

Multi-Photon Absorption In Volumetric Additive Manufacturing
SEP 3, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Multi-Photon Absorption Background and Objectives
Multi-photon absorption (MPA) represents a nonlinear optical phenomenon where multiple photons are simultaneously absorbed by a molecule, enabling electronic transitions that would otherwise be impossible with single-photon processes. This phenomenon was theoretically predicted by Maria Göppert-Mayer in 1931, but experimental verification only became possible with the advent of lasers in the 1960s. The technology has evolved significantly over the past decades, transitioning from purely theoretical physics to practical applications in various fields, most notably in volumetric additive manufacturing (VAM).
The fundamental principle behind MPA in VAM involves the use of focused laser beams to initiate polymerization reactions within a photosensitive resin. Unlike conventional single-photon absorption processes, MPA occurs only at the focal point of the laser beam where photon density is sufficiently high, enabling precise spatial control of the polymerization process in three dimensions. This unique characteristic allows for the creation of complex 3D structures without the layer-by-layer approach typical of traditional additive manufacturing methods.
Recent technological advancements have significantly enhanced the capabilities of MPA-based VAM systems. The development of ultrafast lasers with femtosecond pulse durations has improved resolution down to sub-micron levels. Concurrently, innovations in photosensitive materials have expanded the range of mechanical, optical, and chemical properties achievable in fabricated structures. These developments have collectively pushed MPA-VAM from laboratory curiosity to a viable manufacturing technology for specialized applications.
The primary objective of current research in this field is to overcome the inherent trade-offs between resolution, speed, and build volume that have historically limited the practical application of MPA-VAM. Researchers aim to develop systems capable of maintaining nanometer-scale resolution while significantly increasing fabrication speeds and expanding buildable volumes beyond the current limitations of a few cubic centimeters.
Another critical objective is the expansion of compatible materials beyond photopolymers to include ceramics, metals, and multi-material structures. This would dramatically broaden the application scope of MPA-VAM technology across industries including biomedical engineering, microelectronics, photonics, and aerospace.
The long-term technological trajectory points toward integrated manufacturing systems that combine MPA with complementary technologies such as holographic projection and parallelized fabrication approaches. These hybrid systems aim to leverage the precision of MPA while mitigating its traditional speed limitations, potentially revolutionizing the production of complex micro and nano-scale devices with unprecedented structural complexity and functional integration.
The fundamental principle behind MPA in VAM involves the use of focused laser beams to initiate polymerization reactions within a photosensitive resin. Unlike conventional single-photon absorption processes, MPA occurs only at the focal point of the laser beam where photon density is sufficiently high, enabling precise spatial control of the polymerization process in three dimensions. This unique characteristic allows for the creation of complex 3D structures without the layer-by-layer approach typical of traditional additive manufacturing methods.
Recent technological advancements have significantly enhanced the capabilities of MPA-based VAM systems. The development of ultrafast lasers with femtosecond pulse durations has improved resolution down to sub-micron levels. Concurrently, innovations in photosensitive materials have expanded the range of mechanical, optical, and chemical properties achievable in fabricated structures. These developments have collectively pushed MPA-VAM from laboratory curiosity to a viable manufacturing technology for specialized applications.
The primary objective of current research in this field is to overcome the inherent trade-offs between resolution, speed, and build volume that have historically limited the practical application of MPA-VAM. Researchers aim to develop systems capable of maintaining nanometer-scale resolution while significantly increasing fabrication speeds and expanding buildable volumes beyond the current limitations of a few cubic centimeters.
Another critical objective is the expansion of compatible materials beyond photopolymers to include ceramics, metals, and multi-material structures. This would dramatically broaden the application scope of MPA-VAM technology across industries including biomedical engineering, microelectronics, photonics, and aerospace.
The long-term technological trajectory points toward integrated manufacturing systems that combine MPA with complementary technologies such as holographic projection and parallelized fabrication approaches. These hybrid systems aim to leverage the precision of MPA while mitigating its traditional speed limitations, potentially revolutionizing the production of complex micro and nano-scale devices with unprecedented structural complexity and functional integration.
