Startups Pilots and Project Case Studies in Hydrogen DRI
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI Technology Background and Objectives
Direct Reduced Iron (DRI) technology has evolved significantly since its inception in the 1950s, with traditional methods relying heavily on natural gas as the reducing agent. The emergence of hydrogen as an alternative reducing agent represents a paradigm shift in the steel industry's decarbonization efforts. Hydrogen DRI technology utilizes hydrogen to remove oxygen from iron ore, producing metallic iron without the carbon emissions associated with conventional blast furnace processes. This technological evolution aligns with global climate goals, particularly the Paris Agreement's target to limit global warming to well below 2°C.
The steel industry currently accounts for approximately 7-9% of global CO2 emissions, making it a critical sector for decarbonization efforts. Traditional steelmaking processes emit about 1.85 tons of CO2 per ton of steel produced. Hydrogen DRI technology aims to reduce these emissions by up to 95% when powered by renewable energy sources, positioning it as a cornerstone technology in the industry's transition to carbon neutrality.
Recent technological advancements have accelerated the development of hydrogen DRI processes. The HYBRIT (Hydrogen Breakthrough Ironmaking Technology) initiative in Sweden and the H2FUTURE project in Austria have demonstrated the technical feasibility of hydrogen-based direct reduction at pilot scales. These projects have established important benchmarks for process efficiency, hydrogen consumption rates, and product quality parameters that guide current research and development efforts.
The primary objective of hydrogen DRI technology development is to achieve industrial-scale implementation that is both environmentally sustainable and economically viable. This includes optimizing hydrogen consumption (currently 50-60 kg H2 per ton of DRI), improving energy efficiency, and ensuring consistent product quality comparable to conventional DRI. Secondary objectives include developing flexible systems capable of operating with varying hydrogen-natural gas mixtures during the transition period.
Technical challenges being addressed include the development of specialized reduction furnaces optimized for hydrogen's different reduction kinetics compared to carbon monoxide, managing the higher thermal conductivity of hydrogen, and addressing the potential for material embrittlement in process equipment. Additionally, integration with renewable energy sources presents challenges related to intermittency and storage that must be overcome for full decarbonization.
The technology roadmap for hydrogen DRI envisions progressive scaling from current demonstration projects (10,000-100,000 tons per year) to commercial-scale plants (1-2 million tons per year) by 2030, with widespread adoption anticipated in the 2030-2050 timeframe as hydrogen infrastructure develops and carbon pricing mechanisms mature.
The steel industry currently accounts for approximately 7-9% of global CO2 emissions, making it a critical sector for decarbonization efforts. Traditional steelmaking processes emit about 1.85 tons of CO2 per ton of steel produced. Hydrogen DRI technology aims to reduce these emissions by up to 95% when powered by renewable energy sources, positioning it as a cornerstone technology in the industry's transition to carbon neutrality.
Recent technological advancements have accelerated the development of hydrogen DRI processes. The HYBRIT (Hydrogen Breakthrough Ironmaking Technology) initiative in Sweden and the H2FUTURE project in Austria have demonstrated the technical feasibility of hydrogen-based direct reduction at pilot scales. These projects have established important benchmarks for process efficiency, hydrogen consumption rates, and product quality parameters that guide current research and development efforts.
The primary objective of hydrogen DRI technology development is to achieve industrial-scale implementation that is both environmentally sustainable and economically viable. This includes optimizing hydrogen consumption (currently 50-60 kg H2 per ton of DRI), improving energy efficiency, and ensuring consistent product quality comparable to conventional DRI. Secondary objectives include developing flexible systems capable of operating with varying hydrogen-natural gas mixtures during the transition period.
Technical challenges being addressed include the development of specialized reduction furnaces optimized for hydrogen's different reduction kinetics compared to carbon monoxide, managing the higher thermal conductivity of hydrogen, and addressing the potential for material embrittlement in process equipment. Additionally, integration with renewable energy sources presents challenges related to intermittency and storage that must be overcome for full decarbonization.
The technology roadmap for hydrogen DRI envisions progressive scaling from current demonstration projects (10,000-100,000 tons per year) to commercial-scale plants (1-2 million tons per year) by 2030, with widespread adoption anticipated in the 2030-2050 timeframe as hydrogen infrastructure develops and carbon pricing mechanisms mature.
