Techno Economic Analysis Operating and Capital Expenditure and Levelized Steel Cost of Hydrogen DRI
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI Technology Background and Objectives
Hydrogen Direct Reduced Iron (DRI) technology represents a revolutionary approach in the steel industry's decarbonization journey. Emerging in the late 20th century, DRI processes have evolved significantly, with hydrogen-based reduction becoming a focal point in recent decades. This technology utilizes hydrogen as a reducing agent to convert iron ore into metallic iron, eliminating the need for traditional carbon-intensive blast furnaces. The evolution of hydrogen DRI technology has accelerated notably since 2010, driven by increasing environmental regulations and the global push toward carbon neutrality.
The primary objective of hydrogen DRI technology is to achieve substantial reduction in carbon emissions from steel production, which currently accounts for approximately 7-9% of global CO2 emissions. By replacing carbon-based reducing agents with hydrogen, the process aims to eliminate direct CO2 emissions, producing water as the main byproduct instead. This aligns with international climate agreements and corporate sustainability goals across the steel industry.
Technical objectives include optimizing hydrogen utilization efficiency, reducing energy consumption, and ensuring consistent product quality comparable to traditional steelmaking methods. The technology seeks to maintain or improve the metallurgical properties of the reduced iron while operating at commercially viable scales and costs. Additionally, there is a focus on developing flexible systems that can accommodate varying hydrogen purity levels during the transition period when green hydrogen availability may be limited.
The trajectory of hydrogen DRI technology has been shaped by both environmental imperatives and economic considerations. Early development phases concentrated on proof-of-concept and laboratory-scale demonstrations, while current efforts are directed toward industrial-scale implementation and cost optimization. The technology has progressed from experimental trials using hydrogen-natural gas mixtures to dedicated hydrogen-based reduction systems with increasing sophistication in process control and energy recovery.
Recent technological milestones include successful pilot plants in Europe and Asia demonstrating the feasibility of using up to 100% hydrogen in the reduction process. These developments have established technical foundations for the next generation of steel plants designed with hydrogen reduction as a core technology rather than as a retrofit solution. The industry is now moving toward integrating hydrogen DRI with electric arc furnaces to create end-to-end low-carbon steelmaking routes.
Looking forward, the technology roadmap aims to achieve commercial-scale hydrogen DRI facilities by 2030, with widespread adoption anticipated in the following decades as green hydrogen production capacity expands and costs decrease. This transition represents not merely an incremental improvement but a paradigm shift in steelmaking technology that could fundamentally reshape the industry's environmental footprint.
The primary objective of hydrogen DRI technology is to achieve substantial reduction in carbon emissions from steel production, which currently accounts for approximately 7-9% of global CO2 emissions. By replacing carbon-based reducing agents with hydrogen, the process aims to eliminate direct CO2 emissions, producing water as the main byproduct instead. This aligns with international climate agreements and corporate sustainability goals across the steel industry.
Technical objectives include optimizing hydrogen utilization efficiency, reducing energy consumption, and ensuring consistent product quality comparable to traditional steelmaking methods. The technology seeks to maintain or improve the metallurgical properties of the reduced iron while operating at commercially viable scales and costs. Additionally, there is a focus on developing flexible systems that can accommodate varying hydrogen purity levels during the transition period when green hydrogen availability may be limited.
The trajectory of hydrogen DRI technology has been shaped by both environmental imperatives and economic considerations. Early development phases concentrated on proof-of-concept and laboratory-scale demonstrations, while current efforts are directed toward industrial-scale implementation and cost optimization. The technology has progressed from experimental trials using hydrogen-natural gas mixtures to dedicated hydrogen-based reduction systems with increasing sophistication in process control and energy recovery.
