

A Deep Dive into Ethylene Vinyl Acetate Potentials
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
EVA Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and significant material in various industries over the past few decades. This copolymer, composed of ethylene and vinyl acetate, has a rich history dating back to its development in the 1950s. Initially conceived as an improvement over polyethylene, EVA has since evolved into a material with diverse applications due to its unique combination of properties.
The evolution of EVA technology has been driven by the continuous pursuit of enhanced performance characteristics. From its early days as a packaging material, EVA has expanded its reach into sectors such as solar panel encapsulation, footwear manufacturing, and adhesive production. This progression highlights the material's adaptability and the industry's commitment to exploring its full potential.
Current technological trends in EVA development focus on improving its thermal stability, UV resistance, and overall durability. These advancements aim to extend the material's lifespan and broaden its applicability in more demanding environments. Additionally, there is a growing emphasis on developing eco-friendly EVA formulations to align with global sustainability initiatives.
The objectives of delving deeper into EVA potentials are multifaceted. Primarily, there is a drive to unlock new applications by fine-tuning the material's properties through innovative copolymerization techniques and additive technologies. Researchers and industry professionals are exploring ways to enhance EVA's flame retardancy, increase its mechanical strength, and improve its barrier properties against oxygen and moisture.
Another key objective is to optimize EVA production processes to achieve better cost-efficiency and reduce environmental impact. This includes developing more energy-efficient polymerization methods and exploring bio-based sources for vinyl acetate monomers. The industry also aims to improve recycling technologies for EVA products, addressing end-of-life concerns and promoting a circular economy approach.
Furthermore, there is a concerted effort to expand EVA's role in emerging technologies. This includes its potential use in 3D printing applications, advanced medical devices, and next-generation energy storage systems. By exploring these new frontiers, researchers hope to position EVA as a critical material in future technological advancements.
As we look towards the future, the EVA industry is poised for significant growth and innovation. The ongoing research and development efforts are expected to yield breakthroughs that will not only enhance the material's existing applications but also open doors to entirely new markets and possibilities. This deep dive into EVA potentials represents a crucial step in harnessing the full capabilities of this versatile copolymer and shaping its role in addressing global challenges and technological needs.
The evolution of EVA technology has been driven by the continuous pursuit of enhanced performance characteristics. From its early days as a packaging material, EVA has expanded its reach into sectors such as solar panel encapsulation, footwear manufacturing, and adhesive production. This progression highlights the material's adaptability and the industry's commitment to exploring its full potential.
Current technological trends in EVA development focus on improving its thermal stability, UV resistance, and overall durability. These advancements aim to extend the material's lifespan and broaden its applicability in more demanding environments. Additionally, there is a growing emphasis on developing eco-friendly EVA formulations to align with global sustainability initiatives.
The objectives of delving deeper into EVA potentials are multifaceted. Primarily, there is a drive to unlock new applications by fine-tuning the material's properties through innovative copolymerization techniques and additive technologies. Researchers and industry professionals are exploring ways to enhance EVA's flame retardancy, increase its mechanical strength, and improve its barrier properties against oxygen and moisture.
Another key objective is to optimize EVA production processes to achieve better cost-efficiency and reduce environmental impact. This includes developing more energy-efficient polymerization methods and exploring bio-based sources for vinyl acetate monomers. The industry also aims to improve recycling technologies for EVA products, addressing end-of-life concerns and promoting a circular economy approach.
Furthermore, there is a concerted effort to expand EVA's role in emerging technologies. This includes its potential use in 3D printing applications, advanced medical devices, and next-generation energy storage systems. By exploring these new frontiers, researchers hope to position EVA as a critical material in future technological advancements.
As we look towards the future, the EVA industry is poised for significant growth and innovation. The ongoing research and development efforts are expected to yield breakthroughs that will not only enhance the material's existing applications but also open doors to entirely new markets and possibilities. This deep dive into EVA potentials represents a crucial step in harnessing the full capabilities of this versatile copolymer and shaping its role in addressing global challenges and technological needs.
Market Demand Analysis for EVA
The global market for Ethylene Vinyl Acetate (EVA) has been experiencing significant growth, driven by its versatile applications across various industries. The demand for EVA is primarily fueled by its use in solar panel encapsulation, packaging films, adhesives, and footwear manufacturing. The solar energy sector, in particular, has been a major contributor to the increasing demand for EVA, as the material is essential for the production of photovoltaic modules.
