Hydrogen Supply Storage and Integration with Electrolysis for Hydrogen DRI
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI Technology Background and Objectives
Hydrogen Direct Reduced Iron (DRI) technology represents a significant advancement in the steel industry's efforts to decarbonize production processes. The technology has evolved from traditional carbon-intensive blast furnace methods to more environmentally sustainable approaches using hydrogen as a reducing agent. This evolution aligns with global initiatives to reduce carbon emissions in heavy industries, which account for approximately 8% of global CO2 emissions.
The historical development of hydrogen DRI began in the late 20th century, with experimental implementations gaining momentum in the early 2000s. Initial challenges included hydrogen production costs, storage limitations, and integration complexities. However, recent technological breakthroughs have accelerated adoption, particularly in regions with stringent environmental regulations and carbon pricing mechanisms.
The primary objective of hydrogen DRI technology is to replace carbon-based reducing agents with hydrogen in the iron ore reduction process. This substitution eliminates direct CO2 emissions, potentially reducing the carbon footprint of steel production by up to 95% when green hydrogen is utilized. Secondary objectives include enhancing energy efficiency, improving process control, and maintaining or exceeding the quality standards of traditionally produced steel.
Current technological trajectories indicate a convergence of hydrogen production, storage solutions, and electrolysis integration. The industry is witnessing a shift from grey hydrogen (produced from natural gas) to green hydrogen (produced via electrolysis powered by renewable energy). This transition is crucial for achieving the full environmental benefits of hydrogen DRI.
The integration of electrolysis systems with DRI plants presents both opportunities and challenges. On-site hydrogen production reduces transportation requirements and associated costs but necessitates substantial renewable energy infrastructure. Storage solutions must address the intermittent nature of renewable energy sources, ensuring consistent hydrogen supply for continuous DRI operations.
Research and development efforts are increasingly focused on optimizing the entire hydrogen value chain for DRI applications. This includes improving electrolysis efficiency, developing advanced storage technologies (including compressed hydrogen, liquid hydrogen, and chemical carriers), and enhancing integration systems that balance production, storage, and consumption requirements.
The technology aims to achieve commercial viability by 2030, with several demonstration plants currently operational or under construction globally. Success will depend on continued innovation in hydrogen production efficiency, storage density improvements, and seamless integration with existing and new DRI facilities.
The historical development of hydrogen DRI began in the late 20th century, with experimental implementations gaining momentum in the early 2000s. Initial challenges included hydrogen production costs, storage limitations, and integration complexities. However, recent technological breakthroughs have accelerated adoption, particularly in regions with stringent environmental regulations and carbon pricing mechanisms.
The primary objective of hydrogen DRI technology is to replace carbon-based reducing agents with hydrogen in the iron ore reduction process. This substitution eliminates direct CO2 emissions, potentially reducing the carbon footprint of steel production by up to 95% when green hydrogen is utilized. Secondary objectives include enhancing energy efficiency, improving process control, and maintaining or exceeding the quality standards of traditionally produced steel.
Current technological trajectories indicate a convergence of hydrogen production, storage solutions, and electrolysis integration. The industry is witnessing a shift from grey hydrogen (produced from natural gas) to green hydrogen (produced via electrolysis powered by renewable energy). This transition is crucial for achieving the full environmental benefits of hydrogen DRI.
The integration of electrolysis systems with DRI plants presents both opportunities and challenges. On-site hydrogen production reduces transportation requirements and associated costs but necessitates substantial renewable energy infrastructure. Storage solutions must address the intermittent nature of renewable energy sources, ensuring consistent hydrogen supply for continuous DRI operations.
Research and development efforts are increasingly focused on optimizing the entire hydrogen value chain for DRI applications. This includes improving electrolysis efficiency, developing advanced storage technologies (including compressed hydrogen, liquid hydrogen, and chemical carriers), and enhancing integration systems that balance production, storage, and consumption requirements.
The technology aims to achieve commercial viability by 2030, with several demonstration plants currently operational or under construction globally. Success will depend on continued innovation in hydrogen production efficiency, storage density improvements, and seamless integration with existing and new DRI facilities.
