Comparative Review of Hydrogen DRI versus Smelting Reduction and BF CCS Systems
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI Technology Evolution and Objectives
The evolution of hydrogen-based Direct Reduced Iron (DRI) technology represents a significant paradigm shift in steelmaking, emerging as a response to increasing environmental pressures and the global push toward decarbonization. The technology's roots can be traced back to the 1970s when natural gas-based DRI processes were first commercialized. However, the specific focus on hydrogen as a reducing agent gained momentum only in the early 2000s, coinciding with growing climate change concerns and stricter emissions regulations.
The technological trajectory has been marked by several key developments. Initially, hydrogen was introduced as a partial substitute for natural gas in existing DRI facilities, typically comprising 10-30% of the reducing gas mixture. By the 2010s, pilot projects demonstrating the feasibility of higher hydrogen concentrations emerged, with companies like HYBRIT (Sweden) and H2FUTURE (Austria) pioneering 100% hydrogen-based reduction processes.
Recent advancements have focused on optimizing reactor designs, improving hydrogen utilization efficiency, and enhancing the quality of the produced direct reduced iron. Notable innovations include fluidized bed reactors specifically engineered for hydrogen reduction, advanced process control systems that accommodate hydrogen's unique thermodynamic properties, and hybrid approaches that combine hydrogen DRI with electric arc furnace (EAF) technology.
The primary objective of hydrogen DRI technology development is to achieve carbon-neutral steelmaking while maintaining economic viability. Specific technical goals include reducing energy consumption to below 2.5 GJ/ton of DRI, achieving metallization rates exceeding 94%, and developing systems capable of operating with variable hydrogen purity levels to accommodate the evolving hydrogen infrastructure.
Secondary objectives encompass flexibility in raw material inputs, allowing for the use of lower-grade iron ores and potentially even iron-rich waste materials. Additionally, there is significant focus on process integration, particularly in developing seamless connections between hydrogen production, storage systems, and the DRI process to manage the intermittency challenges associated with renewable energy-based hydrogen production.
The technology evolution is now entering a critical phase of industrial-scale demonstration, with several major steelmakers announcing plans for commercial hydrogen DRI facilities by 2025-2030. These developments are occurring against the backdrop of rapidly evolving hydrogen infrastructure and renewable energy capacity, which are essential enablers for the technology's widespread adoption and ultimate goal of transforming steelmaking into a carbon-neutral industry.
The technological trajectory has been marked by several key developments. Initially, hydrogen was introduced as a partial substitute for natural gas in existing DRI facilities, typically comprising 10-30% of the reducing gas mixture. By the 2010s, pilot projects demonstrating the feasibility of higher hydrogen concentrations emerged, with companies like HYBRIT (Sweden) and H2FUTURE (Austria) pioneering 100% hydrogen-based reduction processes.
Recent advancements have focused on optimizing reactor designs, improving hydrogen utilization efficiency, and enhancing the quality of the produced direct reduced iron. Notable innovations include fluidized bed reactors specifically engineered for hydrogen reduction, advanced process control systems that accommodate hydrogen's unique thermodynamic properties, and hybrid approaches that combine hydrogen DRI with electric arc furnace (EAF) technology.
The primary objective of hydrogen DRI technology development is to achieve carbon-neutral steelmaking while maintaining economic viability. Specific technical goals include reducing energy consumption to below 2.5 GJ/ton of DRI, achieving metallization rates exceeding 94%, and developing systems capable of operating with variable hydrogen purity levels to accommodate the evolving hydrogen infrastructure.
Secondary objectives encompass flexibility in raw material inputs, allowing for the use of lower-grade iron ores and potentially even iron-rich waste materials. Additionally, there is significant focus on process integration, particularly in developing seamless connections between hydrogen production, storage systems, and the DRI process to manage the intermittency challenges associated with renewable energy-based hydrogen production.
The technology evolution is now entering a critical phase of industrial-scale demonstration, with several major steelmakers announcing plans for commercial hydrogen DRI facilities by 2025-2030. These developments are occurring against the backdrop of rapidly evolving hydrogen infrastructure and renewable energy capacity, which are essential enablers for the technology's widespread adoption and ultimate goal of transforming steelmaking into a carbon-neutral industry.
