

How to Develop Next‑Level Protective Gear Using PTFE?
JUN 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
PTFE Protective Gear Evolution and Objectives
Polytetrafluoroethylene (PTFE), commonly known as Teflon, has revolutionized protective gear since its accidental discovery in 1938. Initially developed for industrial applications, PTFE's unique properties quickly found their way into personal protective equipment (PPE). The evolution of PTFE in protective gear has been driven by the increasing demand for high-performance materials that can withstand extreme conditions while providing maximum safety and comfort.
In the early stages, PTFE was primarily used as a coating for fabrics to enhance water and oil repellency. This application significantly improved the durability and effectiveness of protective clothing in various industries, including firefighting and chemical handling. As manufacturing techniques advanced, PTFE membranes were developed, allowing for the creation of breathable yet impermeable barriers. This breakthrough led to the production of more comfortable and versatile protective gear, capable of withstanding harsh environments while maintaining wearer comfort.
The objectives for developing next-level protective gear using PTFE are multifaceted. Firstly, there is a continuous push for enhanced protection against an ever-widening range of hazards, including chemical, biological, radiological, and nuclear (CBRN) threats. PTFE's exceptional chemical resistance and thermal stability make it an ideal candidate for addressing these challenges. Secondly, there is a growing emphasis on improving the ergonomics and wearability of protective gear. This involves developing lighter, more flexible PTFE-based materials that do not compromise on protection.
Another key objective is to integrate smart technologies with PTFE-based protective gear. This includes incorporating sensors for real-time monitoring of environmental conditions and the wearer's physiological state. The goal is to create intelligent protective systems that can adapt to changing threats and provide critical information to both the wearer and remote monitoring teams. Additionally, there is a focus on developing sustainable manufacturing processes for PTFE-based materials, addressing environmental concerns associated with traditional fluoropolymer production.
The future of PTFE in protective gear also aims to explore nanotechnology applications. By manipulating PTFE at the nanoscale, researchers hope to enhance its properties further, potentially creating self-healing materials or those with adaptive protection capabilities. These advancements could lead to protective gear that not only shields against known threats but also anticipates and responds to emerging hazards.
As we look towards the next generation of protective gear, the objectives extend beyond mere physical protection. There is a growing interest in developing PTFE-based materials that can actively neutralize threats, such as self-decontaminating fabrics. This proactive approach to protection could significantly reduce the risks associated with exposure to hazardous substances and extend the operational capabilities of personnel in dangerous environments.
In the early stages, PTFE was primarily used as a coating for fabrics to enhance water and oil repellency. This application significantly improved the durability and effectiveness of protective clothing in various industries, including firefighting and chemical handling. As manufacturing techniques advanced, PTFE membranes were developed, allowing for the creation of breathable yet impermeable barriers. This breakthrough led to the production of more comfortable and versatile protective gear, capable of withstanding harsh environments while maintaining wearer comfort.
The objectives for developing next-level protective gear using PTFE are multifaceted. Firstly, there is a continuous push for enhanced protection against an ever-widening range of hazards, including chemical, biological, radiological, and nuclear (CBRN) threats. PTFE's exceptional chemical resistance and thermal stability make it an ideal candidate for addressing these challenges. Secondly, there is a growing emphasis on improving the ergonomics and wearability of protective gear. This involves developing lighter, more flexible PTFE-based materials that do not compromise on protection.
Another key objective is to integrate smart technologies with PTFE-based protective gear. This includes incorporating sensors for real-time monitoring of environmental conditions and the wearer's physiological state. The goal is to create intelligent protective systems that can adapt to changing threats and provide critical information to both the wearer and remote monitoring teams. Additionally, there is a focus on developing sustainable manufacturing processes for PTFE-based materials, addressing environmental concerns associated with traditional fluoropolymer production.