Recent technological milestones include successful pilot plants in Europe and Asia demonstrating the feasibility of using up to 100% hydrogen in the reduction process. These developments have established technical foundations for the next generation of steel plants designed with hydrogen reduction as a core technology rather than as a retrofit solution. The industry is now moving toward integrating hydrogen DRI with electric arc furnaces to create end-to-end low-carbon steelmaking routes.
Looking forward, the technology roadmap aims to achieve commercial-scale hydrogen DRI facilities by 2030, with widespread adoption anticipated in the following decades as green hydrogen production capacity expands and costs decrease. This transition represents not merely an incremental improvement but a paradigm shift in steelmaking technology that could fundamentally reshape the industry's environmental footprint.
Market Analysis for Green Steel Production
The global steel industry is experiencing a significant shift towards greener production methods, driven by increasing environmental regulations, carbon pricing mechanisms, and corporate sustainability commitments. Traditional steel production, primarily through blast furnace-basic oxygen furnace (BF-BOF) routes, accounts for approximately 7-9% of global CO2 emissions. This has created an urgent market demand for alternative production methods, particularly hydrogen-based direct reduced iron (H2-DRI) technology.
Market analysis indicates that green steel production using hydrogen DRI could capture between 25-30% of the global steel market by 2050, representing a potential market value exceeding $1 trillion. The European Union leads this transition with its Carbon Border Adjustment Mechanism and ambitious decarbonization targets, creating immediate market opportunities for early adopters of hydrogen DRI technology.
Consumer demand patterns are evolving rapidly, with automotive, construction, and consumer goods manufacturers increasingly willing to pay premium prices for low-carbon steel. Recent market surveys show that end-users are accepting price premiums of 10-15% for green steel products, particularly in high-value applications where embodied carbon is becoming a competitive differentiator.
Regional market dynamics vary significantly. Northern Europe, particularly Sweden and Germany, demonstrates strong market readiness with supportive policy frameworks and industrial consortia already implementing pilot projects. The North American market shows growing interest, accelerated by the Inflation Reduction Act's hydrogen production incentives. Meanwhile, Asian markets present a mixed landscape, with Japan and South Korea advancing rapidly while China's transition faces challenges due to its relatively young conventional steel infrastructure.
Investment flows into green steel technologies have tripled since 2020, with venture capital and corporate strategic investments focusing on optimizing hydrogen DRI processes. Market forecasts suggest that the total addressable market for hydrogen DRI equipment and technology could reach $200 billion by 2040, with annual growth rates exceeding 25% in the next decade.
The market structure is evolving from traditional steel industry dynamics to include new entrants from renewable energy, hydrogen production, and carbon capture sectors. This convergence is creating novel business models, including "steel-as-a-service" offerings and vertically integrated green steel value chains that combine renewable energy generation with steel production facilities.
Market analysis indicates that green steel production using hydrogen DRI could capture between 25-30% of the global steel market by 2050, representing a potential market value exceeding $1 trillion. The European Union leads this transition with its Carbon Border Adjustment Mechanism and ambitious decarbonization targets, creating immediate market opportunities for early adopters of hydrogen DRI technology.
Consumer demand patterns are evolving rapidly, with automotive, construction, and consumer goods manufacturers increasingly willing to pay premium prices for low-carbon steel. Recent market surveys show that end-users are accepting price premiums of 10-15% for green steel products, particularly in high-value applications where embodied carbon is becoming a competitive differentiator.
Regional market dynamics vary significantly. Northern Europe, particularly Sweden and Germany, demonstrates strong market readiness with supportive policy frameworks and industrial consortia already implementing pilot projects. The North American market shows growing interest, accelerated by the Inflation Reduction Act's hydrogen production incentives. Meanwhile, Asian markets present a mixed landscape, with Japan and South Korea advancing rapidly while China's transition faces challenges due to its relatively young conventional steel infrastructure.
Investment flows into green steel technologies have tripled since 2020, with venture capital and corporate strategic investments focusing on optimizing hydrogen DRI processes. Market forecasts suggest that the total addressable market for hydrogen DRI equipment and technology could reach $200 billion by 2040, with annual growth rates exceeding 25% in the next decade.
