Optimize Conformal Coating for High-Temperature Applications
SEP 17, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
High-Temperature Conformal Coating Background and Objectives
Conformal coating technology has evolved significantly over the past five decades, transitioning from simple protective layers to sophisticated engineered materials designed to shield electronic components from environmental stressors. The development trajectory has been largely driven by the electronics industry's push toward miniaturization, increased functionality, and deployment in increasingly harsh environments. High-temperature applications represent a particularly challenging frontier, with demands for coatings that maintain integrity and performance at temperatures exceeding 200°C becoming increasingly common in aerospace, automotive, industrial, and energy sectors.
Traditional conformal coating materials such as acrylics, epoxies, and silicones have demonstrated limitations when exposed to elevated temperatures, exhibiting degradation pathways including oxidation, depolymerization, and mechanical failure. The technological evolution has recently accelerated toward specialized formulations incorporating ceramic fillers, fluoropolymers, and novel hybrid organic-inorganic compositions specifically engineered for thermal resilience.
The primary objective of optimizing conformal coatings for high-temperature applications centers on developing materials that maintain protective properties while withstanding thermal cycling, oxidative environments, and mechanical stresses at elevated temperatures. Specific performance targets include thermal stability above 250°C, minimal outgassing, resistance to thermal shock, and maintenance of dielectric properties across broad temperature ranges.
Current research indicates promising directions in nano-enhanced coatings, where the incorporation of ceramic nanoparticles and carbon-based nanomaterials has demonstrated significant improvements in thermal conductivity and temperature resistance. Parallel developments in polyimide-based and silicone-ceramic hybrid coatings show particular promise for applications requiring extended exposure to temperatures between 200-300°C.
The technological landscape is further complicated by emerging requirements for environmental compliance, as traditional high-temperature resistant formulations often contain compounds facing regulatory restrictions. This has catalyzed research into bio-based alternatives and environmentally benign chemistries capable of withstanding extreme thermal conditions.
Looking forward, the trajectory of high-temperature conformal coating development appears oriented toward multi-functional materials that not only provide thermal protection but simultaneously offer additional benefits such as EMI shielding, enhanced thermal management, and self-healing capabilities. The convergence of materials science innovations with application-specific engineering requirements will likely define the next generation of high-temperature conformal coating solutions.
Traditional conformal coating materials such as acrylics, epoxies, and silicones have demonstrated limitations when exposed to elevated temperatures, exhibiting degradation pathways including oxidation, depolymerization, and mechanical failure. The technological evolution has recently accelerated toward specialized formulations incorporating ceramic fillers, fluoropolymers, and novel hybrid organic-inorganic compositions specifically engineered for thermal resilience.
The primary objective of optimizing conformal coatings for high-temperature applications centers on developing materials that maintain protective properties while withstanding thermal cycling, oxidative environments, and mechanical stresses at elevated temperatures. Specific performance targets include thermal stability above 250°C, minimal outgassing, resistance to thermal shock, and maintenance of dielectric properties across broad temperature ranges.
Current research indicates promising directions in nano-enhanced coatings, where the incorporation of ceramic nanoparticles and carbon-based nanomaterials has demonstrated significant improvements in thermal conductivity and temperature resistance. Parallel developments in polyimide-based and silicone-ceramic hybrid coatings show particular promise for applications requiring extended exposure to temperatures between 200-300°C.
The technological landscape is further complicated by emerging requirements for environmental compliance, as traditional high-temperature resistant formulations often contain compounds facing regulatory restrictions. This has catalyzed research into bio-based alternatives and environmentally benign chemistries capable of withstanding extreme thermal conditions.
Looking forward, the trajectory of high-temperature conformal coating development appears oriented toward multi-functional materials that not only provide thermal protection but simultaneously offer additional benefits such as EMI shielding, enhanced thermal management, and self-healing capabilities. The convergence of materials science innovations with application-specific engineering requirements will likely define the next generation of high-temperature conformal coating solutions.