The future of PTFE in protective gear also aims to explore nanotechnology applications. By manipulating PTFE at the nanoscale, researchers hope to enhance its properties further, potentially creating self-healing materials or those with adaptive protection capabilities. These advancements could lead to protective gear that not only shields against known threats but also anticipates and responds to emerging hazards.
As we look towards the next generation of protective gear, the objectives extend beyond mere physical protection. There is a growing interest in developing PTFE-based materials that can actively neutralize threats, such as self-decontaminating fabrics. This proactive approach to protection could significantly reduce the risks associated with exposure to hazardous substances and extend the operational capabilities of personnel in dangerous environments.
Market Analysis for Advanced PTFE Protective Equipment
The market for advanced PTFE protective equipment is experiencing significant growth, driven by increasing demand across various industries. Polytetrafluoroethylene (PTFE), known for its exceptional chemical resistance, low friction, and thermal stability, has become a key material in developing next-generation protective gear. The global PTFE market is projected to reach substantial value in the coming years, with protective equipment being a major application segment.
In the industrial sector, there is a growing need for high-performance protective gear that can withstand harsh chemical environments and extreme temperatures. Industries such as chemical processing, oil and gas, and manufacturing are key drivers of this demand. The construction industry also contributes significantly to the market growth, as workers require durable and resistant protective equipment for various applications.
The healthcare sector presents another substantial market opportunity for PTFE-based protective gear. With the ongoing global health challenges, there is an increased focus on developing advanced personal protective equipment (PPE) that offers superior protection against pathogens while maintaining comfort and breathability. PTFE membranes are being increasingly utilized in medical gowns, face masks, and other protective clothing due to their excellent barrier properties.
Military and defense applications represent a high-value segment within the PTFE protective equipment market. There is a continuous demand for lightweight, durable, and high-performance gear that can protect personnel in extreme conditions. PTFE-based materials are being incorporated into body armor, helmets, and other protective equipment to enhance their effectiveness and reduce weight.
The sports and outdoor recreation industry is another growing market for PTFE-based protective gear. Manufacturers are developing innovative products such as waterproof and breathable outerwear, protective padding for extreme sports, and durable footwear using PTFE technologies. This segment is driven by consumer demand for high-performance gear that offers both protection and comfort.
Geographically, North America and Europe currently dominate the market for advanced PTFE protective equipment, owing to stringent safety regulations and high adoption rates across industries. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by rapid industrialization, increasing safety awareness, and growing healthcare expenditure.
Key market trends include the development of nano-engineered PTFE materials for enhanced performance, the integration of smart technologies into protective gear, and a focus on sustainable manufacturing processes. As environmental concerns grow, there is also an increasing demand for recyclable and eco-friendly PTFE-based products, presenting both challenges and opportunities for manufacturers in this space.
In the industrial sector, there is a growing need for high-performance protective gear that can withstand harsh chemical environments and extreme temperatures. Industries such as chemical processing, oil and gas, and manufacturing are key drivers of this demand. The construction industry also contributes significantly to the market growth, as workers require durable and resistant protective equipment for various applications.
The healthcare sector presents another substantial market opportunity for PTFE-based protective gear. With the ongoing global health challenges, there is an increased focus on developing advanced personal protective equipment (PPE) that offers superior protection against pathogens while maintaining comfort and breathability. PTFE membranes are being increasingly utilized in medical gowns, face masks, and other protective clothing due to their excellent barrier properties.
Military and defense applications represent a high-value segment within the PTFE protective equipment market. There is a continuous demand for lightweight, durable, and high-performance gear that can protect personnel in extreme conditions. PTFE-based materials are being incorporated into body armor, helmets, and other protective equipment to enhance their effectiveness and reduce weight.
The sports and outdoor recreation industry is another growing market for PTFE-based protective gear. Manufacturers are developing innovative products such as waterproof and breathable outerwear, protective padding for extreme sports, and durable footwear using PTFE technologies. This segment is driven by consumer demand for high-performance gear that offers both protection and comfort.