The market structure is evolving from traditional steel industry dynamics to include new entrants from renewable energy, hydrogen production, and carbon capture sectors. This convergence is creating novel business models, including "steel-as-a-service" offerings and vertically integrated green steel value chains that combine renewable energy generation with steel production facilities.
Technical Challenges in H2-DRI Implementation
The implementation of hydrogen-based direct reduced iron (H2-DRI) technology faces several significant technical challenges that impact both operational and capital expenditures, ultimately affecting the levelized cost of steel production. The primary challenge lies in the hydrogen production infrastructure, which requires substantial capital investment for electrolyzers, compression systems, and storage facilities. Current electrolyzer technologies still operate at relatively low efficiency levels (typically 65-75%), resulting in high electricity consumption that directly impacts operational costs.
Hydrogen storage and handling present additional technical hurdles due to hydrogen's low volumetric energy density. This necessitates specialized high-pressure storage systems or cryogenic facilities for liquid hydrogen, both of which are capital-intensive and energy-consuming. The integration of these systems with existing steel plant infrastructure requires significant modifications to gas handling equipment and safety protocols.
The DRI reactors themselves require redesign when transitioning from natural gas to hydrogen. Traditional shaft furnaces designed for natural gas-based reduction must be modified to accommodate hydrogen's different reduction kinetics and heat transfer properties. The higher diffusivity of hydrogen molecules affects reduction rates and can lead to non-uniform reduction within the reactor, potentially compromising product quality and process efficiency.
Temperature control represents another critical challenge in H2-DRI processes. Hydrogen reduction reactions have different thermodynamics compared to natural gas-based reduction, requiring precise temperature management to maintain optimal reduction conditions while preventing material sticking and agglomeration issues that can disrupt continuous operations.
Material compatibility issues also emerge when using hydrogen at high temperatures. Hydrogen embrittlement can affect reactor vessels and piping systems, necessitating the use of specialized alloys that increase capital costs. Additionally, catalyst performance and longevity under hydrogen-rich environments remain concerns that impact operational expenditures through replacement and maintenance costs.
Process control and optimization systems require substantial development to handle the variable nature of hydrogen supply, especially when coupled with renewable energy sources. The intermittency of renewable electricity generation creates challenges for maintaining consistent DRI production rates, potentially requiring buffer storage systems or hybrid reduction approaches that further increase system complexity and cost.
Scale-up challenges persist as most successful H2-DRI implementations remain at pilot or demonstration scale. The technical risks associated with scaling to commercial production volumes (500,000+ tons annually) introduce uncertainties in performance predictions and economic assessments, creating barriers to investment and technology adoption.
Hydrogen storage and handling present additional technical hurdles due to hydrogen's low volumetric energy density. This necessitates specialized high-pressure storage systems or cryogenic facilities for liquid hydrogen, both of which are capital-intensive and energy-consuming. The integration of these systems with existing steel plant infrastructure requires significant modifications to gas handling equipment and safety protocols.
The DRI reactors themselves require redesign when transitioning from natural gas to hydrogen. Traditional shaft furnaces designed for natural gas-based reduction must be modified to accommodate hydrogen's different reduction kinetics and heat transfer properties. The higher diffusivity of hydrogen molecules affects reduction rates and can lead to non-uniform reduction within the reactor, potentially compromising product quality and process efficiency.
Temperature control represents another critical challenge in H2-DRI processes. Hydrogen reduction reactions have different thermodynamics compared to natural gas-based reduction, requiring precise temperature management to maintain optimal reduction conditions while preventing material sticking and agglomeration issues that can disrupt continuous operations.
Material compatibility issues also emerge when using hydrogen at high temperatures. Hydrogen embrittlement can affect reactor vessels and piping systems, necessitating the use of specialized alloys that increase capital costs. Additionally, catalyst performance and longevity under hydrogen-rich environments remain concerns that impact operational expenditures through replacement and maintenance costs.