In the packaging industry, EVA's excellent flexibility, toughness, and barrier properties have led to its widespread adoption in food packaging, especially for perishable goods. The material's ability to maintain freshness and extend shelf life has made it a preferred choice among manufacturers. Additionally, the growing e-commerce sector has further boosted the demand for EVA in protective packaging applications.
The footwear industry represents another significant market for EVA, particularly in the production of midsoles for athletic shoes. The material's lightweight nature, shock absorption properties, and durability have made it a popular choice among leading sportswear brands. As consumer preferences shift towards more comfortable and performance-oriented footwear, the demand for EVA in this sector is expected to continue its upward trajectory.
The adhesives market has also contributed to the growing demand for EVA. The material's excellent adhesion properties, combined with its resistance to moisture and chemicals, have made it a preferred choice in various bonding applications across industries such as construction, automotive, and woodworking.
Geographically, Asia-Pacific has emerged as the largest market for EVA, driven by rapid industrialization, urbanization, and the presence of major manufacturing hubs in countries like China, India, and Japan. The region's booming construction sector and increasing adoption of solar energy have further amplified the demand for EVA-based products.
Looking ahead, the global EVA market is projected to maintain its growth momentum. Factors such as the increasing focus on renewable energy sources, the growing popularity of electric vehicles (which often use EVA in battery components), and the rising demand for sustainable packaging solutions are expected to drive market expansion. However, challenges such as volatile raw material prices and environmental concerns related to the disposal of EVA products may impact market dynamics in the coming years.
In the packaging industry, EVA's excellent flexibility, toughness, and barrier properties have led to its widespread adoption in food packaging, especially for perishable goods. The material's ability to maintain freshness and extend shelf life has made it a preferred choice among manufacturers. Additionally, the growing e-commerce sector has further boosted the demand for EVA in protective packaging applications.
The footwear industry represents another significant market for EVA, particularly in the production of midsoles for athletic shoes. The material's lightweight nature, shock absorption properties, and durability have made it a popular choice among leading sportswear brands. As consumer preferences shift towards more comfortable and performance-oriented footwear, the demand for EVA in this sector is expected to continue its upward trajectory.
The adhesives market has also contributed to the growing demand for EVA. The material's excellent adhesion properties, combined with its resistance to moisture and chemicals, have made it a preferred choice in various bonding applications across industries such as construction, automotive, and woodworking.
Geographically, Asia-Pacific has emerged as the largest market for EVA, driven by rapid industrialization, urbanization, and the presence of major manufacturing hubs in countries like China, India, and Japan. The region's booming construction sector and increasing adoption of solar energy have further amplified the demand for EVA-based products.
Looking ahead, the global EVA market is projected to maintain its growth momentum. Factors such as the increasing focus on renewable energy sources, the growing popularity of electric vehicles (which often use EVA in battery components), and the rising demand for sustainable packaging solutions are expected to drive market expansion. However, challenges such as volatile raw material prices and environmental concerns related to the disposal of EVA products may impact market dynamics in the coming years.
EVA Technical Challenges
Ethylene Vinyl Acetate (EVA) has gained significant attention in various industries due to its versatile properties. However, several technical challenges persist in its production, processing, and application. One of the primary issues is achieving consistent quality across different batches. The copolymerization process of ethylene and vinyl acetate can be sensitive to slight variations in reaction conditions, leading to inconsistencies in the final product's properties.
Another significant challenge lies in the thermal stability of EVA. At higher temperatures, EVA tends to degrade, releasing acetic acid and potentially compromising the material's integrity. This limitation restricts its use in high-temperature applications and poses difficulties in processing methods that involve elevated temperatures, such as extrusion or injection molding.
The adhesion properties of EVA, while generally good, can be inconsistent across different substrates. Improving and maintaining consistent adhesion, especially in demanding environments or on challenging surfaces, remains an ongoing technical hurdle. This is particularly crucial in applications such as solar panel encapsulation, where long-term adhesion is critical for product longevity.
EVA's moisture sensitivity presents another technical challenge. In certain applications, especially those exposed to humid environments, EVA can absorb moisture, potentially leading to changes in its physical properties or performance over time. Addressing this issue is crucial for applications in outdoor or high-humidity settings.