Geographically, North America and Europe currently dominate the market for advanced PTFE protective equipment, owing to stringent safety regulations and high adoption rates across industries. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by rapid industrialization, increasing safety awareness, and growing healthcare expenditure.
Key market trends include the development of nano-engineered PTFE materials for enhanced performance, the integration of smart technologies into protective gear, and a focus on sustainable manufacturing processes. As environmental concerns grow, there is also an increasing demand for recyclable and eco-friendly PTFE-based products, presenting both challenges and opportunities for manufacturers in this space.
Current PTFE Technology Challenges in Protective Gear
The development of next-level protective gear using PTFE faces several significant challenges. One of the primary obstacles is achieving an optimal balance between protection and comfort. While PTFE offers excellent protective properties, incorporating it into gear that remains lightweight and flexible enough for extended wear poses a considerable engineering challenge.
Another key issue is the durability of PTFE-based protective gear. Although PTFE is known for its chemical resistance and non-stick properties, it can be prone to wear and tear under extreme conditions. Developing PTFE composites or coatings that maintain their protective qualities over extended periods of use and exposure to harsh environments remains a critical area of research.
The manufacturing process for PTFE-enhanced protective gear presents its own set of challenges. PTFE's high melting point and unique chemical properties make it difficult to process using conventional textile manufacturing techniques. Innovating new methods to effectively integrate PTFE into various fabric structures and garment designs without compromising its protective qualities is an ongoing challenge for researchers and manufacturers.
Cost-effectiveness is another significant hurdle in the widespread adoption of PTFE-based protective gear. The raw material and specialized manufacturing processes required for high-performance PTFE products can lead to substantially higher production costs compared to traditional protective gear materials. Finding ways to reduce these costs while maintaining the superior protective qualities of PTFE is crucial for market viability.
Environmental concerns also present challenges in PTFE technology development. While PTFE itself is inert and non-toxic, the production of PTFE and its precursors has been associated with the release of perfluorooctanoic acid (PFOA), a persistent environmental pollutant. Developing more environmentally friendly production methods and exploring biodegradable alternatives to PTFE are important areas of focus for sustainable innovation in protective gear.
Lastly, there are regulatory challenges associated with the use of PTFE in protective gear. Ensuring compliance with various international safety standards and regulations, particularly in specialized fields such as firefighting or chemical protection, requires extensive testing and certification processes. Navigating these regulatory landscapes while pushing the boundaries of PTFE technology in protective gear adds complexity to the development process.
Another key issue is the durability of PTFE-based protective gear. Although PTFE is known for its chemical resistance and non-stick properties, it can be prone to wear and tear under extreme conditions. Developing PTFE composites or coatings that maintain their protective qualities over extended periods of use and exposure to harsh environments remains a critical area of research.
The manufacturing process for PTFE-enhanced protective gear presents its own set of challenges. PTFE's high melting point and unique chemical properties make it difficult to process using conventional textile manufacturing techniques. Innovating new methods to effectively integrate PTFE into various fabric structures and garment designs without compromising its protective qualities is an ongoing challenge for researchers and manufacturers.
Cost-effectiveness is another significant hurdle in the widespread adoption of PTFE-based protective gear. The raw material and specialized manufacturing processes required for high-performance PTFE products can lead to substantially higher production costs compared to traditional protective gear materials. Finding ways to reduce these costs while maintaining the superior protective qualities of PTFE is crucial for market viability.
Environmental concerns also present challenges in PTFE technology development. While PTFE itself is inert and non-toxic, the production of PTFE and its precursors has been associated with the release of perfluorooctanoic acid (PFOA), a persistent environmental pollutant. Developing more environmentally friendly production methods and exploring biodegradable alternatives to PTFE are important areas of focus for sustainable innovation in protective gear.
Lastly, there are regulatory challenges associated with the use of PTFE in protective gear. Ensuring compliance with various international safety standards and regulations, particularly in specialized fields such as firefighting or chemical protection, requires extensive testing and certification processes. Navigating these regulatory landscapes while pushing the boundaries of PTFE technology in protective gear adds complexity to the development process.