Market Analysis for Volumetric Additive Manufacturing
The global market for Volumetric Additive Manufacturing (VAM) utilizing multi-photon absorption technology is experiencing significant growth, driven by increasing demand for high-precision, rapid prototyping solutions across various industries. Current market valuations indicate that the broader additive manufacturing sector reached approximately $13.7 billion in 2021, with volumetric techniques representing an emerging but rapidly expanding segment.
The healthcare sector constitutes a primary market for VAM technologies, particularly in medical device manufacturing, customized implants, and tissue engineering applications. The ability of multi-photon absorption techniques to create complex biological structures with cellular-level precision has positioned this technology as a revolutionary approach for bioprinting applications, with the bioprinting market alone projected to grow at a CAGR of 15.8% through 2027.
Aerospace and automotive industries represent another substantial market segment, where lightweight yet strong components with complex geometries are increasingly in demand. These sectors value the capability of multi-photon VAM to produce parts with internal features impossible to manufacture using traditional methods, driving adoption despite the currently higher implementation costs.
Consumer electronics manufacturers are exploring VAM for miniaturized components and embedded electronics, particularly as device sizes continue to decrease while functionality requirements increase. The precision offered by multi-photon processes allows for micron-scale features that conventional manufacturing techniques cannot achieve reliably.
Regional analysis reveals North America currently leads the market adoption of advanced VAM technologies, followed by Europe and Asia-Pacific. However, the Asia-Pacific region is expected to demonstrate the highest growth rate over the next five years, primarily driven by substantial investments in manufacturing innovation in China, Japan, and South Korea.
Market barriers include the high initial equipment costs, with advanced multi-photon VAM systems typically ranging from $500,000 to over $1 million, limiting adoption to larger enterprises and specialized research institutions. Technical challenges related to material limitations and processing speeds also constrain wider market penetration, though recent advancements are gradually addressing these issues.
The competitive landscape features established additive manufacturing companies expanding into volumetric techniques alongside specialized startups focused exclusively on multi-photon technologies. Strategic partnerships between equipment manufacturers, material developers, and end-users are becoming increasingly common as the ecosystem matures and standardization efforts progress.
Looking forward, market forecasts suggest the multi-photon VAM segment could grow at a CAGR of approximately 24% through 2028, outpacing the broader additive manufacturing market, as technical capabilities improve and production costs decrease through economies of scale and continued innovation.
The healthcare sector constitutes a primary market for VAM technologies, particularly in medical device manufacturing, customized implants, and tissue engineering applications. The ability of multi-photon absorption techniques to create complex biological structures with cellular-level precision has positioned this technology as a revolutionary approach for bioprinting applications, with the bioprinting market alone projected to grow at a CAGR of 15.8% through 2027.
Aerospace and automotive industries represent another substantial market segment, where lightweight yet strong components with complex geometries are increasingly in demand. These sectors value the capability of multi-photon VAM to produce parts with internal features impossible to manufacture using traditional methods, driving adoption despite the currently higher implementation costs.
Consumer electronics manufacturers are exploring VAM for miniaturized components and embedded electronics, particularly as device sizes continue to decrease while functionality requirements increase. The precision offered by multi-photon processes allows for micron-scale features that conventional manufacturing techniques cannot achieve reliably.
Regional analysis reveals North America currently leads the market adoption of advanced VAM technologies, followed by Europe and Asia-Pacific. However, the Asia-Pacific region is expected to demonstrate the highest growth rate over the next five years, primarily driven by substantial investments in manufacturing innovation in China, Japan, and South Korea.
Market barriers include the high initial equipment costs, with advanced multi-photon VAM systems typically ranging from $500,000 to over $1 million, limiting adoption to larger enterprises and specialized research institutions. Technical challenges related to material limitations and processing speeds also constrain wider market penetration, though recent advancements are gradually addressing these issues.
The competitive landscape features established additive manufacturing companies expanding into volumetric techniques alongside specialized startups focused exclusively on multi-photon technologies. Strategic partnerships between equipment manufacturers, material developers, and end-users are becoming increasingly common as the ecosystem matures and standardization efforts progress.