Market Analysis for Hydrogen-based Direct Reduced Iron
The global market for hydrogen-based Direct Reduced Iron (DRI) is experiencing significant growth driven by the urgent need to decarbonize the steel industry, which currently accounts for approximately 7-9% of global CO2 emissions. Traditional blast furnace methods using coal and coke are increasingly being challenged by stricter environmental regulations and carbon pricing mechanisms across major economies. Hydrogen-based DRI represents one of the most promising pathways to achieve near-zero emission steelmaking.
Market size projections indicate substantial growth potential, with the hydrogen DRI market expected to reach significant scale by 2030 as early commercial plants come online. By 2050, hydrogen-based steelmaking could capture 10-50% of global steel production, depending on policy support and technological advancement rates. The most aggressive growth is anticipated in Europe, where carbon prices and regulatory pressure are creating strong economic incentives for transition.
Regional market dynamics show varying adoption patterns. Europe leads in terms of announced projects and policy support, with Germany, Sweden, and Spain hosting major pilot initiatives. The European Union's Carbon Border Adjustment Mechanism (CBAM) is accelerating investment decisions. North America follows with growing interest, particularly in regions with abundant renewable energy resources. Asia-Pacific presents a complex landscape, with China, Japan, and South Korea announcing hydrogen strategies that include steel sector applications, though implementation timelines vary significantly.
Demand drivers include both regulatory push factors and market pull factors. Carbon pricing mechanisms, particularly in Europe, are creating economic pressure for transition. Simultaneously, downstream industries such as automotive and construction are increasingly demanding green steel products to meet their own sustainability targets, creating premium market segments for low-carbon steel.
Economic analysis reveals that hydrogen DRI currently carries a cost premium compared to conventional methods. Production cost differentials range from 20-40% higher, though this gap is expected to narrow as hydrogen production scales and carbon prices increase. The levelized cost of hydrogen remains the most significant variable affecting economic viability, with renewable hydrogen price points below $2/kg generally considered necessary for competitive green steel production.
Market barriers include high capital expenditure requirements for new DRI facilities, hydrogen infrastructure limitations, and technical challenges in scaling up production. Additionally, the fragmented nature of global carbon pricing creates uneven competitive landscapes across regions, potentially leading to carbon leakage without appropriate border adjustment mechanisms.
Market size projections indicate substantial growth potential, with the hydrogen DRI market expected to reach significant scale by 2030 as early commercial plants come online. By 2050, hydrogen-based steelmaking could capture 10-50% of global steel production, depending on policy support and technological advancement rates. The most aggressive growth is anticipated in Europe, where carbon prices and regulatory pressure are creating strong economic incentives for transition.
Regional market dynamics show varying adoption patterns. Europe leads in terms of announced projects and policy support, with Germany, Sweden, and Spain hosting major pilot initiatives. The European Union's Carbon Border Adjustment Mechanism (CBAM) is accelerating investment decisions. North America follows with growing interest, particularly in regions with abundant renewable energy resources. Asia-Pacific presents a complex landscape, with China, Japan, and South Korea announcing hydrogen strategies that include steel sector applications, though implementation timelines vary significantly.
Demand drivers include both regulatory push factors and market pull factors. Carbon pricing mechanisms, particularly in Europe, are creating economic pressure for transition. Simultaneously, downstream industries such as automotive and construction are increasingly demanding green steel products to meet their own sustainability targets, creating premium market segments for low-carbon steel.
Economic analysis reveals that hydrogen DRI currently carries a cost premium compared to conventional methods. Production cost differentials range from 20-40% higher, though this gap is expected to narrow as hydrogen production scales and carbon prices increase. The levelized cost of hydrogen remains the most significant variable affecting economic viability, with renewable hydrogen price points below $2/kg generally considered necessary for competitive green steel production.
Market barriers include high capital expenditure requirements for new DRI facilities, hydrogen infrastructure limitations, and technical challenges in scaling up production. Additionally, the fragmented nature of global carbon pricing creates uneven competitive landscapes across regions, potentially leading to carbon leakage without appropriate border adjustment mechanisms.
