Coupling Hydrogen DRI with Electric Arc Furnace and Slag Chemistry Control
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI-EAF Integration Background and Objectives
The integration of hydrogen-based Direct Reduced Iron (DRI) with Electric Arc Furnace (EAF) technology represents a pivotal advancement in the steel industry's pursuit of decarbonization. This technological coupling emerged in response to mounting environmental pressures and the global steel sector's significant carbon footprint, which accounts for approximately 7-9% of global CO2 emissions. Traditional blast furnace-basic oxygen furnace (BF-BOF) steelmaking routes, while efficient, rely heavily on coal and coke, making them substantial contributors to industrial carbon emissions.
The evolution of this technology can be traced back to the 1970s when natural gas-based DRI processes gained commercial traction. However, the concept of using hydrogen as a reducing agent in DRI production has gained significant momentum only in the past decade, driven by the increasing focus on climate change mitigation strategies and the steel industry's commitment to carbon neutrality targets by 2050.
The primary objective of coupling hydrogen DRI with EAF technology is to establish a carbon-lean or potentially carbon-neutral steelmaking process. By replacing carbon-based reducing agents with hydrogen in the DRI process, and then feeding the resulting iron into an EAF powered by renewable electricity, the integrated system aims to dramatically reduce or eliminate CO2 emissions from steel production.
A complementary objective involves optimizing slag chemistry control within this integrated system. Slag, a byproduct of the steelmaking process, plays a crucial role in determining steel quality, energy efficiency, and environmental impact. Advanced slag chemistry control seeks to enhance the performance of the hydrogen DRI-EAF system by improving metallurgical outcomes, reducing energy consumption, and potentially enabling the capture of residual carbon emissions through mineral carbonation.
The technological trajectory suggests a phased approach to implementation, beginning with hybrid systems that utilize both natural gas and hydrogen in DRI production, gradually transitioning to 100% hydrogen-based reduction as hydrogen infrastructure develops. This evolution aligns with broader hydrogen economy initiatives and renewable energy expansion globally.
Current research and development efforts focus on addressing several key challenges, including hydrogen production and storage economics, process integration optimization, and the development of specialized EAF operations tailored to hydrogen DRI feedstock. Additionally, there is growing interest in exploring the potential synergies between hydrogen DRI-EAF systems and other emerging technologies such as carbon capture, utilization, and storage (CCUS) to further enhance environmental performance.
The evolution of this technology can be traced back to the 1970s when natural gas-based DRI processes gained commercial traction. However, the concept of using hydrogen as a reducing agent in DRI production has gained significant momentum only in the past decade, driven by the increasing focus on climate change mitigation strategies and the steel industry's commitment to carbon neutrality targets by 2050.
The primary objective of coupling hydrogen DRI with EAF technology is to establish a carbon-lean or potentially carbon-neutral steelmaking process. By replacing carbon-based reducing agents with hydrogen in the DRI process, and then feeding the resulting iron into an EAF powered by renewable electricity, the integrated system aims to dramatically reduce or eliminate CO2 emissions from steel production.
A complementary objective involves optimizing slag chemistry control within this integrated system. Slag, a byproduct of the steelmaking process, plays a crucial role in determining steel quality, energy efficiency, and environmental impact. Advanced slag chemistry control seeks to enhance the performance of the hydrogen DRI-EAF system by improving metallurgical outcomes, reducing energy consumption, and potentially enabling the capture of residual carbon emissions through mineral carbonation.
The technological trajectory suggests a phased approach to implementation, beginning with hybrid systems that utilize both natural gas and hydrogen in DRI production, gradually transitioning to 100% hydrogen-based reduction as hydrogen infrastructure develops. This evolution aligns with broader hydrogen economy initiatives and renewable energy expansion globally.
Current research and development efforts focus on addressing several key challenges, including hydrogen production and storage economics, process integration optimization, and the development of specialized EAF operations tailored to hydrogen DRI feedstock. Additionally, there is growing interest in exploring the potential synergies between hydrogen DRI-EAF systems and other emerging technologies such as carbon capture, utilization, and storage (CCUS) to further enhance environmental performance.