Market Analysis for Thermal-Resistant Protective Coatings
The global market for thermal-resistant protective coatings has experienced significant growth in recent years, driven primarily by increasing demands in electronics, aerospace, automotive, and industrial equipment sectors. These specialized conformal coatings are essential for protecting electronic components and circuit boards operating in high-temperature environments, with the market currently valued at approximately $3.2 billion and projected to reach $4.7 billion by 2027, representing a compound annual growth rate of 7.8%.
The electronics industry remains the largest consumer of high-temperature conformal coatings, accounting for nearly 42% of the total market share. This dominance stems from the miniaturization trend in electronic devices, which has led to higher power densities and operating temperatures, necessitating more effective thermal protection solutions. The aerospace and defense sectors follow closely, comprising about 28% of the market, where components must withstand extreme temperature fluctuations and harsh environmental conditions.
Regionally, North America and Europe currently lead the market with a combined share of 58%, attributed to their advanced manufacturing capabilities and stringent regulatory standards. However, the Asia-Pacific region is emerging as the fastest-growing market, with China, Japan, and South Korea showing annual growth rates exceeding 9%, driven by rapid industrialization and expanding electronics manufacturing bases.
Customer requirements are increasingly focused on coatings that can withstand temperatures above 200°C while maintaining electrical insulation properties and chemical resistance. Market research indicates that 76% of end-users prioritize long-term thermal stability, while 64% emphasize ease of application and reworkability as critical factors in their purchasing decisions.
The market is witnessing a shift toward environmentally friendly formulations, with water-based and solvent-free coatings gaining traction due to stricter VOC emission regulations worldwide. This trend is particularly pronounced in Europe, where regulatory pressures have accelerated the adoption of eco-friendly alternatives by approximately 15% annually over the past three years.
Price sensitivity varies significantly across application segments, with aerospace and medical device manufacturers willing to pay premium prices for high-performance coatings, while consumer electronics manufacturers typically seek more cost-effective solutions despite similar technical requirements. The average price point for high-temperature resistant conformal coatings ranges from $85 to $250 per liter, depending on performance specifications and volume requirements.
The electronics industry remains the largest consumer of high-temperature conformal coatings, accounting for nearly 42% of the total market share. This dominance stems from the miniaturization trend in electronic devices, which has led to higher power densities and operating temperatures, necessitating more effective thermal protection solutions. The aerospace and defense sectors follow closely, comprising about 28% of the market, where components must withstand extreme temperature fluctuations and harsh environmental conditions.
Regionally, North America and Europe currently lead the market with a combined share of 58%, attributed to their advanced manufacturing capabilities and stringent regulatory standards. However, the Asia-Pacific region is emerging as the fastest-growing market, with China, Japan, and South Korea showing annual growth rates exceeding 9%, driven by rapid industrialization and expanding electronics manufacturing bases.
Customer requirements are increasingly focused on coatings that can withstand temperatures above 200°C while maintaining electrical insulation properties and chemical resistance. Market research indicates that 76% of end-users prioritize long-term thermal stability, while 64% emphasize ease of application and reworkability as critical factors in their purchasing decisions.
The market is witnessing a shift toward environmentally friendly formulations, with water-based and solvent-free coatings gaining traction due to stricter VOC emission regulations worldwide. This trend is particularly pronounced in Europe, where regulatory pressures have accelerated the adoption of eco-friendly alternatives by approximately 15% annually over the past three years.
Price sensitivity varies significantly across application segments, with aerospace and medical device manufacturers willing to pay premium prices for high-performance coatings, while consumer electronics manufacturers typically seek more cost-effective solutions despite similar technical requirements. The average price point for high-temperature resistant conformal coatings ranges from $85 to $250 per liter, depending on performance specifications and volume requirements.
Current Limitations and Technical Challenges in Conformal Coating
Conformal coating technologies currently face significant limitations when applied to high-temperature environments, particularly in aerospace, automotive, and industrial electronics applications where operating temperatures can exceed 200°C. Traditional acrylic, silicone, and urethane coatings begin to degrade at temperatures above 125-150°C, resulting in cracking, delamination, and loss of protective properties. This degradation compromises the coating's primary functions of moisture resistance, chemical protection, and dielectric insulation.
