Water and Utilities Management in Green Steel Production Using Hydrogen DRI
AUG 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Hydrogen DRI Technology Background and Objectives
The evolution of steel production has been marked by continuous efforts to reduce its environmental footprint, with hydrogen-based direct reduced iron (DRI) technology emerging as a promising pathway toward green steel production. Historically, conventional steel manufacturing has relied heavily on coal-based blast furnaces, contributing significantly to global carbon emissions. The steel industry accounts for approximately 7-9% of global CO2 emissions, making it one of the most carbon-intensive industrial sectors.
Hydrogen DRI technology represents a paradigm shift in steel production by replacing carbon-based reducing agents with hydrogen. This process involves the direct reduction of iron ore using hydrogen as the reducing agent, producing solid metallic iron without the melting phase characteristic of blast furnaces. The development of this technology began in the late 20th century, but significant advancements have accelerated in the past decade due to increasing environmental pressures and technological breakthroughs in hydrogen production.
Water management plays a critical role in hydrogen DRI processes, as water is both a resource and a byproduct. The hydrogen production phase, particularly when using electrolysis, requires substantial water inputs. Additionally, the DRI process itself involves water for cooling, gas cleaning, and other utilities. The water-energy nexus in this context presents unique challenges and opportunities for sustainable industrial practices.
The primary technical objectives of advancing water and utilities management in hydrogen DRI include minimizing freshwater consumption through closed-loop systems, optimizing water quality for various process requirements, and developing innovative water treatment technologies specific to the DRI process. Energy efficiency improvements in water handling systems are also crucial, as they directly impact the overall carbon footprint of the steel production process.
Current technological trajectories indicate a growing focus on integrating renewable energy sources with hydrogen production for DRI, creating synergies that enhance both water and energy efficiency. The industry is moving toward more sophisticated process control systems that optimize resource utilization in real-time, adapting to variations in production conditions and environmental factors.
The ultimate goal of these technological developments is to establish a commercially viable green steel production pathway that dramatically reduces both carbon emissions and water footprint. This aligns with global sustainability initiatives and increasingly stringent environmental regulations facing the steel industry. Success in this domain would represent a significant contribution to industrial decarbonization efforts and sustainable water management practices in heavy industry.
Hydrogen DRI technology represents a paradigm shift in steel production by replacing carbon-based reducing agents with hydrogen. This process involves the direct reduction of iron ore using hydrogen as the reducing agent, producing solid metallic iron without the melting phase characteristic of blast furnaces. The development of this technology began in the late 20th century, but significant advancements have accelerated in the past decade due to increasing environmental pressures and technological breakthroughs in hydrogen production.
Water management plays a critical role in hydrogen DRI processes, as water is both a resource and a byproduct. The hydrogen production phase, particularly when using electrolysis, requires substantial water inputs. Additionally, the DRI process itself involves water for cooling, gas cleaning, and other utilities. The water-energy nexus in this context presents unique challenges and opportunities for sustainable industrial practices.
The primary technical objectives of advancing water and utilities management in hydrogen DRI include minimizing freshwater consumption through closed-loop systems, optimizing water quality for various process requirements, and developing innovative water treatment technologies specific to the DRI process. Energy efficiency improvements in water handling systems are also crucial, as they directly impact the overall carbon footprint of the steel production process.
Current technological trajectories indicate a growing focus on integrating renewable energy sources with hydrogen production for DRI, creating synergies that enhance both water and energy efficiency. The industry is moving toward more sophisticated process control systems that optimize resource utilization in real-time, adapting to variations in production conditions and environmental factors.
The ultimate goal of these technological developments is to establish a commercially viable green steel production pathway that dramatically reduces both carbon emissions and water footprint. This aligns with global sustainability initiatives and increasingly stringent environmental regulations facing the steel industry. Success in this domain would represent a significant contribution to industrial decarbonization efforts and sustainable water management practices in heavy industry.
Market Demand Analysis for Green Steel Production
The global steel industry is experiencing a significant shift towards greener production methods, driven by increasing environmental regulations, carbon pricing mechanisms, and corporate sustainability commitments. Market analysis indicates that green steel production using hydrogen-based direct reduced iron (DRI) technology is poised for substantial growth over the next decade. Current estimates suggest that the global green steel market could reach $2.5 trillion by 2050, with hydrogen DRI technologies capturing a significant portion of this emerging sector.