Market Demand Analysis for Low-Carbon Steelmaking
The global steel industry is experiencing unprecedented pressure to decarbonize operations, driving significant market demand for low-carbon steelmaking technologies. Steel production currently accounts for approximately 7-9% of global CO2 emissions, making it one of the largest industrial carbon emitters. With increasing regulatory constraints, carbon pricing mechanisms, and corporate sustainability commitments, traditional blast furnace operations face existential challenges in many markets.
Market analysis reveals that demand for green steel is accelerating across multiple sectors. The automotive industry, particularly premium manufacturers, has established ambitious targets to incorporate low-carbon steel into their supply chains. Companies like Volvo, Mercedes-Benz, and BMW have announced specific procurement targets for green steel, creating a premium market segment willing to absorb higher costs for decarbonized products.
Construction and infrastructure sectors represent another substantial demand driver, especially in regions with green public procurement policies. The European Union's Green Deal and similar initiatives in developed economies are creating regulatory frameworks that increasingly favor low-carbon building materials, including steel.
Consumer goods manufacturers are also responding to growing environmental consciousness among customers, seeking to reduce embodied carbon in their products. This trend is particularly evident in high-visibility consumer sectors where environmental credentials influence purchasing decisions.
Financial markets are simultaneously reshaping the investment landscape for steelmaking technologies. Major institutional investors have implemented ESG screening criteria that penalize carbon-intensive industries, while green bonds and sustainability-linked loans offer preferential financing terms for decarbonization projects. This capital market realignment is creating strong financial incentives for steel producers to invest in hydrogen DRI, smelting reduction, or BF CCS technologies.
Regional market analysis indicates varying adoption trajectories. Europe leads in hydrogen DRI development due to strong regulatory frameworks and renewable energy investments. East Asia shows greater interest in BF CCS systems that allow gradual transition while maintaining existing infrastructure. North America demonstrates mixed approaches, with new greenfield developments favoring hydrogen-based solutions while existing operations explore carbon capture options.
Market forecasts project that low-carbon steel production could represent 25-30% of global steel output by 2035, with premium pricing expected to persist in the medium term. The economic viability gap between conventional and low-carbon production methods is narrowing as carbon pricing mechanisms mature and renewable hydrogen costs decline, accelerating market transformation toward these emerging technologies.
Market analysis reveals that demand for green steel is accelerating across multiple sectors. The automotive industry, particularly premium manufacturers, has established ambitious targets to incorporate low-carbon steel into their supply chains. Companies like Volvo, Mercedes-Benz, and BMW have announced specific procurement targets for green steel, creating a premium market segment willing to absorb higher costs for decarbonized products.
Construction and infrastructure sectors represent another substantial demand driver, especially in regions with green public procurement policies. The European Union's Green Deal and similar initiatives in developed economies are creating regulatory frameworks that increasingly favor low-carbon building materials, including steel.
Consumer goods manufacturers are also responding to growing environmental consciousness among customers, seeking to reduce embodied carbon in their products. This trend is particularly evident in high-visibility consumer sectors where environmental credentials influence purchasing decisions.
Financial markets are simultaneously reshaping the investment landscape for steelmaking technologies. Major institutional investors have implemented ESG screening criteria that penalize carbon-intensive industries, while green bonds and sustainability-linked loans offer preferential financing terms for decarbonization projects. This capital market realignment is creating strong financial incentives for steel producers to invest in hydrogen DRI, smelting reduction, or BF CCS technologies.
Regional market analysis indicates varying adoption trajectories. Europe leads in hydrogen DRI development due to strong regulatory frameworks and renewable energy investments. East Asia shows greater interest in BF CCS systems that allow gradual transition while maintaining existing infrastructure. North America demonstrates mixed approaches, with new greenfield developments favoring hydrogen-based solutions while existing operations explore carbon capture options.