Material stability represents the foremost challenge, as polymer-based coatings undergo chemical changes at elevated temperatures, including chain scission, oxidation, and cross-linking alterations. These changes manifest as yellowing, brittleness, and reduced adhesion to substrate surfaces. Particularly problematic is the coefficient of thermal expansion (CTE) mismatch between coating materials and electronic components, creating internal stresses during thermal cycling that accelerate coating failure.
Thermal conductivity limitations further complicate high-temperature applications. Most conformal coatings exhibit poor thermal transfer properties, potentially trapping heat around sensitive components and exacerbating thermal management issues. This characteristic creates a paradoxical situation where the protective coating itself may contribute to component overheating and premature failure.
Application processes present additional technical hurdles. High-temperature resistant formulations typically require more complex curing protocols, including extended cure times or specialized equipment like UV chambers or thermal ovens. These requirements increase production costs and manufacturing complexity while potentially introducing thermal stress during the curing process itself.
Chemical resistance degradation occurs as temperatures rise, with many coatings showing diminished protection against aggressive chemicals, fuels, and lubricants at elevated temperatures. This vulnerability is particularly problematic in automotive and industrial environments where exposure to such substances is common.
Thickness control becomes increasingly difficult with high-temperature formulations, which often exhibit different viscosity profiles and flow characteristics compared to standard coatings. Achieving uniform coverage without excessive buildup or thin spots requires precise application techniques and specialized equipment.
Reworkability presents another significant challenge, as high-temperature resistant coatings typically form stronger bonds that resist conventional removal methods. This characteristic complicates repair processes and component replacement, potentially increasing maintenance costs and equipment downtime.
Environmental and regulatory considerations add further complexity, as many high-temperature resistant formulations contain compounds facing increasing regulatory scrutiny, including certain fluoropolymers, brominated flame retardants, and volatile organic compounds (VOCs).
Material stability represents the foremost challenge, as polymer-based coatings undergo chemical changes at elevated temperatures, including chain scission, oxidation, and cross-linking alterations. These changes manifest as yellowing, brittleness, and reduced adhesion to substrate surfaces. Particularly problematic is the coefficient of thermal expansion (CTE) mismatch between coating materials and electronic components, creating internal stresses during thermal cycling that accelerate coating failure.
Thermal conductivity limitations further complicate high-temperature applications. Most conformal coatings exhibit poor thermal transfer properties, potentially trapping heat around sensitive components and exacerbating thermal management issues. This characteristic creates a paradoxical situation where the protective coating itself may contribute to component overheating and premature failure.
Application processes present additional technical hurdles. High-temperature resistant formulations typically require more complex curing protocols, including extended cure times or specialized equipment like UV chambers or thermal ovens. These requirements increase production costs and manufacturing complexity while potentially introducing thermal stress during the curing process itself.
Chemical resistance degradation occurs as temperatures rise, with many coatings showing diminished protection against aggressive chemicals, fuels, and lubricants at elevated temperatures. This vulnerability is particularly problematic in automotive and industrial environments where exposure to such substances is common.
Thickness control becomes increasingly difficult with high-temperature formulations, which often exhibit different viscosity profiles and flow characteristics compared to standard coatings. Achieving uniform coverage without excessive buildup or thin spots requires precise application techniques and specialized equipment.
Reworkability presents another significant challenge, as high-temperature resistant coatings typically form stronger bonds that resist conventional removal methods. This characteristic complicates repair processes and component replacement, potentially increasing maintenance costs and equipment downtime.
Environmental and regulatory considerations add further complexity, as many high-temperature resistant formulations contain compounds facing increasing regulatory scrutiny, including certain fluoropolymers, brominated flame retardants, and volatile organic compounds (VOCs).
