How to Address Material Challenges with Ethylene Vinyl Acetate?
JUL 8, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Material Evolution and Objectives
Ethylene Vinyl Acetate (EVA) has undergone significant evolution since its introduction in the 1960s. Initially developed as a more flexible alternative to polyethylene, EVA has become a versatile material with applications across various industries. The material's journey began with its use in footwear and packaging, gradually expanding to solar panels, medical devices, and advanced electronics.
The evolution of EVA has been driven by the need for materials with enhanced properties and performance characteristics. Early iterations focused on improving flexibility and impact resistance. As technology advanced, researchers began exploring ways to enhance EVA's thermal stability, UV resistance, and adhesion properties. This led to the development of different grades of EVA with varying vinyl acetate content, allowing for customization based on specific application requirements.
In recent years, the objectives for EVA material development have shifted towards addressing sustainability concerns and meeting more stringent industry standards. Researchers are now focusing on creating bio-based EVA alternatives, improving recyclability, and reducing the material's environmental footprint. Additionally, there is a growing emphasis on enhancing EVA's durability and longevity, particularly in demanding applications such as solar panel encapsulation.
The current objectives in EVA material evolution are multifaceted. One primary goal is to improve the material's resistance to degradation under extreme conditions, including high temperatures and prolonged UV exposure. This is particularly crucial for outdoor applications and in the renewable energy sector. Another objective is to enhance EVA's barrier properties, making it more effective in packaging and protective applications.
Researchers are also working on developing EVA formulations with improved electrical insulation properties for use in high-performance electronics. In the medical field, there is a focus on creating EVA grades with enhanced biocompatibility and sterilization resistance. Furthermore, efforts are being made to optimize EVA's processing characteristics, allowing for more efficient manufacturing and reduced energy consumption during production.
As the demand for sustainable materials grows, a significant objective is to develop EVA alternatives that maintain or exceed the performance of traditional formulations while reducing environmental impact. This includes research into bio-based precursors, the incorporation of recycled content, and the development of more easily recyclable EVA grades.
In conclusion, the evolution of EVA materials continues to be driven by the need for enhanced performance, sustainability, and versatility. The objectives for future development are centered on addressing material challenges through innovative formulations, improved processing techniques, and a focus on environmental responsibility. These efforts aim to ensure that EVA remains a relevant and valuable material in an increasingly demanding technological landscape.
The evolution of EVA has been driven by the need for materials with enhanced properties and performance characteristics. Early iterations focused on improving flexibility and impact resistance. As technology advanced, researchers began exploring ways to enhance EVA's thermal stability, UV resistance, and adhesion properties. This led to the development of different grades of EVA with varying vinyl acetate content, allowing for customization based on specific application requirements.
In recent years, the objectives for EVA material development have shifted towards addressing sustainability concerns and meeting more stringent industry standards. Researchers are now focusing on creating bio-based EVA alternatives, improving recyclability, and reducing the material's environmental footprint. Additionally, there is a growing emphasis on enhancing EVA's durability and longevity, particularly in demanding applications such as solar panel encapsulation.
The current objectives in EVA material evolution are multifaceted. One primary goal is to improve the material's resistance to degradation under extreme conditions, including high temperatures and prolonged UV exposure. This is particularly crucial for outdoor applications and in the renewable energy sector. Another objective is to enhance EVA's barrier properties, making it more effective in packaging and protective applications.
Researchers are also working on developing EVA formulations with improved electrical insulation properties for use in high-performance electronics. In the medical field, there is a focus on creating EVA grades with enhanced biocompatibility and sterilization resistance. Furthermore, efforts are being made to optimize EVA's processing characteristics, allowing for more efficient manufacturing and reduced energy consumption during production.
As the demand for sustainable materials grows, a significant objective is to develop EVA alternatives that maintain or exceed the performance of traditional formulations while reducing environmental impact. This includes research into bio-based precursors, the incorporation of recycled content, and the development of more easily recyclable EVA grades.
In conclusion, the evolution of EVA materials continues to be driven by the need for enhanced performance, sustainability, and versatility. The objectives for future development are centered on addressing material challenges through innovative formulations, improved processing techniques, and a focus on environmental responsibility. These efforts aim to ensure that EVA remains a relevant and valuable material in an increasingly demanding technological landscape.