Process control and optimization systems require substantial development to handle the variable nature of hydrogen supply, especially when coupled with renewable energy sources. The intermittency of renewable electricity generation creates challenges for maintaining consistent DRI production rates, potentially requiring buffer storage systems or hybrid reduction approaches that further increase system complexity and cost.
Scale-up challenges persist as most successful H2-DRI implementations remain at pilot or demonstration scale. The technical risks associated with scaling to commercial production volumes (500,000+ tons annually) introduce uncertainties in performance predictions and economic assessments, creating barriers to investment and technology adoption.
Current CAPEX/OPEX Models for H2-DRI Plants
01 Hydrogen-based DRI production technologies
Various technologies have been developed for producing Direct Reduced Iron (DRI) using hydrogen as a reducing agent instead of traditional carbon-based fuels. These technologies aim to reduce carbon emissions in the steelmaking process. The hydrogen-based DRI process involves the reduction of iron ore using hydrogen at elevated temperatures, resulting in metallic iron that can be further processed into steel. These technologies differ in reactor design, process conditions, and hydrogen utilization efficiency, all of which impact both capital and operating expenditures.- Hydrogen-based DRI production technologies: Various technologies have been developed for producing direct reduced iron using hydrogen as a reducing agent instead of traditional carbon-based fuels. These technologies aim to significantly reduce CO2 emissions in the steelmaking process. The hydrogen-based DRI process involves the reduction of iron ore using hydrogen at high temperatures, resulting in metallic iron that can be further processed into steel. These technologies vary in their specific approaches, equipment configurations, and process parameters.
- Economic analysis of hydrogen DRI production: Economic analyses of hydrogen-based DRI production focus on capital expenditure (CAPEX), operating expenditure (OPEX), and levelized cost of steel production. These analyses consider factors such as equipment costs, hydrogen production or procurement costs, energy consumption, maintenance expenses, and labor costs. The economic viability of hydrogen DRI processes compared to conventional methods depends significantly on hydrogen prices, electricity costs, carbon pricing mechanisms, and potential government incentives for green steel production.
- Process optimization for cost reduction in hydrogen DRI: Various process optimizations have been developed to reduce costs in hydrogen-based DRI production. These include improvements in reactor design, heat recovery systems, process control strategies, and integration with hydrogen production facilities. Optimizations focus on increasing energy efficiency, maximizing iron ore reduction rates, minimizing hydrogen consumption, and improving the quality of the produced DRI. These improvements aim to reduce both capital and operating expenditures while maintaining or enhancing product quality.
- Integration of renewable energy with hydrogen DRI production: Integration of renewable energy sources with hydrogen DRI production can significantly impact the economics of the process. By using renewable electricity for hydrogen production through electrolysis, the carbon footprint of the steelmaking process can be minimized. Various approaches to this integration include on-site renewable energy generation, grid-connected systems with power purchase agreements, and hybrid systems. The economic implications include potential reductions in operating costs due to decreasing renewable energy prices, but may require higher initial capital investments.
- Comparative analysis of different DRI technologies and their costs: Comparative analyses of different DRI technologies evaluate their respective capital and operating expenditures, as well as the resulting levelized cost of steel. These comparisons include traditional natural gas-based DRI processes, coal-based processes, and various hydrogen-based approaches. Factors considered in these analyses include equipment requirements, energy consumption, raw material costs, product quality, and environmental impact. The economic competitiveness of hydrogen DRI technologies depends on regional factors such as energy prices, carbon taxes, and regulatory frameworks.