Consumer demand for low-carbon steel products is rising sharply, particularly in automotive, construction, and consumer goods industries. Major automobile manufacturers have already announced commitments to incorporate green steel into their supply chains, with companies like Volvo, Mercedes-Benz, and BMW leading this transition. The construction sector, which accounts for approximately 50% of global steel consumption, is similarly shifting towards sustainable building materials to meet increasingly stringent environmental building codes and certification requirements.
Water and utilities management represents a critical component of the green steel production ecosystem. Traditional steelmaking is notoriously water-intensive, consuming between 70-200 cubic meters of water per ton of steel produced. Hydrogen DRI technology offers potential water savings of 35-60% compared to conventional blast furnace methods, creating significant market demand for integrated water management solutions specifically designed for these new production processes.
Regional market analysis reveals varying levels of demand acceleration. The European Union, driven by its Carbon Border Adjustment Mechanism and ambitious climate targets, currently leads market demand for green steel technologies. Nordic countries, Germany, and the Netherlands have established early commercial-scale hydrogen DRI projects. Asia-Pacific markets, particularly China, Japan, and South Korea, are rapidly developing pilot projects and increasing investments in this sector, with China's 14th Five-Year Plan specifically targeting green steel production.
Utility providers are recognizing significant new market opportunities in servicing hydrogen DRI facilities. The integration of renewable energy sources, water recycling systems, and hydrogen production infrastructure creates demand for specialized utility management solutions. Market research indicates that the water treatment and management segment for green steel production could reach $15 billion annually by 2030, with particular emphasis on closed-loop water systems, advanced filtration technologies, and process water recovery solutions.
Industrial customers are increasingly willing to pay premium prices for green steel products, with current market indicators suggesting price premiums of 10-30% for certified low-carbon steel. This willingness to absorb higher costs is creating favorable market conditions for investments in water-efficient hydrogen DRI technologies, despite their currently higher capital requirements compared to conventional steelmaking methods.
Consumer demand for low-carbon steel products is rising sharply, particularly in automotive, construction, and consumer goods industries. Major automobile manufacturers have already announced commitments to incorporate green steel into their supply chains, with companies like Volvo, Mercedes-Benz, and BMW leading this transition. The construction sector, which accounts for approximately 50% of global steel consumption, is similarly shifting towards sustainable building materials to meet increasingly stringent environmental building codes and certification requirements.
Water and utilities management represents a critical component of the green steel production ecosystem. Traditional steelmaking is notoriously water-intensive, consuming between 70-200 cubic meters of water per ton of steel produced. Hydrogen DRI technology offers potential water savings of 35-60% compared to conventional blast furnace methods, creating significant market demand for integrated water management solutions specifically designed for these new production processes.
Regional market analysis reveals varying levels of demand acceleration. The European Union, driven by its Carbon Border Adjustment Mechanism and ambitious climate targets, currently leads market demand for green steel technologies. Nordic countries, Germany, and the Netherlands have established early commercial-scale hydrogen DRI projects. Asia-Pacific markets, particularly China, Japan, and South Korea, are rapidly developing pilot projects and increasing investments in this sector, with China's 14th Five-Year Plan specifically targeting green steel production.
Utility providers are recognizing significant new market opportunities in servicing hydrogen DRI facilities. The integration of renewable energy sources, water recycling systems, and hydrogen production infrastructure creates demand for specialized utility management solutions. Market research indicates that the water treatment and management segment for green steel production could reach $15 billion annually by 2030, with particular emphasis on closed-loop water systems, advanced filtration technologies, and process water recovery solutions.
Industrial customers are increasingly willing to pay premium prices for green steel products, with current market indicators suggesting price premiums of 10-30% for certified low-carbon steel. This willingness to absorb higher costs is creating favorable market conditions for investments in water-efficient hydrogen DRI technologies, despite their currently higher capital requirements compared to conventional steelmaking methods.