Market Demand Analysis for EVA Applications
The market demand for Ethylene Vinyl Acetate (EVA) applications has been steadily growing across various industries due to its versatile properties and cost-effectiveness. The global EVA market size was valued at USD 7.9 billion in 2020 and is projected to reach USD 11.4 billion by 2027, with a compound annual growth rate (CAGR) of 5.3% during the forecast period.
The packaging industry remains the largest consumer of EVA, accounting for approximately 35% of the total market share. The increasing demand for flexible packaging solutions in food, beverage, and consumer goods sectors is driving the growth of EVA in this segment. The material's excellent barrier properties, transparency, and sealability make it an ideal choice for packaging applications.
The footwear industry is another significant consumer of EVA, particularly in the production of midsoles for athletic shoes. The lightweight and cushioning properties of EVA foam have made it a preferred material for sports and casual footwear manufacturers. The global athletic footwear market is expected to grow at a CAGR of 4.9% from 2021 to 2028, further boosting the demand for EVA in this sector.
In the renewable energy sector, EVA is gaining traction as a crucial component in solar panel encapsulation. The photovoltaic industry's rapid growth, driven by increasing adoption of solar energy worldwide, is expected to create substantial demand for EVA in the coming years. The global solar PV market is projected to grow at a CAGR of 20.5% from 2020 to 2027, presenting significant opportunities for EVA manufacturers.
The automotive industry is also contributing to the rising demand for EVA, particularly in the production of interior components, wire and cable insulation, and noise reduction materials. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, EVA's low density and excellent acoustic properties make it an attractive option.
The construction sector is another emerging market for EVA applications, particularly in the production of adhesives, sealants, and waterproofing materials. The growing construction activities in developing countries and the increasing focus on energy-efficient buildings are expected to drive the demand for EVA-based products in this sector.
Geographically, Asia-Pacific dominates the EVA market, accounting for over 40% of the global demand. The region's rapid industrialization, growing population, and increasing disposable income are driving the demand across various end-use industries. North America and Europe follow as the second and third-largest markets, respectively, with steady growth expected in the coming years.
The packaging industry remains the largest consumer of EVA, accounting for approximately 35% of the total market share. The increasing demand for flexible packaging solutions in food, beverage, and consumer goods sectors is driving the growth of EVA in this segment. The material's excellent barrier properties, transparency, and sealability make it an ideal choice for packaging applications.
The footwear industry is another significant consumer of EVA, particularly in the production of midsoles for athletic shoes. The lightweight and cushioning properties of EVA foam have made it a preferred material for sports and casual footwear manufacturers. The global athletic footwear market is expected to grow at a CAGR of 4.9% from 2021 to 2028, further boosting the demand for EVA in this sector.
In the renewable energy sector, EVA is gaining traction as a crucial component in solar panel encapsulation. The photovoltaic industry's rapid growth, driven by increasing adoption of solar energy worldwide, is expected to create substantial demand for EVA in the coming years. The global solar PV market is projected to grow at a CAGR of 20.5% from 2020 to 2027, presenting significant opportunities for EVA manufacturers.
The automotive industry is also contributing to the rising demand for EVA, particularly in the production of interior components, wire and cable insulation, and noise reduction materials. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, EVA's low density and excellent acoustic properties make it an attractive option.
The construction sector is another emerging market for EVA applications, particularly in the production of adhesives, sealants, and waterproofing materials. The growing construction activities in developing countries and the increasing focus on energy-efficient buildings are expected to drive the demand for EVA-based products in this sector.
Geographically, Asia-Pacific dominates the EVA market, accounting for over 40% of the global demand. The region's rapid industrialization, growing population, and increasing disposable income are driving the demand across various end-use industries. North America and Europe follow as the second and third-largest markets, respectively, with steady growth expected in the coming years.
Current EVA Limitations and Technical Hurdles
Ethylene Vinyl Acetate (EVA) has gained significant traction in various industries due to its versatile properties. However, several limitations and technical hurdles persist, hindering its widespread adoption and optimal performance in certain applications.
One of the primary challenges with EVA is its limited thermal stability. At elevated temperatures, EVA tends to degrade, leading to the release of acetic acid and the formation of unsaturated structures. This thermal degradation not only affects the material's physical properties but also poses potential risks in applications where temperature resistance is crucial.