Market Analysis for Low-Carbon Steelmaking Technologies
The global steel industry is undergoing a significant transformation driven by increasing pressure to reduce carbon emissions. Traditional steelmaking processes, particularly blast furnace-basic oxygen furnace (BF-BOF) routes, account for approximately 7-9% of global CO2 emissions. This has created a substantial market opportunity for low-carbon alternatives, with hydrogen-based direct reduced iron (H2-DRI) coupled with electric arc furnaces (EAF) emerging as one of the most promising pathways.
Market projections indicate that the low-carbon steelmaking technologies sector could reach $200 billion by 2050, with hydrogen-based processes potentially capturing 30-40% of this market. Early adoption is already visible in Europe, where carbon pricing mechanisms and stringent emissions regulations have accelerated investment in green steel technologies. Countries like Sweden, Germany, and Austria are leading implementation with pilot and demonstration plants already operational.
Consumer demand for green steel is growing significantly, particularly from automotive, construction, and consumer goods sectors seeking to decarbonize their supply chains. Premium pricing for low-carbon steel currently ranges between 10-30% above conventional steel, though this gap is expected to narrow as technologies mature and scale. Major automotive manufacturers have already signed offtake agreements for green steel, signaling strong market pull.
Regional market dynamics vary considerably. The European Union leads in policy support through its Carbon Border Adjustment Mechanism and Innovation Fund. North America is gaining momentum through the Inflation Reduction Act, which provides substantial incentives for clean hydrogen production. Asia-Pacific markets, particularly China and India as the world's largest steel producers, represent the most significant potential market volume but face challenges in transitioning existing infrastructure.
Investment trends show accelerating capital flows into hydrogen DRI-EAF technologies, with over $15 billion committed globally to demonstration and commercial-scale projects since 2020. Venture capital and private equity interest has grown substantially, with investment in slag chemistry optimization technologies seeing a 45% increase year-over-year as these processes prove critical for quality control in hydrogen-based steelmaking.
Market barriers include high capital costs for new facilities, hydrogen supply chain limitations, and grid constraints for renewable electricity. However, technology learning curves suggest a 25-35% cost reduction potential for hydrogen DRI systems by 2030, which could significantly accelerate market adoption. The integration of advanced slag chemistry control systems represents a particularly high-growth segment, as these technologies directly address quality concerns in hydrogen-reduced steel production.
Market projections indicate that the low-carbon steelmaking technologies sector could reach $200 billion by 2050, with hydrogen-based processes potentially capturing 30-40% of this market. Early adoption is already visible in Europe, where carbon pricing mechanisms and stringent emissions regulations have accelerated investment in green steel technologies. Countries like Sweden, Germany, and Austria are leading implementation with pilot and demonstration plants already operational.
Consumer demand for green steel is growing significantly, particularly from automotive, construction, and consumer goods sectors seeking to decarbonize their supply chains. Premium pricing for low-carbon steel currently ranges between 10-30% above conventional steel, though this gap is expected to narrow as technologies mature and scale. Major automotive manufacturers have already signed offtake agreements for green steel, signaling strong market pull.
Regional market dynamics vary considerably. The European Union leads in policy support through its Carbon Border Adjustment Mechanism and Innovation Fund. North America is gaining momentum through the Inflation Reduction Act, which provides substantial incentives for clean hydrogen production. Asia-Pacific markets, particularly China and India as the world's largest steel producers, represent the most significant potential market volume but face challenges in transitioning existing infrastructure.
Investment trends show accelerating capital flows into hydrogen DRI-EAF technologies, with over $15 billion committed globally to demonstration and commercial-scale projects since 2020. Venture capital and private equity interest has grown substantially, with investment in slag chemistry optimization technologies seeing a 45% increase year-over-year as these processes prove critical for quality control in hydrogen-based steelmaking.
