and-error testing, increasing development costs and time-to-implementation.
Overlay management presents additional challenges, as the properties and application consistency of sacrificial overlays (typically aluminum foil or black paint) significantly impact shock wave generation and transmission. Current systems lack integrated monitoring capabilities for overlay condition, leading to process variability that is difficult to control or predict.
The limited availability of in-process monitoring tools capable of providing real-time feedback on residual stress development represents perhaps the most significant barrier to advanced parameter control. Without immediate visibility into treatment outcomes, operators cannot implement closed-loop control systems that could automatically adjust parameters to maintain consistent results despite variations in material or environmental conditions.
Current Parameter Optimization Methodologies
01 Laser power and energy parameters
The power and energy settings in laser shock peening significantly affect the process outcomes. These parameters determine the intensity of the shock wave generated and subsequently the depth and magnitude of the compressive residual stresses induced in the material. Optimization of laser power density, pulse duration, and energy distribution is critical for achieving desired material property modifications while avoiding surface damage or excessive material ablation.- Laser power and energy parameters: The sensitivity of laser shock peening processes to laser power and energy parameters is critical for achieving desired material properties. Controlling parameters such as pulse energy, power density, and spot size affects the depth and intensity of the residual stress field. Optimization of these energy parameters enables customization of the peening effect based on specific material requirements and component geometries, directly influencing fatigue life improvement and stress corrosion resistance.
- Temporal parameters and pulse characteristics: Temporal parameters in laser shock peening, including pulse duration, repetition rate, and sequence timing, significantly impact process effectiveness. The sensitivity to pulse shape and duration affects the shock wave generation and propagation through the material. Controlling these parameters allows for optimization of residual stress profiles and prevents thermal effects that could diminish peening effectiveness. Advanced systems incorporate adaptive control of temporal parameters based on real-time feedback for consistent results across varying material conditions.
- Overlay and confinement layer parameters: The characteristics of overlay and confinement layers significantly influence laser shock peening effectiveness. Parameters such as overlay thickness, material composition, and application method affect shock wave generation and transmission into the target material. The sensitivity to these parameters determines the magnitude and distribution of compressive residual stresses. Optimization of overlay systems can enhance process efficiency, improve consistency, and allow for treatment of complex geometries while minimizing unwanted side effects.
- Material-specific parameter sensitivity: Different materials exhibit varying sensitivities to laser shock peening parameters, requiring tailored processing approaches. Factors such as material hardness, grain structure, thickness, and initial stress state influence the optimal peening parameters. Understanding these material-specific sensitivities enables development of customized parameter sets for different alloys and component types. Advanced modeling techniques help predict material response to various parameter combinations, allowing for process optimization without extensive experimental testing.
- Process monitoring and adaptive control systems: Systems for real-time monitoring and adaptive control of laser shock peening parameters enhance process reliability and consistency. These systems utilize sensors to measure plasma formation, shock wave characteristics, and material response during processing. Parameter sensitivity data is incorporated into feedback loops that automatically adjust laser settings to maintain optimal conditions despite variations in material properties or environmental conditions. This approach reduces sensitivity to external factors and ensures consistent quality across treated components.
02 Overlay and confining medium effects
The selection and application of overlay coatings and confining mediums significantly influence laser shock peening effectiveness. These materials control how the laser energy converts to pressure waves that penetrate the workpiece. Transparent overlays (typically water) confine the plasma expansion, while absorbent overlays (often black paint or tape) protect the surface and enhance energy coupling. The thickness, composition, and application method of these layers directly affect the magnitude and distribution of residual stresses.Expand Specific Solutions03 Spot size, overlap, and pattern configuration
The geometric parameters of laser shock peening, including spot size, spot overlap percentage, and pattern configuration, significantly impact treatment uniformity and effectiveness. These parameters determine the spatial distribution of residual stresses and can be optimized to address specific component geometries and stress conditions. Strategic spot patterns and appropriate overlap ratios ensure uniform coverage and prevent untreated zones that could become stress concentration points.Expand Specific Solutions04 Material-specific parameter optimization
Different materials exhibit varying sensitivity to laser shock peening parameters, necessitating material-specific optimization approaches. Factors such as yield strength, hardness, microstructure, and thermal properties influence how materials respond to shock waves. Parameter sensitivity studies for specific alloys and composites help establish processing windows that maximize beneficial effects while minimizing potential damage or distortion. Computational models can predict material response to different parameter combinations.Expand Specific Solutions05 Process monitoring and adaptive control systems
Advanced monitoring and control systems enable real-time adjustment of laser shock peening parameters based on feedback data. These systems use sensors to detect plasma formation, shock wave propagation, and material response during processing. Machine learning algorithms can analyze this data to optimize parameters dynamically, compensating for variations in material properties or environmental conditions. This adaptive approach improves process reliability and ensures consistent results across different treatment sessions.Expand Specific Solutions
Key Technical Innovations in Process Stability
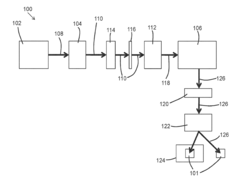
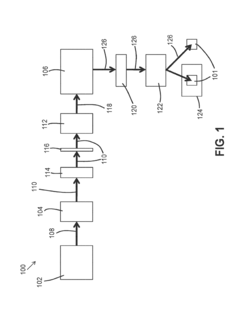
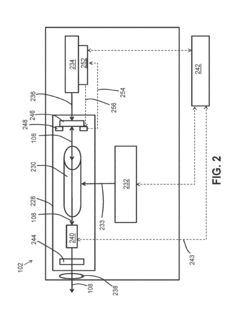
Method and apparatus for use in laser shock peening
PatentActiveUS20180001417A1
Innovation
- A diode-pumped solid-state laser (DPSSL) system with a modulator and amplifier, configured to output a pulsed laser beam with modified energy and temporal profiles, enhancing beam quality and efficiency, and including an injection seeder for stabilization and a beam delivery system for precise targeting.