Water Management Challenges in H2-DRI Steelmaking
Water management represents a critical challenge in the transition to hydrogen-based direct reduced iron (H2-DRI) steelmaking processes. Traditional steelmaking is water-intensive, consuming approximately 3-4 cubic meters of water per ton of steel produced. The shift to H2-DRI introduces new water management complexities that must be addressed to ensure the environmental sustainability of green steel production.
The H2-DRI process fundamentally alters water requirements compared to conventional blast furnace routes. While eliminating certain water-intensive processes like coke quenching, it introduces new demands related to hydrogen production, particularly for electrolysis-based hydrogen generation which requires ultra-pure water inputs. Electrolyzers typically need 9-10 liters of deionized water to produce 1 kg of hydrogen, translating to significant water consumption for steel plants transitioning to hydrogen reduction.
Water quality management presents another significant challenge. The H2-DRI process demands higher purity water standards than conventional steelmaking, necessitating advanced treatment systems. Contaminants that were previously acceptable in cooling systems may interfere with electrolysis efficiency and catalyst performance in hydrogen production units, requiring more sophisticated filtration and purification technologies.
Wastewater characteristics also change substantially in H2-DRI operations. The reduction in carbon-based processes decreases certain contaminants like phenols and cyanides but introduces new challenges related to mineral concentrations and potential electrolyte contamination. This necessitates redesigned water treatment facilities specifically engineered for the new effluent profile.
The integration of water and energy systems becomes more critical in H2-DRI plants. Water serves not only as a process input but also as an energy carrier and thermal management medium. Optimizing water-energy nexus through heat recovery systems and closed-loop cooling configurations can significantly improve overall plant efficiency, but requires sophisticated control systems and infrastructure investments.
Geographical considerations further complicate water management strategies. Many regions with abundant renewable energy resources for green hydrogen production (essential for truly green steel) often face water scarcity issues. This creates a fundamental tension between optimal plant locations for energy access versus water availability, potentially necessitating significant investments in water transportation or desalination infrastructure.
Regulatory frameworks regarding water usage in industrial processes are also evolving rapidly, with increasingly stringent requirements for water withdrawal, consumption, and discharge quality. H2-DRI facilities must navigate this changing landscape while implementing novel technologies that may not yet have established compliance protocols or best practices.
The H2-DRI process fundamentally alters water requirements compared to conventional blast furnace routes. While eliminating certain water-intensive processes like coke quenching, it introduces new demands related to hydrogen production, particularly for electrolysis-based hydrogen generation which requires ultra-pure water inputs. Electrolyzers typically need 9-10 liters of deionized water to produce 1 kg of hydrogen, translating to significant water consumption for steel plants transitioning to hydrogen reduction.
Water quality management presents another significant challenge. The H2-DRI process demands higher purity water standards than conventional steelmaking, necessitating advanced treatment systems. Contaminants that were previously acceptable in cooling systems may interfere with electrolysis efficiency and catalyst performance in hydrogen production units, requiring more sophisticated filtration and purification technologies.
Wastewater characteristics also change substantially in H2-DRI operations. The reduction in carbon-based processes decreases certain contaminants like phenols and cyanides but introduces new challenges related to mineral concentrations and potential electrolyte contamination. This necessitates redesigned water treatment facilities specifically engineered for the new effluent profile.
The integration of water and energy systems becomes more critical in H2-DRI plants. Water serves not only as a process input but also as an energy carrier and thermal management medium. Optimizing water-energy nexus through heat recovery systems and closed-loop cooling configurations can significantly improve overall plant efficiency, but requires sophisticated control systems and infrastructure investments.
Geographical considerations further complicate water management strategies. Many regions with abundant renewable energy resources for green hydrogen production (essential for truly green steel) often face water scarcity issues. This creates a fundamental tension between optimal plant locations for energy access versus water availability, potentially necessitating significant investments in water transportation or desalination infrastructure.
Regulatory frameworks regarding water usage in industrial processes are also evolving rapidly, with increasingly stringent requirements for water withdrawal, consumption, and discharge quality. H2-DRI facilities must navigate this changing landscape while implementing novel technologies that may not yet have established compliance protocols or best practices.