Market barriers include high capital costs for new facilities, hydrogen supply chain limitations, and grid constraints for renewable electricity. However, technology learning curves suggest a 25-35% cost reduction potential for hydrogen DRI systems by 2030, which could significantly accelerate market adoption. The integration of advanced slag chemistry control systems represents a particularly high-growth segment, as these technologies directly address quality concerns in hydrogen-reduced steel production.
Current Challenges in Hydrogen DRI-EAF Coupling
The integration of hydrogen-based Direct Reduced Iron (DRI) with Electric Arc Furnace (EAF) technology represents a promising pathway toward decarbonizing steel production. However, this coupling faces significant technical challenges that must be addressed before widespread industrial implementation. The primary challenge lies in the metallurgical properties of hydrogen-reduced DRI, which differs substantially from conventional carbon-based DRI. Hydrogen-reduced DRI typically contains lower carbon content, affecting its melting behavior and subsequent steelmaking operations in the EAF.
Temperature management presents another critical challenge. Hydrogen-based DRI production operates at different temperature profiles compared to traditional methods, creating thermal inefficiencies when transitioning material to the EAF. The absence of carbon as a reductant also eliminates an important energy source during the EAF melting process, necessitating higher electricity consumption and potentially increasing operational costs by 15-20%.
Slag chemistry control becomes particularly complex in hydrogen DRI-EAF systems. The altered composition of hydrogen-reduced DRI affects slag formation dynamics, impacting crucial metallurgical functions including impurity removal, phosphorus control, and nitrogen management. Traditional slag practices developed for conventional EAF operations require significant modification to maintain steel quality when using hydrogen-reduced feedstock.
Material handling infrastructure presents additional complications. Hydrogen-reduced DRI exhibits different physical properties, including potential pyrophoricity and structural integrity issues, requiring specialized handling systems between the reduction unit and the EAF. These systems must maintain material integrity while preventing safety hazards associated with hydrogen-reduced materials.
Process control and automation systems face integration challenges when coupling these technologies. The dynamic nature of hydrogen-based reduction requires more sophisticated monitoring and control algorithms to ensure consistent DRI quality entering the EAF. Current sensor technologies and control systems lack the necessary precision for optimizing this novel process combination.
Energy integration and management represent perhaps the most significant operational challenge. Hydrogen-based DRI production has different energy flow patterns compared to conventional methods, creating difficulties in heat recovery and utilization. Efficiently managing the intermittent nature of renewable energy sources for hydrogen production while maintaining continuous EAF operations requires advanced energy storage and management systems not yet fully developed for steel industry applications.
Refractory life and furnace design also require reconsideration. The altered slag chemistry and different thermal profiles in hydrogen DRI-EAF systems accelerate refractory wear through mechanisms distinct from traditional operations, necessitating new materials and furnace design approaches to maintain operational efficiency and equipment longevity.
Temperature management presents another critical challenge. Hydrogen-based DRI production operates at different temperature profiles compared to traditional methods, creating thermal inefficiencies when transitioning material to the EAF. The absence of carbon as a reductant also eliminates an important energy source during the EAF melting process, necessitating higher electricity consumption and potentially increasing operational costs by 15-20%.
Slag chemistry control becomes particularly complex in hydrogen DRI-EAF systems. The altered composition of hydrogen-reduced DRI affects slag formation dynamics, impacting crucial metallurgical functions including impurity removal, phosphorus control, and nitrogen management. Traditional slag practices developed for conventional EAF operations require significant modification to maintain steel quality when using hydrogen-reduced feedstock.
Material handling infrastructure presents additional complications. Hydrogen-reduced DRI exhibits different physical properties, including potential pyrophoricity and structural integrity issues, requiring specialized handling systems between the reduction unit and the EAF. These systems must maintain material integrity while preventing safety hazards associated with hydrogen-reduced materials.