Looking forward, market forecasts suggest the multi-photon VAM segment could grow at a CAGR of approximately 24% through 2028, outpacing the broader additive manufacturing market, as technical capabilities improve and production costs decrease through economies of scale and continued innovation.
Current State and Challenges in MPA Technology
Multi-photon absorption (MPA) technology in volumetric additive manufacturing has witnessed significant advancements in recent years, yet remains in a relatively nascent stage of development. Currently, the most widely adopted approach utilizes two-photon polymerization (TPP), which enables the creation of complex three-dimensional microstructures with resolution capabilities reaching below 100 nanometers. This technique has been successfully implemented in various research institutions and is gradually transitioning into commercial applications.
The global landscape of MPA technology shows concentration in developed regions, with North America, Europe, and East Asia leading research efforts. Notable research clusters exist around institutions such as MIT, Stanford University, Max Planck Institute, and the Chinese Academy of Sciences, where significant breakthroughs in photosensitive materials and optical systems have been achieved.
Despite promising progress, several critical challenges impede the widespread adoption of MPA in volumetric manufacturing. The foremost limitation is processing speed, as the point-by-point nature of current MPA systems results in extremely slow fabrication rates for larger structures. This fundamentally restricts scalability for industrial applications requiring higher throughput.
Material constraints represent another significant hurdle. The range of photosensitive resins compatible with MPA processes remains limited, with most commercial options offering inadequate mechanical properties or biocompatibility for advanced applications. Additionally, these specialized photopolymers are prohibitively expensive, often costing hundreds of dollars per liter.
The optical systems required for MPA present their own challenges. High-powered femtosecond lasers necessary for efficient multi-photon processes are costly, with prices typically exceeding $100,000, and require specialized maintenance. The precision optical components needed for beam steering and focusing add further complexity and expense to system development.
Energy efficiency remains problematic, with current MPA systems converting less than 1% of input energy into useful polymerization work. This inefficiency contributes to thermal management issues that can compromise fabrication precision and repeatability, particularly in extended operation scenarios.
From a technical integration perspective, the lack of standardized workflows and software solutions creates barriers for new adopters. Current systems often require extensive expertise in both photochemistry and optical engineering to achieve optimal results, limiting accessibility to specialized research groups and high-tech enterprises.
Metrology and quality control present additional challenges, as in-situ monitoring techniques for MPA processes remain underdeveloped. The inability to effectively track polymerization in real-time hampers process optimization and quality assurance, particularly for applications requiring high precision and reliability.
The global landscape of MPA technology shows concentration in developed regions, with North America, Europe, and East Asia leading research efforts. Notable research clusters exist around institutions such as MIT, Stanford University, Max Planck Institute, and the Chinese Academy of Sciences, where significant breakthroughs in photosensitive materials and optical systems have been achieved.
Despite promising progress, several critical challenges impede the widespread adoption of MPA in volumetric manufacturing. The foremost limitation is processing speed, as the point-by-point nature of current MPA systems results in extremely slow fabrication rates for larger structures. This fundamentally restricts scalability for industrial applications requiring higher throughput.
Material constraints represent another significant hurdle. The range of photosensitive resins compatible with MPA processes remains limited, with most commercial options offering inadequate mechanical properties or biocompatibility for advanced applications. Additionally, these specialized photopolymers are prohibitively expensive, often costing hundreds of dollars per liter.
The optical systems required for MPA present their own challenges. High-powered femtosecond lasers necessary for efficient multi-photon processes are costly, with prices typically exceeding $100,000, and require specialized maintenance. The precision optical components needed for beam steering and focusing add further complexity and expense to system development.
Energy efficiency remains problematic, with current MPA systems converting less than 1% of input energy into useful polymerization work. This inefficiency contributes to thermal management issues that can compromise fabrication precision and repeatability, particularly in extended operation scenarios.
From a technical integration perspective, the lack of standardized workflows and software solutions creates barriers for new adopters. Current systems often require extensive expertise in both photochemistry and optical engineering to achieve optimal results, limiting accessibility to specialized research groups and high-tech enterprises.
Metrology and quality control present additional challenges, as in-situ monitoring techniques for MPA processes remain underdeveloped. The inability to effectively track polymerization in real-time hampers process optimization and quality assurance, particularly for applications requiring high precision and reliability.