Existing High-Temperature Conformal Coating Solutions
01 High-temperature resistant conformal coating materials
Various materials have been developed for conformal coatings that can withstand high temperatures. These include silicone-based coatings, fluoropolymers, and specialized polymer formulations that maintain their protective properties at elevated temperatures. These coatings are designed to provide electrical insulation and environmental protection for electronic components operating in high-temperature environments, with some formulations capable of withstanding temperatures exceeding 200°C.- High-temperature resistant conformal coating materials: Various materials have been developed for conformal coatings that can withstand high temperatures. These include silicone-based coatings, fluoropolymers, and specialized polymer blends that maintain their protective properties at elevated temperatures. These materials are designed to provide reliable insulation and protection for electronic components in high-temperature environments without degrading, cracking, or losing adhesion.
- Thermal cycling resistance in conformal coatings: Conformal coatings designed for thermal cycling resistance can withstand repeated temperature fluctuations without failing. These coatings incorporate flexible polymers and stress-relieving additives that accommodate the expansion and contraction of substrates during temperature changes. This property is particularly important for electronics used in environments with significant temperature variations, such as automotive and aerospace applications.
- Application methods for temperature-resistant conformal coatings: Various application techniques are used for temperature-resistant conformal coatings, including spray coating, dip coating, and selective coating methods. The application process significantly impacts the coating's temperature resistance properties. Proper curing protocols, including temperature and time parameters, are essential to achieve optimal thermal resistance. Multi-layer application techniques can also enhance the temperature resistance of the final protective coating.
- Additives and fillers for enhanced thermal performance: Specialized additives and fillers are incorporated into conformal coatings to enhance their thermal performance. These include ceramic particles, metal oxides, and thermally conductive materials that improve heat dissipation while maintaining electrical insulation properties. Flame retardants and stabilizers are also added to prevent degradation at high temperatures and improve the overall temperature resistance of the coating system.
- Testing and qualification standards for temperature resistance: Specific testing methodologies and industry standards are used to evaluate the temperature resistance of conformal coatings. These include thermal shock testing, high-temperature aging tests, and thermal cycling evaluations. Qualification standards often specify minimum temperature resistance requirements based on the intended application environment. Testing protocols measure properties such as adhesion retention, dielectric strength, and physical integrity after exposure to temperature extremes.
02 Thermal management in conformal coatings
Conformal coatings can be formulated with thermal management properties to help dissipate heat from electronic components. These coatings incorporate thermally conductive fillers or are designed with specific structures that facilitate heat transfer while maintaining electrical insulation. This approach helps protect sensitive components from temperature-related failures and extends the operational life of electronic devices in high-temperature applications.Expand Specific Solutions03 Application methods for temperature-resistant coatings
Various application techniques are used for temperature-resistant conformal coatings, including spray coating, dip coating, and automated selective coating. The application method significantly impacts the coating's temperature resistance and overall performance. Proper curing processes, including thermal curing, UV curing, or moisture curing, are essential to achieve optimal temperature resistance properties. The thickness and uniformity of the coating also play crucial roles in determining its thermal performance.Expand Specific Solutions04 Multi-layer conformal coating systems for extreme temperatures
Multi-layer coating systems combine different materials to achieve enhanced temperature resistance across a wide range of conditions. These systems typically include a base layer for adhesion, a middle layer for thermal and electrical insulation, and a top layer for environmental protection. This approach allows for customization of temperature resistance properties while addressing other requirements such as flexibility, chemical resistance, and moisture protection. Multi-layer systems can be designed to withstand both extremely high and low temperatures.Expand Specific Solutions05 Testing and qualification of temperature-resistant conformal coatings
Standardized testing methods are used to evaluate the temperature resistance of conformal coatings, including thermal cycling tests, thermal shock tests, and long-term high-temperature exposure tests. These tests assess the coating's ability to maintain its protective properties under various temperature conditions. Performance criteria include adhesion retention, dielectric strength maintenance, and resistance to cracking or delamination after thermal stress. Qualification processes ensure that coatings meet industry standards and application-specific requirements for temperature resistance.Expand Specific Solutions
Leading Manufacturers and Competitive Landscape
The conformal coating market for high-temperature applications is currently in a growth phase, with increasing demand driven by automotive, aerospace, and electronics industries requiring reliable protection in extreme environments. The global market is projected to reach significant expansion as industries adopt more sophisticated electronic systems operating in harsh conditions. Technologically, the field shows varying maturity levels, with established players like Nordson Corp. and 3M Innovative Properties offering proven solutions, while companies such as HzO, Favored Tech, and Applied Thin Films are advancing innovative approaches including nano-coatings and specialized high-temperature formulations. Traditional chemical manufacturers like Wacker Chemie and Shin-Etsu Chemical provide material foundations, while electronics specialists including Seiko Epson and Texas Instruments drive application-specific requirements for next-generation coating technologies.
