Solenoid Valve Integration for Enhanced Smelting Process Control
JUL 23, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Solenoid Valve Smelting Integration Background
The integration of solenoid valves in smelting processes represents a significant advancement in the field of metallurgy and industrial automation. Solenoid valves, which are electromechanically operated devices used to control the flow of fluids, have become increasingly important in enhancing the precision and efficiency of smelting operations. This technology has evolved from simple on-off mechanisms to sophisticated control systems capable of fine-tuning various aspects of the smelting process.
The smelting industry has long sought ways to improve process control, reduce energy consumption, and enhance product quality. Traditional methods often relied on manual adjustments and less precise mechanical systems, leading to inconsistencies in output and higher operational costs. The introduction of solenoid valves into smelting processes marks a pivotal shift towards more automated and responsive control systems.
Historically, the development of solenoid valve technology for smelting applications can be traced back to the mid-20th century, coinciding with the broader trend of industrial automation. Early implementations were primarily focused on basic flow control in cooling systems and material transport. However, as the technology matured and the demands of the smelting industry grew more complex, the role of solenoid valves expanded significantly.
In recent years, the integration of solenoid valves has become more sophisticated, encompassing various critical aspects of the smelting process. These valves now play crucial roles in controlling gas flows, regulating pressure, managing temperature, and even in the precise dosing of additives and raw materials. This level of control has enabled smelting operations to achieve unprecedented levels of efficiency and product consistency.
The drive towards more sustainable and environmentally friendly smelting practices has further accelerated the adoption and development of advanced solenoid valve systems. These valves contribute to reduced emissions and improved energy efficiency by allowing for more precise control over combustion processes and material flows. Additionally, the integration of solenoid valves has facilitated the implementation of advanced process monitoring and data collection systems, paving the way for smart, data-driven smelting operations.
As the smelting industry continues to evolve, the integration of solenoid valves is expected to play an increasingly vital role. Current research and development efforts are focused on enhancing the durability of these valves in extreme temperature environments, improving their response times, and developing more sophisticated control algorithms. These advancements aim to further optimize smelting processes, reduce operational costs, and meet increasingly stringent environmental regulations.
The smelting industry has long sought ways to improve process control, reduce energy consumption, and enhance product quality. Traditional methods often relied on manual adjustments and less precise mechanical systems, leading to inconsistencies in output and higher operational costs. The introduction of solenoid valves into smelting processes marks a pivotal shift towards more automated and responsive control systems.
Historically, the development of solenoid valve technology for smelting applications can be traced back to the mid-20th century, coinciding with the broader trend of industrial automation. Early implementations were primarily focused on basic flow control in cooling systems and material transport. However, as the technology matured and the demands of the smelting industry grew more complex, the role of solenoid valves expanded significantly.
In recent years, the integration of solenoid valves has become more sophisticated, encompassing various critical aspects of the smelting process. These valves now play crucial roles in controlling gas flows, regulating pressure, managing temperature, and even in the precise dosing of additives and raw materials. This level of control has enabled smelting operations to achieve unprecedented levels of efficiency and product consistency.
The drive towards more sustainable and environmentally friendly smelting practices has further accelerated the adoption and development of advanced solenoid valve systems. These valves contribute to reduced emissions and improved energy efficiency by allowing for more precise control over combustion processes and material flows. Additionally, the integration of solenoid valves has facilitated the implementation of advanced process monitoring and data collection systems, paving the way for smart, data-driven smelting operations.
As the smelting industry continues to evolve, the integration of solenoid valves is expected to play an increasingly vital role. Current research and development efforts are focused on enhancing the durability of these valves in extreme temperature environments, improving their response times, and developing more sophisticated control algorithms. These advancements aim to further optimize smelting processes, reduce operational costs, and meet increasingly stringent environmental regulations.
Market Demand Analysis
The integration of solenoid valves in smelting process control systems has witnessed a significant surge in market demand over recent years. This growth is primarily driven by the increasing need for enhanced precision, efficiency, and automation in metallurgical operations. The global smelting industry, particularly in sectors such as copper, aluminum, and steel production, is experiencing a shift towards more sophisticated control mechanisms to optimize resource utilization and minimize environmental impact.
Market analysis indicates that the demand for advanced solenoid valve solutions in smelting processes is expected to grow steadily. This trend is fueled by the rising focus on energy efficiency and the implementation of stringent environmental regulations across major industrialized nations. Smelting operations are under pressure to reduce emissions and improve overall process efficiency, making the integration of precise control systems a critical factor in meeting these objectives.