Process control and automation systems face integration challenges when coupling these technologies. The dynamic nature of hydrogen-based reduction requires more sophisticated monitoring and control algorithms to ensure consistent DRI quality entering the EAF. Current sensor technologies and control systems lack the necessary precision for optimizing this novel process combination.
Energy integration and management represent perhaps the most significant operational challenge. Hydrogen-based DRI production has different energy flow patterns compared to conventional methods, creating difficulties in heat recovery and utilization. Efficiently managing the intermittent nature of renewable energy sources for hydrogen production while maintaining continuous EAF operations requires advanced energy storage and management systems not yet fully developed for steel industry applications.
Refractory life and furnace design also require reconsideration. The altered slag chemistry and different thermal profiles in hydrogen DRI-EAF systems accelerate refractory wear through mechanisms distinct from traditional operations, necessitating new materials and furnace design approaches to maintain operational efficiency and equipment longevity.
Current Hydrogen DRI-EAF Integration Solutions
01 Hydrogen-based DRI production processes
Hydrogen can be used as a reducing agent in the direct reduction of iron ore to produce DRI, offering a more environmentally friendly alternative to traditional carbon-based reduction. These processes typically involve the use of hydrogen gas to remove oxygen from iron ore at temperatures below the melting point of iron. The resulting DRI has a high metallization rate and can be fed directly into an Electric Arc Furnace for steel production, reducing overall carbon emissions in the steelmaking process.- Hydrogen-based DRI production processes: Hydrogen can be used as a reducing agent in the direct reduction of iron ore to produce DRI, offering a more environmentally friendly alternative to traditional carbon-based reduction. These processes typically involve the use of hydrogen gas to remove oxygen from iron ore at temperatures below the melting point of iron. The resulting DRI has a high metallization rate and can be directly fed into an Electric Arc Furnace for steel production, reducing overall carbon emissions in the steelmaking process.
- Slag chemistry control in EAF steelmaking: Controlling slag chemistry in Electric Arc Furnace operations is crucial for optimizing steel quality and operational efficiency. This involves careful management of slag composition through the addition of fluxes such as lime, dolomite, or fluorite to achieve desired basicity and fluidity. Proper slag chemistry control helps in efficient removal of impurities, reduces refractory wear, improves energy efficiency, and enhances metal recovery. Advanced slag management techniques include continuous monitoring and adjustment of slag composition during the steelmaking process.
- Integration of DRI with EAF technology: The integration of Direct Reduced Iron with Electric Arc Furnace technology represents an efficient steelmaking route that offers several advantages. This combination allows for better utilization of DRI's metallized iron content, reduced energy consumption, and lower carbon emissions compared to traditional blast furnace routes. The process typically involves charging DRI directly into the EAF, where it is melted along with scrap steel. The high purity of DRI contributes to producing high-quality steel while maintaining operational flexibility.
- Optimization of DRI feed quality for EAF operations: The quality of Direct Reduced Iron significantly impacts Electric Arc Furnace operations and final steel quality. Key parameters that require optimization include carbon content, metallization degree, gangue content, and physical characteristics such as size distribution and apparent density. Higher metallization rates and controlled carbon content in DRI lead to improved energy efficiency in the EAF, reduced electrode consumption, and shorter tap-to-tap times. Various processing techniques can be employed to enhance DRI quality before feeding it into the EAF.
- Environmental benefits and carbon reduction strategies: The combination of hydrogen-based Direct Reduced Iron and Electric Arc Furnace technology offers significant environmental benefits, particularly in reducing carbon emissions from steelmaking. This production route can substantially lower CO2 emissions compared to conventional blast furnace-basic oxygen furnace routes. Additional environmental strategies include waste heat recovery, optimized slag utilization, and closed-loop water systems. The hydrogen-DRI-EAF route is considered a key pathway toward carbon-neutral steelmaking, especially when powered by renewable energy sources.