The balance between flexibility and strength in EVA formulations is another area of ongoing research and development. While EVA is known for its flexibility, enhancing its mechanical strength without compromising elasticity remains a challenge. This is particularly important in applications requiring both impact resistance and flexibility.
Furthermore, the recyclability of EVA products poses a significant technical challenge. The cross-linked structure of EVA, especially in foam applications, makes it difficult to recycle through conventional methods. Developing efficient recycling techniques for EVA products is crucial for improving its environmental profile and meeting increasing sustainability demands.
Lastly, the optimization of EVA for specific high-performance applications, such as in photovoltaic cells or advanced footwear, requires overcoming complex technical hurdles. These include enhancing UV resistance, improving long-term durability, and developing specialized formulations that can meet the stringent requirements of these advanced applications.
Another significant challenge lies in the thermal stability of EVA. At higher temperatures, EVA tends to degrade, releasing acetic acid and potentially compromising the material's integrity. This limitation restricts its use in high-temperature applications and poses difficulties in processing methods that involve elevated temperatures, such as extrusion or injection molding.
The adhesion properties of EVA, while generally good, can be inconsistent across different substrates. Improving and maintaining consistent adhesion, especially in demanding environments or on challenging surfaces, remains an ongoing technical hurdle. This is particularly crucial in applications such as solar panel encapsulation, where long-term adhesion is critical for product longevity.
EVA's moisture sensitivity presents another technical challenge. In certain applications, especially those exposed to humid environments, EVA can absorb moisture, potentially leading to changes in its physical properties or performance over time. Addressing this issue is crucial for applications in outdoor or high-humidity settings.
The balance between flexibility and strength in EVA formulations is another area of ongoing research and development. While EVA is known for its flexibility, enhancing its mechanical strength without compromising elasticity remains a challenge. This is particularly important in applications requiring both impact resistance and flexibility.
Furthermore, the recyclability of EVA products poses a significant technical challenge. The cross-linked structure of EVA, especially in foam applications, makes it difficult to recycle through conventional methods. Developing efficient recycling techniques for EVA products is crucial for improving its environmental profile and meeting increasing sustainability demands.
Lastly, the optimization of EVA for specific high-performance applications, such as in photovoltaic cells or advanced footwear, requires overcoming complex technical hurdles. These include enhancing UV resistance, improving long-term durability, and developing specialized formulations that can meet the stringent requirements of these advanced applications.
Current EVA Applications
01 Composition and properties of EVA
Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to UV radiation and stress-cracking. The vinyl acetate content in EVA can be varied to modify its properties, making it suitable for various applications.- Composition and properties of EVA: Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to modify the properties of the resulting material, making it suitable for various applications.
- EVA in adhesive applications: EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It can be used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The adhesive strength and thermal properties can be tailored by adjusting the vinyl acetate content and molecular weight of the EVA.
- EVA in foam and insulation materials: EVA is utilized in the production of foam and insulation materials due to its low density, good cushioning properties, and thermal insulation characteristics. It can be crosslinked or expanded to create closed-cell foams for applications such as footwear, sports equipment, and building insulation.
- EVA in solar panel encapsulation: EVA is a popular material for solar panel encapsulation due to its transparency, weather resistance, and ability to protect solar cells from environmental factors. It helps to improve the durability and efficiency of photovoltaic modules by providing a protective barrier against moisture and UV radiation.
- Modifications and blends of EVA: EVA can be modified or blended with other polymers and additives to enhance its properties or create new materials with specific characteristics. This includes the development of EVA-based nanocomposites, flame-retardant formulations, and blends with other thermoplastics to improve mechanical properties or processability.