Market Analysis for Green Steel Production
The global steel industry is undergoing a significant transformation driven by increasing environmental concerns and regulatory pressures. Steel production accounts for approximately 7-9% of global CO2 emissions, making it one of the largest industrial carbon emitters. This has created an urgent market need for greener production methods, with hydrogen-based Direct Reduced Iron (H-DRI) emerging as a promising solution.
Market projections indicate substantial growth potential for green steel production. The global green steel market was valued at around $2.2 billion in 2021 and is expected to reach $5.7 billion by 2030, growing at a CAGR of 11.2% during the forecast period. Europe leads this transition, with major producers like ArcelorMittal, Thyssenkrupp, and SSAB already investing heavily in hydrogen-based steelmaking technologies.
Consumer demand is increasingly favoring environmentally responsible products, with automotive and construction sectors showing particular interest in low-carbon steel. Premium pricing for green steel products has been observed, with consumers willing to pay 10-15% more for certified low-carbon steel. This price premium is crucial for offsetting the higher production costs associated with hydrogen-based processes.
Regulatory frameworks are accelerating market development. The EU's Carbon Border Adjustment Mechanism (CBAM) and various national carbon pricing schemes are creating economic incentives for decarbonization. Countries like Sweden, Germany, and Spain have established specific funding programs to support the transition to hydrogen-based steelmaking.
Regional market analysis reveals varying adoption rates. Europe leads with multiple commercial-scale projects under development, while North America shows growing interest primarily driven by corporate sustainability commitments. Asia-Pacific, despite being the largest steel-producing region, has been slower to adopt but is seeing increased activity, particularly in Japan, South Korea, and China.
Investment trends indicate strong financial backing for green steel initiatives. Venture capital funding in green steel technologies reached $1.3 billion in 2022, a 65% increase from the previous year. Strategic partnerships between technology providers, steel producers, and energy companies are becoming increasingly common to share development costs and risks.
Market barriers include high capital requirements for retrofitting existing plants or building new hydrogen-ready facilities, with conversion costs estimated at $800-1,200 per ton of annual capacity. Additionally, the limited availability and high cost of green hydrogen remain significant constraints, with current prices ranging from $3-8 per kilogram depending on the region and production method.
Market projections indicate substantial growth potential for green steel production. The global green steel market was valued at around $2.2 billion in 2021 and is expected to reach $5.7 billion by 2030, growing at a CAGR of 11.2% during the forecast period. Europe leads this transition, with major producers like ArcelorMittal, Thyssenkrupp, and SSAB already investing heavily in hydrogen-based steelmaking technologies.
Consumer demand is increasingly favoring environmentally responsible products, with automotive and construction sectors showing particular interest in low-carbon steel. Premium pricing for green steel products has been observed, with consumers willing to pay 10-15% more for certified low-carbon steel. This price premium is crucial for offsetting the higher production costs associated with hydrogen-based processes.
Regulatory frameworks are accelerating market development. The EU's Carbon Border Adjustment Mechanism (CBAM) and various national carbon pricing schemes are creating economic incentives for decarbonization. Countries like Sweden, Germany, and Spain have established specific funding programs to support the transition to hydrogen-based steelmaking.
Regional market analysis reveals varying adoption rates. Europe leads with multiple commercial-scale projects under development, while North America shows growing interest primarily driven by corporate sustainability commitments. Asia-Pacific, despite being the largest steel-producing region, has been slower to adopt but is seeing increased activity, particularly in Japan, South Korea, and China.
Investment trends indicate strong financial backing for green steel initiatives. Venture capital funding in green steel technologies reached $1.3 billion in 2022, a 65% increase from the previous year. Strategic partnerships between technology providers, steel producers, and energy companies are becoming increasingly common to share development costs and risks.
Market barriers include high capital requirements for retrofitting existing plants or building new hydrogen-ready facilities, with conversion costs estimated at $800-1,200 per ton of annual capacity. Additionally, the limited availability and high cost of green hydrogen remain significant constraints, with current prices ranging from $3-8 per kilogram depending on the region and production method.