The Asia-Pacific region, particularly China and India, represents the largest market for solenoid valve integration in smelting processes. This is attributed to the rapid industrialization and expansion of metallurgical operations in these countries. North America and Europe follow closely, driven by the need to modernize existing smelting facilities and comply with stricter environmental standards.
A key market driver is the potential for cost savings through improved process control. By integrating advanced solenoid valve systems, smelting operations can achieve more precise control over material flow, temperature regulation, and pressure management. This precision translates into reduced energy consumption, minimized raw material waste, and increased product quality, all of which contribute to significant cost reductions in the long term.
The market is also influenced by the growing adoption of Industry 4.0 technologies in the metallurgical sector. Smart solenoid valves, capable of real-time data transmission and remote operation, are gaining traction. These advanced systems enable predictive maintenance, reduce downtime, and facilitate better integration with overall plant management systems, aligning with the industry's move towards more connected and intelligent manufacturing processes.
Furthermore, there is an increasing demand for customized solenoid valve solutions that can withstand the harsh environments typical in smelting operations. This includes resistance to high temperatures, corrosive materials, and extreme pressures. Manufacturers who can provide robust, reliable, and tailored solutions are likely to gain a competitive edge in this specialized market.
In conclusion, the market demand for solenoid valve integration in smelting process control is robust and multifaceted. It is driven by the need for operational efficiency, environmental compliance, cost reduction, and technological advancement in the metallurgical industry. As the global focus on sustainable and efficient manufacturing practices intensifies, the demand for these advanced control systems is expected to continue its upward trajectory.
Market analysis indicates that the demand for advanced solenoid valve solutions in smelting processes is expected to grow steadily. This trend is fueled by the rising focus on energy efficiency and the implementation of stringent environmental regulations across major industrialized nations. Smelting operations are under pressure to reduce emissions and improve overall process efficiency, making the integration of precise control systems a critical factor in meeting these objectives.
The Asia-Pacific region, particularly China and India, represents the largest market for solenoid valve integration in smelting processes. This is attributed to the rapid industrialization and expansion of metallurgical operations in these countries. North America and Europe follow closely, driven by the need to modernize existing smelting facilities and comply with stricter environmental standards.
A key market driver is the potential for cost savings through improved process control. By integrating advanced solenoid valve systems, smelting operations can achieve more precise control over material flow, temperature regulation, and pressure management. This precision translates into reduced energy consumption, minimized raw material waste, and increased product quality, all of which contribute to significant cost reductions in the long term.
The market is also influenced by the growing adoption of Industry 4.0 technologies in the metallurgical sector. Smart solenoid valves, capable of real-time data transmission and remote operation, are gaining traction. These advanced systems enable predictive maintenance, reduce downtime, and facilitate better integration with overall plant management systems, aligning with the industry's move towards more connected and intelligent manufacturing processes.
Furthermore, there is an increasing demand for customized solenoid valve solutions that can withstand the harsh environments typical in smelting operations. This includes resistance to high temperatures, corrosive materials, and extreme pressures. Manufacturers who can provide robust, reliable, and tailored solutions are likely to gain a competitive edge in this specialized market.
In conclusion, the market demand for solenoid valve integration in smelting process control is robust and multifaceted. It is driven by the need for operational efficiency, environmental compliance, cost reduction, and technological advancement in the metallurgical industry. As the global focus on sustainable and efficient manufacturing practices intensifies, the demand for these advanced control systems is expected to continue its upward trajectory.
Current Challenges
The integration of solenoid valves in smelting process control faces several significant challenges that hinder optimal performance and efficiency. One of the primary obstacles is the harsh operating environment inherent to smelting processes. Extreme temperatures, corrosive gases, and abrasive particulates can severely impact the longevity and reliability of solenoid valves, leading to frequent maintenance and replacement cycles.
Another critical challenge lies in the precise control requirements of modern smelting operations. Solenoid valves must respond rapidly and accurately to minute changes in process parameters, often in millisecond timeframes. Achieving this level of responsiveness while maintaining consistent performance over extended periods remains a significant technical hurdle.
The complexity of smelting processes also presents challenges in terms of system integration. Solenoid valves must seamlessly interface with a wide array of sensors, control systems, and other process equipment. Ensuring compatibility and effective communication between these diverse components can be problematic, particularly when retrofitting existing smelting facilities with advanced control systems.