02 EVA in adhesive applications
EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It is used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. EVA-based adhesives offer good flexibility, low-temperature performance, and resistance to aging.Expand Specific Solutions03 EVA in foam and insulation materials
EVA is utilized in the production of foam and insulation materials. It can be crosslinked and foamed to create lightweight, closed-cell foams with excellent shock absorption and thermal insulation properties. These foams find applications in footwear, sports equipment, and building insulation.Expand Specific Solutions04 EVA in solar panel encapsulation
EVA is a key material in solar panel encapsulation. It is used as a protective layer between the solar cells and the outer glass, providing excellent transparency, weather resistance, and electrical insulation. EVA encapsulants help extend the lifespan of solar panels by protecting the cells from moisture and environmental factors.Expand Specific Solutions05 EVA in packaging and film applications
EVA is extensively used in packaging and film applications due to its flexibility, clarity, and barrier properties. It is used in the production of stretch films, shrink films, and food packaging materials. EVA films offer good heat-sealing properties and can be easily processed using conventional film extrusion techniques.Expand Specific Solutions
Key EVA Industry Players
The ethylene vinyl acetate (EVA) market is in a mature growth stage, characterized by steady demand and established applications across various industries. The global market size for EVA is substantial, with projections indicating continued growth driven by increasing use in sectors such as packaging, solar panels, and footwear. Technologically, EVA production is well-established, with major players like China Petroleum & Chemical Corp., Celanese International Corp., and LyondellBasell Acetyls LLC possessing advanced capabilities. However, ongoing research and development efforts by companies such as Tianjin University and Sinopec Sichuan Vinylon Works are focused on improving product performance and exploring new applications, indicating potential for further technological advancements in the field.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced EVA production technologies, including a proprietary high-pressure tubular reactor process. This process allows for precise control of vinyl acetate content and molecular weight distribution, resulting in EVA with superior properties. Sinopec's EVA grades offer excellent flexibility, transparency, and adhesion strength. The company has also invested in research to improve EVA's thermal stability and weatherability, making it suitable for demanding applications such as solar panel encapsulation. Sinopec's EVA production capacity has reached over 200,000 tons per year [1], positioning it as a major player in the global EVA market.
Strengths: Large-scale production capacity, proprietary technology for high-quality EVA, diverse product portfolio. Weaknesses: Potential environmental concerns associated with petrochemical production, dependence on fossil fuel feedstocks.
Celanese International Corp.
Technical Solution: Celanese has developed a range of EVA copolymers under its VitalDose® platform, specifically designed for controlled release applications in the pharmaceutical and medical device industries. The company's EVA technology allows for precise control of drug release rates by adjusting the vinyl acetate content and molecular weight. Celanese has also introduced EVA grades with enhanced barrier properties for packaging applications. Their EVA products demonstrate excellent flexibility, clarity, and compatibility with various active ingredients. The company has invested in continuous process improvement, resulting in EVA grades with consistent quality and reduced batch-to-batch variability [2]. Celanese's focus on high-value applications has positioned it as a leader in specialty EVA markets.
Strengths: Specialized EVA formulations for high-value applications, strong presence in pharmaceutical and medical device markets. Weaknesses: Limited presence in commodity EVA markets, potential vulnerability to fluctuations in healthcare industry demand.
EVA Core Patents and Research
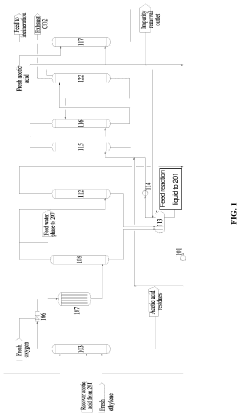
Preparation method of vinyl acetate by ethylene process and device thereof
PatentPendingEP4371972A1
Innovation
- A novel process incorporating an ethylene recovery membrane assembly, refined VAC tower side-draw stream additions, and improved cooling methods using circulating and chilled water for high-purity vinyl acetate production, reducing emissions and preventing material leakage by recovering ethylene and optimizing the distillation process.
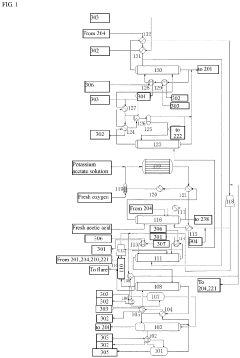
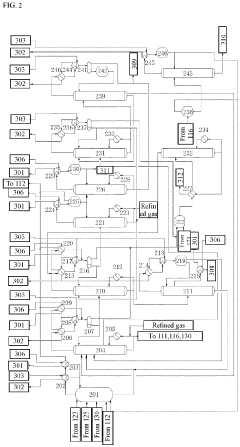
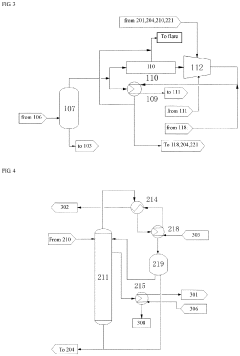
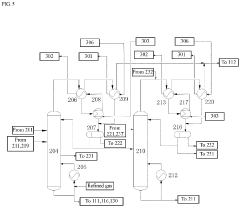
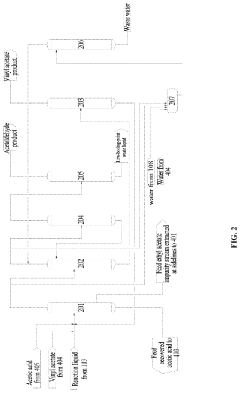
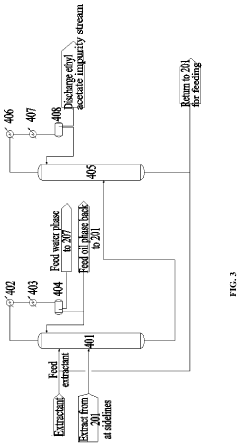
Method for producing vinyl acetate
PatentActiveUS20230312452A1
Innovation
- A method involving a gas phase oxidation process with a system integration that includes specific towers and reactors for ethylene recovery, acetic acid evaporation, oxygen mixing, and separation processes, utilizing acetic acid as an extractant in the rectifying and separating towers to enhance the separation of vinyl acetate from ethyl acetate.