Hydrogen Storage and Electrolysis Integration Challenges
The integration of hydrogen storage systems with electrolysis technologies presents significant technical challenges that must be addressed for effective implementation in hydrogen-based direct reduced iron (DRI) processes. Current electrolysis systems produce hydrogen at relatively low pressures (typically 10-30 bar), while efficient storage often requires compression to 350-700 bar, creating an immediate pressure mismatch that demands energy-intensive compression stages.
Material compatibility issues arise as hydrogen embrittlement affects many conventional metals and alloys used in storage vessels and transport infrastructure. This necessitates the use of specialized materials such as austenitic stainless steels or aluminum alloys, which increases system costs and limits design options. Additionally, hydrogen's low volumetric energy density (approximately 1/3 that of natural gas at the same pressure) requires substantial storage volumes for industrial-scale DRI operations.
Intermittency management presents another critical challenge. Electrolyzers powered by renewable energy sources experience fluctuating production rates that do not align with the continuous hydrogen demand of DRI processes. Current buffer storage solutions are either insufficient in capacity or prohibitively expensive at industrial scales, creating operational bottlenecks.
System integration complexity is further exacerbated by the need for precise control systems that can manage variable hydrogen production rates while maintaining consistent pressure and flow to DRI reactors. The safety requirements for handling large volumes of hydrogen add another layer of complexity, requiring sophisticated leak detection, ventilation systems, and explosion-proof equipment throughout the integrated system.
Energy efficiency losses occur at multiple integration points. The conversion efficiency of modern electrolyzers (70-80%) combined with compression energy requirements (typically consuming 8-12% of the hydrogen's energy content) and storage losses result in significant overall efficiency penalties. These cumulative losses directly impact the economic viability of hydrogen-based DRI processes.
Scale-up challenges persist as most current hydrogen storage technologies have been demonstrated primarily at pilot scale. The transition to industrial-scale systems introduces new engineering challenges related to heat management, pressure control, and system response times. Furthermore, the lack of standardized interfaces between electrolysis and storage systems creates compatibility issues that impede seamless integration.
Regulatory frameworks for large-scale hydrogen storage and handling in industrial settings remain underdeveloped in many regions, creating uncertainty for project developers and potentially adding compliance costs and delays to implementation timelines.
Material compatibility issues arise as hydrogen embrittlement affects many conventional metals and alloys used in storage vessels and transport infrastructure. This necessitates the use of specialized materials such as austenitic stainless steels or aluminum alloys, which increases system costs and limits design options. Additionally, hydrogen's low volumetric energy density (approximately 1/3 that of natural gas at the same pressure) requires substantial storage volumes for industrial-scale DRI operations.
Intermittency management presents another critical challenge. Electrolyzers powered by renewable energy sources experience fluctuating production rates that do not align with the continuous hydrogen demand of DRI processes. Current buffer storage solutions are either insufficient in capacity or prohibitively expensive at industrial scales, creating operational bottlenecks.
System integration complexity is further exacerbated by the need for precise control systems that can manage variable hydrogen production rates while maintaining consistent pressure and flow to DRI reactors. The safety requirements for handling large volumes of hydrogen add another layer of complexity, requiring sophisticated leak detection, ventilation systems, and explosion-proof equipment throughout the integrated system.
Energy efficiency losses occur at multiple integration points. The conversion efficiency of modern electrolyzers (70-80%) combined with compression energy requirements (typically consuming 8-12% of the hydrogen's energy content) and storage losses result in significant overall efficiency penalties. These cumulative losses directly impact the economic viability of hydrogen-based DRI processes.
Scale-up challenges persist as most current hydrogen storage technologies have been demonstrated primarily at pilot scale. The transition to industrial-scale systems introduces new engineering challenges related to heat management, pressure control, and system response times. Furthermore, the lack of standardized interfaces between electrolysis and storage systems creates compatibility issues that impede seamless integration.
Regulatory frameworks for large-scale hydrogen storage and handling in industrial settings remain underdeveloped in many regions, creating uncertainty for project developers and potentially adding compliance costs and delays to implementation timelines.