Market forecasts project that low-carbon steel production could represent 25-30% of global steel output by 2035, with premium pricing expected to persist in the medium term. The economic viability gap between conventional and low-carbon production methods is narrowing as carbon pricing mechanisms mature and renewable hydrogen costs decline, accelerating market transformation toward these emerging technologies.
Technical Status and Challenges Across Decarbonization Methods
The global steel industry is currently at a critical juncture in its decarbonization journey, with three primary technological pathways emerging as potential solutions: Hydrogen Direct Reduced Iron (H-DRI), Smelting Reduction, and Blast Furnace with Carbon Capture and Storage (BF-CCS). Each approach presents distinct technical characteristics, maturity levels, and implementation challenges that must be carefully evaluated.
H-DRI technology has demonstrated promising results in pilot projects across Europe and Asia, with companies like SSAB, ArcelorMittal, and Thyssenkrupp leading development efforts. The process utilizes hydrogen as a reducing agent instead of coal-derived carbon monoxide, eliminating direct CO2 emissions. Current technical challenges include achieving consistent metallization rates above 95%, managing hydrogen embrittlement in the reduced iron, and developing cost-effective hydrogen production and storage infrastructure. Most implementations remain at TRL 6-7 (Technology Readiness Level), with full commercial deployment expected within 5-10 years.
Smelting reduction technologies, including HIsarna, COREX, and FINEX processes, offer an alternative pathway by eliminating the need for coke ovens and sinter plants. These processes can potentially reduce CO2 emissions by 20-30% compared to conventional blast furnaces. Technical limitations include refractory life in high-temperature operations, energy efficiency optimization, and challenges in scaling up beyond demonstration plants. The technology currently operates at TRL 7-8, with several commercial-scale demonstrations underway in China, South Korea, and India.
BF-CCS systems represent an evolutionary approach to decarbonization by retrofitting existing blast furnace infrastructure with carbon capture technologies. Current implementations have achieved capture rates of 60-90%, depending on the specific technology employed. Key technical hurdles include high energy penalties (typically 15-30% additional energy consumption), significant capital costs for retrofit installations, and the need for extensive CO2 transport and storage infrastructure. This approach operates at TRL 8-9 for capture technology but faces significant integration challenges.
Geographically, Europe leads in H-DRI development, while East Asia dominates in smelting reduction advancements. North America has focused primarily on BF-CCS solutions, leveraging existing geological storage capacity. This regional specialization has created distinct technology ecosystems with limited cross-pollination of innovations.
Cross-cutting challenges affecting all three pathways include high capital expenditure requirements, energy intensity concerns, and the need for supportive policy frameworks to enable commercial viability. Additionally, all approaches must address raw material quality variations, process stability during technology transitions, and integration with downstream steelmaking operations to maintain product quality specifications.
H-DRI technology has demonstrated promising results in pilot projects across Europe and Asia, with companies like SSAB, ArcelorMittal, and Thyssenkrupp leading development efforts. The process utilizes hydrogen as a reducing agent instead of coal-derived carbon monoxide, eliminating direct CO2 emissions. Current technical challenges include achieving consistent metallization rates above 95%, managing hydrogen embrittlement in the reduced iron, and developing cost-effective hydrogen production and storage infrastructure. Most implementations remain at TRL 6-7 (Technology Readiness Level), with full commercial deployment expected within 5-10 years.
Smelting reduction technologies, including HIsarna, COREX, and FINEX processes, offer an alternative pathway by eliminating the need for coke ovens and sinter plants. These processes can potentially reduce CO2 emissions by 20-30% compared to conventional blast furnaces. Technical limitations include refractory life in high-temperature operations, energy efficiency optimization, and challenges in scaling up beyond demonstration plants. The technology currently operates at TRL 7-8, with several commercial-scale demonstrations underway in China, South Korea, and India.
BF-CCS systems represent an evolutionary approach to decarbonization by retrofitting existing blast furnace infrastructure with carbon capture technologies. Current implementations have achieved capture rates of 60-90%, depending on the specific technology employed. Key technical hurdles include high energy penalties (typically 15-30% additional energy consumption), significant capital costs for retrofit installations, and the need for extensive CO2 transport and storage infrastructure. This approach operates at TRL 8-9 for capture technology but faces significant integration challenges.