Current MPA-Based Manufacturing Solutions
01 Multi-photon absorption materials and applications
Multi-photon absorption materials are compounds that can absorb two or more photons simultaneously, leading to electronic excitation. These materials have applications in various fields including optical data storage, 3D microfabrication, and photodynamic therapy. The efficiency of multi-photon absorption depends on the molecular structure and can be enhanced by designing molecules with extended π-conjugation systems and strong donor-acceptor interactions.- Multi-photon absorption materials and compositions: Various materials and compositions exhibiting multi-photon absorption properties are described. These materials can include specific chromophores, dyes, and polymers designed to efficiently absorb multiple photons simultaneously. The compositions may be tailored for different wavelengths and can be incorporated into various matrices to enhance their stability and performance in applications requiring non-linear optical responses.
- Multi-photon absorption in optical data storage: Multi-photon absorption techniques are applied to optical data storage systems to achieve higher density storage capabilities. By utilizing the non-linear optical properties of multi-photon absorbing materials, data can be written and read in three dimensions within optical storage media. This approach allows for increased data capacity compared to conventional single-photon methods while maintaining high data integrity and longevity.
- Multi-photon absorption in medical applications: Multi-photon absorption techniques are utilized in various medical applications including imaging, diagnostics, and therapeutic procedures. These techniques enable deeper tissue penetration with reduced photodamage, allowing for high-resolution imaging of biological structures. Applications include multi-photon microscopy for in vivo imaging, photodynamic therapy, and targeted drug delivery systems activated by multi-photon processes.
- Multi-photon absorption in lithography and fabrication: Multi-photon absorption processes are employed in advanced lithography and microfabrication techniques to create complex three-dimensional structures with sub-micron resolution. This approach allows for the fabrication of microstructures and nanostructures that would be difficult or impossible to create using conventional single-photon lithography methods. Applications include the creation of photonic crystals, microfluidic devices, and specialized optical components.
- Measurement and characterization of multi-photon absorption: Various methods and devices for measuring and characterizing multi-photon absorption phenomena are described. These include specialized spectroscopic techniques, laser systems configured for multi-photon excitation, and analytical instruments designed to quantify non-linear optical responses. Such measurement systems are essential for the development and optimization of materials and devices that utilize multi-photon absorption processes.
02 Multi-photon absorption in optical imaging and microscopy
Multi-photon absorption techniques are utilized in advanced imaging and microscopy applications. These methods offer advantages such as deeper tissue penetration, reduced photobleaching, and improved spatial resolution. Multi-photon microscopy enables three-dimensional imaging of biological samples with minimal damage to surrounding tissues, making it valuable for in vivo studies and medical diagnostics.Expand Specific Solutions03 Multi-photon polymerization for 3D microfabrication
Multi-photon absorption is utilized in polymerization processes to create complex three-dimensional microstructures with high precision. This technique allows for the fabrication of structures with feature sizes below the diffraction limit. The process involves focusing a laser beam into a photosensitive material, causing polymerization only at the focal point where the photon density is high enough to trigger multi-photon absorption, enabling the creation of intricate 3D structures for applications in microfluidics, photonics, and biomedical devices.Expand Specific Solutions04 Multi-photon absorption in optical limiting and protection
Materials exhibiting multi-photon absorption properties are used for optical limiting and protection applications. These materials show low absorption at normal light intensities but become highly absorbing at high intensities, making them ideal for protecting optical sensors and human eyes from intense laser radiation. The nonlinear optical response of these materials enables automatic adjustment of transmittance based on incident light intensity, providing effective protection against laser-induced damage.Expand Specific Solutions05 Multi-photon absorption in medical and therapeutic applications
Multi-photon absorption techniques are employed in various medical and therapeutic applications, particularly in photodynamic therapy and targeted drug delivery. The ability to precisely control the activation of photosensitive compounds in specific spatial locations allows for localized treatment of diseases such as cancer. Additionally, multi-photon excitation enables deeper penetration into biological tissues with reduced collateral damage, improving the efficacy of light-based therapies and diagnostic procedures.Expand Specific Solutions
Key Industry Players in Volumetric 3D Printing
Multi-Photon Absorption in Volumetric Additive Manufacturing is currently in an early growth phase, characterized by increasing research activity and commercial exploration. The market size is expanding as applications in bioprinting, microelectronics, and precision manufacturing gain traction, though still relatively niche compared to conventional additive manufacturing. Technologically, the field shows moderate maturity with significant advancements from academic institutions like École Polytechnique Fédérale de Lausanne and Technische Universität Wien, alongside commercial development by companies including Upnano GmbH, Readily3D SA, and Prellis Biologics. Established corporations such as 3M, Samsung Electro-Mechanics, and FUJIFILM are also entering this space, indicating growing industrial interest in multi-photon technologies for high-precision volumetric manufacturing applications.
