

Thermoelectric Coating Layers
AUG 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Thermoelectric Coating Technology Background and Objectives
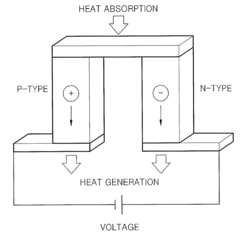
Thermoelectric coating technology has evolved significantly over the past few decades, transitioning from theoretical concepts to practical applications across various industries. Initially developed in the mid-20th century, thermoelectric materials were primarily used in niche applications such as space exploration and specialized cooling systems. The fundamental principle behind thermoelectric coatings is the Seebeck effect, discovered in 1821, which enables direct conversion of temperature differences into electrical voltage and vice versa.
The evolution of thermoelectric coating technology has been marked by several breakthrough periods. The 1950s saw the development of bismuth telluride-based materials, while the 1990s introduced more complex semiconductor structures. Recent advancements since 2010 have focused on nanoscale engineering and thin-film deposition techniques, significantly improving efficiency and application versatility.
Current technological trends in thermoelectric coatings are moving toward flexible, lightweight, and environmentally friendly materials. Researchers are exploring organic thermoelectric compounds, hybrid organic-inorganic structures, and novel deposition methods that allow for application on various substrates including textiles, polymers, and curved surfaces. These developments are expanding the potential applications beyond traditional rigid systems.
The primary objective of thermoelectric coating technology research is to achieve higher conversion efficiency, measured by the dimensionless figure of merit ZT. Historical ZT values have remained below 1 for most commercial materials, but recent laboratory breakthroughs have demonstrated values exceeding 2.5, approaching the theoretical threshold needed for widespread commercial viability in energy generation applications.
Additional technical goals include developing coating processes that are scalable for industrial production, reducing reliance on rare or toxic elements such as tellurium and lead, and creating multi-functional coatings that combine thermoelectric properties with other desirable characteristics such as corrosion resistance or self-healing capabilities.
The long-term vision for thermoelectric coating technology encompasses transformative applications in waste heat recovery from industrial processes, automotive exhaust systems, and electronic devices. Researchers aim to develop transparent thermoelectric coatings for smart windows that can generate electricity while regulating building temperatures, and wearable thermoelectric textiles that can power personal electronics using body heat.
Achieving these ambitious objectives requires interdisciplinary collaboration between materials scientists, electrical engineers, chemical engineers, and manufacturing specialists to overcome current limitations in efficiency, durability, and cost-effectiveness of thermoelectric coating systems.
The evolution of thermoelectric coating technology has been marked by several breakthrough periods. The 1950s saw the development of bismuth telluride-based materials, while the 1990s introduced more complex semiconductor structures. Recent advancements since 2010 have focused on nanoscale engineering and thin-film deposition techniques, significantly improving efficiency and application versatility.
Current technological trends in thermoelectric coatings are moving toward flexible, lightweight, and environmentally friendly materials. Researchers are exploring organic thermoelectric compounds, hybrid organic-inorganic structures, and novel deposition methods that allow for application on various substrates including textiles, polymers, and curved surfaces. These developments are expanding the potential applications beyond traditional rigid systems.
The primary objective of thermoelectric coating technology research is to achieve higher conversion efficiency, measured by the dimensionless figure of merit ZT. Historical ZT values have remained below 1 for most commercial materials, but recent laboratory breakthroughs have demonstrated values exceeding 2.5, approaching the theoretical threshold needed for widespread commercial viability in energy generation applications.
Additional technical goals include developing coating processes that are scalable for industrial production, reducing reliance on rare or toxic elements such as tellurium and lead, and creating multi-functional coatings that combine thermoelectric properties with other desirable characteristics such as corrosion resistance or self-healing capabilities.
The long-term vision for thermoelectric coating technology encompasses transformative applications in waste heat recovery from industrial processes, automotive exhaust systems, and electronic devices. Researchers aim to develop transparent thermoelectric coatings for smart windows that can generate electricity while regulating building temperatures, and wearable thermoelectric textiles that can power personal electronics using body heat.
Achieving these ambitious objectives requires interdisciplinary collaboration between materials scientists, electrical engineers, chemical engineers, and manufacturing specialists to overcome current limitations in efficiency, durability, and cost-effectiveness of thermoelectric coating systems.