Technical Challenges in Hydrogen DRI Implementation
The implementation of hydrogen-based Direct Reduced Iron (DRI) technology faces several significant technical challenges that must be addressed for widespread commercial adoption. The primary obstacle remains the reliable and cost-effective production of green hydrogen at scale. Current electrolysis technologies require substantial electricity inputs, making the economics challenging without access to abundant renewable energy sources. Additionally, the intermittent nature of renewable energy creates complications for maintaining consistent hydrogen production necessary for DRI processes that typically operate continuously.
Material handling presents another critical challenge, as hydrogen's low volumetric energy density necessitates specialized storage and transportation infrastructure. The high pressure or cryogenic conditions required for hydrogen storage introduce safety concerns and additional energy requirements that impact overall system efficiency. Furthermore, existing natural gas-based DRI facilities require significant modifications to accommodate hydrogen, including changes to burner systems, refractory materials, and process control systems that can withstand hydrogen's different combustion characteristics.
Process optimization for hydrogen-based DRI remains technically demanding. The reaction kinetics between hydrogen and iron ore differ from those with natural gas, requiring adjustments to residence time, temperature profiles, and reactor designs. Many startups and pilot projects report challenges in achieving consistent metallization rates and product quality when transitioning from natural gas to hydrogen as the reducing agent.
Heat management represents a substantial technical hurdle. Hydrogen combustion produces different heat transfer characteristics compared to natural gas, necessitating redesigned heat recovery systems. The higher flame temperature of hydrogen can also lead to increased refractory wear and potential damage to reactor vessels, requiring development of more resilient materials and cooling strategies.
Integration with existing steel production infrastructure poses additional complications. Most modern steel mills are designed around blast furnace technology or natural gas-based DRI. Retrofitting these facilities for hydrogen-based processes requires significant capital investment and potential production disruptions during transition periods.
Water management also emerges as a critical consideration, particularly in water-stressed regions. While hydrogen production through electrolysis requires purified water inputs, the overall water footprint of hydrogen-DRI systems must be carefully managed to ensure sustainability across the entire production chain.
Lastly, the development of appropriate sensors and control systems specifically designed for hydrogen-based DRI operations remains an ongoing challenge. The different process conditions require more sophisticated monitoring and automation to maintain safety and optimize performance in what remains a relatively nascent industrial application.
Material handling presents another critical challenge, as hydrogen's low volumetric energy density necessitates specialized storage and transportation infrastructure. The high pressure or cryogenic conditions required for hydrogen storage introduce safety concerns and additional energy requirements that impact overall system efficiency. Furthermore, existing natural gas-based DRI facilities require significant modifications to accommodate hydrogen, including changes to burner systems, refractory materials, and process control systems that can withstand hydrogen's different combustion characteristics.
Process optimization for hydrogen-based DRI remains technically demanding. The reaction kinetics between hydrogen and iron ore differ from those with natural gas, requiring adjustments to residence time, temperature profiles, and reactor designs. Many startups and pilot projects report challenges in achieving consistent metallization rates and product quality when transitioning from natural gas to hydrogen as the reducing agent.
Heat management represents a substantial technical hurdle. Hydrogen combustion produces different heat transfer characteristics compared to natural gas, necessitating redesigned heat recovery systems. The higher flame temperature of hydrogen can also lead to increased refractory wear and potential damage to reactor vessels, requiring development of more resilient materials and cooling strategies.
Integration with existing steel production infrastructure poses additional complications. Most modern steel mills are designed around blast furnace technology or natural gas-based DRI. Retrofitting these facilities for hydrogen-based processes requires significant capital investment and potential production disruptions during transition periods.
Water management also emerges as a critical consideration, particularly in water-stressed regions. While hydrogen production through electrolysis requires purified water inputs, the overall water footprint of hydrogen-DRI systems must be carefully managed to ensure sustainability across the entire production chain.
Lastly, the development of appropriate sensors and control systems specifically designed for hydrogen-based DRI operations remains an ongoing challenge. The different process conditions require more sophisticated monitoring and automation to maintain safety and optimize performance in what remains a relatively nascent industrial application.
Current Pilot Projects and Implementation Approaches
01 Hydrogen-based DRI production processes
Direct Reduced Iron (DRI) can be produced using hydrogen as a reducing agent instead of traditional carbon-based reductants. This process involves the reduction of iron ore using hydrogen gas at high temperatures, resulting in a product with lower carbon content. The hydrogen-based DRI production method significantly reduces CO2 emissions compared to conventional ironmaking processes, making it an environmentally friendly alternative for steel production.- Hydrogen-based DRI production processes: Direct Reduced Iron (DRI) can be produced using hydrogen as a reducing agent instead of traditional carbon-based reductants. This process involves the reduction of iron ore using hydrogen gas at elevated temperatures, resulting in the removal of oxygen from the iron oxide without melting the material. The hydrogen-based DRI production is considered more environmentally friendly as it significantly reduces or eliminates CO2 emissions compared to conventional methods.