Energy efficiency is another area of concern. Traditional solenoid valves can consume substantial amounts of power, especially in large-scale smelting operations. Developing energy-efficient alternatives that do not compromise on performance or reliability is a key challenge facing the industry.
Scalability and customization pose additional difficulties. Smelting processes vary widely depending on the materials being processed and the specific requirements of each facility. Creating solenoid valve solutions that can be easily scaled and adapted to different smelting applications without significant redesign or reconfiguration is a complex engineering challenge.
Maintenance and diagnostics present ongoing challenges in solenoid valve integration. Developing robust predictive maintenance systems and real-time diagnostic capabilities is crucial for minimizing downtime and optimizing valve performance. However, implementing these advanced features in the harsh smelting environment requires innovative approaches to sensor technology and data analysis.
Regulatory compliance and safety standards add another layer of complexity to solenoid valve integration. Meeting increasingly stringent environmental and safety regulations while maintaining process efficiency demands continuous innovation in valve design and control strategies.
Lastly, the cost-effectiveness of advanced solenoid valve systems remains a significant hurdle. While improved process control can yield substantial long-term benefits, the initial investment required for high-performance valve systems can be prohibitive for some smelting operations, particularly smaller facilities or those in developing regions.
Another critical challenge lies in the precise control requirements of modern smelting operations. Solenoid valves must respond rapidly and accurately to minute changes in process parameters, often in millisecond timeframes. Achieving this level of responsiveness while maintaining consistent performance over extended periods remains a significant technical hurdle.
The complexity of smelting processes also presents challenges in terms of system integration. Solenoid valves must seamlessly interface with a wide array of sensors, control systems, and other process equipment. Ensuring compatibility and effective communication between these diverse components can be problematic, particularly when retrofitting existing smelting facilities with advanced control systems.
Energy efficiency is another area of concern. Traditional solenoid valves can consume substantial amounts of power, especially in large-scale smelting operations. Developing energy-efficient alternatives that do not compromise on performance or reliability is a key challenge facing the industry.
Scalability and customization pose additional difficulties. Smelting processes vary widely depending on the materials being processed and the specific requirements of each facility. Creating solenoid valve solutions that can be easily scaled and adapted to different smelting applications without significant redesign or reconfiguration is a complex engineering challenge.
Maintenance and diagnostics present ongoing challenges in solenoid valve integration. Developing robust predictive maintenance systems and real-time diagnostic capabilities is crucial for minimizing downtime and optimizing valve performance. However, implementing these advanced features in the harsh smelting environment requires innovative approaches to sensor technology and data analysis.
Regulatory compliance and safety standards add another layer of complexity to solenoid valve integration. Meeting increasingly stringent environmental and safety regulations while maintaining process efficiency demands continuous innovation in valve design and control strategies.
Lastly, the cost-effectiveness of advanced solenoid valve systems remains a significant hurdle. While improved process control can yield substantial long-term benefits, the initial investment required for high-performance valve systems can be prohibitive for some smelting operations, particularly smaller facilities or those in developing regions.
Existing Solutions
01 Solenoid valve control systems
Advanced control systems for solenoid valves, incorporating sensors and microprocessors to regulate fluid flow and pressure. These systems can adapt to changing conditions, improve efficiency, and provide precise control in various industrial applications.- Solenoid valve control systems: Advanced control systems for solenoid valves, incorporating electronic controllers and sensors to regulate fluid flow and pressure. These systems often include feedback mechanisms and can be integrated with larger process control networks for improved efficiency and precision in industrial applications.
- Diagnostic and monitoring techniques: Methods for real-time monitoring and diagnostics of solenoid valve performance. These techniques may involve analyzing valve response times, current signatures, or pressure differentials to detect potential issues, predict maintenance needs, and optimize overall system performance.
- Energy-efficient solenoid valve designs: Innovative solenoid valve designs focused on reducing energy consumption and improving operational efficiency. These may include low-power actuators, optimized magnetic circuits, or novel materials to minimize power requirements while maintaining reliable performance in process control applications.
- Integration with industrial control systems: Techniques for seamlessly integrating solenoid valves into larger industrial control systems and networks. This may involve standardized communication protocols, modular designs, or software interfaces that allow for easy configuration, monitoring, and control of multiple valves within a complex process environment.
- Adaptive control algorithms: Advanced control algorithms that adapt to changing process conditions or valve characteristics over time. These may incorporate machine learning techniques, fuzzy logic, or model predictive control to optimize valve performance, compensate for wear, and maintain precise fluid control across various operating conditions.