02 Capital expenditure considerations for hydrogen DRI facilities
The capital expenditure (CAPEX) for hydrogen DRI facilities includes costs related to equipment procurement, plant construction, hydrogen production or sourcing infrastructure, and integration with existing steelmaking operations. Key CAPEX components include reduction furnaces, gas handling systems, hydrogen production units (if produced on-site), and material handling equipment. The scale of the facility significantly impacts the CAPEX, with larger facilities generally having lower per-ton investment costs due to economies of scale. The choice between greenfield projects versus retrofitting existing plants also substantially affects initial investment requirements.Expand Specific Solutions03 Operating expenditure factors in hydrogen DRI production
Operating expenditures (OPEX) for hydrogen DRI production are primarily driven by hydrogen costs, energy consumption, raw material costs, and maintenance requirements. Hydrogen production or procurement represents a significant portion of the operating costs, with the source of hydrogen (green, blue, or gray) greatly influencing the overall economics. Energy costs for maintaining reduction temperatures and powering auxiliary systems also contribute substantially to OPEX. Labor costs, maintenance expenses, and iron ore quality and pricing further impact the operational economics of hydrogen DRI facilities.Expand Specific Solutions04 Levelized cost of steel production using hydrogen DRI
The levelized cost of steel production using hydrogen DRI integrates both capital and operating expenditures over the lifetime of the facility, providing a comprehensive metric for economic assessment. This cost is influenced by hydrogen prices, electricity costs, carbon pricing mechanisms, plant utilization rates, and technology maturity. Current analyses indicate that hydrogen DRI-based steel production generally has higher costs compared to conventional blast furnace routes, primarily due to higher hydrogen costs and capital investments. However, with increasing carbon prices, technological improvements, and economies of scale, the cost gap is expected to narrow over time, potentially making hydrogen DRI economically competitive in certain markets.Expand Specific Solutions05 Economic optimization strategies for hydrogen DRI implementation
Various strategies can be employed to optimize the economics of hydrogen DRI implementation. These include hybrid approaches that combine hydrogen with natural gas during transition periods, integration with renewable energy sources to reduce hydrogen production costs, heat recovery systems to improve energy efficiency, and innovative reactor designs to enhance reduction efficiency. Government incentives, carbon pricing mechanisms, and green steel premiums can also significantly improve the business case for hydrogen DRI. Additionally, locating facilities near low-cost renewable energy sources or hydrogen hubs can substantially reduce operating costs, improving the overall economic viability of hydrogen DRI-based steelmaking.Expand Specific Solutions
Key Industry Players in H2-DRI Technology
The hydrogen-based Direct Reduced Iron (DRI) market is currently in a transitional growth phase, with increasing momentum toward decarbonization in steel production. The global market size for hydrogen DRI technology is expanding rapidly, projected to reach significant scale by 2030 as steel producers seek to reduce carbon emissions. Technologically, the field shows varying maturity levels, with companies like Midrex Technologies and Paul Wurth leading with established DRI processes being adapted for hydrogen use. ArcelorMittal, POSCO, and HBIS Group are investing heavily in pilot and demonstration plants, while Form Energy and Air Liquide contribute complementary technologies for energy storage and hydrogen production. Chinese players including Baoshan Iron & Steel and MCC Capital are accelerating R&D efforts, particularly in techno-economic optimization, positioning the technology at the early commercial deployment stage with significant cost reduction potential.
ArcelorMittal SA
Technical Solution: ArcelorMittal has developed a comprehensive techno-economic framework for hydrogen-based DRI production that integrates capital expenditure optimization with operational cost management. Their XCarb™ Innovation Fund has committed significant resources to hydrogen DRI technology, including a €1.7 billion investment in decarbonization technologies. The company's technical approach includes a hybrid system that can operate with varying hydrogen-to-natural gas ratios, allowing for flexible transition pathways. Their economic model accounts for regional variations in energy costs, carbon pricing mechanisms, and steel market dynamics to calculate accurate Levelized Cost of Steel (LCOS) metrics. ArcelorMittal's Hamburg plant serves as a demonstration facility where they've implemented sophisticated monitoring systems to track key performance indicators related to OPEX and energy efficiency in real-time.