Upnano GmbH
Technical Solution: Upnano专注于多光子聚合(MPP)技术在体积增材制造领域的应用,开发了NanoOne系列3D打印系统。该系统利用超短脉冲激光在光敏树脂中引发多光子吸收过程,实现亚微米级精度的3D结构打印。其核心技术包括专利的高速扫描系统,能够在保持高分辨率的同时显著提高打印速度,比传统MPP系统快100倍以上。Upnano还开发了专用的光敏树脂材料系列UpBio和UpPhoto,针对生物医学和工业应用进行了优化。其独特的自适应光学系统能够补偿打印过程中的光学畸变,确保在大体积打印中维持一致的分辨率,最大打印体积可达1cm³,远超传统MPP系统的限制。
优势:超高分辨率(可达100nm)与相对较大打印体积(1cm³)的结合;高速打印能力显著提高生产效率;专用生物相容性材料支持活细胞打印。劣势:设备成本高昂,限制了广泛应用;对操作环境要求严格;材料选择相对有限,主要局限于光敏树脂类型。
Technische Universität Wien
Technical Solution: 维也纳技术大学在多光子吸收(MPA)体积增材制造领域处于全球领先地位,是该技术的开创者之一。其研发团队开发了基于飞秒激光的高精度多光子光刻系统,能够实现亚100纳米级分辨率的3D微纳结构制造。该系统采用精密的空间光调制器(SLM)技术,可实现复杂光场的动态调控,从而优化多光子吸收过程。维也纳技术大学还开发了创新的"窗口光刻"技术,通过控制激光焦点在树脂中的三维位置,实现了对复杂3D结构的高效制造。其专利的"4D打印"技术将多光子吸收与智能材料结合,制造出能对外部刺激做出响应的动态微结构。此外,该团队还研发了专用的计算算法,用于优化激光扫描路径和曝光参数,显著提高了打印速度和结构质量。
优势:极高的空间分辨率,可达到衍射极限以下;在生物医学微器件、光子学元件制造方面具有独特优势;深厚的理论研究基础支持技术持续创新。劣势:系统复杂度高,需要专业知识操作;打印速度相对较慢,限制了大规模生产应用;技术转化为商业产品的过程中面临挑战。
Critical Patents and Research in Multi-Photon Polymerization
Method and device for a lithography-based generative manufacture of a three-dimensional component
PatentWO2023057857A1
Innovation
- The method involves dividing a beam into multiple beams using a beam splitter and employing acousto-optical modulator modules to independently control each beam's focal point position and intensity, allowing for parallel writing and varying focal point volumes to increase writing speed without compromising resolution.




Method of volumetric additive manufacturing
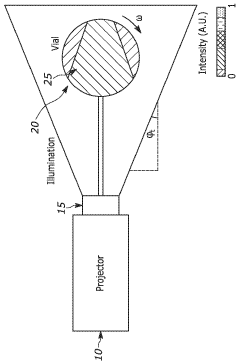
PatentWO2024069272A1
Innovation
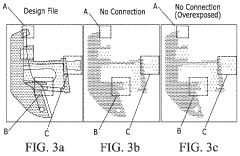
- The method involves rotating a vial of photocurable resin and projecting structured light images to cure only the shell and interior scaffolding of the object, using infilling and deconvolution to correct for diffusion effects, ensuring uniform curing of all features without over-exposure.