Another significant limitation is EVA's susceptibility to weathering and UV radiation. When exposed to sunlight for extended periods, EVA can undergo photodegradation, resulting in discoloration, loss of mechanical properties, and potential failure in outdoor applications. This vulnerability necessitates the incorporation of UV stabilizers or protective coatings, adding complexity and cost to the manufacturing process.
EVA's relatively low mechanical strength compared to some other polymers presents challenges in applications requiring high load-bearing capacity or impact resistance. While EVA offers excellent flexibility and elasticity, its tensile strength and modulus are often insufficient for demanding structural applications, limiting its use in certain engineering contexts.
The material's inherent gas permeability is another technical hurdle, particularly in packaging and barrier applications. EVA's relatively high oxygen transmission rate can lead to reduced shelf life for packaged goods and potential oxidation issues in sensitive products. This limitation necessitates the development of multi-layer structures or the incorporation of barrier additives to enhance gas barrier properties.
EVA's adhesion to certain substrates, especially polar materials, can be problematic. While EVA generally exhibits good adhesion to many surfaces, bonding to materials like metals or certain plastics may require surface treatments or the use of specialized adhesion promoters, adding complexity to manufacturing processes and potentially increasing costs.
The processing of EVA also presents challenges, particularly in terms of melt flow behavior and consistency. The material's melt flow index can vary significantly depending on the vinyl acetate content, making it difficult to achieve uniform processing conditions across different grades. This variability can lead to inconsistencies in product quality and performance, especially in precision molding or extrusion applications.
Addressing these limitations and technical hurdles requires ongoing research and development efforts. Innovations in polymer chemistry, additive technologies, and processing techniques are essential to overcome these challenges and expand the potential applications of EVA across various industries.
One of the primary challenges with EVA is its limited thermal stability. At elevated temperatures, EVA tends to degrade, leading to the release of acetic acid and the formation of unsaturated structures. This thermal degradation not only affects the material's physical properties but also poses potential risks in applications where temperature resistance is crucial.
Another significant limitation is EVA's susceptibility to weathering and UV radiation. When exposed to sunlight for extended periods, EVA can undergo photodegradation, resulting in discoloration, loss of mechanical properties, and potential failure in outdoor applications. This vulnerability necessitates the incorporation of UV stabilizers or protective coatings, adding complexity and cost to the manufacturing process.
EVA's relatively low mechanical strength compared to some other polymers presents challenges in applications requiring high load-bearing capacity or impact resistance. While EVA offers excellent flexibility and elasticity, its tensile strength and modulus are often insufficient for demanding structural applications, limiting its use in certain engineering contexts.
The material's inherent gas permeability is another technical hurdle, particularly in packaging and barrier applications. EVA's relatively high oxygen transmission rate can lead to reduced shelf life for packaged goods and potential oxidation issues in sensitive products. This limitation necessitates the development of multi-layer structures or the incorporation of barrier additives to enhance gas barrier properties.
EVA's adhesion to certain substrates, especially polar materials, can be problematic. While EVA generally exhibits good adhesion to many surfaces, bonding to materials like metals or certain plastics may require surface treatments or the use of specialized adhesion promoters, adding complexity to manufacturing processes and potentially increasing costs.
The processing of EVA also presents challenges, particularly in terms of melt flow behavior and consistency. The material's melt flow index can vary significantly depending on the vinyl acetate content, making it difficult to achieve uniform processing conditions across different grades. This variability can lead to inconsistencies in product quality and performance, especially in precision molding or extrusion applications.
Addressing these limitations and technical hurdles requires ongoing research and development efforts. Innovations in polymer chemistry, additive technologies, and processing techniques are essential to overcome these challenges and expand the potential applications of EVA across various industries.
Existing Solutions for EVA Material Challenges
01 Composition and synthesis of EVA copolymers
Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and properties of EVA can be tailored by adjusting the ratio of these monomers and the polymerization conditions. This versatility allows for the production of EVA with varying degrees of flexibility, transparency, and adhesion properties.- Composition and synthesis of EVA copolymers: Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and properties of EVA can be tailored by adjusting the ratio of these monomers and polymerization conditions. This versatility allows for the production of EVA with varying degrees of flexibility, toughness, and adhesion properties.