Strengths: Extensive operational experience with both conventional and hydrogen-based DRI plants provides realistic cost modeling; global presence enables comparative analysis across different regulatory and energy market environments. Weaknesses: High capital requirements for full-scale implementation; dependency on external hydrogen infrastructure development in many regions.
Paul Wurth SA
Technical Solution: Paul Wurth has developed a comprehensive techno-economic analysis framework for hydrogen-based DRI production that integrates detailed CAPEX and OPEX modeling. Their approach incorporates a modular plant design philosophy that optimizes initial investment costs while enabling phased implementation of hydrogen technology. The company's economic assessment methodology includes sophisticated lifecycle cost analysis that accounts for variable hydrogen pricing scenarios, carbon taxation impacts, and regional energy market dynamics. Paul Wurth's technical solution features advanced process control systems that optimize hydrogen utilization efficiency, with documented reductions in operational expenditure of approximately 10-15% compared to conventional systems. Their modeling approach incorporates Monte Carlo simulations to account for market uncertainties, providing steel producers with robust decision-making tools for long-term investment planning. The company has implemented this framework in several European demonstration projects, generating valuable real-world validation data for their levelized cost calculations.
Strengths: Extensive engineering expertise in ironmaking technologies; sophisticated financial modeling capabilities that account for regional variations in energy markets and regulatory frameworks. Weaknesses: Limited number of full-scale commercial implementations specifically for hydrogen DRI; economic models still contain significant uncertainties regarding long-term hydrogen price developments.
Critical Patents and Innovations in H2-DRI
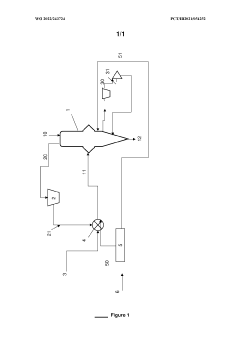
Method for manufacturing direct reduced iron and DRI manufacturing equipment
PatentWO2022243724A1
Innovation
- A method utilizing hydrogen extracted from coke oven gas, with the remaining coke oven gas being injected into the transition section of the DRI shaft to control the carbon content of the Direct Reduced Iron, and using CO2-neutral electricity for heating, to produce a CO2-neutral DRI with enhanced yield and reduced fossil energy use.
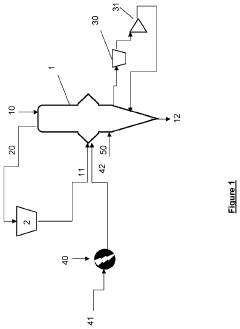
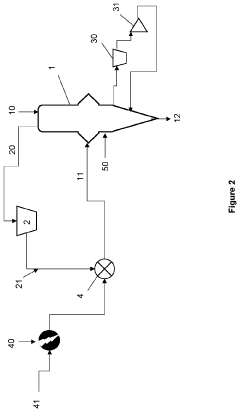
Method for manufacturing Direct Reduced Iron and DRI manufacturing equipment
PatentPendingUS20240240276A1
Innovation
- A method utilizing a reducing gas comprising hydrogen obtained by thermal cracking of methane within a plasma torch, combined with top gas from the DRI shaft, and optionally heated using CO2-neutral electricity, to reduce iron ore in a DRI shaft, with a recycling loop and scrubbing to optimize gas composition, allowing for CO2-neutral production of DRI.
Carbon Policy Impacts on Levelized Steel Cost
Carbon policies significantly influence the economic landscape of steel production, particularly for hydrogen-based Direct Reduced Iron (DRI) processes. The implementation of carbon pricing mechanisms, such as carbon taxes or cap-and-trade systems, directly impacts the Levelized Steel Cost (LSC) by internalizing the environmental externalities associated with traditional steelmaking methods.