Geographically, Europe leads in H-DRI development, while East Asia dominates in smelting reduction advancements. North America has focused primarily on BF-CCS solutions, leveraging existing geological storage capacity. This regional specialization has created distinct technology ecosystems with limited cross-pollination of innovations.
Cross-cutting challenges affecting all three pathways include high capital expenditure requirements, energy intensity concerns, and the need for supportive policy frameworks to enable commercial viability. Additionally, all approaches must address raw material quality variations, process stability during technology transitions, and integration with downstream steelmaking operations to maintain product quality specifications.
Current Technical Solutions Comparison
01 Hydrogen-based Direct Reduced Iron (DRI) Technologies
Hydrogen-based DRI technologies represent a significant advancement in reducing carbon emissions in steel production. These processes use hydrogen as a reducing agent instead of carbon-based fuels, which substantially decreases CO2 emissions. The technology involves the direct reduction of iron ore using hydrogen gas, producing metallic iron without the need for traditional blast furnaces. This approach can achieve near-zero carbon emissions when the hydrogen is produced from renewable energy sources, making it a key pathway for decarbonizing the steel industry.- Hydrogen-based Direct Reduced Iron (DRI) Technologies: Hydrogen-based DRI technologies represent a significant advancement in reducing carbon emissions in steel production. These processes use hydrogen as a reducing agent instead of carbon-based fuels, effectively eliminating CO2 emissions during the reduction process. The technology involves the direct reduction of iron ore using hydrogen gas, which produces metallic iron without the carbon footprint associated with traditional blast furnace methods. These systems often incorporate renewable hydrogen production pathways to further enhance environmental benefits.
- Smelting Reduction Processes for Low-Carbon Steelmaking: Smelting reduction processes offer alternative routes to conventional blast furnace ironmaking with reduced carbon emissions. These technologies combine the reduction and melting of iron ore in a single or coupled reactor system, eliminating the need for coke production. Advanced smelting reduction processes incorporate innovative heat recovery systems, optimized oxygen usage, and modified slag chemistry to enhance energy efficiency while minimizing CO2 emissions. Some variants integrate biomass or other renewable carbon sources to further reduce the carbon footprint.
- Blast Furnace Carbon Capture and Storage (CCS) Systems: Blast furnace operations can be modified to incorporate carbon capture and storage systems to significantly reduce CO2 emissions. These systems capture CO2 from blast furnace gases through various methods including chemical absorption, membrane separation, or cryogenic processes. The captured carbon can then be compressed, transported, and stored in geological formations. Advanced BF-CCS configurations may include top gas recycling, where CO2 is separated and the remaining gases are reused as reducing agents, improving both energy efficiency and emissions reduction.
- Energy Efficiency Improvements in Ironmaking and Steelmaking: Various technological innovations focus on improving energy efficiency in iron and steel production processes. These include waste heat recovery systems, improved burner designs, process gas utilization, and advanced process control systems. Enhanced heat integration across different production units, optimized raw material preparation, and modified furnace designs contribute to significant energy savings. Some technologies incorporate AI-based control systems to optimize operational parameters in real-time, reducing energy consumption while maintaining product quality.
- Integrated Systems for Carbon Emissions Reduction in Steel Industry: Integrated approaches combine multiple technologies to achieve comprehensive carbon emissions reduction in steel production. These systems may incorporate hydrogen injection into existing blast furnaces, partial substitution of fossil fuels with biomass or other renewable sources, and integration of renewable energy for various process heating requirements. Some integrated solutions feature hybrid production routes that combine the advantages of different ironmaking technologies, along with circular economy principles such as scrap recycling and by-product utilization to minimize the overall carbon footprint of steel production.