- EVA blends and composites: EVA can be blended with other polymers or materials to create composites with enhanced properties. These blends often combine the flexibility and toughness of EVA with the specific attributes of other materials, resulting in improved performance for various applications. Common blend components include polyethylene, polypropylene, and various fillers or reinforcing agents.
- Foam and cellular EVA products: EVA can be processed into foam or cellular structures, which are widely used in applications requiring lightweight, cushioning, or insulating properties. These foams are produced through various methods, including chemical blowing agents or physical foaming processes. The resulting products offer excellent shock absorption and thermal insulation properties.
- EVA in adhesive and sealant applications: EVA copolymers are extensively used in adhesive and sealant formulations due to their excellent adhesion properties, flexibility, and compatibility with various substrates. These formulations often include additional components such as tackifiers, plasticizers, and crosslinking agents to optimize performance for specific applications, including hot melt adhesives and pressure-sensitive adhesives.
- Modification and functionalization of EVA: EVA copolymers can be chemically modified or functionalized to introduce specific properties or reactive groups. These modifications can include grafting, crosslinking, or the incorporation of functional monomers during polymerization. Such modifications enhance the compatibility of EVA with other materials, improve its thermal stability, or introduce specific reactive sites for further chemical reactions.
02 EVA blends and composites
EVA can be blended with other polymers or materials to create composites with enhanced properties. These blends often combine the flexibility and toughness of EVA with the specific attributes of other materials, resulting in improved performance for various applications. Common blend components include polyethylene, polypropylene, and various fillers or reinforcing agents.Expand Specific Solutions03 Modification and functionalization of EVA
EVA copolymers can be modified or functionalized to enhance specific properties or introduce new functionalities. This can involve grafting reactions, crosslinking, or the incorporation of additional functional groups. Such modifications can improve properties like adhesion, heat resistance, or compatibility with other materials.Expand Specific Solutions04 Processing and manufacturing of EVA products
EVA can be processed using various manufacturing techniques, including extrusion, injection molding, and film blowing. The processing conditions and methods significantly influence the final properties of EVA products. Specialized techniques may be employed to produce foams, adhesives, or specific shaped articles.Expand Specific Solutions05 Applications of EVA in various industries
EVA finds applications in diverse industries due to its versatile properties. It is commonly used in the production of flexible packaging, footwear, solar panel encapsulation, adhesives, and sports equipment. The specific grade and formulation of EVA are tailored to meet the requirements of each application, such as flexibility, weatherability, or adhesion strength.Expand Specific Solutions
Key Players in EVA Manufacturing and Research
The market for ethylene vinyl acetate (EVA) is in a mature growth stage, with a global market size expected to reach $12.5 billion by 2027. The technology is well-established, with major players like China Petroleum & Chemical Corp., Kuraray Co., Ltd., and Celanese International Corp. leading innovation. These companies are focusing on developing advanced EVA formulations to address material challenges in various industries, including solar panels, footwear, and packaging. The competitive landscape is characterized by ongoing research and development efforts to improve EVA's performance properties, such as durability, flexibility, and weather resistance. As sustainability becomes increasingly important, companies are also exploring bio-based alternatives and recycling technologies for EVA materials.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced EVA copolymer production technologies to address material challenges. Their approach involves optimizing the copolymerization process to achieve precise control over vinyl acetate content, ranging from 10% to 40%[1]. This allows for tailored properties such as improved flexibility, transparency, and adhesion. Sinopec has also implemented a proprietary catalyst system that enhances the uniformity of VA distribution along the polymer chain, resulting in better performance consistency[2]. Additionally, they have developed a post-polymerization modification technique to introduce functional groups, further expanding the application range of EVA materials[3].
Strengths: Wide range of VA content for versatile applications, improved property control, and enhanced performance consistency. Weaknesses: Potential higher production costs due to advanced technologies and possible limitations in extreme high-temperature applications.
Kuraray Co., Ltd.
Technical Solution: Kuraray has developed a unique approach to address EVA material challenges through their EVAL™ technology. This involves the production of ethylene vinyl alcohol (EVOH) copolymers, which are derived from EVA[1]. Their process includes controlled hydrolysis of EVA to convert acetate groups into hydroxyl groups, resulting in EVOH with superior gas barrier properties[2]. Kuraray has also implemented a multi-layer extrusion technology that allows for the creation of composite materials combining the benefits of EVA and EVOH[3]. This approach addresses challenges such as moisture sensitivity and thermal stability while maintaining the desirable properties of EVA. Furthermore, Kuraray has developed specialty grades of EVA with enhanced UV resistance and weatherability for outdoor applications[4].