When carbon policies impose costs on CO2 emissions, conventional blast furnace-basic oxygen furnace (BF-BOF) routes face substantial financial penalties due to their high carbon intensity. This creates a comparative advantage for hydrogen DRI technology, which produces significantly lower emissions. Analysis indicates that a carbon price of approximately $50-70 per ton of CO2 could potentially equalize the LSC between hydrogen DRI and conventional methods in many markets.
Regional variations in carbon policy frameworks create divergent economic scenarios for steel producers. The European Union's Emissions Trading System (ETS) and Carbon Border Adjustment Mechanism (CBAM) represent the most advanced regulatory environment, effectively increasing the LSC of carbon-intensive steel while creating market opportunities for low-carbon alternatives. In contrast, regions with less stringent carbon regulations maintain artificially lower LSCs for conventional production methods.
The temporal dimension of carbon policy implementation also affects investment decisions in hydrogen DRI technology. Gradual carbon price escalation pathways provide predictability for steel producers, allowing for strategic capital allocation toward decarbonization technologies. Models suggest that announced carbon price trajectories reaching $100-150/tCO2 by 2040 could reduce the LSC gap between hydrogen DRI and conventional methods by 60-80% over the next decade.
Carbon policy instruments beyond direct pricing also influence LSC calculations. Green product premiums, supported by certification schemes and procurement policies, can effectively reduce the net LSC of hydrogen DRI steel by creating price differentiation in downstream markets. Similarly, production subsidies for low-carbon steel can offset higher operational costs during the technology transition phase.
The interaction between carbon policies and renewable energy deployment creates additional economic dynamics affecting hydrogen DRI viability. As carbon policies accelerate renewable energy adoption, the cost of green hydrogen production decreases, creating a positive feedback loop that progressively improves the LSC competitiveness of hydrogen DRI technology relative to conventional steelmaking processes.
When carbon policies impose costs on CO2 emissions, conventional blast furnace-basic oxygen furnace (BF-BOF) routes face substantial financial penalties due to their high carbon intensity. This creates a comparative advantage for hydrogen DRI technology, which produces significantly lower emissions. Analysis indicates that a carbon price of approximately $50-70 per ton of CO2 could potentially equalize the LSC between hydrogen DRI and conventional methods in many markets.
Regional variations in carbon policy frameworks create divergent economic scenarios for steel producers. The European Union's Emissions Trading System (ETS) and Carbon Border Adjustment Mechanism (CBAM) represent the most advanced regulatory environment, effectively increasing the LSC of carbon-intensive steel while creating market opportunities for low-carbon alternatives. In contrast, regions with less stringent carbon regulations maintain artificially lower LSCs for conventional production methods.
The temporal dimension of carbon policy implementation also affects investment decisions in hydrogen DRI technology. Gradual carbon price escalation pathways provide predictability for steel producers, allowing for strategic capital allocation toward decarbonization technologies. Models suggest that announced carbon price trajectories reaching $100-150/tCO2 by 2040 could reduce the LSC gap between hydrogen DRI and conventional methods by 60-80% over the next decade.
Carbon policy instruments beyond direct pricing also influence LSC calculations. Green product premiums, supported by certification schemes and procurement policies, can effectively reduce the net LSC of hydrogen DRI steel by creating price differentiation in downstream markets. Similarly, production subsidies for low-carbon steel can offset higher operational costs during the technology transition phase.
The interaction between carbon policies and renewable energy deployment creates additional economic dynamics affecting hydrogen DRI viability. As carbon policies accelerate renewable energy adoption, the cost of green hydrogen production decreases, creating a positive feedback loop that progressively improves the LSC competitiveness of hydrogen DRI technology relative to conventional steelmaking processes.
Supply Chain Considerations for H2-DRI Adoption
The successful adoption of hydrogen-based direct reduced iron (H2-DRI) technology is heavily dependent on robust supply chain infrastructure. Currently, the H2-DRI supply chain faces significant fragmentation, with key components such as green hydrogen production, transportation networks, and specialized equipment manufacturing still developing at varying rates across different regions.