Material-Specific Parameter Considerations
Material properties play a crucial role in determining the effectiveness and outcomes of Laser Shock Peening (LSP) processes. Different materials respond uniquely to LSP treatment due to their inherent mechanical, physical, and microstructural characteristics, necessitating material-specific parameter optimization for optimal results.
For metallic materials, yield strength significantly influences the required laser intensity to induce plastic deformation. High-strength alloys such as titanium alloys (Ti-6Al-4V) typically require higher laser intensities (4-6 GW/cm²) compared to aluminum alloys (2-4 GW/cm²) to achieve comparable residual stress profiles. The elastic modulus of the material directly affects the magnitude and depth of compressive residual stresses, with higher modulus materials generally exhibiting deeper stress penetration.
Thermal conductivity represents another critical material property affecting LSP outcomes. Materials with high thermal conductivity, such as copper alloys, dissipate laser energy more rapidly, potentially reducing plasma pressure and requiring adjusted pulse durations. Conversely, low thermal conductivity materials like titanium alloys and stainless steels maintain localized heating, potentially enhancing shock wave propagation but requiring careful control to prevent thermal damage.
Microstructural features including grain size, phase composition, and initial dislocation density significantly impact LSP effectiveness. Fine-grained materials typically exhibit more uniform residual stress distributions, while materials with pre-existing high dislocation densities may show diminished improvement from LSP treatment. For multi-phase alloys, the relative properties of constituent phases must be considered when selecting LSP parameters.
Surface conditions specific to each material also demand parameter adjustments. Surface roughness, oxide layers, and coatings alter laser absorption characteristics and shock wave propagation. For instance, aluminum alloys with natural oxide layers require different ablative coating considerations than titanium alloys.
Material thickness and geometry introduce additional complexity, as thin sections of high-strength materials may experience distortion under standard LSP parameters. The strain rate sensitivity of materials further complicates parameter selection, with materials like austenitic stainless steels showing pronounced strain rate hardening effects that must be accounted for in process design.
Fatigue-critical applications require particular attention to material-specific cyclic deformation behavior. The stability of LSP-induced residual stresses varies significantly across material systems, with some aluminum alloys showing stress relaxation at elevated temperatures while nickel-based superalloys maintain residual stress profiles under similar conditions.
For metallic materials, yield strength significantly influences the required laser intensity to induce plastic deformation. High-strength alloys such as titanium alloys (Ti-6Al-4V) typically require higher laser intensities (4-6 GW/cm²) compared to aluminum alloys (2-4 GW/cm²) to achieve comparable residual stress profiles. The elastic modulus of the material directly affects the magnitude and depth of compressive residual stresses, with higher modulus materials generally exhibiting deeper stress penetration.
Thermal conductivity represents another critical material property affecting LSP outcomes. Materials with high thermal conductivity, such as copper alloys, dissipate laser energy more rapidly, potentially reducing plasma pressure and requiring adjusted pulse durations. Conversely, low thermal conductivity materials like titanium alloys and stainless steels maintain localized heating, potentially enhancing shock wave propagation but requiring careful control to prevent thermal damage.
Microstructural features including grain size, phase composition, and initial dislocation density significantly impact LSP effectiveness. Fine-grained materials typically exhibit more uniform residual stress distributions, while materials with pre-existing high dislocation densities may show diminished improvement from LSP treatment. For multi-phase alloys, the relative properties of constituent phases must be considered when selecting LSP parameters.