Market Analysis for Thermoelectric Coating Applications
The thermoelectric coating market is experiencing significant growth, driven by increasing demand for energy-efficient solutions across multiple industries. Current market valuations indicate the global thermoelectric materials market reached approximately 51 million USD in 2020, with projections suggesting a compound annual growth rate of 14.3% through 2027. Thermoelectric coating applications specifically represent an emerging segment within this broader market, with particularly strong adoption rates in automotive, industrial waste heat recovery, and consumer electronics sectors.
Consumer electronics represents the largest application segment, accounting for roughly 32% of the current market share. This dominance stems from the integration of thermoelectric coatings in smartphones, wearables, and portable devices where energy harvesting capabilities provide supplementary power and extend battery life. The miniaturization trend in electronics has further accelerated demand for thin-film thermoelectric coating solutions.
The automotive sector presents the fastest-growing application opportunity, with manufacturers increasingly exploring thermoelectric coatings for vehicle exhaust systems to convert waste heat into usable electricity. This application alone is expected to grow at 16.8% annually as automotive manufacturers face stringent emissions regulations and seek improved fuel efficiency metrics.
Geographic distribution of market demand shows North America and Europe leading adoption, collectively representing approximately 58% of global market value. However, Asia-Pacific regions, particularly China, Japan, and South Korea, are demonstrating the highest growth rates due to their robust electronics manufacturing infrastructure and government initiatives supporting green technologies.
Industrial applications represent another substantial market segment, with thermoelectric coatings being deployed in manufacturing facilities to harvest waste heat from industrial processes. This segment is projected to grow steadily as industries face increasing pressure to improve energy efficiency and reduce carbon footprints.
Key market restraints include the relatively high cost of high-performance thermoelectric materials and technical challenges related to coating durability under extreme temperature conditions. The price-performance ratio remains a critical factor influencing adoption rates, particularly in cost-sensitive consumer applications.
Market analysis indicates a shift toward flexible thermoelectric coatings that can conform to irregular surfaces, expanding potential application scenarios. This trend is creating new market opportunities in wearable technology, building materials, and aerospace applications where traditional rigid thermoelectric modules were previously impractical.
Consumer electronics represents the largest application segment, accounting for roughly 32% of the current market share. This dominance stems from the integration of thermoelectric coatings in smartphones, wearables, and portable devices where energy harvesting capabilities provide supplementary power and extend battery life. The miniaturization trend in electronics has further accelerated demand for thin-film thermoelectric coating solutions.
The automotive sector presents the fastest-growing application opportunity, with manufacturers increasingly exploring thermoelectric coatings for vehicle exhaust systems to convert waste heat into usable electricity. This application alone is expected to grow at 16.8% annually as automotive manufacturers face stringent emissions regulations and seek improved fuel efficiency metrics.
Geographic distribution of market demand shows North America and Europe leading adoption, collectively representing approximately 58% of global market value. However, Asia-Pacific regions, particularly China, Japan, and South Korea, are demonstrating the highest growth rates due to their robust electronics manufacturing infrastructure and government initiatives supporting green technologies.
Industrial applications represent another substantial market segment, with thermoelectric coatings being deployed in manufacturing facilities to harvest waste heat from industrial processes. This segment is projected to grow steadily as industries face increasing pressure to improve energy efficiency and reduce carbon footprints.
Key market restraints include the relatively high cost of high-performance thermoelectric materials and technical challenges related to coating durability under extreme temperature conditions. The price-performance ratio remains a critical factor influencing adoption rates, particularly in cost-sensitive consumer applications.
Market analysis indicates a shift toward flexible thermoelectric coatings that can conform to irregular surfaces, expanding potential application scenarios. This trend is creating new market opportunities in wearable technology, building materials, and aerospace applications where traditional rigid thermoelectric modules were previously impractical.
Current Challenges in Thermoelectric Coating Development
Despite significant advancements in thermoelectric coating technology, several critical challenges continue to impede widespread commercial adoption and optimal performance. The foremost challenge remains the inherently low conversion efficiency of thermoelectric materials when applied as coatings. While bulk thermoelectric materials can achieve ZT values approaching 2.0, coating forms typically demonstrate significantly reduced efficiency, often below 0.5 ZT, making them commercially unviable for many applications.