02 Slag chemistry control in EAF steelmaking
Controlling slag chemistry in Electric Arc Furnace operations is crucial for optimizing steel quality and operational efficiency. This involves careful management of slag composition through additions of fluxes like lime, dolomite, and other materials to achieve desired basicity, fluidity, and foaming characteristics. Proper slag chemistry control helps in efficient removal of impurities, reduces refractory wear, improves energy efficiency, and enhances phosphorus and sulfur removal from the steel, ultimately leading to higher quality steel production.Expand Specific Solutions03 Integration of DRI with EAF technology
The integration of Direct Reduced Iron with Electric Arc Furnace technology represents an advanced steelmaking route that offers significant advantages over traditional blast furnace methods. This combination allows for more flexible operations, reduced energy consumption, and lower carbon emissions. The high-quality metallic charge from DRI enables the production of cleaner steel in the EAF, with fewer residual elements. The process optimization includes controlling feeding rates, power input, and oxygen injection to maximize productivity and minimize energy consumption.Expand Specific Solutions04 Foamy slag practice in EAF operations
Foamy slag practice is a critical aspect of modern Electric Arc Furnace operations, particularly when using DRI as feedstock. This technique involves creating a stable foam on the slag surface that covers the electric arcs, improving energy transfer efficiency and reducing heat losses. The foaming is typically achieved through controlled injection of carbon and oxygen, which react to form CO gas bubbles in the slag. Proper foamy slag practice protects furnace refractory lining, reduces electrode consumption, improves energy efficiency, and minimizes noise and radiation emissions from the furnace.Expand Specific Solutions05 Environmental benefits and carbon reduction strategies
The combination of hydrogen-based DRI and EAF steelmaking offers significant environmental benefits compared to conventional blast furnace routes. This production pathway substantially reduces carbon dioxide emissions by eliminating coal-based reduction and utilizing electricity that can be sourced from renewable energy. The process also allows for better control of pollutants, reduced dust emissions, and lower water consumption. Various strategies are being developed to further enhance the environmental performance, including carbon capture technologies, waste heat recovery systems, and closed-loop water management.Expand Specific Solutions
Leading Companies in Green Steel Production
The hydrogen-based Direct Reduced Iron (DRI) coupled with Electric Arc Furnace (EAF) technology is currently in an early growth phase, with market size projected to expand significantly as decarbonization efforts intensify in steelmaking. Leading players in this emerging field include Midrex Technologies, which has established hydrogen-ready DRI technology, and European steelmakers like ArcelorMittal and thyssenkrupp, who are investing heavily in pilot projects. Equipment manufacturers Paul Wurth, Danieli, and Tenova are developing specialized EAF solutions optimized for hydrogen DRI. Research institutions including University of Science & Technology Beijing and Deakin University are advancing slag chemistry control techniques to improve product quality. The technology is approaching commercial viability, with several demonstration plants operational, though widespread adoption remains contingent on hydrogen infrastructure development and carbon pricing mechanisms.
Midrex Technologies, Inc.
Technical Solution: Midrex has developed the H2-optimized MIDREX H2™ process specifically for hydrogen-based direct reduction of iron. Their technology allows for flexible operation with varying hydrogen percentages, from natural gas to 100% hydrogen. The system integrates with electric arc furnaces through hot charging capabilities, where DRI at temperatures of approximately 700°C is transferred directly to the EAF, significantly reducing energy consumption. Midrex's advanced process control systems optimize the metallization rate and carbon content of the DRI based on downstream EAF requirements. Their technology includes sophisticated slag chemistry management systems that adjust flux additions based on real-time analysis of iron oxide composition, enabling precise control of slag basicity and minimizing refractory wear in the EAF.
Strengths: Industry-leading experience with over 70% of the world's DRI production using Midrex technology; proven scalability up to 2.5 million tons per year; flexible hydrogen utilization from 30% to 100%. Weaknesses: Higher capital costs compared to conventional blast furnace routes; requires reliable access to low-cost green hydrogen to be economically viable.