EVA Environmental Impact
Ethylene Vinyl Acetate (EVA) has gained significant attention in various industries due to its versatile properties. However, its environmental impact is a crucial aspect that requires thorough examination. The production and disposal of EVA have notable environmental implications that need to be addressed.
During the manufacturing process of EVA, the release of volatile organic compounds (VOCs) is a primary concern. These emissions contribute to air pollution and can have adverse effects on both human health and the environment. The petrochemical-based nature of EVA production also raises questions about its sustainability, as it relies on non-renewable resources.
The durability of EVA products presents a double-edged sword from an environmental perspective. While their longevity reduces the need for frequent replacements, it also means that EVA materials persist in the environment for extended periods when discarded. This persistence can lead to accumulation in landfills and potential leaching of harmful substances into soil and water systems.
Recycling EVA poses significant challenges due to its cross-linked structure, which makes it difficult to break down and reprocess. As a result, a large portion of EVA waste ends up in landfills or incineration facilities. Incineration of EVA can release toxic fumes, including carbon monoxide and formaldehyde, further contributing to air pollution.
The use of EVA in single-use products, such as disposable packaging materials, exacerbates its environmental impact. The short lifespan of these products coupled with their resistance to degradation leads to increased waste generation and accumulation in ecosystems, particularly marine environments.
However, efforts are being made to mitigate the environmental impact of EVA. Research into bio-based alternatives and improved recycling technologies shows promise in reducing the reliance on petroleum-derived EVA. Additionally, some manufacturers are exploring the use of recycled EVA in new products, creating a circular economy approach.
The development of biodegradable EVA formulations is another area of focus. These innovations aim to address the end-of-life issues associated with traditional EVA products, potentially reducing their long-term environmental footprint. However, the effectiveness and widespread adoption of these solutions remain to be seen.
In conclusion, while EVA offers valuable properties for various applications, its environmental impact is a significant concern. Balancing the benefits of EVA with its environmental drawbacks requires ongoing research, innovation, and responsible management practices throughout its lifecycle.
During the manufacturing process of EVA, the release of volatile organic compounds (VOCs) is a primary concern. These emissions contribute to air pollution and can have adverse effects on both human health and the environment. The petrochemical-based nature of EVA production also raises questions about its sustainability, as it relies on non-renewable resources.
The durability of EVA products presents a double-edged sword from an environmental perspective. While their longevity reduces the need for frequent replacements, it also means that EVA materials persist in the environment for extended periods when discarded. This persistence can lead to accumulation in landfills and potential leaching of harmful substances into soil and water systems.
Recycling EVA poses significant challenges due to its cross-linked structure, which makes it difficult to break down and reprocess. As a result, a large portion of EVA waste ends up in landfills or incineration facilities. Incineration of EVA can release toxic fumes, including carbon monoxide and formaldehyde, further contributing to air pollution.
The use of EVA in single-use products, such as disposable packaging materials, exacerbates its environmental impact. The short lifespan of these products coupled with their resistance to degradation leads to increased waste generation and accumulation in ecosystems, particularly marine environments.
However, efforts are being made to mitigate the environmental impact of EVA. Research into bio-based alternatives and improved recycling technologies shows promise in reducing the reliance on petroleum-derived EVA. Additionally, some manufacturers are exploring the use of recycled EVA in new products, creating a circular economy approach.