Existing PTFE Solutions for Enhanced Protection
01 Protective gear with adjustable protection levels
Some protective gear designs incorporate adjustable features that allow users to modify the level of protection based on specific needs or environmental conditions. This adaptability enhances the versatility of the protective equipment, making it suitable for various situations and risk levels.- Levels of protective gear for different applications: Protective gear is classified into different levels based on the degree of protection required for specific applications. These levels range from basic personal protective equipment (PPE) for everyday use to highly specialized gear for hazardous environments. The classification system helps users select appropriate protection for their specific needs, ensuring safety in various industries and situations.
- Advanced materials for enhanced protection: Innovative materials are being developed and incorporated into protective gear to improve their performance and protection levels. These materials may include advanced fabrics, composites, or smart materials that can adapt to different conditions. The use of these materials enhances the gear's ability to resist impacts, chemicals, heat, or other hazards, thereby increasing the overall protection level.
- Integration of electronic systems for improved safety: Modern protective gear often incorporates electronic systems to enhance safety and monitoring capabilities. These may include sensors to detect environmental hazards, communication devices for real-time alerts, or tracking systems to monitor the wearer's location and vital signs. The integration of such technologies significantly increases the protection level by providing additional layers of safety and situational awareness.
- Standardization and testing of protection levels: Standardization bodies and regulatory agencies have established specific criteria and testing methods to evaluate and certify the protection levels of various types of gear. These standards ensure consistency in performance across different manufacturers and provide users with reliable information about the gear's capabilities. Regular testing and certification processes help maintain the integrity of protection level claims.
- Customization and ergonomic design for optimal protection: Protective gear is increasingly being designed with ergonomics and customization in mind to ensure optimal protection levels. This approach takes into account the specific needs of different body types, job requirements, and environmental conditions. Customizable features and adjustable components allow for a better fit, which in turn improves the overall effectiveness of the protective gear across various protection levels.
02 Multi-layered protective gear for enhanced safety
Protective gear often utilizes multiple layers of materials to provide comprehensive protection. Each layer serves a specific purpose, such as impact absorption, puncture resistance, or thermal insulation, collectively offering a higher level of protection against various hazards.Expand Specific Solutions03 Smart protective gear with integrated sensors
Advanced protective gear incorporates sensors and electronic components to monitor environmental conditions, user vital signs, or potential hazards. This technology enables real-time assessment of protection levels and can alert users to dangerous situations, enhancing overall safety.Expand Specific Solutions04 Specialized protective gear for specific industries
Certain protective gear is designed to meet the unique requirements of specific industries or occupations. These specialized designs take into account the particular hazards and working conditions of the field, offering tailored protection levels that comply with industry standards and regulations.Expand Specific Solutions05 Modular protective gear systems
Modular protective gear allows users to customize their protection level by adding or removing components. This flexibility enables wearers to adapt their gear to different risk levels or environmental conditions, optimizing both protection and comfort.Expand Specific Solutions
Key Manufacturers in PTFE-based Protective Gear
The development of next-level protective gear using PTFE is in a mature stage, with a competitive landscape dominated by established players. The market size for PTFE-based protective equipment is substantial, driven by growing demand across various industries. Key companies like 3M Innovative Properties Co., W. L. Gore & Associates, Inc., and AGC, Inc. are at the forefront of innovation in this field. These industry leaders have demonstrated advanced technical capabilities in PTFE applications, leveraging their extensive research and development resources. The technology's maturity is evident in the wide range of products available, from high-performance fabrics to specialized industrial solutions. However, ongoing research by universities and emerging companies suggests potential for further advancements in PTFE-based protective gear.
3M Innovative Properties Co.