Danieli & C. Officine Meccaniche SpA
Technical Solution: Danieli has developed the ENERGIRON ZR process in collaboration with Tenova, specifically designed for hydrogen-based DRI production coupled with EAF steelmaking. Their technology features a zero reformer design that allows direct injection of hydrogen into the reduction furnace without the need for syngas production. The system includes proprietary HYTEMP technology for hot DRI transport at temperatures exceeding 600°C directly to the EAF, maximizing energy efficiency. Danieli's Q-MELT Ultra High Power EAFs are specifically designed to work with hydrogen-based DRI, featuring advanced electrode regulation systems and dynamic process control. Their slag chemistry management includes automated sampling and analysis systems that provide real-time feedback to adjust flux additions, maintaining optimal slag basicity ratios between 1.5-2.0 for enhanced phosphorus removal and reduced refractory wear.
Strengths: Integrated solution provider offering both DRI and EAF technologies; proven commercial implementation with partial hydrogen operation; advanced automation systems for process optimization. Weaknesses: Complete transition to 100% hydrogen operation still under development; requires significant modifications to existing plants for retrofit applications.
Key Innovations in Slag Chemistry Control Systems
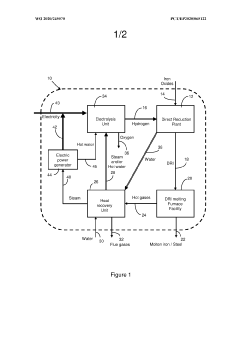
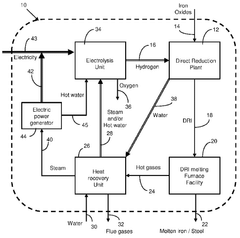
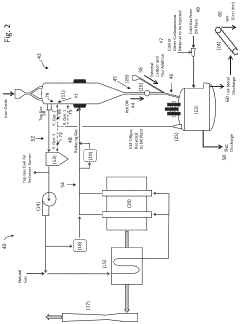
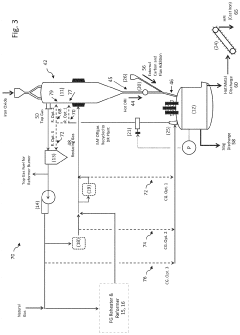
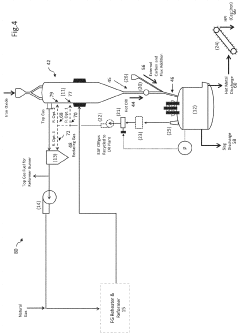
Method and system for producing steel or molten-iron-containing materials with reduced emissions
PatentWO2020245070A1
Innovation
- An integrated system that utilizes hydrogen as a reducing agent in direct reduced iron (DRI) production, coupled with a heat recovery unit to generate steam and electricity, which is then used to produce additional hydrogen through electrolysis, reducing the need for hydrocarbons and minimizing CO2 emissions. This system includes a direct reduction furnace, a DRI melting furnace, a heat recovery unit, and an electrolysis unit to create a recycling loop for hydrogen use.

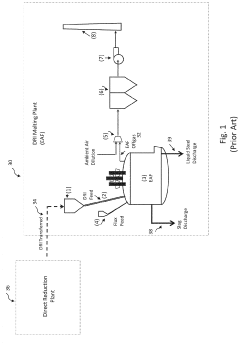
Integration of DR plant and electric DRI melting furnace for producing high performance iron
PatentActiveUS11788159B2
Innovation
- Integrating the melting step with the DRI production process by using a DRI melting furnace that maintains a reducing atmosphere with controlled positive internal pressure, recycling offgas to the direct reduction plant, and efficiently utilizing chemical and sensible energy, allowing for the production of high-performance iron with lower operation costs and higher productivity.
Carbon Emission Reduction Potential Assessment
The integration of hydrogen-based Direct Reduced Iron (DRI) with Electric Arc Furnace (EAF) technology, complemented by advanced slag chemistry control, represents a significant pathway for decarbonizing steel production. Quantitative assessment indicates this combination could potentially reduce carbon emissions by 80-95% compared to conventional blast furnace-basic oxygen furnace routes, which typically emit 1.8-2.0 tonnes of CO2 per tonne of steel produced.