02 Smelting Reduction Processes for Low-Carbon Steelmaking
Smelting reduction processes offer alternative routes to conventional blast furnace ironmaking with lower carbon footprints. These technologies combine the reduction and melting of iron ore in a single or coupled reactor system, eliminating the need for coke production. Advanced smelting reduction processes incorporate innovative heat recovery systems, oxygen enrichment, and modified slag chemistry to enhance energy efficiency. By optimizing these parameters, smelting reduction can achieve significant reductions in carbon emissions while maintaining or improving productivity in steel manufacturing.Expand Specific Solutions03 Blast Furnace Carbon Capture and Storage (CCS) Systems
Blast furnace CCS systems integrate carbon capture technologies with traditional ironmaking to reduce environmental impact. These systems capture CO2 from blast furnace gases before emission, allowing for subsequent storage or utilization. Advanced CCS implementations include post-combustion capture, pre-combustion techniques, and oxyfuel technologies specifically adapted for the high-temperature, high-volume gas streams characteristic of blast furnaces. The integration of these systems can reduce carbon emissions by up to 90% while allowing continued operation of existing blast furnace infrastructure during the transition to greener technologies.Expand Specific Solutions04 Energy Efficiency Improvements in Ironmaking and Steelmaking
Energy efficiency improvements in ironmaking and steelmaking focus on optimizing process parameters and heat recovery systems to reduce overall energy consumption. These innovations include waste heat recovery from slag and exhaust gases, improved burner designs, enhanced process control systems, and advanced refractory materials. By implementing these technologies, steel plants can achieve significant reductions in energy usage, which directly translates to lower carbon emissions. Additional efficiency gains come from process integration, where the output from one process serves as input for another, minimizing energy losses throughout the production chain.Expand Specific Solutions05 Hybrid and Transitional Low-Carbon Ironmaking Technologies
Hybrid and transitional technologies combine elements of conventional and innovative ironmaking processes to provide practical pathways for decarbonization. These approaches include partial hydrogen injection into blast furnaces, biomass substitution for fossil fuels, electrification of heating processes, and flexible production systems that can operate with varying inputs of green energy. Such hybrid solutions allow for gradual implementation of low-carbon technologies while maintaining production stability and managing investment costs. They represent critical stepping stones in the industry's transition toward carbon neutrality while accommodating existing infrastructure and operational constraints.Expand Specific Solutions
Key Industry Players in Green Steelmaking
The hydrogen DRI technology market is in a transitional growth phase, with global steel decarbonization efforts driving expansion of a market estimated at $2-3 billion annually with significant growth potential. Technology maturity varies across approaches, with hydrogen DRI leading in commercial readiness compared to smelting reduction and BF CCS systems. Key players demonstrate distinct positioning: Midrex Technologies and Danieli lead in commercial DRI technology deployment; ArcelorMittal, POSCO, and Hybrit Development are advancing hydrogen-based reduction processes; while Paul Wurth and Primetals Technologies offer comprehensive solutions across multiple decarbonization pathways. Research institutions like University of Birmingham and Chinese Academy of Sciences are accelerating innovation, particularly in addressing technical challenges of hydrogen utilization efficiency and process integration.
Midrex Technologies, Inc.
Technical Solution: Midrex Technologies has developed the H2-optimized MIDREX® Process, a leading hydrogen-based direct reduction technology for decarbonizing ironmaking. Their system can operate with varying hydrogen concentrations, from natural gas-based syngas (H2+CO) to 100% hydrogen, offering a flexible transition path to carbon-neutral steelmaking. The MIDREX H2 process reduces iron ore using hydrogen as the reducing agent, producing high-quality DRI with significantly lower carbon emissions. Their technology has been implemented in over 90 plants worldwide, representing over 80% of the world's DRI production. Midrex has partnered with several major steel producers to develop hydrogen-based DRI plants, including a collaboration with ArcelorMittal on the Hamburg hydrogen-DRI demonstration project. Their H2-ready plants can initially operate with natural gas and gradually transition to higher hydrogen percentages as availability increases, providing a practical pathway to decarbonization.
Strengths: Proven technology with extensive industrial implementation; flexibility to operate with varying hydrogen concentrations allowing gradual transition; produces high-quality DRI suitable for EAF steelmaking; modular design for scalability. Weaknesses: Complete decarbonization requires 100% green hydrogen which is not yet widely available; significant capital investment required for new plants; higher operational costs compared to conventional blast furnace routes when using green hydrogen.