Technical Solution: 3M has developed innovative PTFE-based solutions for next-level protective gear. Their approach involves combining PTFE with other advanced materials to create multi-functional protective equipment. 3M's Scotchgard Protector technology incorporates PTFE to provide water, oil, and stain resistance in protective fabrics[6]. The company has also developed PTFE-based membranes for respiratory protection, such as in their high-efficiency particulate air (HEPA) filters used in personal protective equipment (PPE)[7]. 3M's Novec Fluorosurfactants, which include PTFE-based compounds, are used to enhance the protective properties of fabrics and coatings in firefighting gear and chemical protective suits[8]. Additionally, 3M has explored the use of PTFE in impact-resistant composites for hard-shell protective equipment.
Strengths: Extensive R&D capabilities and diverse product portfolio; Strong integration of PTFE with other advanced materials. Weaknesses: May face challenges in specializing deeply in PTFE-specific protective gear compared to PTFE-focused companies.
W. L. Gore & Associates, Inc.
Technical Solution: W. L. Gore & Associates, Inc. has developed advanced PTFE-based protective gear using their proprietary ePTFE (expanded PTFE) technology. Their approach involves creating a microporous structure in PTFE, which enhances breathability while maintaining excellent water and chemical resistance. The company has implemented this technology in various protective applications, including high-performance fabrics for firefighter gear, chemical protective suits, and military uniforms. Gore's GORE-TEX PYRAD technology combines flame resistance with breathable weather protection, offering a comprehensive solution for hazardous environments[1][3]. The company has also developed GORE CHEMPAK selectively permeable fabrics, which provide protection against chemical and biological threats while allowing moisture vapor to escape, enhancing user comfort during extended wear[2].
Strengths: Superior breathability combined with excellent chemical and flame resistance; Versatile applications across multiple industries; Proven track record in developing innovative PTFE-based solutions. Weaknesses: Potentially higher cost compared to traditional materials; May require specialized manufacturing processes.
Innovative PTFE Technologies for Protective Gear
Fluoropolymer shear-thinning INKS and methods of making and using same
PatentWO2020215047A1
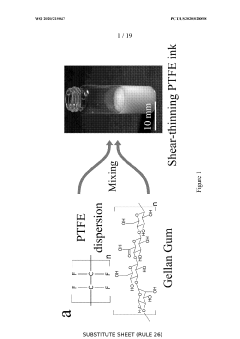
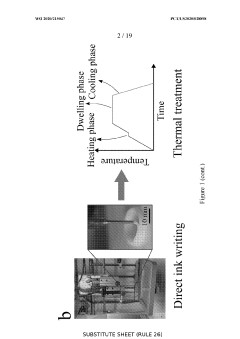
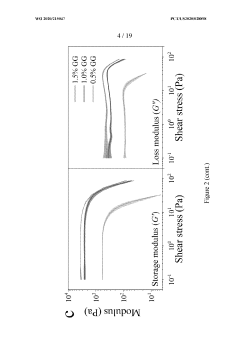
Innovation
- Development of shear-thinning inks comprising PTFE particles, a medium, and a shear-thinning agent like gellan gum, combined with a multistage thermal treatment process for direct ink writing, allowing for the creation of complex PTFE structures with tunable mechanical properties.

Patent
Innovation
- Incorporation of PTFE into protective gear for enhanced durability and chemical resistance.
- Development of multi-layered PTFE-based fabrics for improved breathability and protection.
- Integration of PTFE membranes in gear design for water-repellency while maintaining breathability.
Environmental Impact of PTFE in Protective Gear
The environmental impact of PTFE in protective gear is a critical consideration as the demand for high-performance protective equipment continues to grow. PTFE, or polytetrafluoroethylene, is widely used in protective gear due to its exceptional properties, including chemical resistance, low friction, and hydrophobicity. However, its production and disposal processes raise significant environmental concerns.