Current Water and Utilities Management Solutions
01 Water monitoring and management systems
Advanced systems for monitoring and managing water usage in utilities, incorporating sensors, data analytics, and automation to track consumption patterns, detect leaks, and optimize distribution. These systems enable real-time monitoring of water flow, pressure, and quality parameters to improve operational efficiency and reduce waste in water utility networks.- Water monitoring and management systems: Advanced systems for monitoring and managing water usage in utilities, incorporating sensors, data analytics, and automation to track consumption patterns, detect leaks, and optimize distribution. These systems enable real-time monitoring of water flow, pressure, and quality parameters to improve operational efficiency and reduce waste in water utility networks.
- Smart irrigation and agricultural water efficiency: Technologies designed specifically for agricultural applications to optimize water usage through precision irrigation systems. These solutions incorporate soil moisture sensors, weather data integration, and automated controls to deliver water only when and where needed, significantly reducing agricultural water consumption while maintaining or improving crop yields.
- Water recycling and treatment technologies: Innovative methods and systems for treating, purifying, and recycling wastewater for reuse in various applications. These technologies include advanced filtration systems, biological treatment processes, and chemical purification methods that enable the safe reuse of water in industrial, commercial, and residential settings, thereby reducing overall freshwater demand.
- Utility resource optimization and integrated management: Comprehensive approaches to managing multiple utility resources (water, electricity, gas) through integrated systems that optimize resource allocation and usage. These solutions incorporate data-driven decision support tools, predictive analytics, and cross-utility coordination to improve overall efficiency and reduce operational costs across utility networks.
- Water-efficient fixtures and infrastructure: Physical components and infrastructure designed to minimize water consumption in buildings and facilities. These include low-flow fixtures, pressure-regulating devices, efficient plumbing systems, and water-saving appliances that reduce water usage without compromising performance or user experience, contributing to overall water conservation efforts in residential and commercial settings.
02 Smart irrigation and agricultural water efficiency
Technologies designed specifically for agricultural water conservation, including smart irrigation systems that adjust water delivery based on soil moisture, weather conditions, and crop requirements. These solutions incorporate precision irrigation techniques, automated controls, and scheduling algorithms to minimize water usage while maintaining optimal growing conditions for crops.Expand Specific Solutions03 Rainwater harvesting and greywater recycling
Systems for collecting, storing, and reusing rainwater and greywater to reduce dependence on municipal water supplies. These technologies include collection apparatus, filtration systems, storage tanks, and distribution mechanisms that enable the use of alternative water sources for non-potable applications such as irrigation, toilet flushing, and industrial processes.Expand Specific Solutions04 Water utility data management and analytics
Software solutions and platforms for water utility data management, incorporating artificial intelligence and machine learning to analyze consumption patterns, predict demand, and identify inefficiencies. These systems process large volumes of water usage data to generate actionable insights for utility operators, enabling more efficient resource allocation and conservation strategies.Expand Specific Solutions05 Energy-efficient water treatment and distribution
Technologies that reduce energy consumption in water treatment and distribution processes, including energy recovery systems, optimized pumping solutions, and low-energy treatment methods. These innovations focus on the water-energy nexus, minimizing the power requirements for water processing while maintaining quality standards and system reliability.Expand Specific Solutions
Key Industry Players in Green Steel and Water Management
The green steel production using hydrogen DRI technology is in an early growth phase, with a rapidly expanding market driven by decarbonization imperatives. The global market is projected to reach significant scale by 2030 as steel producers transition from traditional carbon-intensive methods. Leading players like ArcelorMittal, thyssenkrupp, and POSCO Holdings are advancing commercial-scale implementations, while technology providers such as Midrex Technologies, Paul Wurth, and Tenova are developing specialized water management solutions. Research institutions including the University of Birmingham and University of Science & Technology Beijing are contributing to technological advancements. The competitive landscape features established steel producers partnering with engineering firms to optimize water utilization and develop closed-loop systems that address the unique challenges of hydrogen-based steelmaking.