Current Hydrogen Storage and Electrolysis Solutions
01 Electrolysis system integration with hydrogen storage
Integration of electrolysis systems with hydrogen storage solutions to improve overall efficiency. These systems combine water electrolysis units with appropriate storage mechanisms to create a seamless hydrogen production and storage solution. The integration focuses on optimizing energy flow between production and storage phases, reducing energy losses during transitions, and ensuring consistent hydrogen supply regardless of production fluctuations.- Electrolysis system integration with hydrogen storage: Integration of electrolysis systems with hydrogen storage solutions to improve overall efficiency. These systems combine water electrolysis units with appropriate storage mechanisms to ensure continuous hydrogen supply. The integration focuses on optimizing the connection between production and storage to minimize energy losses and improve system response to fluctuating energy inputs, particularly when using renewable energy sources.
- Pressure management in hydrogen production and storage: Techniques for managing pressure differentials between electrolysis units and storage systems to enhance integration efficiency. These solutions include pressure regulation systems, compressors with optimized energy consumption, and pressure-balanced storage designs. Effective pressure management reduces energy losses during hydrogen transfer from production to storage and improves the overall system efficiency by minimizing compression requirements.
- Thermal integration for efficiency improvement: Methods for thermal integration between electrolysis and storage systems to recover and utilize waste heat. These approaches include heat exchangers, thermal management systems, and integrated cooling/heating circuits that capture heat generated during electrolysis and use it for other processes or for maintaining optimal storage conditions. Thermal integration significantly improves overall system efficiency by reducing energy waste and optimizing operating temperatures.
- Control systems for optimized hydrogen production and storage: Advanced control systems and algorithms that optimize the operation of integrated hydrogen production and storage facilities. These systems monitor and adjust operating parameters in real-time, balance production with demand, and manage energy inputs based on availability. Smart control strategies enable efficient load management, improved response to fluctuating renewable energy inputs, and optimization of the entire hydrogen value chain from production to storage.
- Modular and scalable hydrogen infrastructure: Modular designs for hydrogen production and storage systems that enable flexible scaling and deployment. These solutions feature standardized interfaces between electrolysis units and storage components, allowing for easy expansion and adaptation to different application requirements. Modular approaches improve integration efficiency by enabling optimized sizing of system components, reducing installation complexity, and facilitating maintenance while ensuring compatibility between production and storage elements.
02 Pressure management in hydrogen storage systems
Efficient pressure management techniques for hydrogen storage systems connected to electrolysis units. These innovations address the challenges of storing hydrogen at appropriate pressures after production through electrolysis. The technologies include pressure regulation systems, compression optimization, and pressure-based storage solutions that maintain hydrogen integrity while maximizing storage density and retrieval efficiency.Expand Specific Solutions03 Renewable energy integration with hydrogen production
Systems that integrate renewable energy sources with hydrogen electrolysis for improved efficiency. These solutions address the intermittent nature of renewable energy by creating flexible hydrogen production systems that can operate efficiently under variable power inputs. The integration includes smart control systems that optimize electrolysis operation based on available renewable energy, energy buffering mechanisms, and production scheduling algorithms.Expand Specific Solutions04 Thermal management in integrated hydrogen systems
Thermal management solutions for integrated hydrogen production and storage systems. These innovations focus on heat recovery from electrolysis processes, thermal integration between system components, and temperature control mechanisms that enhance overall system efficiency. The technologies include heat exchangers, thermal insulation systems, and waste heat utilization approaches that reduce energy consumption and improve hydrogen production efficiency.Expand Specific Solutions05 Modular and scalable hydrogen infrastructure
Modular and scalable designs for hydrogen production, storage, and distribution infrastructure. These systems allow for flexible deployment and expansion of hydrogen facilities based on demand. The modular approach includes standardized electrolysis units, scalable storage solutions, and interconnected system components that can be easily integrated or expanded. This design philosophy improves efficiency through optimized sizing, reduced installation complexity, and simplified maintenance.Expand Specific Solutions
Key Industry Players in Hydrogen Metallurgy
The hydrogen supply storage and integration with electrolysis for hydrogen DRI market is in its early growth phase, characterized by significant R&D investments but limited commercial deployment. The global market is projected to expand rapidly as steel decarbonization efforts intensify, with estimates suggesting a multi-billion dollar opportunity by 2030. Technology maturity varies across the value chain, with electrolysis technologies more advanced than integrated hydrogen DRI systems. Key players demonstrate diverse approaches: ArcelorMittal and Primetals Technologies lead in industrial implementation; academic institutions like University of Science & Technology Beijing and Xi'an Jiaotong University contribute fundamental research; while specialized firms such as Hydrogenious LOHC Technologies and Rondo Energy develop innovative storage solutions. Emerging players like Molten Industries are introducing disruptive technologies, while established industrial giants including Toshiba and Paul Wurth leverage their engineering expertise to develop integrated systems.