- Equipment and reactor designs for hydrogen DRI: Various specialized equipment and reactor designs have been developed for hydrogen-based DRI production. These include shaft furnaces, fluidized bed reactors, and rotary kilns specifically adapted for hydrogen reduction. The reactor designs focus on optimizing gas-solid contact, heat transfer efficiency, and ensuring uniform reduction of the iron ore. Advanced control systems are incorporated to maintain precise temperature and gas composition throughout the reduction process.
- Integration of renewable energy in hydrogen DRI: Hydrogen DRI processes can be integrated with renewable energy sources to produce green hydrogen for iron reduction. This approach involves using electricity from renewable sources like wind or solar for water electrolysis to generate hydrogen. The integration enables carbon-neutral or low-carbon steelmaking, creating a sustainable pathway for the traditionally carbon-intensive steel industry. Energy storage and management systems are crucial components to handle the intermittent nature of renewable energy sources.
- Raw material preparation and handling for hydrogen DRI: Specific preparation and handling techniques for iron ore are required for efficient hydrogen-based reduction. This includes beneficiation processes to increase iron content, pelletizing or briquetting to optimize particle size and porosity, and preheating systems to improve energy efficiency. The physical and chemical characteristics of the iron ore feed significantly impact the reduction kinetics and the quality of the final DRI product. Specialized material handling systems are designed to maintain the integrity of the prepared feedstock throughout the process.
- Post-processing and applications of hydrogen-reduced DRI: After the hydrogen reduction process, the DRI product requires specific post-processing steps before use in steelmaking. These include hot briquetting to prevent re-oxidation, cooling under controlled atmospheres, and sometimes passivation treatments. Hydrogen-reduced DRI has unique properties that make it particularly suitable for electric arc furnace steelmaking, offering advantages in terms of purity and reduced carbon content. The material can also be used in various specialized metallurgical applications where high-purity iron input is required.
02 DRI reactor design and optimization
Specialized reactor designs are crucial for efficient hydrogen-based DRI production. These reactors are engineered to optimize gas flow, temperature distribution, and reaction kinetics. Innovations include fluidized bed reactors, shaft furnaces with improved gas distribution systems, and reactors with enhanced heat recovery mechanisms. These design improvements increase the reduction efficiency, product quality, and overall process economics of hydrogen DRI production.Expand Specific Solutions03 Integration of renewable hydrogen sources
The integration of renewable energy sources for hydrogen production in DRI processes represents a significant advancement toward carbon-neutral steelmaking. This approach involves using electrolysis powered by renewable electricity to produce green hydrogen, which is then used as the reducing agent in the DRI process. Such integration creates a sustainable production chain from hydrogen generation to final steel product, minimizing the overall carbon footprint of the steelmaking process.Expand Specific Solutions04 DRI quality enhancement techniques
Various techniques have been developed to enhance the quality of hydrogen-produced DRI. These include controlled cooling methods, post-reduction treatments, and precise control of process parameters such as temperature, pressure, and gas composition. Enhanced DRI products exhibit improved metallization rates, reduced impurity levels, and better physical properties, making them more suitable for subsequent steelmaking processes, particularly in electric arc furnaces.Expand Specific Solutions05 Hybrid reduction processes
Hybrid reduction processes combine hydrogen with other reducing agents to optimize DRI production. These processes may use a mixture of hydrogen and natural gas, or implement sequential reduction steps using different reducing agents. Hybrid approaches offer flexibility in operation, allowing producers to adjust the process based on raw material availability, energy costs, and product specifications. These methods can serve as transitional technologies in the pathway toward fully hydrogen-based ironmaking.Expand Specific Solutions
Key Industry Players and Startup Ecosystem
The hydrogen Direct Reduced Iron (DRI) market is in an early growth phase, characterized by increasing pilot projects and case studies as the industry transitions toward decarbonization. Major players include established steel producers like ArcelorMittal, HBIS Group, and Baoshan Iron & Steel, alongside technology providers such as Midrex Technologies and Paul Wurth. Research institutions including the University of Science & Technology Beijing and Institute of Process Engineering (CAS) are advancing technological innovations. Industrial gas specialists Air Products & Chemicals and Plug Power provide hydrogen expertise. The market is experiencing rapid technological development but remains pre-commercial, with most initiatives focused on feasibility demonstration and process optimization. Collaboration between steel producers, technology providers, and research institutions is driving innovation in this emerging sector.