Material stability presents another substantial hurdle, particularly in coating applications where materials must withstand thermal cycling, mechanical stress, and environmental exposure. Many high-performance thermoelectric compounds contain elements that oxidize or degrade when exposed to air or moisture, severely limiting their practical lifespan in real-world conditions. This degradation is especially problematic in coating applications where the high surface-to-volume ratio accelerates deterioration processes.
The interface management between different coating layers remains technically challenging. Thermal and electrical contact resistances at these interfaces significantly diminish overall system performance, often negating the benefits of otherwise promising thermoelectric materials. Creating seamless interfaces while maintaining distinct functional layers requires precise deposition control that current manufacturing processes struggle to deliver consistently.
Manufacturing scalability constitutes a major bottleneck in commercialization efforts. Current high-performance thermoelectric coatings typically rely on expensive vacuum deposition techniques or complex chemical processes that are difficult to scale economically. The trade-off between performance and manufacturing cost continues to limit market penetration, particularly for large-area applications where cost sensitivity is paramount.
Thickness control and uniformity present persistent technical difficulties. Optimal thermoelectric performance requires precise thickness control across large areas, yet current deposition technologies struggle to maintain uniformity beyond laboratory scales. Variations in coating thickness directly impact thermal and electrical properties, creating inconsistent performance across the coated surface.
The integration of thermoelectric coatings with existing products and manufacturing processes poses significant compatibility challenges. Many potential applications require coatings to conform to complex geometries or adhere to substrates with vastly different thermal expansion coefficients, creating mechanical stress that can lead to delamination or cracking during operation.
Environmental and regulatory concerns further complicate development efforts. Many high-performance thermoelectric materials contain toxic or rare elements subject to increasing regulatory scrutiny and supply chain vulnerabilities. Finding alternative compositions that maintain performance while using abundant, non-toxic elements remains an active but challenging research direction.
Material stability presents another substantial hurdle, particularly in coating applications where materials must withstand thermal cycling, mechanical stress, and environmental exposure. Many high-performance thermoelectric compounds contain elements that oxidize or degrade when exposed to air or moisture, severely limiting their practical lifespan in real-world conditions. This degradation is especially problematic in coating applications where the high surface-to-volume ratio accelerates deterioration processes.
The interface management between different coating layers remains technically challenging. Thermal and electrical contact resistances at these interfaces significantly diminish overall system performance, often negating the benefits of otherwise promising thermoelectric materials. Creating seamless interfaces while maintaining distinct functional layers requires precise deposition control that current manufacturing processes struggle to deliver consistently.
Manufacturing scalability constitutes a major bottleneck in commercialization efforts. Current high-performance thermoelectric coatings typically rely on expensive vacuum deposition techniques or complex chemical processes that are difficult to scale economically. The trade-off between performance and manufacturing cost continues to limit market penetration, particularly for large-area applications where cost sensitivity is paramount.
Thickness control and uniformity present persistent technical difficulties. Optimal thermoelectric performance requires precise thickness control across large areas, yet current deposition technologies struggle to maintain uniformity beyond laboratory scales. Variations in coating thickness directly impact thermal and electrical properties, creating inconsistent performance across the coated surface.
The integration of thermoelectric coatings with existing products and manufacturing processes poses significant compatibility challenges. Many potential applications require coatings to conform to complex geometries or adhere to substrates with vastly different thermal expansion coefficients, creating mechanical stress that can lead to delamination or cracking during operation.
Environmental and regulatory concerns further complicate development efforts. Many high-performance thermoelectric materials contain toxic or rare elements subject to increasing regulatory scrutiny and supply chain vulnerabilities. Finding alternative compositions that maintain performance while using abundant, non-toxic elements remains an active but challenging research direction.
State-of-the-Art Thermoelectric Coating Solutions
01 Thermoelectric material compositions for coating layers
Various material compositions can be used to create thermoelectric coating layers with enhanced performance. These include semiconductor materials, bismuth telluride compounds, and other thermoelectric materials that can be applied as thin films or coatings. These compositions are designed to maximize the Seebeck coefficient and electrical conductivity while minimizing thermal conductivity, resulting in higher thermoelectric efficiency for energy conversion applications.- Thermoelectric material compositions for coating layers: Various material compositions can be used to create thermoelectric coating layers with enhanced performance. These include semiconductor materials, bismuth telluride compounds, and other thermoelectric materials that can be applied as thin films or coatings. The composition of these materials significantly affects the thermoelectric properties, including the Seebeck coefficient, electrical conductivity, and thermal conductivity, which collectively determine the figure of merit (ZT) of the thermoelectric device.