Paul Wurth SA
Technical Solution: Paul Wurth, now part of SMS Group, has developed advanced technologies addressing both hydrogen DRI and blast furnace carbon capture. Their hydrogen-based DRI solution, PRODURES (PROcess for Direct REduction with hydrogen in a Shaft furnace), utilizes a shaft furnace design optimized for hydrogen reduction. The technology can operate with flexible reducing gas compositions, from natural gas to pure hydrogen, enabling a gradual transition to carbon-neutral ironmaking. For existing blast furnaces, Paul Wurth has pioneered the Blast Furnace 2.0 concept, incorporating top gas recycling with carbon capture (TGR-BF). This system separates CO2 from top gases, allowing the remaining reducing gases to be reinjected into the furnace, significantly reducing carbon emissions while extending the operational life of existing assets. Their dry slag granulation technology further improves energy efficiency by recovering waste heat from slag processing. Paul Wurth is also developing the IGAR (Injection of Gas Reductant) technology with ArcelorMittal, which converts waste CO2 into a reducing agent for partial replacement of coke in blast furnaces.
Strengths: Dual-track approach addressing both new DRI plants and existing blast furnace assets; extensive experience in ironmaking equipment design and implementation; strong integration capabilities for complex systems; part of SMS Group providing comprehensive steelmaking expertise. Weaknesses: TGR-BF technology still achieves only partial decarbonization compared to hydrogen DRI; high implementation costs for retrofitting existing plants; carbon capture solutions require additional infrastructure for CO2 transport and storage.
Core Patents and Innovations in Hydrogen Metallurgy
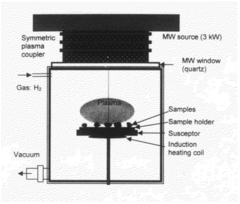
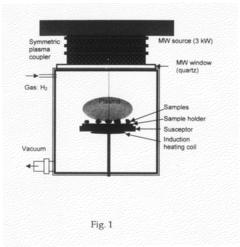
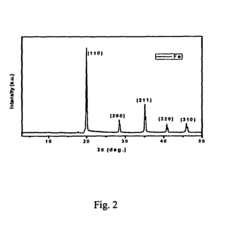
Green process for the preparation of direct reduced iron (DRI)
PatentActiveUS8728195B2
Innovation
- A microwave-assisted low-temperature hydrogen plasma process is used to directly reduce iron ore, eliminating the need for carbon-based reductants and reducing the process to a single stage, thereby minimizing CO/CO2 emissions and energy consumption.

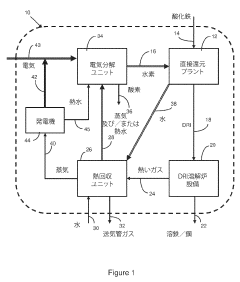
Method and system for producing steel or molten iron containing material with reduced emissions
PatentInactiveJP2022535446A
Innovation
- An integrated system that utilizes hydrogen as a reducing agent in direct reduction furnaces, integrates DRI smelting furnaces with electrolysis units to produce hydrogen, and recovers thermal energy from exhaust gases to produce steam and electricity, thereby reducing emissions by recycling hydrogen and thermal energy within the process.
Carbon Emission Reduction Performance Metrics
Carbon emission reduction performance metrics provide essential benchmarks for evaluating the effectiveness of different decarbonization technologies in the steel industry. When comparing Hydrogen Direct Reduced Iron (H-DRI), Smelting Reduction, and Blast Furnace with Carbon Capture and Storage (BF-CCS) systems, several key metrics must be considered to accurately assess their environmental impact.
The most fundamental metric is CO2 emission intensity, typically measured in tonnes of CO2 per tonne of steel produced. H-DRI technology demonstrates superior performance in this category, with potential reductions of up to 95% compared to conventional methods when powered by green hydrogen. Smelting reduction processes achieve moderate reductions of 20-50% depending on implementation, while BF-CCS systems typically capture 60-90% of emissions.