ArcelorMittal SA
Technical Solution: ArcelorMittal has developed an integrated water management system for their hydrogen-based DRI facilities that focuses on closed-loop water circulation. Their technology implements advanced filtration systems and heat recovery mechanisms that reduce freshwater consumption by up to 90% compared to conventional steelmaking. The system incorporates multi-stage treatment processes including reverse osmosis and electrodialysis to handle the high-salinity water typical in DRI operations. ArcelorMittal's approach integrates water management with energy recovery, capturing waste heat from cooling water to improve overall plant efficiency. Their XCarb™ innovation program specifically addresses water conservation in hydrogen DRI plants, implementing digital monitoring systems that provide real-time analytics of water quality parameters and consumption patterns across the production process.
Strengths: Industry-leading water recycling rates with minimal discharge; sophisticated heat integration that reduces both water and energy consumption; advanced digital monitoring capabilities. Weaknesses: High initial capital investment required; technology primarily optimized for regions with established water infrastructure; complex maintenance requirements for advanced filtration systems.
Midrex Technologies, Inc.
Technical Solution: Midrex has pioneered a comprehensive water management solution specifically designed for their MIDREX® H2 DRI process. Their system features a proprietary three-phase water treatment approach that addresses the unique challenges of hydrogen-based reduction. The primary circuit handles process cooling with minimal water loss, while the secondary circuit manages gas scrubbing and cleaning operations. The tertiary system focuses on resource recovery, extracting valuable minerals from wastewater streams. Midrex's technology incorporates specialized membrane bioreactors that can handle the high-temperature conditions of DRI operations while removing contaminants to allow for water reuse. Their H2 DRI plants achieve water consumption rates as low as 0.5-0.8 m³ per ton of DRI produced, representing a significant improvement over conventional processes. The system also includes advanced sensors and automation that optimize water usage based on production parameters and environmental conditions.
Strengths: Purpose-built water systems specifically designed for hydrogen DRI operations; exceptional water efficiency metrics; proven technology with multiple commercial implementations. Weaknesses: Higher complexity in water treatment systems requiring specialized operational expertise; performance can vary based on local water quality conditions; requires consistent maintenance to maintain optimal efficiency.
Critical Patents and Research in H2-DRI Water Systems
Green process for the preparation of direct reduced iron (DRI)
PatentActiveUS8728195B2
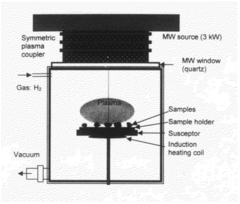
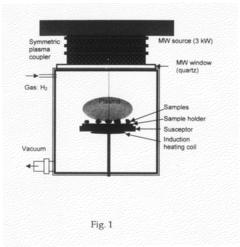
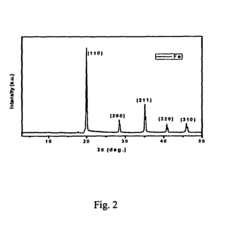
Innovation
- A microwave-assisted low-temperature hydrogen plasma process is used to directly reduce iron ore, eliminating the need for carbon-based reductants and reducing the process to a single stage, thereby minimizing CO/CO2 emissions and energy consumption.

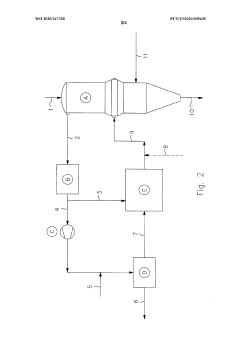
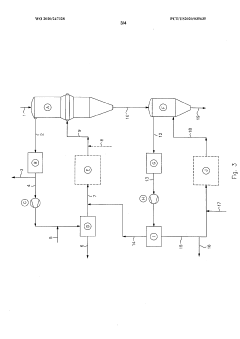
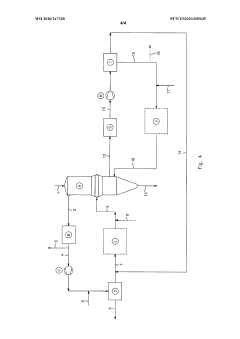
Direct reduction process utilizing hydrogen
PatentWO2020247328A1
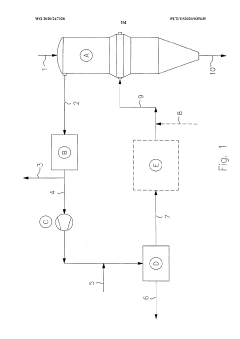
Innovation
- The process integrates hydrogen production within the main gas loop using a solid oxide electrolyzer to recycle spent reducing gas, eliminating the need for externally supplied fuel and minimizing heat loss, while allowing for direct carbon control through carburizing gas injection, either within the shaft furnace or in a separate vessel.