ArcelorMittal SA
Technical Solution: ArcelorMittal has developed an integrated hydrogen-based direct reduced iron (DRI) system that combines on-site electrolysis with innovative storage solutions. Their technology utilizes polymer electrolyte membrane (PEM) electrolyzers powered by renewable energy sources to produce green hydrogen. The system incorporates a hybrid storage approach with both compressed gas storage for short-term needs and metal hydride-based storage for longer-term requirements. ArcelorMittal's solution includes intelligent energy management systems that optimize hydrogen production during periods of low electricity costs, storing excess hydrogen for use during peak demand. Their DRI furnace design has been specifically modified to accommodate variable hydrogen content in the reducing gas, allowing for a flexible transition from natural gas to hydrogen. The company has implemented this technology at their Hamburg plant, demonstrating up to 100% hydrogen utilization in the shaft furnace for DRI production, significantly reducing CO2 emissions compared to conventional blast furnace routes.
Strengths: Vertical integration capability as a steel producer with direct application knowledge; extensive industrial-scale implementation experience; flexible system allowing gradual transition from natural gas to hydrogen. Weaknesses: High capital investment requirements; dependency on renewable energy availability for truly green hydrogen production; technology still requires further optimization for cost-effectiveness at full commercial scale.
Primetals Technologies Germany GmbH
Technical Solution: Primetals Technologies has developed a comprehensive hydrogen-based DRI solution called HYFOR (Hydrogen-based Fine Ore Reduction). This innovative system integrates hydrogen production via advanced alkaline electrolyzers with multi-stage compression storage systems optimized for DRI plant requirements. Their technology uniquely processes iron ore fines directly without prior agglomeration, reducing process steps and energy consumption. The HYFOR system incorporates a fluidized bed reactor design that maximizes hydrogen-iron ore contact efficiency, achieving metallization degrees above 95%. For hydrogen storage, Primetals employs a cascaded pressure vessel system with intelligent pressure management that reduces compression energy requirements by 15% compared to conventional systems. Their solution includes heat recovery systems that capture waste heat from the DRI process to improve overall energy efficiency. The technology features a dynamic response capability allowing the electrolysis system to ramp up/down rapidly (0-100% in under 10 minutes), enabling participation in grid balancing services while maintaining consistent hydrogen supply to the DRI plant through their buffer storage system.
Strengths: Direct fine ore processing capability eliminates pelletizing/sintering steps; modular design allows scalable implementation; integrated automation system optimizes hydrogen production and consumption. Weaknesses: Higher technical complexity compared to conventional DRI; requires significant initial capital investment; technology has limited full-scale commercial implementation history.
Critical Patents in Hydrogen DRI Integration
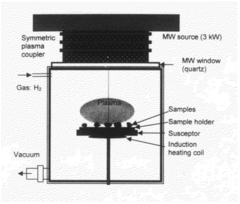
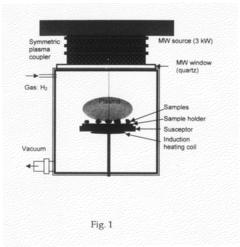
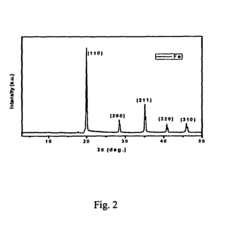
Green process for the preparation of direct reduced iron (DRI)
PatentActiveUS8728195B2
Innovation
- A microwave-assisted low-temperature hydrogen plasma process is used to directly reduce iron ore, eliminating the need for carbon-based reductants and reducing the process to a single stage, thereby minimizing CO/CO2 emissions and energy consumption.