- Multilayer thermoelectric coating structures: Multilayer structures in thermoelectric coatings can enhance performance by creating quantum confinement effects or by combining materials with complementary properties. These structures may include alternating layers of n-type and p-type semiconductors, barrier layers to prevent diffusion, or gradient structures to optimize thermal and electrical properties across the device. The thickness and arrangement of these layers can be engineered to maximize the thermoelectric conversion efficiency.
- Application methods for thermoelectric coatings: Various techniques can be employed to apply thermoelectric coatings to substrates, including physical vapor deposition, chemical vapor deposition, electrodeposition, and solution-based methods such as spin coating or spray coating. Each method offers different advantages in terms of coating uniformity, thickness control, scalability, and compatibility with different substrate materials. The choice of application method can significantly impact the performance and cost-effectiveness of the resulting thermoelectric device.
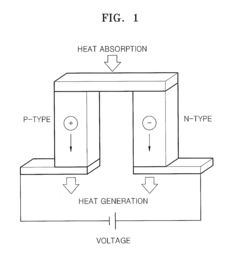
- Thermoelectric coating systems for energy harvesting: Thermoelectric coating layers can be integrated into systems designed to harvest waste heat and convert it into useful electrical energy. These systems may include heat exchangers, thermal management components, and electrical circuitry to optimize power output. Applications range from industrial waste heat recovery to powering wearable electronics or sensors using body heat. The design of these systems must consider factors such as temperature gradients, thermal resistance, and electrical load matching to maximize energy conversion efficiency.
- Enhancement techniques for thermoelectric coating performance: Various approaches can be used to enhance the performance of thermoelectric coating layers, including nanostructuring, doping, and surface modification. Nanostructuring can reduce thermal conductivity while maintaining electrical conductivity, thereby increasing the ZT value. Doping with appropriate elements can optimize carrier concentration and mobility. Surface treatments can improve interface properties and reduce contact resistance. These enhancement techniques can significantly improve the efficiency of thermoelectric energy conversion in coating applications.
02 Multilayer thermoelectric coating structures
Multilayer structures in thermoelectric coatings can significantly improve performance by creating quantum confinement effects and reducing thermal conductivity across interfaces. These structures typically consist of alternating layers of different thermoelectric materials or dopants, creating superlattices or other engineered structures. The interfaces between layers scatter phonons more effectively than electrons, leading to enhanced thermoelectric figure of merit (ZT) values.Expand Specific Solutions03 Deposition techniques for thermoelectric coatings
Various deposition methods are employed to create high-quality thermoelectric coating layers, including physical vapor deposition, chemical vapor deposition, electrodeposition, and solution-based methods. These techniques allow precise control over film thickness, composition, and crystallinity, which are critical parameters affecting thermoelectric performance. Advanced deposition methods can create nanostructured coatings with reduced thermal conductivity while maintaining good electrical properties.Expand Specific Solutions04 Thermoelectric coating applications in energy harvesting
Thermoelectric coating layers can be applied to various surfaces to harvest waste heat and convert it into useful electricity. These coatings are particularly valuable in automotive exhaust systems, industrial processes, and electronic devices where temperature gradients exist. Flexible thermoelectric coatings can conform to curved surfaces, enabling energy harvesting from previously inaccessible heat sources and improving overall energy efficiency in various systems.Expand Specific Solutions05 Nanostructured thermoelectric coating enhancements
Incorporating nanostructures into thermoelectric coating layers significantly enhances their performance through quantum confinement effects and increased phonon scattering. Nanostructures such as quantum dots, nanowires, and nanoparticles embedded in thermoelectric coatings can reduce thermal conductivity without significantly affecting electrical conductivity. These nanostructured coatings achieve higher ZT values compared to their bulk counterparts, making them more efficient for thermoelectric applications.Expand Specific Solutions
Leading Companies and Research Institutions in Thermoelectric Coatings
Thermoelectric coating layers technology is currently in the early growth stage, with an estimated market size of $300-500 million and projected annual growth of 15-20%. The competitive landscape features established materials science leaders like BASF Corp. and Dow Global Technologies alongside specialized players such as Sheetak Inc. focusing exclusively on thermoelectric solutions. Research institutions including Shanghai Institute of Ceramics and Commonwealth Scientific & Industrial Research Organisation are driving fundamental innovations, while electronics giants Samsung Electronics and Murata Manufacturing are integrating these coatings into consumer products. Technical maturity varies significantly across applications, with automotive and industrial implementations (supported by Siemens Energy and Carrier Corp.) more advanced than emerging consumer electronics applications, which remain in developmental phases requiring further efficiency improvements.