The development of biodegradable EVA formulations is another area of focus. These innovations aim to address the end-of-life issues associated with traditional EVA products, potentially reducing their long-term environmental footprint. However, the effectiveness and widespread adoption of these solutions remain to be seen.
In conclusion, while EVA offers valuable properties for various applications, its environmental impact is a significant concern. Balancing the benefits of EVA with its environmental drawbacks requires ongoing research, innovation, and responsible management practices throughout its lifecycle.
EVA Regulatory Landscape
The regulatory landscape for Ethylene Vinyl Acetate (EVA) is complex and multifaceted, reflecting the diverse applications of this versatile copolymer across various industries. Globally, EVA is subject to a range of regulations that govern its production, use, and disposal, with significant variations between regions and countries.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA, particularly in food contact applications. The FDA has approved certain grades of EVA for use in food packaging and processing equipment under specific conditions. The Environmental Protection Agency (EPA) also oversees EVA production and use, particularly concerning environmental impact and waste management.
The European Union has implemented stringent regulations through the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) framework. Under REACH, manufacturers and importers of EVA must register their substances and provide detailed safety information. The European Food Safety Authority (EFSA) also evaluates EVA for food contact materials, ensuring compliance with strict safety standards.
In Asia, countries like China and Japan have their own regulatory frameworks. China's Ministry of Ecology and Environment regulates EVA production and use, focusing on environmental protection and sustainable development. Japan's regulatory approach is similar to that of the EU, with a strong emphasis on chemical safety and environmental considerations.
The regulatory landscape also extends to specific industry applications. In the solar panel industry, for example, EVA encapsulants must meet rigorous standards for durability and performance. The International Electrotechnical Commission (IEC) has established standards for photovoltaic modules, which include specifications for EVA materials.
Emerging regulations are focusing on the recyclability and sustainability of EVA products. As global concerns about plastic waste grow, there is increasing pressure on manufacturers to develop more environmentally friendly EVA formulations and improve recycling processes. This trend is likely to shape future regulatory developments in the EVA industry.
Compliance with these diverse regulations presents both challenges and opportunities for EVA manufacturers and users. While navigating the complex regulatory landscape can be demanding, it also drives innovation in product development and manufacturing processes. Companies that can effectively adapt to evolving regulations may gain a competitive edge in the global market.
As the EVA industry continues to evolve, regulatory bodies are likely to refine and expand their oversight. This ongoing process will require stakeholders to remain vigilant and adaptable, ensuring that EVA products continue to meet the highest standards of safety, quality, and environmental responsibility.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA, particularly in food contact applications. The FDA has approved certain grades of EVA for use in food packaging and processing equipment under specific conditions. The Environmental Protection Agency (EPA) also oversees EVA production and use, particularly concerning environmental impact and waste management.
The European Union has implemented stringent regulations through the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) framework. Under REACH, manufacturers and importers of EVA must register their substances and provide detailed safety information. The European Food Safety Authority (EFSA) also evaluates EVA for food contact materials, ensuring compliance with strict safety standards.
In Asia, countries like China and Japan have their own regulatory frameworks. China's Ministry of Ecology and Environment regulates EVA production and use, focusing on environmental protection and sustainable development. Japan's regulatory approach is similar to that of the EU, with a strong emphasis on chemical safety and environmental considerations.
The regulatory landscape also extends to specific industry applications. In the solar panel industry, for example, EVA encapsulants must meet rigorous standards for durability and performance. The International Electrotechnical Commission (IEC) has established standards for photovoltaic modules, which include specifications for EVA materials.
Emerging regulations are focusing on the recyclability and sustainability of EVA products. As global concerns about plastic waste grow, there is increasing pressure on manufacturers to develop more environmentally friendly EVA formulations and improve recycling processes. This trend is likely to shape future regulatory developments in the EVA industry.
Compliance with these diverse regulations presents both challenges and opportunities for EVA manufacturers and users. While navigating the complex regulatory landscape can be demanding, it also drives innovation in product development and manufacturing processes. Companies that can effectively adapt to evolving regulations may gain a competitive edge in the global market.
As the EVA industry continues to evolve, regulatory bodies are likely to refine and expand their oversight. This ongoing process will require stakeholders to remain vigilant and adaptable, ensuring that EVA products continue to meet the highest standards of safety, quality, and environmental responsibility.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!