Environmental Impact Assessment and Regulations
The environmental regulatory landscape for green steel production using hydrogen DRI is rapidly evolving as governments worldwide implement stricter emissions standards. Steel production facilities must comply with comprehensive environmental regulations including air quality standards, water discharge permits, and greenhouse gas emission limits. The EU's Carbon Border Adjustment Mechanism and Industrial Emissions Directive specifically target steel manufacturing, while similar frameworks exist in North America and Asia with varying stringency levels.
Environmental Impact Assessments (EIAs) are mandatory prerequisites for new hydrogen-based steel facilities, requiring detailed analysis of water consumption patterns, wastewater discharge quality, and potential ecosystem impacts. These assessments typically evaluate both construction and operational phases, with particular attention to water withdrawal effects on local watersheds and aquatic habitats. The transition from conventional blast furnaces to hydrogen DRI significantly reduces water pollution concerns related to coke quenching and cooling processes.
Water-specific regulations present both challenges and opportunities for green steel producers. While traditional steelmaking faces increasingly strict limitations on thermal pollution and chemical contaminants in wastewater, hydrogen DRI processes benefit from inherently lower pollution profiles. However, they must still address concerns regarding water consumption volumes and potential impacts of hydrogen production on local water resources, particularly in water-stressed regions.
Regulatory compliance costs represent a significant consideration in the economic assessment of green steel projects. Implementation of advanced water treatment systems, continuous monitoring equipment, and regular reporting mechanisms requires substantial capital investment. Nevertheless, these investments typically yield long-term benefits through reduced environmental liabilities, lower operational risks, and enhanced corporate reputation.
Forward-looking regulatory trends indicate increasing integration of water and carbon management requirements. Emerging frameworks are adopting lifecycle approaches that consider embedded water in production processes alongside carbon footprints. Several jurisdictions are implementing water pricing mechanisms and tradable water rights systems that may significantly impact the economics of steel production. Companies demonstrating leadership in water stewardship through closed-loop systems and minimal freshwater consumption are gaining competitive advantages in regulatory compliance.
Industry stakeholders are increasingly engaging in collaborative regulatory development, participating in technical working groups to establish science-based standards that balance environmental protection with technological and economic feasibility. This proactive approach helps ensure that emerging regulations accommodate the unique characteristics of hydrogen-based steelmaking while maintaining appropriate environmental safeguards.
Environmental Impact Assessments (EIAs) are mandatory prerequisites for new hydrogen-based steel facilities, requiring detailed analysis of water consumption patterns, wastewater discharge quality, and potential ecosystem impacts. These assessments typically evaluate both construction and operational phases, with particular attention to water withdrawal effects on local watersheds and aquatic habitats. The transition from conventional blast furnaces to hydrogen DRI significantly reduces water pollution concerns related to coke quenching and cooling processes.
Water-specific regulations present both challenges and opportunities for green steel producers. While traditional steelmaking faces increasingly strict limitations on thermal pollution and chemical contaminants in wastewater, hydrogen DRI processes benefit from inherently lower pollution profiles. However, they must still address concerns regarding water consumption volumes and potential impacts of hydrogen production on local water resources, particularly in water-stressed regions.
Regulatory compliance costs represent a significant consideration in the economic assessment of green steel projects. Implementation of advanced water treatment systems, continuous monitoring equipment, and regular reporting mechanisms requires substantial capital investment. Nevertheless, these investments typically yield long-term benefits through reduced environmental liabilities, lower operational risks, and enhanced corporate reputation.
Forward-looking regulatory trends indicate increasing integration of water and carbon management requirements. Emerging frameworks are adopting lifecycle approaches that consider embedded water in production processes alongside carbon footprints. Several jurisdictions are implementing water pricing mechanisms and tradable water rights systems that may significantly impact the economics of steel production. Companies demonstrating leadership in water stewardship through closed-loop systems and minimal freshwater consumption are gaining competitive advantages in regulatory compliance.