Strengths: Excellent gas barrier properties, versatility in multi-layer structures, and improved environmental resistance. Weaknesses: Potentially higher production costs and complexity in processing compared to standard EVA.
Core Innovations in EVA Material Science
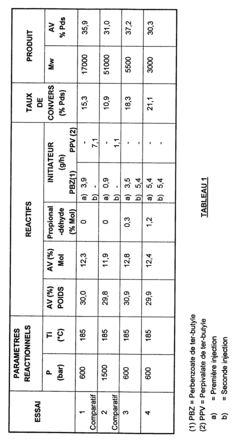
Process for the preparation of low molecular weight copolymers of ethylene and vinyl acetate
PatentInactiveEP0599684A1
Innovation
- Copolymerizing ethylene and vinyl acetate under pressure in the presence of an aliphatic aldehyde, such as propionaldehyde, at temperatures above 100°C, with a vinyl acetate percentage of at least 25% by weight, and using a radical initiator, to achieve copolymers with a molar mass below 10,000, facilitating a single-phase mixture and efficient separation.

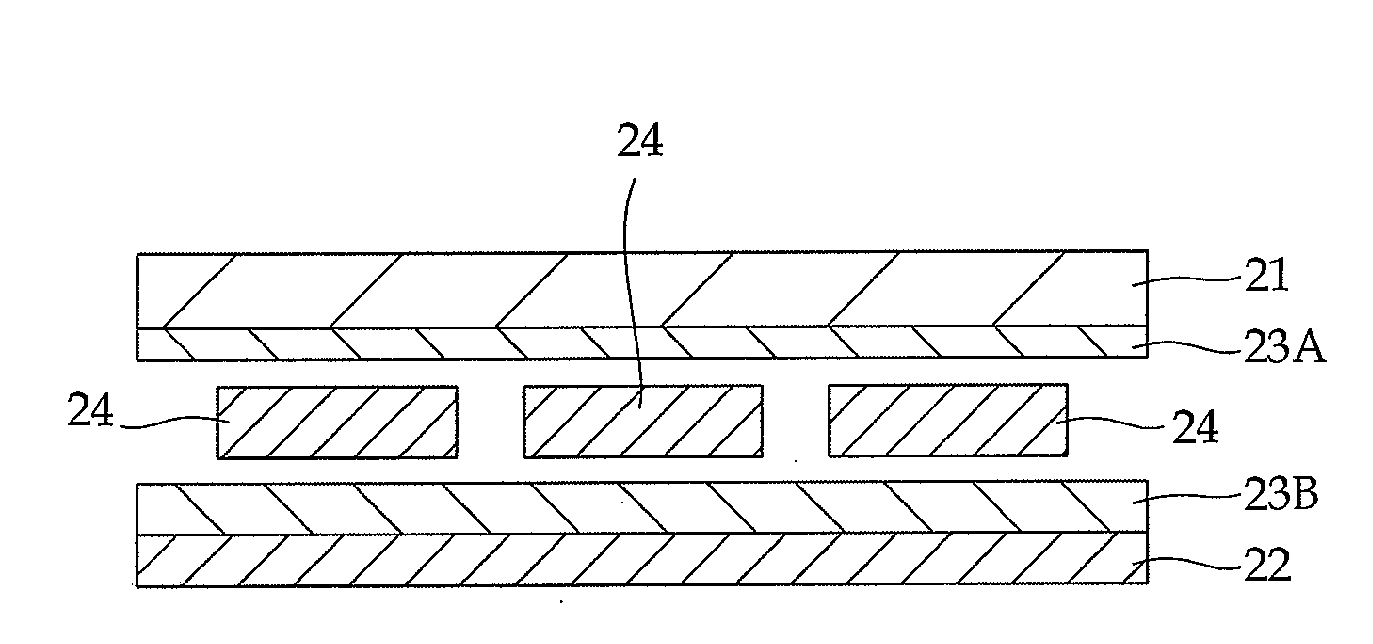
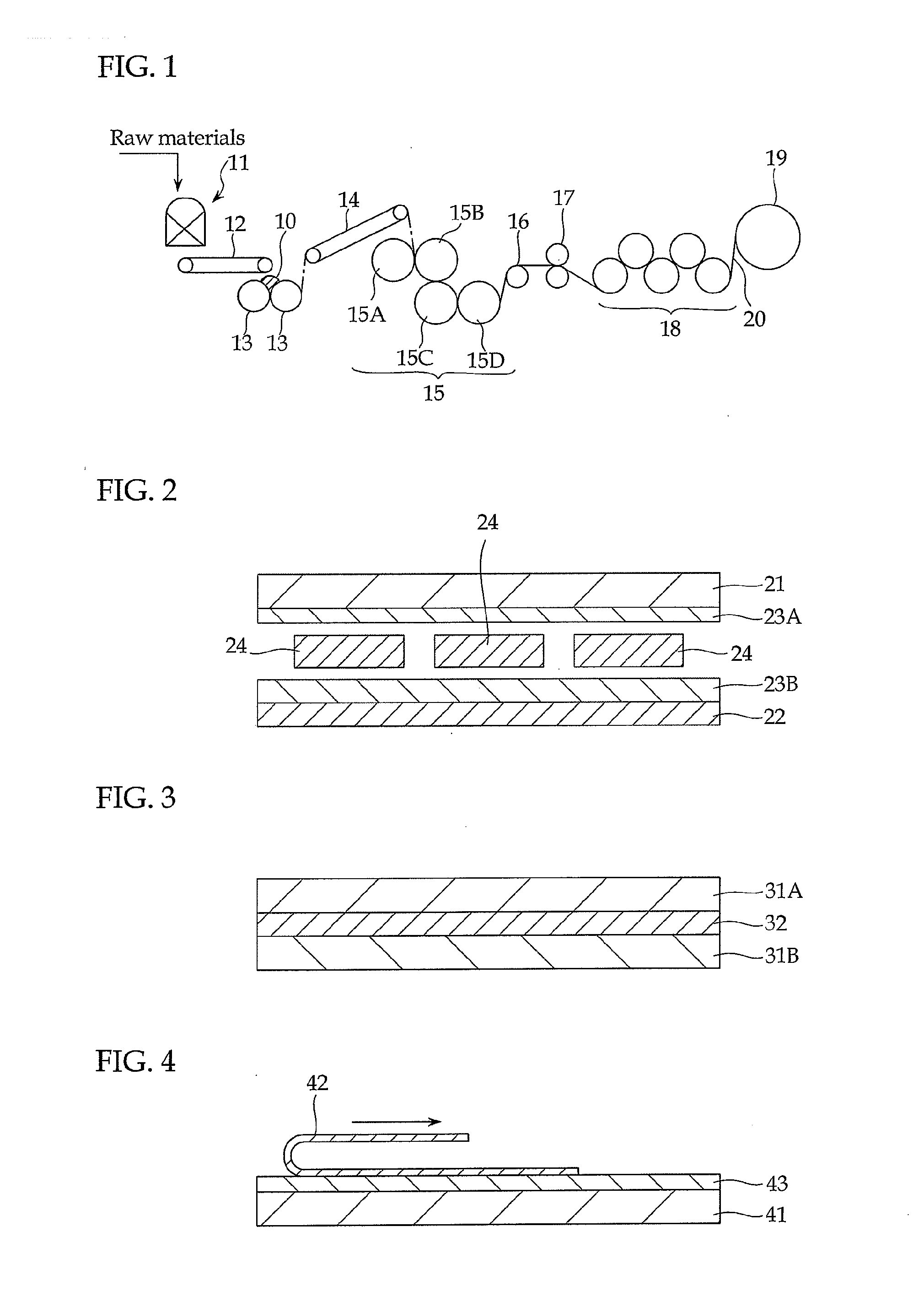
Ethylene-vinyl acetate copolymer composition, ethylene-vinyl acetate copolymer film and process for the preparation thereof
PatentInactiveUS20110168262A1
Innovation
- Incorporating trimellitic acid ester in the EVA composition, within a specific weight range of 0.01 to 3.0 parts per 100 parts of ethylene-vinyl acetate copolymer, to reduce sticking to film formation apparatus and enhance adhesion properties of the resulting EVA film.