Shanghai Institute of Ceramics, Chinese Academy of Sciences
Technical Solution: Shanghai Institute of Ceramics has developed advanced thermoelectric coating layers using oxide-based materials with enhanced figure of merit (ZT). Their approach involves precise control of nanostructured interfaces to reduce thermal conductivity while maintaining electrical conductivity. The institute has pioneered multi-layered ceramic coatings with alternating n-type and p-type semiconductor materials to create efficient thermoelectric modules. Their research includes novel deposition techniques such as magnetron sputtering and aerosol deposition that enable large-area, uniform thermoelectric coatings with controlled thickness and composition. These coatings can be applied to curved surfaces and integrated with various substrate materials, making them versatile for waste heat recovery applications in industrial settings.
Strengths: Superior thermal stability at high temperatures (up to 1000°C), excellent oxidation resistance, and compatibility with ceramic substrates. Weaknesses: Lower ZT values compared to bismuth telluride-based materials, relatively high production costs, and challenges in achieving mechanical flexibility.
BASF Corp.
Technical Solution: BASF has developed proprietary thermoelectric coating formulations based on organic-inorganic hybrid materials. Their technology utilizes conductive polymers (such as PEDOT:PSS) combined with inorganic nanoparticles to create flexible thermoelectric coatings that can be applied through conventional coating processes. BASF's approach focuses on solution-processable materials that enable roll-to-roll manufacturing for cost-effective large-scale production. Their coatings incorporate specially engineered interfaces between organic and inorganic components to create phonon scattering sites that reduce thermal conductivity while maintaining electrical pathways. BASF has also developed specialized additives that enhance the stability and adhesion of these coatings to various substrates, including metals, polymers, and textiles, allowing for integration into diverse applications from automotive components to consumer electronics.
Strengths: Excellent flexibility and conformability to complex surfaces, cost-effective manufacturing through established coating processes, and compatibility with various substrate materials. Weaknesses: Lower temperature stability compared to fully inorganic systems, potential degradation under prolonged environmental exposure, and moderate thermoelectric conversion efficiency.
Key Patents and Scientific Breakthroughs in Thermoelectric Coatings
Thermoelectric material including coating layers, method of preparing the thermoelectric material, and thermoelectric device including the thermoelectric material
PatentActiveUS20120152294A1
Innovation
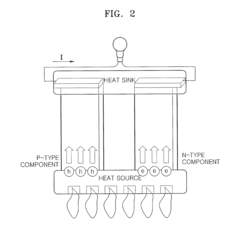
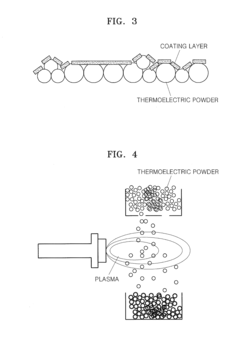
- The formation of nano-sized coating layers with metal-containing inorganic materials on thermoelectric semiconductor powders, utilizing quantum confinement effects and phonon glass electron crystal principles to enhance the Seebeck coefficient while maintaining or increasing electrical conductivity and reducing thermal conductivity.
Thermoelectric coating and method of its application, in particular on the elements of a heat exchanger
PatentActivePL433519A1
Innovation
- Alternating arrangement of non-contacting "p" and "n" semiconductor layers connected in series with conductive elements, enabling efficient thermoelectric conversion in a coating format.
- Precise thickness control of multiple functional layers (insulator: ≥200nm, conductive elements: 200nm-5μm, semiconductor layers: 50nm-5μm) optimized for thermoelectric performance in heat exchanger applications.