HBIS Group Co., Ltd.
Technical Solution: HBIS Group has developed an innovative hydrogen-based DRI technology as part of China's carbon neutrality initiatives. Their approach integrates hydrogen DRI with existing steelmaking infrastructure through a phased implementation strategy. HBIS's technology utilizes a modified fluidized bed reactor design that achieves higher reduction rates with lower hydrogen consumption compared to conventional shaft furnace designs. Their pilot facility in Hebei Province demonstrates hydrogen utilization efficiency of approximately 85%, significantly higher than industry averages. The process incorporates proprietary catalyst technology that enhances reduction kinetics, allowing operation at lower temperatures (750-800°C vs. traditional 850-900°C), resulting in energy savings of approximately 15-20%. HBIS has successfully tested this technology using hydrogen derived from both renewable electricity and coal gasification with carbon capture, providing flexibility in hydrogen sourcing. Their demonstration project produces approximately 50,000 tons of DRI annually with carbon emission reductions of 30-60% depending on hydrogen source.
Strengths: Innovative reactor design with improved hydrogen utilization efficiency; flexibility in hydrogen sourcing; strong government support and alignment with national decarbonization goals. Weaknesses: Limited scale of current implementations; technology still in early commercial demonstration phase; challenges in scaling hydrogen production to meet full industrial requirements.
Paul Wurth SA
Technical Solution: Paul Wurth has developed advanced hydrogen DRI technology through their innovative shaft furnace design specifically optimized for hydrogen reduction. Their system features a proprietary gas distribution system that ensures uniform hydrogen flow through the iron ore bed, resulting in consistent metallization rates exceeding 93%. Paul Wurth's technology incorporates sophisticated process control systems that can dynamically adjust to varying hydrogen concentrations, allowing for flexible operation with hydrogen percentages ranging from 30% to 100%. The company has implemented this technology in several pilot projects, including a 250,000 ton/year demonstration plant in partnership with a major European steelmaker. Their process achieves energy efficiency improvements of approximately 15% compared to conventional DRI processes, with corresponding reductions in operational costs. Paul Wurth's hydrogen DRI technology includes advanced heat recovery systems that capture and reuse thermal energy, further enhancing overall process efficiency.
Strengths: Specialized expertise in furnace design and gas distribution systems; flexible technology capable of operating across a wide range of hydrogen concentrations; strong integration capabilities with existing steel plant infrastructure. Weaknesses: Limited experience with full-scale commercial implementation; higher capital costs compared to conventional DRI systems; dependence on external hydrogen supply infrastructure.
Critical Patents and Technical Innovations
Smart hydrogen production for DRI making
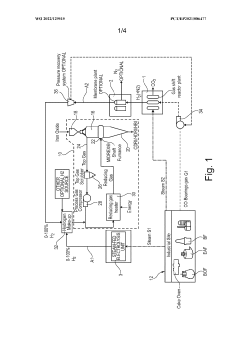
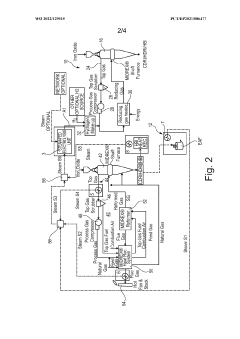
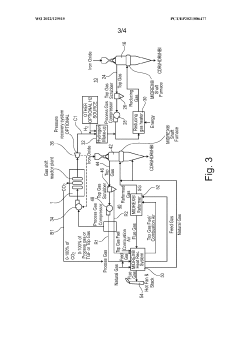
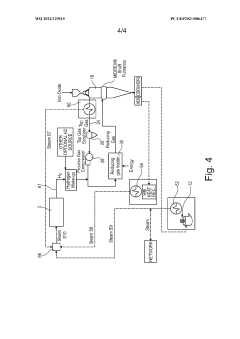
PatentWO2022129515A1
Innovation
- The integration of a hydrogen direct reduction plant within industrial sites using existing energy carriers like steam and CO-bearing gases, leveraging steam-fed electrolysis and gas shift reactor technology to produce hydrogen, which is then recycled and used in the reduction process, reducing the need for external hydrogen sources.