Nordson Corp.
Technical Solution: Nordson has developed advanced selective conformal coating systems specifically engineered for high-temperature applications. Their technology utilizes precision automated dispensing equipment with multi-axis robots that can apply uniform coating thicknesses between 25-250 microns with exceptional accuracy. Their proprietary high-temperature formulations incorporate silicone-based polymers with ceramic fillers that maintain structural integrity at temperatures exceeding 200°C while providing excellent thermal shock resistance. Nordson's systems feature integrated UV inspection capabilities and closed-loop feedback mechanisms that continuously monitor coating parameters to ensure consistent application quality. Their latest innovation includes AI-driven process optimization that adjusts coating parameters in real-time based on environmental conditions and substrate characteristics, resulting in up to 30% reduction in material waste and 25% improvement in coating uniformity across complex geometries[1][3].
Strengths: Industry-leading precision automated dispensing systems with multi-axis robots enabling complex geometries to be coated uniformly; proprietary high-temperature formulations with excellent thermal shock resistance. Weaknesses: Higher initial capital investment compared to manual coating systems; requires specialized training for operators to maximize system capabilities.
3M Innovative Properties Co.
Technical Solution: 3M has pioneered high-temperature conformal coating solutions through their advanced fluoropolymer technology platform. Their proprietary formulations utilize modified PTFE and fluorosilicone polymers engineered to maintain electrical insulation properties at continuous operating temperatures up to 260°C. The coating systems incorporate nano-ceramic particles that enhance thermal conductivity while maintaining flexibility, allowing for thermal expansion without cracking or delamination. 3M's two-component coating system features a base layer that chemically bonds to substrate materials and a top layer that provides environmental protection, resulting in exceptional adhesion even during thermal cycling. Their latest innovation includes a solvent-free UV-curable formulation that reduces VOC emissions by approximately 95% compared to traditional solvent-based systems while achieving full cure in under 60 seconds. Independent testing has demonstrated these coatings maintain dielectric strength above 1500V/mil after 1000 hours at 250°C[2][5].
Strengths: Exceptional high-temperature performance up to 260°C; environmentally friendly solvent-free formulations; rapid UV-curing capabilities reducing production time. Weaknesses: Higher material cost compared to conventional conformal coatings; requires specialized application equipment for optimal performance; limited repairability once cured.
Key Patents and Innovations in Thermal-Resistant Materials
Implementing conformal coating composition for high current circuit applications
PatentInactiveUS20160192481A1
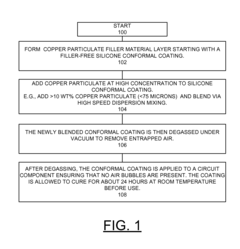
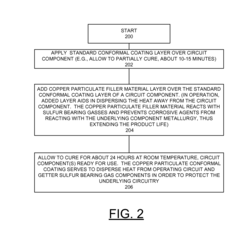
Innovation
- A copper particulate filler material layer is added over a standard conformal coating on circuit components, which reacts with sulfur-bearing gases to form Cu2S, preventing corrosion and acting as a heat disperser, thereby extending the life of high current circuit components.
Covering device for covering at least one region of a component during a high-temperature coating process
PatentActiveUS20190382878A1
Innovation
- A covering device fabricated from high-temperature-resistant plastic with integrated fibers that maintains dimensional stability up to 1000°C, allowing form-fitting engagement without damaging the component surface and enabling multiple uses, while being lighter and less prone to deformation.

Environmental Impact and Sustainability Considerations
The environmental impact of conformal coatings in high-temperature applications has become increasingly significant as industries face stricter regulations and growing sustainability concerns. Traditional high-temperature conformal coatings often contain volatile organic compounds (VOCs), heavy metals, and other environmentally harmful substances that pose risks during manufacturing, application, and disposal phases. These materials can contribute to air pollution, water contamination, and soil degradation when improperly managed throughout their lifecycle.