The manufacturing of PTFE involves the use of perfluorooctanoic acid (PFOA), a persistent organic pollutant that can accumulate in the environment and living organisms. While many manufacturers have phased out PFOA, alternative processes may still have environmental implications. The production of PTFE also requires substantial energy inputs, contributing to greenhouse gas emissions and climate change.
During the use phase, PTFE-based protective gear offers excellent durability, potentially reducing the need for frequent replacements and thus minimizing waste. However, the material's resistance to degradation becomes problematic at the end of its lifecycle. PTFE does not biodegrade and can persist in the environment for extended periods, potentially releasing microplastics and other harmful substances.
Recycling PTFE presents significant challenges due to its chemical stability and the difficulty in separating it from other materials in composite protective gear. Current recycling methods for PTFE are limited and often energy-intensive, further contributing to its environmental footprint.
The disposal of PTFE-containing protective gear in landfills or through incineration can lead to the release of toxic substances, including fluorinated compounds, which may contaminate soil and water sources. This poses potential risks to ecosystems and human health, particularly in areas with inadequate waste management infrastructure.
To address these environmental concerns, researchers and manufacturers are exploring more sustainable alternatives and improved production methods. Bio-based materials and recyclable fluoropolymers are being investigated as potential substitutes for traditional PTFE in protective gear applications. Additionally, advancements in green chemistry are focusing on developing PTFE production processes that minimize the use of harmful substances and reduce energy consumption.
The development of next-level protective gear using PTFE must therefore balance performance requirements with environmental considerations. This includes optimizing material usage to reduce waste, implementing closed-loop manufacturing systems, and designing products for easier disassembly and recycling at the end of their useful life. Furthermore, the adoption of life cycle assessment methodologies can help quantify and mitigate the environmental impact of PTFE-based protective gear throughout its entire lifecycle.
The manufacturing of PTFE involves the use of perfluorooctanoic acid (PFOA), a persistent organic pollutant that can accumulate in the environment and living organisms. While many manufacturers have phased out PFOA, alternative processes may still have environmental implications. The production of PTFE also requires substantial energy inputs, contributing to greenhouse gas emissions and climate change.
During the use phase, PTFE-based protective gear offers excellent durability, potentially reducing the need for frequent replacements and thus minimizing waste. However, the material's resistance to degradation becomes problematic at the end of its lifecycle. PTFE does not biodegrade and can persist in the environment for extended periods, potentially releasing microplastics and other harmful substances.
Recycling PTFE presents significant challenges due to its chemical stability and the difficulty in separating it from other materials in composite protective gear. Current recycling methods for PTFE are limited and often energy-intensive, further contributing to its environmental footprint.
The disposal of PTFE-containing protective gear in landfills or through incineration can lead to the release of toxic substances, including fluorinated compounds, which may contaminate soil and water sources. This poses potential risks to ecosystems and human health, particularly in areas with inadequate waste management infrastructure.
To address these environmental concerns, researchers and manufacturers are exploring more sustainable alternatives and improved production methods. Bio-based materials and recyclable fluoropolymers are being investigated as potential substitutes for traditional PTFE in protective gear applications. Additionally, advancements in green chemistry are focusing on developing PTFE production processes that minimize the use of harmful substances and reduce energy consumption.
The development of next-level protective gear using PTFE must therefore balance performance requirements with environmental considerations. This includes optimizing material usage to reduce waste, implementing closed-loop manufacturing systems, and designing products for easier disassembly and recycling at the end of their useful life. Furthermore, the adoption of life cycle assessment methodologies can help quantify and mitigate the environmental impact of PTFE-based protective gear throughout its entire lifecycle.
Safety Standards for PTFE-based Protective Equipment
The development of next-level protective gear using PTFE requires adherence to stringent safety standards to ensure the equipment's effectiveness and reliability. These standards are crucial for protecting users in various high-risk environments, including industrial, military, and emergency response settings. The primary safety standards for PTFE-based protective equipment encompass several key areas.