Energy efficiency represents another critical metric, measured as gigajoules consumed per tonne of steel. H-DRI systems generally require more energy input than conventional methods, approximately 3.5-4.5 GJ/tonne, but this disadvantage diminishes when renewable energy sources are utilized. Smelting reduction processes often demonstrate improved energy efficiency over traditional blast furnaces, while BF-CCS systems incur an energy penalty of 15-30% due to the capture process.
Carbon abatement cost effectiveness, expressed as dollars per tonne of CO2 avoided, varies significantly across technologies. Current estimates place H-DRI at $70-120/tCO2 avoided, smelting reduction at $40-80/tCO2 avoided, and BF-CCS at $60-100/tCO2 avoided, though these figures fluctuate with energy prices and technological maturity.
Life cycle assessment (LCA) metrics provide a more comprehensive view by accounting for upstream and downstream emissions. When considering full life cycle impacts, H-DRI maintains its advantage only when powered by low-carbon electricity and green hydrogen. BF-CCS systems face challenges related to long-term storage security and monitoring requirements.
Implementation timeline metrics track the speed at which technologies can be deployed at industrial scale. BF-CCS offers advantages for retrofitting existing infrastructure with potential implementation within 5-10 years, while H-DRI may require 10-15 years for widespread adoption due to hydrogen infrastructure limitations. Smelting reduction technologies occupy a middle ground with 7-12 year implementation horizons.
Technology readiness level (TRL) assessments indicate that BF-CCS systems are more mature (TRL 7-8) compared to industrial-scale H-DRI (TRL 6-7) and advanced smelting reduction processes (TRL 5-7), influencing near-term adoption potential and performance reliability.
The most fundamental metric is CO2 emission intensity, typically measured in tonnes of CO2 per tonne of steel produced. H-DRI technology demonstrates superior performance in this category, with potential reductions of up to 95% compared to conventional methods when powered by green hydrogen. Smelting reduction processes achieve moderate reductions of 20-50% depending on implementation, while BF-CCS systems typically capture 60-90% of emissions.
Energy efficiency represents another critical metric, measured as gigajoules consumed per tonne of steel. H-DRI systems generally require more energy input than conventional methods, approximately 3.5-4.5 GJ/tonne, but this disadvantage diminishes when renewable energy sources are utilized. Smelting reduction processes often demonstrate improved energy efficiency over traditional blast furnaces, while BF-CCS systems incur an energy penalty of 15-30% due to the capture process.
Carbon abatement cost effectiveness, expressed as dollars per tonne of CO2 avoided, varies significantly across technologies. Current estimates place H-DRI at $70-120/tCO2 avoided, smelting reduction at $40-80/tCO2 avoided, and BF-CCS at $60-100/tCO2 avoided, though these figures fluctuate with energy prices and technological maturity.
Life cycle assessment (LCA) metrics provide a more comprehensive view by accounting for upstream and downstream emissions. When considering full life cycle impacts, H-DRI maintains its advantage only when powered by low-carbon electricity and green hydrogen. BF-CCS systems face challenges related to long-term storage security and monitoring requirements.
Implementation timeline metrics track the speed at which technologies can be deployed at industrial scale. BF-CCS offers advantages for retrofitting existing infrastructure with potential implementation within 5-10 years, while H-DRI may require 10-15 years for widespread adoption due to hydrogen infrastructure limitations. Smelting reduction technologies occupy a middle ground with 7-12 year implementation horizons.
Technology readiness level (TRL) assessments indicate that BF-CCS systems are more mature (TRL 7-8) compared to industrial-scale H-DRI (TRL 6-7) and advanced smelting reduction processes (TRL 5-7), influencing near-term adoption potential and performance reliability.
Economic Feasibility and Implementation Roadmap
The economic feasibility of hydrogen-based Direct Reduced Iron (DRI) technology compared to traditional Blast Furnace with Carbon Capture and Storage (BF-CCS) and Smelting Reduction processes hinges on several critical factors. Current cost analyses indicate that hydrogen DRI systems require approximately 30-40% higher capital investment than conventional BF systems, primarily due to the need for hydrogen production infrastructure and specialized reduction equipment.