02 Process control optimization using solenoid valves
Integration of solenoid valves in process control systems to enhance overall efficiency and accuracy. This includes feedback mechanisms, real-time monitoring, and adaptive control algorithms to optimize industrial processes and reduce energy consumption.Expand Specific Solutions03 Solenoid valve diagnostics and maintenance
Development of diagnostic tools and predictive maintenance techniques for solenoid valves in process control applications. These methods help identify potential issues, schedule maintenance, and prevent unexpected downtime in industrial settings.Expand Specific Solutions04 Energy-efficient solenoid valve designs
Innovative solenoid valve designs focused on reducing energy consumption and improving overall efficiency in process control systems. These designs may incorporate new materials, optimized electromagnetic components, or novel actuation mechanisms.Expand Specific Solutions05 Integration of solenoid valves in smart manufacturing
Incorporation of solenoid valves into Industry 4.0 and smart manufacturing concepts, including IoT connectivity, data analytics, and remote monitoring capabilities. This integration enables improved process control, predictive maintenance, and overall system optimization.Expand Specific Solutions
Key Industry Players
The research on solenoid valve integration for enhanced smelting process control is in a growth phase, with increasing market size driven by the demand for improved efficiency and automation in industrial processes. The technology is maturing rapidly, with major players like Robert Bosch GmbH, Eaton Corp., and Caterpillar, Inc. leading innovation. Companies such as Hyundai Motor Co., Ltd. and Honda Motor Co., Ltd. are also contributing to advancements, particularly in automotive applications. The competitive landscape is diverse, with specialized firms like Solero Technologies LLC and RPE Srl focusing on niche markets, while larger conglomerates like BorgWarner, Inc. and Continental Automotive Technologies GmbH leverage their extensive resources for broader market penetration.
Robert Bosch GmbH
Technical Solution: Bosch has developed an advanced solenoid valve integration system for enhanced smelting process control. Their solution incorporates smart sensors and actuators with real-time data processing capabilities. The system utilizes a network of precisely controlled solenoid valves to regulate gas and fluid flows in the smelting furnace. Machine learning algorithms analyze sensor data to optimize valve operations, improving overall process efficiency. Bosch's system can adjust valve timings and flow rates with millisecond precision, enabling fine-tuned control of temperature, pressure, and chemical composition throughout the smelting process[1][3]. The integration of IoT connectivity allows for remote monitoring and control, enhancing safety and reducing downtime[5].
Strengths: High precision control, advanced data analytics, and IoT integration. Weaknesses: Potentially high initial implementation cost and complexity in retrofitting existing systems.
Eaton Corp.
Technical Solution: Eaton's approach to solenoid valve integration for smelting process control focuses on hydraulic and pneumatic systems optimization. Their solution combines high-performance solenoid valves with intelligent control modules to create a responsive and adaptive system. Eaton's valves feature fast response times and high flow rates, crucial for rapid adjustments in the smelting process. The company's proprietary control software uses predictive algorithms to anticipate process changes and adjust valve operations proactively. This system integrates with existing plant control systems, offering seamless data exchange and operation[2]. Eaton's solution also incorporates condition monitoring features, allowing for predictive maintenance and reducing unexpected downtime[4].
Strengths: Robust hydraulic and pneumatic expertise, predictive control capabilities, and easy integration with existing systems. Weaknesses: May require specialized training for operators and maintenance personnel.
Core Innovations
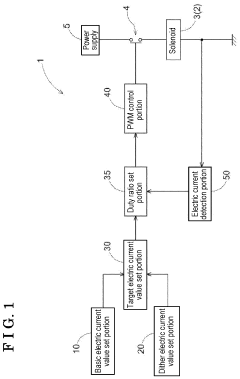
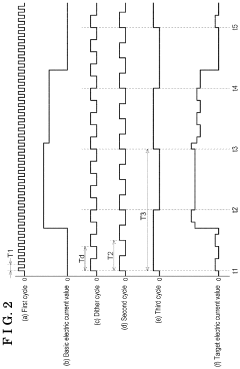
Solenoid valve control apparatus and control method of solenoid valve
PatentInactiveUS20200133312A1
Innovation
- A solenoid valve control apparatus that sets a basic electric current value, a dither electric current value, and a target electric current value, with a duty ratio set based on actual current values, allowing for PWM control with reduced calculation frequency and maintaining effective dithering without the need for high-performance calculation.