Green hydrogen availability represents the most critical supply chain constraint for H2-DRI implementation. Production capacity remains limited globally, with concentrated development in regions with abundant renewable energy resources. This geographic mismatch between hydrogen production hubs and traditional steel manufacturing centers necessitates substantial investments in hydrogen transportation infrastructure, including pipelines and specialized shipping facilities.
Equipment supply chains for H2-DRI facilities present another challenge. Specialized reactors, hydrogen handling systems, and process control technologies require manufacturing expertise that is currently concentrated among a limited number of suppliers. This supply concentration creates potential bottlenecks as demand scales, potentially affecting capital expenditure projections and implementation timelines for steel producers considering the transition.
Raw material supply chains beyond hydrogen must also be considered. High-grade iron ore suitable for DRI processes may face supply constraints as demand increases, potentially affecting operational expenditures. Additionally, the availability of refractory materials, catalysts, and other specialized inputs may influence both capital and operational costs over time.
Logistics infrastructure represents a significant consideration in the H2-DRI supply chain. The need to transport either hydrogen or DRI products between production sites and end-users requires specialized handling capabilities that are currently underdeveloped in many regions. Investment in dedicated transportation assets and storage facilities will be necessary to support widespread adoption.
Regional supply chain variations significantly impact the levelized cost of steel produced via H2-DRI. Areas with integrated renewable energy resources, existing natural gas infrastructure that can be repurposed, and proximity to high-grade iron ore deposits offer substantial advantages. These regional differences must be carefully evaluated when assessing the economic viability of H2-DRI implementations across different markets.
Supply chain resilience must also be considered in techno-economic analyses. Diversification of hydrogen sources, equipment suppliers, and raw material inputs can mitigate risks but may increase costs. The development of redundant supply pathways and strategic stockpiling capabilities represents an additional capital expenditure consideration that impacts the overall economics of H2-DRI adoption.
Green hydrogen availability represents the most critical supply chain constraint for H2-DRI implementation. Production capacity remains limited globally, with concentrated development in regions with abundant renewable energy resources. This geographic mismatch between hydrogen production hubs and traditional steel manufacturing centers necessitates substantial investments in hydrogen transportation infrastructure, including pipelines and specialized shipping facilities.
Equipment supply chains for H2-DRI facilities present another challenge. Specialized reactors, hydrogen handling systems, and process control technologies require manufacturing expertise that is currently concentrated among a limited number of suppliers. This supply concentration creates potential bottlenecks as demand scales, potentially affecting capital expenditure projections and implementation timelines for steel producers considering the transition.
Raw material supply chains beyond hydrogen must also be considered. High-grade iron ore suitable for DRI processes may face supply constraints as demand increases, potentially affecting operational expenditures. Additionally, the availability of refractory materials, catalysts, and other specialized inputs may influence both capital and operational costs over time.
Logistics infrastructure represents a significant consideration in the H2-DRI supply chain. The need to transport either hydrogen or DRI products between production sites and end-users requires specialized handling capabilities that are currently underdeveloped in many regions. Investment in dedicated transportation assets and storage facilities will be necessary to support widespread adoption.
Regional supply chain variations significantly impact the levelized cost of steel produced via H2-DRI. Areas with integrated renewable energy resources, existing natural gas infrastructure that can be repurposed, and proximity to high-grade iron ore deposits offer substantial advantages. These regional differences must be carefully evaluated when assessing the economic viability of H2-DRI implementations across different markets.
Supply chain resilience must also be considered in techno-economic analyses. Diversification of hydrogen sources, equipment suppliers, and raw material inputs can mitigate risks but may increase costs. The development of redundant supply pathways and strategic stockpiling capabilities represents an additional capital expenditure consideration that impacts the overall economics of H2-DRI adoption.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!