Industry stakeholders are increasingly engaging in collaborative regulatory development, participating in technical working groups to establish science-based standards that balance environmental protection with technological and economic feasibility. This proactive approach helps ensure that emerging regulations accommodate the unique characteristics of hydrogen-based steelmaking while maintaining appropriate environmental safeguards.
Circular Economy Opportunities in Steel Production
The steel industry's transition toward green production methods presents significant opportunities for circular economy principles to be integrated throughout the value chain. In hydrogen-based Direct Reduced Iron (DRI) processes, circular economy approaches can transform traditional linear production models into regenerative systems that minimize waste and maximize resource efficiency.
Water management in green steel production offers particularly promising circular economy applications. The hydrogen DRI process requires substantial water inputs for hydrogen production through electrolysis, cooling systems, and various production stages. By implementing closed-loop water systems, steel producers can recapture, treat, and reuse process water multiple times, significantly reducing freshwater withdrawal requirements. Advanced filtration and purification technologies enable the recovery of valuable minerals and compounds from wastewater streams, creating additional value streams from what was previously considered waste.
Energy recovery systems represent another critical circular economy opportunity. Waste heat generated during the DRI process can be captured and repurposed for preheating input materials, generating steam for power production, or supporting district heating networks in surrounding communities. This integration of energy flows across industrial processes and even between industries exemplifies industrial symbiosis—a cornerstone of circular economy thinking.
By-product valorization further enhances circularity in green steel production. Slag generated during the steelmaking process can be repurposed as construction materials or soil amendments. Iron oxide residues can be recycled back into the production process or utilized in other industries. Even captured carbon dioxide, when green hydrogen production is not yet fully implemented, can be utilized in various applications from synthetic fuel production to carbonation of construction materials.
Digital technologies enable more sophisticated circular approaches through real-time monitoring and optimization of resource flows. Smart sensors and AI-driven analytics can identify inefficiencies in water and energy usage, predict maintenance needs to prevent resource-intensive breakdowns, and optimize process parameters to minimize waste generation while maintaining product quality.
The transition to hydrogen-based steelmaking also creates opportunities for new business models centered on resource sharing and industrial symbiosis. Steel plants can become integrated energy hubs, providing excess hydrogen, oxygen (a by-product of electrolysis), or thermal energy to neighboring industries. This collaborative approach maximizes the utilization of all resources and creates resilient industrial ecosystems that collectively reduce environmental impact while improving economic performance.
Water management in green steel production offers particularly promising circular economy applications. The hydrogen DRI process requires substantial water inputs for hydrogen production through electrolysis, cooling systems, and various production stages. By implementing closed-loop water systems, steel producers can recapture, treat, and reuse process water multiple times, significantly reducing freshwater withdrawal requirements. Advanced filtration and purification technologies enable the recovery of valuable minerals and compounds from wastewater streams, creating additional value streams from what was previously considered waste.
Energy recovery systems represent another critical circular economy opportunity. Waste heat generated during the DRI process can be captured and repurposed for preheating input materials, generating steam for power production, or supporting district heating networks in surrounding communities. This integration of energy flows across industrial processes and even between industries exemplifies industrial symbiosis—a cornerstone of circular economy thinking.
By-product valorization further enhances circularity in green steel production. Slag generated during the steelmaking process can be repurposed as construction materials or soil amendments. Iron oxide residues can be recycled back into the production process or utilized in other industries. Even captured carbon dioxide, when green hydrogen production is not yet fully implemented, can be utilized in various applications from synthetic fuel production to carbonation of construction materials.
Digital technologies enable more sophisticated circular approaches through real-time monitoring and optimization of resource flows. Smart sensors and AI-driven analytics can identify inefficiencies in water and energy usage, predict maintenance needs to prevent resource-intensive breakdowns, and optimize process parameters to minimize waste generation while maintaining product quality.
The transition to hydrogen-based steelmaking also creates opportunities for new business models centered on resource sharing and industrial symbiosis. Steel plants can become integrated energy hubs, providing excess hydrogen, oxygen (a by-product of electrolysis), or thermal energy to neighboring industries. This collaborative approach maximizes the utilization of all resources and creates resilient industrial ecosystems that collectively reduce environmental impact while improving economic performance.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!