The carbon emission reduction potential varies based on several key factors. When utilizing green hydrogen produced from renewable electricity, the steelmaking process emissions can be reduced to approximately 0.1-0.3 tonnes of CO2 per tonne of steel. This represents a dramatic improvement over traditional methods, with the remaining emissions primarily stemming from electrode consumption, refractory materials, and alloying elements.
Energy source considerations significantly impact the overall carbon footprint. While the hydrogen DRI-EAF route requires approximately 3.5-4.0 MWh of electricity per tonne of steel when using green hydrogen, this electricity must come from low-carbon sources to maximize emission reduction benefits. Analysis shows that if the grid emission factor exceeds 100-150 kg CO2/MWh, the environmental advantages begin to diminish substantially.
Slag chemistry control further enhances the carbon reduction potential through multiple mechanisms. Optimized slag formulations can reduce the energy requirements in the EAF by 5-10%, translating to proportional carbon savings. Additionally, certain slag compositions enable improved metal recovery rates, reducing the need for primary raw materials and their associated emissions by up to 3-5%.
Life cycle assessment studies demonstrate that the hydrogen DRI-EAF route with optimized slag chemistry can achieve a carbon intensity of 0.05-0.25 tonnes CO2-equivalent per tonne of steel when operating under ideal conditions. This represents a reduction of over 90% compared to global average steel production emissions.
Economic modeling suggests that while capital expenditure for hydrogen DRI-EAF facilities is 15-30% higher than conventional routes, the carbon abatement cost becomes increasingly favorable as carbon pricing mechanisms strengthen. Current estimates place the abatement cost at €50-120 per tonne of CO2 avoided, with projections indicating this could decrease to €30-70 by 2030 as hydrogen production costs decline and technology matures.
The transition timeline analysis indicates that early adopters implementing this technology could achieve emission reductions of 60-70% by 2025, with full potential realized by 2035-2040 as green hydrogen infrastructure develops and process optimizations mature.
The carbon emission reduction potential varies based on several key factors. When utilizing green hydrogen produced from renewable electricity, the steelmaking process emissions can be reduced to approximately 0.1-0.3 tonnes of CO2 per tonne of steel. This represents a dramatic improvement over traditional methods, with the remaining emissions primarily stemming from electrode consumption, refractory materials, and alloying elements.
Energy source considerations significantly impact the overall carbon footprint. While the hydrogen DRI-EAF route requires approximately 3.5-4.0 MWh of electricity per tonne of steel when using green hydrogen, this electricity must come from low-carbon sources to maximize emission reduction benefits. Analysis shows that if the grid emission factor exceeds 100-150 kg CO2/MWh, the environmental advantages begin to diminish substantially.
Slag chemistry control further enhances the carbon reduction potential through multiple mechanisms. Optimized slag formulations can reduce the energy requirements in the EAF by 5-10%, translating to proportional carbon savings. Additionally, certain slag compositions enable improved metal recovery rates, reducing the need for primary raw materials and their associated emissions by up to 3-5%.
Life cycle assessment studies demonstrate that the hydrogen DRI-EAF route with optimized slag chemistry can achieve a carbon intensity of 0.05-0.25 tonnes CO2-equivalent per tonne of steel when operating under ideal conditions. This represents a reduction of over 90% compared to global average steel production emissions.
Economic modeling suggests that while capital expenditure for hydrogen DRI-EAF facilities is 15-30% higher than conventional routes, the carbon abatement cost becomes increasingly favorable as carbon pricing mechanisms strengthen. Current estimates place the abatement cost at €50-120 per tonne of CO2 avoided, with projections indicating this could decrease to €30-70 by 2030 as hydrogen production costs decline and technology matures.