Recent advancements in coating technologies have led to the development of more environmentally friendly alternatives. Water-based and UV-curable conformal coatings have emerged as promising options with significantly reduced VOC emissions compared to solvent-based systems. These formulations maintain high-temperature performance while minimizing environmental footprint. Additionally, bio-based polymers derived from renewable resources are being explored as sustainable components in next-generation coating formulations, potentially reducing dependency on petroleum-based raw materials.
Energy consumption during the curing and application processes represents another critical environmental consideration. Conventional thermal curing methods require substantial energy inputs, contributing to carbon emissions. Optimization efforts focusing on lower-temperature curing cycles, UV-LED curing systems, and more efficient application equipment can substantially reduce the carbon footprint of coating operations while maintaining performance requirements for high-temperature applications.
End-of-life considerations are gaining prominence in coating selection criteria. Recyclability and biodegradability of coating materials present challenges, particularly for high-temperature applications where performance requirements often necessitate highly stable chemical structures. Research into designing coatings with controlled degradation mechanisms or easier removal processes could facilitate better recycling of coated electronic components and reduce electronic waste.
Regulatory compliance continues to evolve globally, with frameworks such as RoHS, REACH, and various regional VOC regulations imposing stricter limitations on coating compositions. Forward-thinking manufacturers are proactively reformulating products to eliminate substances of concern before regulatory deadlines, gaining competitive advantages in environmentally conscious markets. This regulatory landscape is driving innovation toward greener chemistry approaches in high-temperature coating development.
Life Cycle Assessment (LCA) methodologies are increasingly being applied to evaluate the comprehensive environmental impact of conformal coatings from raw material extraction through manufacturing, use, and disposal. These assessments reveal opportunities for environmental optimization beyond just the coating formulation itself, including packaging reduction, transportation efficiency, and application process improvements that collectively minimize the ecological footprint of protective coating systems for high-temperature electronics.
Recent advancements in coating technologies have led to the development of more environmentally friendly alternatives. Water-based and UV-curable conformal coatings have emerged as promising options with significantly reduced VOC emissions compared to solvent-based systems. These formulations maintain high-temperature performance while minimizing environmental footprint. Additionally, bio-based polymers derived from renewable resources are being explored as sustainable components in next-generation coating formulations, potentially reducing dependency on petroleum-based raw materials.
Energy consumption during the curing and application processes represents another critical environmental consideration. Conventional thermal curing methods require substantial energy inputs, contributing to carbon emissions. Optimization efforts focusing on lower-temperature curing cycles, UV-LED curing systems, and more efficient application equipment can substantially reduce the carbon footprint of coating operations while maintaining performance requirements for high-temperature applications.
End-of-life considerations are gaining prominence in coating selection criteria. Recyclability and biodegradability of coating materials present challenges, particularly for high-temperature applications where performance requirements often necessitate highly stable chemical structures. Research into designing coatings with controlled degradation mechanisms or easier removal processes could facilitate better recycling of coated electronic components and reduce electronic waste.
Regulatory compliance continues to evolve globally, with frameworks such as RoHS, REACH, and various regional VOC regulations imposing stricter limitations on coating compositions. Forward-thinking manufacturers are proactively reformulating products to eliminate substances of concern before regulatory deadlines, gaining competitive advantages in environmentally conscious markets. This regulatory landscape is driving innovation toward greener chemistry approaches in high-temperature coating development.
Life Cycle Assessment (LCA) methodologies are increasingly being applied to evaluate the comprehensive environmental impact of conformal coatings from raw material extraction through manufacturing, use, and disposal. These assessments reveal opportunities for environmental optimization beyond just the coating formulation itself, including packaging reduction, transportation efficiency, and application process improvements that collectively minimize the ecological footprint of protective coating systems for high-temperature electronics.