- Use of specific electrical insulator materials (Al2O3, SiO2, or MgO) as base layers to provide electrical isolation while maintaining thermal conductivity for effective heat transfer.
Environmental Impact and Sustainability of Thermoelectric Coatings
The environmental impact of thermoelectric coating layers represents a critical dimension in evaluating their overall viability for widespread adoption. These coatings offer significant potential for energy harvesting from waste heat, which could substantially reduce fossil fuel consumption and associated greenhouse gas emissions. Studies indicate that thermoelectric recovery systems can improve energy efficiency by 3-8% in various applications, translating to meaningful carbon footprint reductions when implemented at scale.
Material composition of thermoelectric coatings presents both challenges and opportunities from a sustainability perspective. Traditional thermoelectric materials often contain toxic or rare elements such as tellurium, bismuth, and lead. Recent advancements have focused on developing alternatives using earth-abundant and less environmentally harmful materials, including silicon-germanium alloys, magnesium silicide, and organic thermoelectric compounds. These developments represent important progress toward more sustainable thermoelectric technologies.
Life cycle assessment (LCA) of thermoelectric coatings reveals complex environmental trade-offs. While operational benefits are clear through energy recovery, manufacturing processes can be energy-intensive and involve hazardous chemicals. The thin-film deposition techniques commonly used for coating application—including sputtering, chemical vapor deposition, and electroplating—require significant energy inputs and sometimes utilize environmentally problematic precursors or solvents.
End-of-life considerations present another environmental dimension. Current thermoelectric coating technologies pose recycling challenges due to their multi-layered structures and material complexity. Research into design-for-disassembly approaches and recovery methods for valuable components remains in early stages but shows promise for improving circular economy potential.
Water usage represents an often-overlooked environmental factor in thermoelectric coating production. Manufacturing processes can require substantial water resources for cleaning, cooling, and chemical processing. Innovations in water-efficient manufacturing techniques and closed-loop water systems are emerging as important sustainability improvements in production facilities.
Regulatory frameworks worldwide are increasingly addressing the environmental aspects of advanced materials like thermoelectric coatings. The European Union's Restriction of Hazardous Substances (RoHS) directive and Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) regulations have particular relevance for thermoelectric material selection and manufacturing processes, driving innovation toward greener alternatives.
Future sustainability improvements will likely come through several pathways: development of non-toxic thermoelectric materials, energy-efficient manufacturing processes, improved material recovery systems, and holistic design approaches that consider environmental impact throughout the product lifecycle. These advancements will be essential for thermoelectric coatings to fulfill their potential as a truly sustainable energy technology.
Material composition of thermoelectric coatings presents both challenges and opportunities from a sustainability perspective. Traditional thermoelectric materials often contain toxic or rare elements such as tellurium, bismuth, and lead. Recent advancements have focused on developing alternatives using earth-abundant and less environmentally harmful materials, including silicon-germanium alloys, magnesium silicide, and organic thermoelectric compounds. These developments represent important progress toward more sustainable thermoelectric technologies.
Life cycle assessment (LCA) of thermoelectric coatings reveals complex environmental trade-offs. While operational benefits are clear through energy recovery, manufacturing processes can be energy-intensive and involve hazardous chemicals. The thin-film deposition techniques commonly used for coating application—including sputtering, chemical vapor deposition, and electroplating—require significant energy inputs and sometimes utilize environmentally problematic precursors or solvents.
End-of-life considerations present another environmental dimension. Current thermoelectric coating technologies pose recycling challenges due to their multi-layered structures and material complexity. Research into design-for-disassembly approaches and recovery methods for valuable components remains in early stages but shows promise for improving circular economy potential.
Water usage represents an often-overlooked environmental factor in thermoelectric coating production. Manufacturing processes can require substantial water resources for cleaning, cooling, and chemical processing. Innovations in water-efficient manufacturing techniques and closed-loop water systems are emerging as important sustainability improvements in production facilities.
Regulatory frameworks worldwide are increasingly addressing the environmental aspects of advanced materials like thermoelectric coatings. The European Union's Restriction of Hazardous Substances (RoHS) directive and Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) regulations have particular relevance for thermoelectric material selection and manufacturing processes, driving innovation toward greener alternatives.