The transition timeline analysis indicates that early adopters implementing this technology could achieve emission reductions of 60-70% by 2025, with full potential realized by 2035-2040 as green hydrogen infrastructure develops and process optimizations mature.
Economic Viability and Implementation Roadmap
The economic viability of coupling hydrogen-based Direct Reduced Iron (DRI) with Electric Arc Furnace (EAF) technology and advanced slag chemistry control presents a complex investment landscape. Initial capital expenditure requirements are substantial, with hydrogen production facilities, DRI plants, and EAF upgrades collectively demanding investments ranging from $600-900 million for medium-scale operations. However, long-term operational economics show promising returns as carbon pricing mechanisms mature globally.
Cost-benefit analyses indicate that while hydrogen DRI currently carries a 15-30% premium over conventional blast furnace routes, this gap is projected to narrow significantly by 2030 as renewable hydrogen production scales and efficiencies improve. The levelized cost of steel production using this integrated approach is expected to achieve cost parity with conventional methods in regions with abundant renewable energy resources by 2035.
Implementation roadmaps must follow a phased approach to manage financial risks effectively. The initial phase (2023-2026) should focus on pilot demonstrations and technical validation, utilizing natural gas blending with gradually increasing hydrogen percentages. Mid-term implementation (2027-2032) involves commercial-scale facilities with 50-80% hydrogen utilization, supported by strategic partnerships with renewable energy providers to secure favorable hydrogen pricing.
Full-scale deployment (2033-2040) would achieve 90-100% hydrogen utilization with optimized slag chemistry control systems fully integrated into production processes. This gradual scaling allows for technology learning curves to reduce costs while spreading capital expenditures over manageable timeframes.
Financing strategies should leverage green steel premiums, which currently command 10-15% market premiums from environmentally conscious end-users. Additionally, multilateral climate finance, green bonds, and public-private partnerships offer viable funding mechanisms to offset initial capital requirements. Several steel producers have successfully secured concessional financing through climate-focused development banks, reducing effective interest rates by 2-3 percentage points.
Policy dependencies remain significant, with carbon pricing mechanisms, renewable energy incentives, and green procurement policies all substantially influencing economic viability. Sensitivity analyses suggest that carbon prices exceeding $70-80 per ton CO₂ would make hydrogen DRI-EAF systems economically competitive even without additional technological improvements.
Cost-benefit analyses indicate that while hydrogen DRI currently carries a 15-30% premium over conventional blast furnace routes, this gap is projected to narrow significantly by 2030 as renewable hydrogen production scales and efficiencies improve. The levelized cost of steel production using this integrated approach is expected to achieve cost parity with conventional methods in regions with abundant renewable energy resources by 2035.
Implementation roadmaps must follow a phased approach to manage financial risks effectively. The initial phase (2023-2026) should focus on pilot demonstrations and technical validation, utilizing natural gas blending with gradually increasing hydrogen percentages. Mid-term implementation (2027-2032) involves commercial-scale facilities with 50-80% hydrogen utilization, supported by strategic partnerships with renewable energy providers to secure favorable hydrogen pricing.
Full-scale deployment (2033-2040) would achieve 90-100% hydrogen utilization with optimized slag chemistry control systems fully integrated into production processes. This gradual scaling allows for technology learning curves to reduce costs while spreading capital expenditures over manageable timeframes.
Financing strategies should leverage green steel premiums, which currently command 10-15% market premiums from environmentally conscious end-users. Additionally, multilateral climate finance, green bonds, and public-private partnerships offer viable funding mechanisms to offset initial capital requirements. Several steel producers have successfully secured concessional financing through climate-focused development banks, reducing effective interest rates by 2-3 percentage points.
Policy dependencies remain significant, with carbon pricing mechanisms, renewable energy incentives, and green procurement policies all substantially influencing economic viability. Sensitivity analyses suggest that carbon prices exceeding $70-80 per ton CO₂ would make hydrogen DRI-EAF systems economically competitive even without additional technological improvements.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!