Method for manufacturing direct reduced iron and DRI manufacturing equipment
PatentPendingAU2021445963B2
Innovation
- A method involving the reduction of iron ore in a DRI shaft using a reducing gas composed of hydrogen obtained by thermal cracking of methane within a plasma torch, combined with top gas scrubbed to remove water, which is then injected back into the shaft.
Economic Viability and Cost Structure Analysis
The economic viability of hydrogen-based Direct Reduced Iron (DRI) projects remains a critical factor determining their widespread adoption. Current cost structures indicate that green hydrogen DRI carries a premium of approximately 20-45% over conventional blast furnace methods, primarily due to high capital expenditure requirements and renewable electricity costs for electrolysis.
Investment costs for hydrogen DRI facilities typically range between $600-1,200 per ton of annual capacity, with electrolyzers representing 30-40% of total capital expenditure. Operational expenses are dominated by electricity costs, which account for 60-75% of hydrogen production expenses. Recent pilot projects demonstrate that electricity prices below $40/MWh are generally necessary to achieve competitive hydrogen costs under $3/kg.
Scale economies significantly impact viability, with larger installations (>100MW electrolysis capacity) showing 15-25% lower levelized costs compared to smaller demonstration projects. Geographic considerations also play a crucial role, as regions with abundant renewable resources like Australia, Chile, and parts of the Middle East demonstrate production cost advantages of up to 30% compared to resource-constrained industrial centers.
Regulatory frameworks and carbon pricing mechanisms substantially influence economic feasibility. Analysis of European pilot projects reveals that carbon prices exceeding €80-100/tCO2 are typically required to bridge the cost gap with conventional steelmaking without additional subsidies. Government incentives, including production tax credits in the United States (up to $3/kg for green hydrogen) and capital grants in the EU (covering 20-40% of investment costs), have proven essential for early commercial projects.
Financing structures are evolving to address the high capital intensity of hydrogen DRI projects. Consortium approaches combining technology providers, steel producers, and energy companies have emerged as the dominant model, distributing risk across the value chain. Recent startup projects have successfully secured blended finance packages incorporating concessional capital, green bonds, and technology-specific venture funding to improve overall returns.
Long-term offtake agreements for low-carbon steel products at premium prices (typically 10-15% above market rates) have become a critical component of project economics. Several automotive and construction sector companies have demonstrated willingness to pay this green premium to secure decarbonized materials for their supply chains, improving project bankability despite higher production costs.
Investment costs for hydrogen DRI facilities typically range between $600-1,200 per ton of annual capacity, with electrolyzers representing 30-40% of total capital expenditure. Operational expenses are dominated by electricity costs, which account for 60-75% of hydrogen production expenses. Recent pilot projects demonstrate that electricity prices below $40/MWh are generally necessary to achieve competitive hydrogen costs under $3/kg.
Scale economies significantly impact viability, with larger installations (>100MW electrolysis capacity) showing 15-25% lower levelized costs compared to smaller demonstration projects. Geographic considerations also play a crucial role, as regions with abundant renewable resources like Australia, Chile, and parts of the Middle East demonstrate production cost advantages of up to 30% compared to resource-constrained industrial centers.
Regulatory frameworks and carbon pricing mechanisms substantially influence economic feasibility. Analysis of European pilot projects reveals that carbon prices exceeding €80-100/tCO2 are typically required to bridge the cost gap with conventional steelmaking without additional subsidies. Government incentives, including production tax credits in the United States (up to $3/kg for green hydrogen) and capital grants in the EU (covering 20-40% of investment costs), have proven essential for early commercial projects.
Financing structures are evolving to address the high capital intensity of hydrogen DRI projects. Consortium approaches combining technology providers, steel producers, and energy companies have emerged as the dominant model, distributing risk across the value chain. Recent startup projects have successfully secured blended finance packages incorporating concessional capital, green bonds, and technology-specific venture funding to improve overall returns.