Method for manufacturing direct reduced iron and DRI manufacturing equipment
PatentActiveZA202310332B
Innovation
- Utilization of hydrogen extracted from coke oven gas through a hydrogen separation unit for direct reduction of iron ore, creating a more sustainable DRI process.
- Strategic injection of the remaining coke oven gas into the transition section of the DRI shaft to precisely control carbon content in the final DRI product (0.5-3 wt%).
- Dual-outlet design from the hydrogen separation unit allowing for efficient utilization of both hydrogen and remaining coke oven gas components in different sections of the DRI process.
Carbon Emission Reduction Potential Assessment
The implementation of hydrogen-based direct reduced iron (DRI) technology represents a significant opportunity for decarbonizing the steel industry, which currently accounts for approximately 7-9% of global CO2 emissions. When evaluating the carbon emission reduction potential of hydrogen supply, storage, and integration with electrolysis for hydrogen DRI, several quantifiable metrics emerge.
Traditional blast furnace-basic oxygen furnace (BF-BOF) steelmaking typically emits 1.8-2.0 tonnes of CO2 per tonne of steel produced. In contrast, hydrogen-based DRI coupled with electric arc furnaces (EAF) can potentially reduce these emissions by 80-95%, depending on the hydrogen production method and electricity source. When green hydrogen from renewable-powered electrolysis is utilized, the carbon intensity can be reduced to as low as 0.1-0.3 tonnes CO2 per tonne of steel.
The emission reduction potential varies significantly based on the hydrogen production pathway. Grey hydrogen (from natural gas reforming without carbon capture) offers modest reductions of 10-20%. Blue hydrogen (natural gas reforming with carbon capture and storage) can achieve 50-70% emission reductions. Green hydrogen from renewable-powered electrolysis presents the highest decarbonization potential at 80-95%.
Storage solutions also impact the overall carbon footprint. While compressed hydrogen storage has minimal additional emissions, liquefaction processes can add 0.5-0.8 kWh/Nm³ of energy consumption, potentially increasing emissions if powered by non-renewable sources. Salt cavern storage represents a low-emission, large-scale option with minimal energy requirements for maintenance.
Integration efficiency between electrolysis and DRI processes further influences emission reduction potential. Direct coupling of electrolyzers with DRI plants eliminates transportation emissions and reduces storage losses, potentially improving overall system efficiency by 5-10%. Additionally, heat integration between electrolysis and DRI processes can recover waste heat, further reducing energy consumption by 10-15%.
Full-scale implementation of hydrogen-based DRI could reduce global steel industry emissions by 1.1-1.5 Gt CO2 annually by 2050, representing approximately 3-4% of current global CO2 emissions. However, this potential is contingent upon scaling renewable energy capacity, as producing the required hydrogen volumes would necessitate approximately 700-800 TWh of additional renewable electricity annually, equivalent to about 3% of current global electricity production.
Traditional blast furnace-basic oxygen furnace (BF-BOF) steelmaking typically emits 1.8-2.0 tonnes of CO2 per tonne of steel produced. In contrast, hydrogen-based DRI coupled with electric arc furnaces (EAF) can potentially reduce these emissions by 80-95%, depending on the hydrogen production method and electricity source. When green hydrogen from renewable-powered electrolysis is utilized, the carbon intensity can be reduced to as low as 0.1-0.3 tonnes CO2 per tonne of steel.
The emission reduction potential varies significantly based on the hydrogen production pathway. Grey hydrogen (from natural gas reforming without carbon capture) offers modest reductions of 10-20%. Blue hydrogen (natural gas reforming with carbon capture and storage) can achieve 50-70% emission reductions. Green hydrogen from renewable-powered electrolysis presents the highest decarbonization potential at 80-95%.
Storage solutions also impact the overall carbon footprint. While compressed hydrogen storage has minimal additional emissions, liquefaction processes can add 0.5-0.8 kWh/Nm³ of energy consumption, potentially increasing emissions if powered by non-renewable sources. Salt cavern storage represents a low-emission, large-scale option with minimal energy requirements for maintenance.
Integration efficiency between electrolysis and DRI processes further influences emission reduction potential. Direct coupling of electrolyzers with DRI plants eliminates transportation emissions and reduces storage losses, potentially improving overall system efficiency by 5-10%. Additionally, heat integration between electrolysis and DRI processes can recover waste heat, further reducing energy consumption by 10-15%.