Future sustainability improvements will likely come through several pathways: development of non-toxic thermoelectric materials, energy-efficient manufacturing processes, improved material recovery systems, and holistic design approaches that consider environmental impact throughout the product lifecycle. These advancements will be essential for thermoelectric coatings to fulfill their potential as a truly sustainable energy technology.
Manufacturing Scalability and Cost Analysis
The current manufacturing processes for thermoelectric coating layers face significant scalability challenges when transitioning from laboratory-scale production to industrial applications. Traditional methods such as physical vapor deposition (PVD) and chemical vapor deposition (CVD) offer precise control over film thickness and composition but suffer from low throughput and high equipment costs. These methods typically process small surface areas and require expensive vacuum systems, resulting in production costs exceeding $100/m² for high-quality thermoelectric coatings.
Solution-based approaches like screen printing and spray coating present more economically viable alternatives, with estimated production costs between $20-50/m². These methods utilize existing industrial infrastructure and can achieve throughput rates of 10-100 m²/hour. However, they often struggle with maintaining uniform thickness and compositional homogeneity across large areas, potentially compromising thermoelectric performance.
Roll-to-roll processing emerges as a promising manufacturing technique for flexible thermoelectric coatings, offering theoretical production speeds of up to 500 m²/hour. Initial cost modeling suggests potential price points below $15/m² at scale, though current implementations remain limited to pilot production lines. Material utilization efficiency represents another critical cost factor, with conventional methods wasting 30-60% of input materials during deposition.
Recent advances in precursor chemistry and deposition techniques have improved material utilization to 70-85%, significantly reducing raw material costs which typically account for 40-60% of total production expenses. Bismuth telluride-based coatings currently cost approximately $80-120/m² at moderate production volumes, while organic thermoelectric coatings offer lower performance but potentially much lower costs at $15-30/m².
Energy consumption during manufacturing presents another significant cost consideration. High-temperature processes required for crystallization and annealing of inorganic thermoelectric materials consume 5-10 kWh/m², while solution-processed organic alternatives require only 1-3 kWh/m². This energy difference translates to operational cost variations of $0.50-1.00/m² depending on regional energy prices.
Market analysis indicates that price sensitivity thresholds vary significantly by application. Consumer electronics applications may tolerate costs up to $200/m² for high-performance coatings, while building materials applications require prices below $50/m² for market viability. Automotive applications represent a middle ground with acceptable price points of $80-120/m² for specialized applications. Achieving these price targets requires further optimization of manufacturing processes and supply chain integration to reduce overhead costs currently representing 20-30% of total production expenses.
Solution-based approaches like screen printing and spray coating present more economically viable alternatives, with estimated production costs between $20-50/m². These methods utilize existing industrial infrastructure and can achieve throughput rates of 10-100 m²/hour. However, they often struggle with maintaining uniform thickness and compositional homogeneity across large areas, potentially compromising thermoelectric performance.
Roll-to-roll processing emerges as a promising manufacturing technique for flexible thermoelectric coatings, offering theoretical production speeds of up to 500 m²/hour. Initial cost modeling suggests potential price points below $15/m² at scale, though current implementations remain limited to pilot production lines. Material utilization efficiency represents another critical cost factor, with conventional methods wasting 30-60% of input materials during deposition.
Recent advances in precursor chemistry and deposition techniques have improved material utilization to 70-85%, significantly reducing raw material costs which typically account for 40-60% of total production expenses. Bismuth telluride-based coatings currently cost approximately $80-120/m² at moderate production volumes, while organic thermoelectric coatings offer lower performance but potentially much lower costs at $15-30/m².
Energy consumption during manufacturing presents another significant cost consideration. High-temperature processes required for crystallization and annealing of inorganic thermoelectric materials consume 5-10 kWh/m², while solution-processed organic alternatives require only 1-3 kWh/m². This energy difference translates to operational cost variations of $0.50-1.00/m² depending on regional energy prices.
Market analysis indicates that price sensitivity thresholds vary significantly by application. Consumer electronics applications may tolerate costs up to $200/m² for high-performance coatings, while building materials applications require prices below $50/m² for market viability. Automotive applications represent a middle ground with acceptable price points of $80-120/m² for specialized applications. Achieving these price targets requires further optimization of manufacturing processes and supply chain integration to reduce overhead costs currently representing 20-30% of total production expenses.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!