Materials Science Developments for MPA Applications
The evolution of materials science for Multi-Photon Absorption (MPA) applications represents a critical frontier in volumetric additive manufacturing. Recent developments have focused on photosensitive resins with enhanced two-photon absorption cross-sections, significantly improving manufacturing precision and efficiency. These advanced materials typically incorporate specialized chromophores and photoinitiators designed to respond selectively to specific wavelengths, usually in the near-infrared spectrum.
Polymer chemistry innovations have yielded resins with reduced shrinkage and improved mechanical properties post-curing. Notable among these are hybrid organic-inorganic materials that combine the processability of polymers with the thermal stability and mechanical strength of ceramics. These materials demonstrate superior resolution capabilities, with feature sizes approaching 100 nanometers under optimal conditions.
Quantum dot-doped photopolymers represent another significant advancement, offering unprecedented control over absorption characteristics. By tuning the size and composition of embedded quantum dots, researchers have achieved highly selective absorption profiles that minimize scattering effects and enhance manufacturing precision. These materials show particular promise for biomedical applications due to their biocompatibility and potential for functionalization.
Upconversion nanoparticles (UCNPs) incorporated into photosensitive matrices have enabled more efficient energy transfer mechanisms in MPA processes. These particles absorb multiple lower-energy photons and emit higher-energy photons, effectively amplifying the photochemical response and reducing the required laser power. This development addresses one of the fundamental limitations in volumetric manufacturing: the trade-off between processing speed and resolution.
Recent breakthroughs in stimuli-responsive materials have introduced dynamic properties to MPA substrates. These "smart" materials can undergo reversible transformations in response to external stimuli beyond light, such as temperature or pH changes, enabling multi-stage manufacturing processes and post-fabrication modifications. This capability significantly expands the functional complexity achievable through volumetric manufacturing.
The development of water-soluble and biodegradable photopolymers has opened new avenues for biomedical applications, including tissue engineering and drug delivery systems. These materials maintain the high resolution capabilities essential for MPA while offering improved biocompatibility and controlled degradation profiles, addressing critical requirements for in vivo applications.
Computational materials science has accelerated development through predictive modeling of photochemical reactions and structure-property relationships. Machine learning algorithms now enable rapid screening of potential photoinitiator and monomer combinations, significantly reducing experimental iterations required to optimize material formulations for specific MPA manufacturing requirements.
Polymer chemistry innovations have yielded resins with reduced shrinkage and improved mechanical properties post-curing. Notable among these are hybrid organic-inorganic materials that combine the processability of polymers with the thermal stability and mechanical strength of ceramics. These materials demonstrate superior resolution capabilities, with feature sizes approaching 100 nanometers under optimal conditions.
Quantum dot-doped photopolymers represent another significant advancement, offering unprecedented control over absorption characteristics. By tuning the size and composition of embedded quantum dots, researchers have achieved highly selective absorption profiles that minimize scattering effects and enhance manufacturing precision. These materials show particular promise for biomedical applications due to their biocompatibility and potential for functionalization.
Upconversion nanoparticles (UCNPs) incorporated into photosensitive matrices have enabled more efficient energy transfer mechanisms in MPA processes. These particles absorb multiple lower-energy photons and emit higher-energy photons, effectively amplifying the photochemical response and reducing the required laser power. This development addresses one of the fundamental limitations in volumetric manufacturing: the trade-off between processing speed and resolution.
Recent breakthroughs in stimuli-responsive materials have introduced dynamic properties to MPA substrates. These "smart" materials can undergo reversible transformations in response to external stimuli beyond light, such as temperature or pH changes, enabling multi-stage manufacturing processes and post-fabrication modifications. This capability significantly expands the functional complexity achievable through volumetric manufacturing.
The development of water-soluble and biodegradable photopolymers has opened new avenues for biomedical applications, including tissue engineering and drug delivery systems. These materials maintain the high resolution capabilities essential for MPA while offering improved biocompatibility and controlled degradation profiles, addressing critical requirements for in vivo applications.