Operating costs present a more complex picture. While hydrogen DRI eliminates expenses related to coking coal and carbon taxes, it introduces significant costs for green hydrogen production or procurement. At present hydrogen prices ($4-6/kg), operational costs exceed those of traditional methods by 15-25%. However, projections suggest hydrogen costs could decrease to $1-2/kg by 2030-2035, potentially making hydrogen DRI economically competitive with conventional systems.
Energy efficiency comparisons reveal that hydrogen DRI consumes approximately 2.5-3.5 GJ/ton of steel, compared to 3.7-4.2 GJ/ton for BF-CCS systems. This efficiency advantage is partially offset by energy losses in hydrogen production, though this gap narrows with advancements in electrolysis technology.
Implementation roadmaps for hydrogen DRI typically follow a three-phase approach. The initial phase (2023-2027) focuses on pilot projects and hybrid systems that blend hydrogen with natural gas in existing DRI facilities, requiring investments of $100-300 million per facility. The transition phase (2028-2035) involves scaling to commercial operations with 50-80% hydrogen utilization, necessitating regional hydrogen infrastructure development and investments of $500 million to $1 billion per plant.
Full implementation (2035-2045) envisions complete transition to 100% hydrogen-based reduction, integrated with renewable energy systems. This phase requires coordinated industry-government partnerships and approximately $10-15 billion in sectoral investment per major steel-producing region.
Financial viability is heavily dependent on carbon pricing mechanisms. Analysis indicates that carbon prices of €60-80/tonne make hydrogen DRI competitive with conventional BF systems, while prices exceeding €100/tonne would accelerate adoption significantly. Government incentives, including production subsidies, tax credits, and green steel premiums, are critical to bridging the economic gap during the transition period.
Return on investment timelines extend beyond traditional industry expectations, with payback periods of 8-12 years compared to 5-7 years for conventional technology upgrades. This extended timeline necessitates innovative financing mechanisms, including green bonds, public-private partnerships, and climate finance instruments to distribute risk and attract capital to these transformative technologies.
Operating costs present a more complex picture. While hydrogen DRI eliminates expenses related to coking coal and carbon taxes, it introduces significant costs for green hydrogen production or procurement. At present hydrogen prices ($4-6/kg), operational costs exceed those of traditional methods by 15-25%. However, projections suggest hydrogen costs could decrease to $1-2/kg by 2030-2035, potentially making hydrogen DRI economically competitive with conventional systems.
Energy efficiency comparisons reveal that hydrogen DRI consumes approximately 2.5-3.5 GJ/ton of steel, compared to 3.7-4.2 GJ/ton for BF-CCS systems. This efficiency advantage is partially offset by energy losses in hydrogen production, though this gap narrows with advancements in electrolysis technology.
Implementation roadmaps for hydrogen DRI typically follow a three-phase approach. The initial phase (2023-2027) focuses on pilot projects and hybrid systems that blend hydrogen with natural gas in existing DRI facilities, requiring investments of $100-300 million per facility. The transition phase (2028-2035) involves scaling to commercial operations with 50-80% hydrogen utilization, necessitating regional hydrogen infrastructure development and investments of $500 million to $1 billion per plant.
Full implementation (2035-2045) envisions complete transition to 100% hydrogen-based reduction, integrated with renewable energy systems. This phase requires coordinated industry-government partnerships and approximately $10-15 billion in sectoral investment per major steel-producing region.
Financial viability is heavily dependent on carbon pricing mechanisms. Analysis indicates that carbon prices of €60-80/tonne make hydrogen DRI competitive with conventional BF systems, while prices exceeding €100/tonne would accelerate adoption significantly. Government incentives, including production subsidies, tax credits, and green steel premiums, are critical to bridging the economic gap during the transition period.
Return on investment timelines extend beyond traditional industry expectations, with payback periods of 8-12 years compared to 5-7 years for conventional technology upgrades. This extended timeline necessitates innovative financing mechanisms, including green bonds, public-private partnerships, and climate finance instruments to distribute risk and attract capital to these transformative technologies.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!