Firstly, chemical resistance standards are paramount. PTFE-based protective gear must meet or exceed established guidelines for resistance against a wide range of chemicals, including acids, bases, and organic solvents. These standards typically involve testing the material's integrity after exposure to various chemical agents for specified periods, ensuring that the protective properties remain intact under challenging conditions.
Thermal protection standards are equally critical. PTFE's excellent heat resistance properties must be rigorously tested to meet specific temperature thresholds. This includes both resistance to high temperatures and insulation against extreme cold. Standards often require testing of the material's performance under prolonged exposure to temperature extremes, as well as its ability to maintain flexibility and structural integrity in such conditions.
Mechanical strength and durability standards form another crucial aspect. PTFE-based protective equipment must withstand physical stresses such as tearing, puncturing, and abrasion. These standards typically involve tests for tensile strength, elongation at break, and resistance to repeated flexing or folding. The gear must maintain its protective properties even after prolonged use and exposure to harsh environmental conditions.
Breathability and comfort standards are essential for ensuring user compliance and preventing heat stress. While PTFE offers excellent barrier properties, it must also allow for adequate air and moisture vapor transmission. Standards in this area often include tests for water vapor permeability and air permeability, balancing protection with user comfort during extended wear periods.
Electrical insulation standards are critical for protective gear used in environments with potential electrical hazards. PTFE's inherent dielectric properties must be verified through standardized testing procedures to ensure consistent performance in protecting against electrical shocks and discharges.
Lastly, biocompatibility standards are crucial, especially for protective equipment that may come into direct contact with skin. These standards ensure that the PTFE-based materials do not cause allergic reactions, skin irritation, or other adverse health effects. Rigorous testing for cytotoxicity, sensitization, and irritation is typically required to meet these standards.
Adherence to these comprehensive safety standards is essential for developing next-level protective gear using PTFE. Manufacturers must continuously update their testing and certification processes to align with evolving standards and emerging risks, ensuring that PTFE-based protective equipment remains at the forefront of user safety and performance.
Firstly, chemical resistance standards are paramount. PTFE-based protective gear must meet or exceed established guidelines for resistance against a wide range of chemicals, including acids, bases, and organic solvents. These standards typically involve testing the material's integrity after exposure to various chemical agents for specified periods, ensuring that the protective properties remain intact under challenging conditions.
Thermal protection standards are equally critical. PTFE's excellent heat resistance properties must be rigorously tested to meet specific temperature thresholds. This includes both resistance to high temperatures and insulation against extreme cold. Standards often require testing of the material's performance under prolonged exposure to temperature extremes, as well as its ability to maintain flexibility and structural integrity in such conditions.
Mechanical strength and durability standards form another crucial aspect. PTFE-based protective equipment must withstand physical stresses such as tearing, puncturing, and abrasion. These standards typically involve tests for tensile strength, elongation at break, and resistance to repeated flexing or folding. The gear must maintain its protective properties even after prolonged use and exposure to harsh environmental conditions.
Breathability and comfort standards are essential for ensuring user compliance and preventing heat stress. While PTFE offers excellent barrier properties, it must also allow for adequate air and moisture vapor transmission. Standards in this area often include tests for water vapor permeability and air permeability, balancing protection with user comfort during extended wear periods.
Electrical insulation standards are critical for protective gear used in environments with potential electrical hazards. PTFE's inherent dielectric properties must be verified through standardized testing procedures to ensure consistent performance in protecting against electrical shocks and discharges.
Lastly, biocompatibility standards are crucial, especially for protective equipment that may come into direct contact with skin. These standards ensure that the PTFE-based materials do not cause allergic reactions, skin irritation, or other adverse health effects. Rigorous testing for cytotoxicity, sensitization, and irritation is typically required to meet these standards.
Adherence to these comprehensive safety standards is essential for developing next-level protective gear using PTFE. Manufacturers must continuously update their testing and certification processes to align with evolving standards and emerging risks, ensuring that PTFE-based protective equipment remains at the forefront of user safety and performance.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!