Computational materials science has accelerated development through predictive modeling of photochemical reactions and structure-property relationships. Machine learning algorithms now enable rapid screening of potential photoinitiator and monomer combinations, significantly reducing experimental iterations required to optimize material formulations for specific MPA manufacturing requirements.
Scaling and Commercialization Barriers
Despite the promising potential of multi-photon absorption (MPA) in volumetric additive manufacturing (VAM), significant scaling and commercialization barriers persist that hinder widespread industrial adoption. These challenges must be addressed systematically to transition this technology from laboratory demonstrations to viable commercial applications.
The high cost of femtosecond laser systems represents a primary barrier to commercialization. Current systems capable of delivering the necessary power and precision for MPA processes typically cost between $250,000 and $1 million, making the initial capital investment prohibitive for many potential adopters. This cost factor significantly impacts the economic viability of MPA-based manufacturing solutions in competitive markets.
Material limitations present another substantial challenge. The range of photopolymers compatible with MPA processes remains restricted, with many exhibiting suboptimal mechanical properties or biocompatibility. Additionally, these specialized resins are often 10-20 times more expensive than conventional photopolymers, further increasing production costs and limiting application scope.
Throughput constraints severely impact scaling potential. While MPA offers exceptional resolution, the point-by-point processing approach inherently limits production speed. Current systems typically achieve volumetric build rates of only 0.1-5 mm³/min, orders of magnitude slower than conventional additive manufacturing methods that operate at 1,000-10,000 mm³/min.
Technical complexity creates barriers to user adoption. MPA systems require precise optical alignment, sophisticated control software, and specialized knowledge to operate effectively. This complexity increases training requirements and maintenance costs while reducing accessibility to non-specialist users.
Standardization gaps further complicate commercialization efforts. The absence of established industry standards for MPA processes, materials, and quality control metrics creates uncertainty for potential adopters and complicates regulatory approval processes, particularly for medical and aerospace applications.
Scaling challenges extend to post-processing requirements. MPA-fabricated structures often require extensive cleaning, curing, and surface treatment to achieve desired properties. These additional steps increase production time and cost while introducing potential quality variability that must be carefully controlled in commercial settings.
Market education represents a final significant barrier. The relatively limited awareness and understanding of MPA capabilities among potential end-users necessitates substantial investment in demonstration projects, application development, and knowledge transfer to stimulate market demand and justify the premium costs associated with this advanced manufacturing approach.
The high cost of femtosecond laser systems represents a primary barrier to commercialization. Current systems capable of delivering the necessary power and precision for MPA processes typically cost between $250,000 and $1 million, making the initial capital investment prohibitive for many potential adopters. This cost factor significantly impacts the economic viability of MPA-based manufacturing solutions in competitive markets.
Material limitations present another substantial challenge. The range of photopolymers compatible with MPA processes remains restricted, with many exhibiting suboptimal mechanical properties or biocompatibility. Additionally, these specialized resins are often 10-20 times more expensive than conventional photopolymers, further increasing production costs and limiting application scope.
Throughput constraints severely impact scaling potential. While MPA offers exceptional resolution, the point-by-point processing approach inherently limits production speed. Current systems typically achieve volumetric build rates of only 0.1-5 mm³/min, orders of magnitude slower than conventional additive manufacturing methods that operate at 1,000-10,000 mm³/min.
Technical complexity creates barriers to user adoption. MPA systems require precise optical alignment, sophisticated control software, and specialized knowledge to operate effectively. This complexity increases training requirements and maintenance costs while reducing accessibility to non-specialist users.
Standardization gaps further complicate commercialization efforts. The absence of established industry standards for MPA processes, materials, and quality control metrics creates uncertainty for potential adopters and complicates regulatory approval processes, particularly for medical and aerospace applications.
Scaling challenges extend to post-processing requirements. MPA-fabricated structures often require extensive cleaning, curing, and surface treatment to achieve desired properties. These additional steps increase production time and cost while introducing potential quality variability that must be carefully controlled in commercial settings.
Market education represents a final significant barrier. The relatively limited awareness and understanding of MPA capabilities among potential end-users necessitates substantial investment in demonstration projects, application development, and knowledge transfer to stimulate market demand and justify the premium costs associated with this advanced manufacturing approach.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!