Surface conditions specific to each material also demand parameter adjustments. Surface roughness, oxide layers, and coatings alter laser absorption characteristics and shock wave propagation. For instance, aluminum alloys with natural oxide layers require different ablative coating considerations than titanium alloys.
Material thickness and geometry introduce additional complexity, as thin sections of high-strength materials may experience distortion under standard LSP parameters. The strain rate sensitivity of materials further complicates parameter selection, with materials like austenitic stainless steels showing pronounced strain rate hardening effects that must be accounted for in process design.
Fatigue-critical applications require particular attention to material-specific cyclic deformation behavior. The stability of LSP-induced residual stresses varies significantly across material systems, with some aluminum alloys showing stress relaxation at elevated temperatures while nickel-based superalloys maintain residual stress profiles under similar conditions.
Quality Control and Process Validation Standards
Quality control and process validation are critical components in the industrial application of Laser Shock Peening (LSP), particularly given the high sensitivity of process parameters. Established standards for LSP quality control typically involve comprehensive documentation of process parameters, including laser power density, pulse duration, spot size, overlap ratio, and coverage rate. These parameters must be continuously monitored and recorded during production to ensure consistency and traceability.
The aerospace industry has pioneered stringent validation protocols for LSP, with standards such as AMS2546 specifically addressing the requirements for laser peening of metallic aerospace components. These standards mandate detailed process qualification procedures, including the verification of residual stress profiles through X-ray diffraction or hole-drilling methods. Additionally, they require demonstration of process repeatability through statistical analysis of multiple treatment cycles.
Surface quality assessment forms another crucial aspect of LSP validation, with standards specifying acceptable ranges for surface roughness, dimple morphology, and the absence of thermal damage. Non-destructive testing methods, including ultrasonic inspection and eddy current testing, are commonly employed to verify the integrity of treated components without compromising their functionality.
Process capability indices (Cpk and Ppk) are increasingly being adopted as quantitative measures of LSP process stability and control. These statistical tools help manufacturers demonstrate that their LSP processes consistently meet specification requirements despite parameter sensitivity. Industry standards typically require Cpk values exceeding 1.33 for critical applications, indicating a process with minimal variation and centered performance.
Real-time monitoring systems have become standard requirements in high-reliability applications of LSP. These systems incorporate sensors for laser energy measurement, plasma formation detection, and acoustic emission analysis, providing immediate feedback on process performance. When integrated with statistical process control (SPC) methodologies, these monitoring systems enable early detection of process drift and preventive intervention before quality issues emerge.
Validation standards also address the qualification of LSP operators and equipment, requiring documented training programs and regular recertification. Equipment calibration protocols must be established with traceability to national or international standards, with calibration intervals determined based on stability analysis and risk assessment. This comprehensive approach to quality control helps mitigate the inherent sensitivity of LSP process parameters and ensures consistent, reliable outcomes across production runs.
The aerospace industry has pioneered stringent validation protocols for LSP, with standards such as AMS2546 specifically addressing the requirements for laser peening of metallic aerospace components. These standards mandate detailed process qualification procedures, including the verification of residual stress profiles through X-ray diffraction or hole-drilling methods. Additionally, they require demonstration of process repeatability through statistical analysis of multiple treatment cycles.
Surface quality assessment forms another crucial aspect of LSP validation, with standards specifying acceptable ranges for surface roughness, dimple morphology, and the absence of thermal damage. Non-destructive testing methods, including ultrasonic inspection and eddy current testing, are commonly employed to verify the integrity of treated components without compromising their functionality.
Process capability indices (Cpk and Ppk) are increasingly being adopted as quantitative measures of LSP process stability and control. These statistical tools help manufacturers demonstrate that their LSP processes consistently meet specification requirements despite parameter sensitivity. Industry standards typically require Cpk values exceeding 1.33 for critical applications, indicating a process with minimal variation and centered performance.
Real-time monitoring systems have become standard requirements in high-reliability applications of LSP. These systems incorporate sensors for laser energy measurement, plasma formation detection, and acoustic emission analysis, providing immediate feedback on process performance. When integrated with statistical process control (SPC) methodologies, these monitoring systems enable early detection of process drift and preventive intervention before quality issues emerge.
Validation standards also address the qualification of LSP operators and equipment, requiring documented training programs and regular recertification. Equipment calibration protocols must be established with traceability to national or international standards, with calibration intervals determined based on stability analysis and risk assessment. This comprehensive approach to quality control helps mitigate the inherent sensitivity of LSP process parameters and ensures consistent, reliable outcomes across production runs.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!