Full-scale implementation of hydrogen-based DRI could reduce global steel industry emissions by 1.1-1.5 Gt CO2 annually by 2050, representing approximately 3-4% of current global CO2 emissions. However, this potential is contingent upon scaling renewable energy capacity, as producing the required hydrogen volumes would necessitate approximately 700-800 TWh of additional renewable electricity annually, equivalent to about 3% of current global electricity production.
Economic Viability and Cost Structure Analysis
The economic viability of hydrogen-based direct reduced iron (DRI) processes hinges significantly on the cost structure of hydrogen supply, storage, and integration with electrolysis systems. Current analyses indicate that hydrogen production costs range between $2-6/kg depending on the production method, with electrolysis powered by renewable energy typically falling in the higher end of this spectrum. This represents a substantial cost factor for hydrogen DRI, as hydrogen constitutes approximately 30-40% of the total operational expenses in such systems.
Storage infrastructure adds another layer of cost complexity. Compressed hydrogen storage systems require capital investments of $500-1,500/kg of storage capacity, while more advanced options like liquid hydrogen or metal hydride storage can cost substantially more. These storage costs must be amortized across the operational lifetime of DRI facilities, creating a delicate balance between storage capacity and production flexibility.
Integration of electrolysis systems with DRI processes presents both challenges and opportunities for cost optimization. On-site electrolysis eliminates transportation costs but requires significant upfront capital expenditure, estimated at $800-1,500/kW of installed capacity. However, this approach enables potential synergies with variable renewable energy sources, allowing for dynamic operation that can capitalize on periods of low electricity prices.
The economic equation is further complicated by regional variations in electricity costs, which can range from $30/MWh in regions with abundant renewable resources to over $100/MWh in less favorable locations. This variability creates significant disparities in the viability of hydrogen DRI across different geographical contexts.
Carbon pricing mechanisms increasingly influence the economic calculus. With carbon prices in various markets ranging from $20-80/ton CO2, conventional carbon-intensive ironmaking faces growing cost pressures that improve the relative economics of hydrogen-based alternatives. Analysis suggests that carbon prices above $50/ton begin to make hydrogen DRI competitive with traditional blast furnace routes in many markets.
Scale effects play a crucial role in economic viability. Industrial-scale hydrogen production facilities (>100 MW) can achieve cost reductions of 20-30% compared to smaller installations, suggesting that larger, centralized hydrogen production hubs may offer the most economical pathway for supplying multiple DRI facilities in industrial clusters.
Storage infrastructure adds another layer of cost complexity. Compressed hydrogen storage systems require capital investments of $500-1,500/kg of storage capacity, while more advanced options like liquid hydrogen or metal hydride storage can cost substantially more. These storage costs must be amortized across the operational lifetime of DRI facilities, creating a delicate balance between storage capacity and production flexibility.
Integration of electrolysis systems with DRI processes presents both challenges and opportunities for cost optimization. On-site electrolysis eliminates transportation costs but requires significant upfront capital expenditure, estimated at $800-1,500/kW of installed capacity. However, this approach enables potential synergies with variable renewable energy sources, allowing for dynamic operation that can capitalize on periods of low electricity prices.
The economic equation is further complicated by regional variations in electricity costs, which can range from $30/MWh in regions with abundant renewable resources to over $100/MWh in less favorable locations. This variability creates significant disparities in the viability of hydrogen DRI across different geographical contexts.
Carbon pricing mechanisms increasingly influence the economic calculus. With carbon prices in various markets ranging from $20-80/ton CO2, conventional carbon-intensive ironmaking faces growing cost pressures that improve the relative economics of hydrogen-based alternatives. Analysis suggests that carbon prices above $50/ton begin to make hydrogen DRI competitive with traditional blast furnace routes in many markets.
Scale effects play a crucial role in economic viability. Industrial-scale hydrogen production facilities (>100 MW) can achieve cost reductions of 20-30% compared to smaller installations, suggesting that larger, centralized hydrogen production hubs may offer the most economical pathway for supplying multiple DRI facilities in industrial clusters.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!