Environmental Impact of EVA Production and Use
The production and use of Ethylene Vinyl Acetate (EVA) have significant environmental implications that warrant careful consideration. The manufacturing process of EVA involves the polymerization of ethylene and vinyl acetate, which requires substantial energy inputs and generates various emissions. During production, volatile organic compounds (VOCs) are released, contributing to air pollution and potentially impacting local air quality. Additionally, the process may result in wastewater containing organic pollutants, necessitating proper treatment before discharge.
The raw materials used in EVA production, primarily ethylene and vinyl acetate, are derived from fossil fuels, raising concerns about resource depletion and carbon footprint. The extraction and processing of these feedstocks contribute to greenhouse gas emissions and other environmental impacts associated with the petrochemical industry. Furthermore, the energy-intensive nature of EVA manufacturing leads to indirect environmental effects through increased electricity consumption, often sourced from fossil fuel-based power generation.
In terms of product use, EVA's durability and versatility contribute to its widespread application across various industries. While this longevity can be seen as a positive attribute in reducing waste, it also presents challenges in end-of-life management. EVA products, particularly those used in packaging and disposable items, may persist in the environment for extended periods if not properly disposed of or recycled. The material's resistance to degradation can lead to accumulation in landfills or, more concerningly, in natural ecosystems if improperly discarded.
Recycling EVA presents both opportunities and challenges. On one hand, the material can be mechanically recycled, potentially reducing the demand for virgin raw materials and associated environmental impacts. However, the presence of additives and the variability in EVA compositions across different applications can complicate recycling processes, potentially limiting the quality and applicability of recycled EVA. This challenge underscores the importance of developing more advanced recycling technologies and implementing effective waste management strategies.
The environmental impact of EVA extends to its role in energy-efficient applications, particularly in solar panel encapsulation. While EVA contributes to the production of clean energy by enhancing solar panel performance and longevity, the eventual disposal of these panels presents environmental challenges. The complex nature of solar panel components, including EVA encapsulants, necessitates specialized recycling processes to recover valuable materials and minimize environmental harm at the end of their lifecycle.
Addressing the environmental impacts of EVA production and use requires a multifaceted approach. This includes optimizing manufacturing processes to reduce emissions and energy consumption, developing bio-based alternatives to traditional petrochemical feedstocks, improving recycling technologies, and implementing comprehensive lifecycle management strategies. Additionally, research into biodegradable or more easily recyclable alternatives for single-use applications could help mitigate the long-term environmental persistence of EVA products.
The raw materials used in EVA production, primarily ethylene and vinyl acetate, are derived from fossil fuels, raising concerns about resource depletion and carbon footprint. The extraction and processing of these feedstocks contribute to greenhouse gas emissions and other environmental impacts associated with the petrochemical industry. Furthermore, the energy-intensive nature of EVA manufacturing leads to indirect environmental effects through increased electricity consumption, often sourced from fossil fuel-based power generation.
In terms of product use, EVA's durability and versatility contribute to its widespread application across various industries. While this longevity can be seen as a positive attribute in reducing waste, it also presents challenges in end-of-life management. EVA products, particularly those used in packaging and disposable items, may persist in the environment for extended periods if not properly disposed of or recycled. The material's resistance to degradation can lead to accumulation in landfills or, more concerningly, in natural ecosystems if improperly discarded.
Recycling EVA presents both opportunities and challenges. On one hand, the material can be mechanically recycled, potentially reducing the demand for virgin raw materials and associated environmental impacts. However, the presence of additives and the variability in EVA compositions across different applications can complicate recycling processes, potentially limiting the quality and applicability of recycled EVA. This challenge underscores the importance of developing more advanced recycling technologies and implementing effective waste management strategies.
The environmental impact of EVA extends to its role in energy-efficient applications, particularly in solar panel encapsulation. While EVA contributes to the production of clean energy by enhancing solar panel performance and longevity, the eventual disposal of these panels presents environmental challenges. The complex nature of solar panel components, including EVA encapsulants, necessitates specialized recycling processes to recover valuable materials and minimize environmental harm at the end of their lifecycle.
Addressing the environmental impacts of EVA production and use requires a multifaceted approach. This includes optimizing manufacturing processes to reduce emissions and energy consumption, developing bio-based alternatives to traditional petrochemical feedstocks, improving recycling technologies, and implementing comprehensive lifecycle management strategies. Additionally, research into biodegradable or more easily recyclable alternatives for single-use applications could help mitigate the long-term environmental persistence of EVA products.