Thermal Testing Methodologies and Quality Standards
Thermal testing methodologies for conformal coatings in high-temperature applications require rigorous protocols to ensure reliability and performance. The industry has established several standardized testing procedures, including thermal shock testing (MIL-STD-810G), thermal cycling (IPC-CC-830B), and heat resistance testing (UL 746E). These tests simulate extreme temperature conditions that coated electronic components might encounter during their operational lifetime.
Temperature ramp rate control represents a critical parameter in thermal testing, as rapid temperature changes can induce different failure modes compared to gradual transitions. Most standards recommend controlled ramp rates between 10-15°C per minute to accurately assess coating performance without introducing artificial stressors that wouldn't occur in real-world applications.
Quality standards for high-temperature conformal coatings typically specify minimum performance thresholds across multiple parameters. The IPC-CC-830B standard, widely adopted in the electronics industry, requires coatings to maintain integrity after exposure to temperatures of 125°C for 1000 hours. For more demanding applications, specialized standards like NASA-STD-8739.1 impose stricter requirements, mandating performance at temperatures up to 200°C with minimal degradation.
Accelerated aging tests constitute another essential methodology, where coatings are subjected to elevated temperatures for extended periods to simulate years of service in compressed timeframes. The Arrhenius equation serves as the mathematical foundation for these tests, establishing that chemical degradation rates approximately double with every 10°C increase in temperature.
Thermal outgassing measurement has emerged as a critical quality parameter, particularly for applications in sealed environments or sensitive equipment. ASTM E595 provides standardized methods for measuring volatile content release at elevated temperatures, with high-performance coatings typically required to demonstrate less than 1% total mass loss and less than 0.1% collected volatile condensable materials.
Adhesion retention testing after thermal exposure represents perhaps the most crucial quality metric. The ASTM D3359 cross-hatch adhesion test, performed before and after thermal aging, provides quantitative data on coating adhesion degradation. Industry standards typically require coatings to maintain at least 80% of their original adhesion strength after thermal cycling to qualify for high-temperature applications.
Recent advancements in testing methodologies include real-time monitoring systems that track coating properties throughout thermal exposure, providing more comprehensive performance data than traditional before-and-after testing approaches. These systems enable the identification of critical temperature thresholds where coating properties begin to change, offering valuable insights for optimization efforts.
Temperature ramp rate control represents a critical parameter in thermal testing, as rapid temperature changes can induce different failure modes compared to gradual transitions. Most standards recommend controlled ramp rates between 10-15°C per minute to accurately assess coating performance without introducing artificial stressors that wouldn't occur in real-world applications.
Quality standards for high-temperature conformal coatings typically specify minimum performance thresholds across multiple parameters. The IPC-CC-830B standard, widely adopted in the electronics industry, requires coatings to maintain integrity after exposure to temperatures of 125°C for 1000 hours. For more demanding applications, specialized standards like NASA-STD-8739.1 impose stricter requirements, mandating performance at temperatures up to 200°C with minimal degradation.
Accelerated aging tests constitute another essential methodology, where coatings are subjected to elevated temperatures for extended periods to simulate years of service in compressed timeframes. The Arrhenius equation serves as the mathematical foundation for these tests, establishing that chemical degradation rates approximately double with every 10°C increase in temperature.
Thermal outgassing measurement has emerged as a critical quality parameter, particularly for applications in sealed environments or sensitive equipment. ASTM E595 provides standardized methods for measuring volatile content release at elevated temperatures, with high-performance coatings typically required to demonstrate less than 1% total mass loss and less than 0.1% collected volatile condensable materials.
Adhesion retention testing after thermal exposure represents perhaps the most crucial quality metric. The ASTM D3359 cross-hatch adhesion test, performed before and after thermal aging, provides quantitative data on coating adhesion degradation. Industry standards typically require coatings to maintain at least 80% of their original adhesion strength after thermal cycling to qualify for high-temperature applications.
Recent advancements in testing methodologies include real-time monitoring systems that track coating properties throughout thermal exposure, providing more comprehensive performance data than traditional before-and-after testing approaches. These systems enable the identification of critical temperature thresholds where coating properties begin to change, offering valuable insights for optimization efforts.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!