Long-term offtake agreements for low-carbon steel products at premium prices (typically 10-15% above market rates) have become a critical component of project economics. Several automotive and construction sector companies have demonstrated willingness to pay this green premium to secure decarbonized materials for their supply chains, improving project bankability despite higher production costs.
Environmental Impact and Carbon Reduction Potential
The implementation of hydrogen-based Direct Reduced Iron (DRI) technology represents a significant advancement in decarbonizing the steel industry, which currently accounts for approximately 7-9% of global CO2 emissions. When compared to conventional blast furnace processes, hydrogen DRI can potentially reduce carbon emissions by 80-95%, depending on the hydrogen source and production method.
Green hydrogen-powered DRI processes eliminate the need for coal and coke as reducing agents, instead using hydrogen to remove oxygen from iron ore. This fundamental shift in the reduction chemistry results in water vapor as the primary byproduct rather than CO2, dramatically altering the environmental footprint of steelmaking.
Recent lifecycle assessments of hydrogen DRI projects demonstrate that a single commercial-scale plant can avoid approximately 1.1-1.8 million tonnes of CO2 emissions annually compared to traditional integrated steelmaking routes. This represents a carbon reduction equivalent to removing 240,000-390,000 passenger vehicles from roads each year.
Beyond direct emission reductions, hydrogen DRI offers additional environmental benefits including decreased particulate matter emissions, reduced SOx and NOx formation, and lower water consumption compared to conventional steelmaking. These co-benefits contribute to improved air quality in industrial regions and reduced pressure on local water resources.
The carbon reduction potential scales significantly when considering industry-wide adoption. If hydrogen DRI technology were implemented across 30% of global steel production by 2050, annual CO2 emissions could be reduced by approximately 900 million tonnes, representing a critical contribution to meeting Paris Agreement climate targets.
Startup pilots have demonstrated varying levels of carbon intensity reduction. Projects utilizing green hydrogen produced via electrolysis powered by renewable energy achieve near-zero emission profiles, while those employing blue hydrogen (with carbon capture) show emission reductions of 60-80%. The most advanced pilot projects have achieved carbon intensities below 0.3 tonnes CO2 per tonne of steel, compared to the industry average of 1.85 tonnes CO2 per tonne of steel.
Economic analyses of environmental benefits suggest that hydrogen DRI becomes increasingly competitive as carbon pricing mechanisms strengthen globally. At carbon prices above $70-100 per tonne CO2, the technology approaches cost parity with conventional methods, even before considering potential regulatory advantages and green premium market opportunities.
Green hydrogen-powered DRI processes eliminate the need for coal and coke as reducing agents, instead using hydrogen to remove oxygen from iron ore. This fundamental shift in the reduction chemistry results in water vapor as the primary byproduct rather than CO2, dramatically altering the environmental footprint of steelmaking.
Recent lifecycle assessments of hydrogen DRI projects demonstrate that a single commercial-scale plant can avoid approximately 1.1-1.8 million tonnes of CO2 emissions annually compared to traditional integrated steelmaking routes. This represents a carbon reduction equivalent to removing 240,000-390,000 passenger vehicles from roads each year.
Beyond direct emission reductions, hydrogen DRI offers additional environmental benefits including decreased particulate matter emissions, reduced SOx and NOx formation, and lower water consumption compared to conventional steelmaking. These co-benefits contribute to improved air quality in industrial regions and reduced pressure on local water resources.
The carbon reduction potential scales significantly when considering industry-wide adoption. If hydrogen DRI technology were implemented across 30% of global steel production by 2050, annual CO2 emissions could be reduced by approximately 900 million tonnes, representing a critical contribution to meeting Paris Agreement climate targets.
Startup pilots have demonstrated varying levels of carbon intensity reduction. Projects utilizing green hydrogen produced via electrolysis powered by renewable energy achieve near-zero emission profiles, while those employing blue hydrogen (with carbon capture) show emission reductions of 60-80%. The most advanced pilot projects have achieved carbon intensities below 0.3 tonnes CO2 per tonne of steel, compared to the industry average of 1.85 tonnes CO2 per tonne of steel.
Economic analyses of environmental benefits suggest that hydrogen DRI becomes increasingly competitive as carbon pricing mechanisms strengthen globally. At carbon prices above $70-100 per tonne CO2, the technology approaches cost parity with conventional methods, even before considering potential regulatory advantages and green premium market opportunities.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!