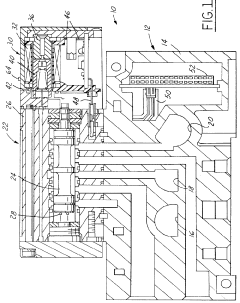
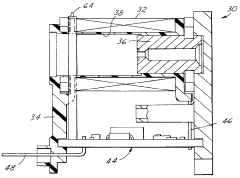
Solenoid valve control system
PatentInactiveUS6164323A
Innovation
- A solenoid valve assembly with embedded microprocessor-based control circuitry and a unitary molded or potted assembly, featuring a microprocessor that monitors solenoid coil conditions, reduces power consumption and operating temperature by applying power at a reduced duty cycle, and includes an LED indicator for coil failures, integrating the solenoid and control circuitry as a single, sealed unit.

Regulatory Compliance
The integration of solenoid valves in smelting process control systems is subject to a complex regulatory landscape that encompasses safety, environmental, and operational standards. Compliance with these regulations is crucial for ensuring the safe and efficient operation of smelting facilities while minimizing environmental impact.
At the forefront of regulatory compliance are safety standards set by organizations such as the Occupational Safety and Health Administration (OSHA) in the United States and similar bodies in other countries. These standards mandate specific requirements for the design, installation, and operation of control systems in hazardous environments typical of smelting operations. Solenoid valves, as critical components in process control, must meet stringent safety certifications to prevent potential accidents or equipment failures that could lead to catastrophic events.
Environmental regulations also play a significant role in shaping the integration of solenoid valves in smelting processes. Agencies like the Environmental Protection Agency (EPA) in the U.S. and the European Environment Agency (EEA) in Europe impose strict guidelines on emissions control and waste management. Solenoid valves must be designed and implemented to support precise control of gas flows and other process variables to ensure compliance with these environmental standards.
Industry-specific regulations, such as those outlined by the American Iron and Steel Institute (AISI) or the International Copper Association (ICA), provide additional guidelines for process control in smelting operations. These regulations often focus on energy efficiency, product quality, and operational best practices, all of which can be influenced by the effective integration of solenoid valves.
Compliance with electromagnetic compatibility (EMC) regulations is another critical aspect of solenoid valve integration. Given the electromagnetic nature of solenoid operation and the potential for interference with other electronic systems in the smelting facility, adherence to EMC standards is essential to ensure reliable and safe operation of all equipment.
Furthermore, the integration of solenoid valves must comply with pressure equipment directives, such as the Pressure Equipment Directive (PED) in the European Union. These regulations set standards for the design and manufacture of pressure equipment, including valves used in high-pressure smelting processes.
As smelting operations increasingly adopt digital technologies and automation, compliance with cybersecurity regulations becomes paramount. Standards such as IEC 62443 for industrial control systems security must be considered when integrating solenoid valves into networked control systems to protect against potential cyber threats.
Lastly, compliance with international trade regulations is necessary when sourcing solenoid valves or related technologies from global suppliers. Adherence to import/export controls and trade agreements ensures that the integration of these components does not violate any international trade laws or sanctions.
At the forefront of regulatory compliance are safety standards set by organizations such as the Occupational Safety and Health Administration (OSHA) in the United States and similar bodies in other countries. These standards mandate specific requirements for the design, installation, and operation of control systems in hazardous environments typical of smelting operations. Solenoid valves, as critical components in process control, must meet stringent safety certifications to prevent potential accidents or equipment failures that could lead to catastrophic events.
Environmental regulations also play a significant role in shaping the integration of solenoid valves in smelting processes. Agencies like the Environmental Protection Agency (EPA) in the U.S. and the European Environment Agency (EEA) in Europe impose strict guidelines on emissions control and waste management. Solenoid valves must be designed and implemented to support precise control of gas flows and other process variables to ensure compliance with these environmental standards.
Industry-specific regulations, such as those outlined by the American Iron and Steel Institute (AISI) or the International Copper Association (ICA), provide additional guidelines for process control in smelting operations. These regulations often focus on energy efficiency, product quality, and operational best practices, all of which can be influenced by the effective integration of solenoid valves.
Compliance with electromagnetic compatibility (EMC) regulations is another critical aspect of solenoid valve integration. Given the electromagnetic nature of solenoid operation and the potential for interference with other electronic systems in the smelting facility, adherence to EMC standards is essential to ensure reliable and safe operation of all equipment.