Regulatory Framework for EVA in Various Industries
The regulatory framework for Ethylene Vinyl Acetate (EVA) varies across industries due to its diverse applications. In the food packaging sector, EVA must comply with FDA regulations in the United States, particularly 21 CFR 177.1350, which outlines specific requirements for EVA copolymers in food contact applications. The European Union enforces similar standards through Regulation (EC) No 1935/2004 and Commission Regulation (EU) No 10/2011, ensuring the safety of EVA materials in food contact scenarios.
In the pharmaceutical industry, EVA is subject to stringent regulations due to its use in drug delivery systems and medical devices. The FDA's 21 CFR Part 820 governs the quality system regulations for medical devices, including those incorporating EVA. Additionally, ISO 13485 provides international standards for medical device quality management systems, which manufacturers must adhere to when using EVA in medical applications.
The construction industry utilizes EVA in various products, such as adhesives and sealants. In this sector, regulations focus on environmental and safety aspects. The European Union's REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation impacts the use of EVA, requiring manufacturers to register and evaluate the safety of chemical substances used in their products. Similarly, the U.S. Environmental Protection Agency (EPA) regulates EVA under the Toxic Substances Control Act (TSCA), ensuring its safe use in construction materials.
In the renewable energy sector, particularly in photovoltaic module manufacturing, EVA encapsulants must meet specific standards. The International Electrotechnical Commission (IEC) has established IEC 61215 and IEC 61730 standards, which include requirements for EVA materials used in solar panels. These standards ensure the durability and safety of photovoltaic modules under various environmental conditions.
The automotive industry also employs EVA in various components, subject to regulations such as the Federal Motor Vehicle Safety Standards (FMVSS) in the United States. These standards encompass requirements for materials used in vehicle interiors, including EVA-based products. In Europe, the End-of-Life Vehicles (ELV) Directive 2000/53/EC addresses the recyclability and recovery of materials used in automobiles, impacting the use of EVA in automotive applications.
As environmental concerns grow, regulations are evolving to address the lifecycle management of EVA products. Many countries are implementing extended producer responsibility (EPR) programs, which require manufacturers to consider the environmental impact of their products throughout their lifecycle. This trend is likely to influence future regulatory frameworks for EVA across various industries, emphasizing recycling, waste reduction, and sustainable production practices.
In the pharmaceutical industry, EVA is subject to stringent regulations due to its use in drug delivery systems and medical devices. The FDA's 21 CFR Part 820 governs the quality system regulations for medical devices, including those incorporating EVA. Additionally, ISO 13485 provides international standards for medical device quality management systems, which manufacturers must adhere to when using EVA in medical applications.
The construction industry utilizes EVA in various products, such as adhesives and sealants. In this sector, regulations focus on environmental and safety aspects. The European Union's REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation impacts the use of EVA, requiring manufacturers to register and evaluate the safety of chemical substances used in their products. Similarly, the U.S. Environmental Protection Agency (EPA) regulates EVA under the Toxic Substances Control Act (TSCA), ensuring its safe use in construction materials.
In the renewable energy sector, particularly in photovoltaic module manufacturing, EVA encapsulants must meet specific standards. The International Electrotechnical Commission (IEC) has established IEC 61215 and IEC 61730 standards, which include requirements for EVA materials used in solar panels. These standards ensure the durability and safety of photovoltaic modules under various environmental conditions.
The automotive industry also employs EVA in various components, subject to regulations such as the Federal Motor Vehicle Safety Standards (FMVSS) in the United States. These standards encompass requirements for materials used in vehicle interiors, including EVA-based products. In Europe, the End-of-Life Vehicles (ELV) Directive 2000/53/EC addresses the recyclability and recovery of materials used in automobiles, impacting the use of EVA in automotive applications.
As environmental concerns grow, regulations are evolving to address the lifecycle management of EVA products. Many countries are implementing extended producer responsibility (EPR) programs, which require manufacturers to consider the environmental impact of their products throughout their lifecycle. This trend is likely to influence future regulatory frameworks for EVA across various industries, emphasizing recycling, waste reduction, and sustainable production practices.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!