Furthermore, the integration of solenoid valves must comply with pressure equipment directives, such as the Pressure Equipment Directive (PED) in the European Union. These regulations set standards for the design and manufacture of pressure equipment, including valves used in high-pressure smelting processes.
As smelting operations increasingly adopt digital technologies and automation, compliance with cybersecurity regulations becomes paramount. Standards such as IEC 62443 for industrial control systems security must be considered when integrating solenoid valves into networked control systems to protect against potential cyber threats.
Lastly, compliance with international trade regulations is necessary when sourcing solenoid valves or related technologies from global suppliers. Adherence to import/export controls and trade agreements ensures that the integration of these components does not violate any international trade laws or sanctions.
Environmental Impact
The integration of solenoid valves in smelting process control systems has significant implications for environmental impact. These advanced control mechanisms contribute to more precise regulation of material flows, temperatures, and pressures within smelting furnaces, leading to improved energy efficiency and reduced emissions. By enabling finer control over the smelting process, solenoid valves help minimize the production of harmful byproducts and waste materials.
One of the primary environmental benefits of solenoid valve integration is the potential for reduced energy consumption. More accurate control of gas flows and combustion processes allows for optimized fuel usage, resulting in lower greenhouse gas emissions. This improvement in energy efficiency not only reduces the carbon footprint of smelting operations but also contributes to overall cost savings for the industry.
The enhanced control provided by solenoid valves also leads to more efficient use of raw materials. By precisely regulating the input of ores, fluxes, and other additives, the smelting process can be fine-tuned to maximize yield and minimize waste. This optimization reduces the amount of slag and other byproducts generated, thereby decreasing the environmental impact associated with waste disposal and landfill usage.
Furthermore, the integration of solenoid valves in smelting processes can contribute to improved air quality control. By enabling more responsive adjustments to furnace conditions, these systems can help reduce the emission of particulate matter, sulfur dioxide, and other pollutants. This is particularly important in areas where smelting operations are subject to strict environmental regulations.
Water conservation is another area where solenoid valve integration can have a positive environmental impact. By allowing for more precise control of cooling systems and quenching processes, these valves can help reduce water consumption in smelting operations. This is especially significant in regions where water scarcity is a concern, as it helps to minimize the industry's impact on local water resources.
The implementation of solenoid valve technology also supports the development of more advanced pollution control systems. By providing rapid and accurate control over gas flows, these valves can enhance the effectiveness of scrubbers, filters, and other emission control equipment. This leads to more efficient capture and treatment of pollutants, further reducing the environmental footprint of smelting operations.
In conclusion, the integration of solenoid valves in smelting process control systems offers substantial environmental benefits. From improved energy efficiency and reduced emissions to better resource utilization and enhanced pollution control, this technology contributes significantly to making smelting operations more sustainable and environmentally friendly.
One of the primary environmental benefits of solenoid valve integration is the potential for reduced energy consumption. More accurate control of gas flows and combustion processes allows for optimized fuel usage, resulting in lower greenhouse gas emissions. This improvement in energy efficiency not only reduces the carbon footprint of smelting operations but also contributes to overall cost savings for the industry.
The enhanced control provided by solenoid valves also leads to more efficient use of raw materials. By precisely regulating the input of ores, fluxes, and other additives, the smelting process can be fine-tuned to maximize yield and minimize waste. This optimization reduces the amount of slag and other byproducts generated, thereby decreasing the environmental impact associated with waste disposal and landfill usage.
Furthermore, the integration of solenoid valves in smelting processes can contribute to improved air quality control. By enabling more responsive adjustments to furnace conditions, these systems can help reduce the emission of particulate matter, sulfur dioxide, and other pollutants. This is particularly important in areas where smelting operations are subject to strict environmental regulations.
Water conservation is another area where solenoid valve integration can have a positive environmental impact. By allowing for more precise control of cooling systems and quenching processes, these valves can help reduce water consumption in smelting operations. This is especially significant in regions where water scarcity is a concern, as it helps to minimize the industry's impact on local water resources.
The implementation of solenoid valve technology also supports the development of more advanced pollution control systems. By providing rapid and accurate control over gas flows, these valves can enhance the effectiveness of scrubbers, filters, and other emission control equipment. This leads to more efficient capture and treatment of pollutants, further reducing the environmental footprint of smelting operations.
In conclusion, the integration of solenoid valves in smelting process control systems offers substantial environmental benefits. From improved energy efficiency and reduced emissions to better resource utilization and enhanced pollution control, this technology contributes significantly to making smelting operations more sustainable and environmentally friendly.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!