Advancing Global Standards with Ethylene Vinyl Acetate
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Standards Evolution
The evolution of Ethylene Vinyl Acetate (EVA) standards has been a critical factor in advancing global quality and performance benchmarks for this versatile copolymer. Over the past decades, the development of these standards has closely mirrored the expanding applications of EVA across various industries, from packaging and adhesives to solar panel encapsulation.
Initially, EVA standards were primarily focused on basic physical properties such as melt flow index, density, and vinyl acetate content. As the material's usage grew more sophisticated, standards evolved to encompass a wider range of characteristics, including thermal properties, weatherability, and electrical insulation capabilities.
The International Organization for Standardization (ISO) has played a pivotal role in establishing globally recognized EVA standards. ISO 17721, for instance, provides guidelines for the determination of vinyl acetate content in ethylene-vinyl acetate copolymers. This standard has been crucial in ensuring consistency and quality across international markets.
In the solar industry, the development of specific EVA standards has been particularly noteworthy. The IEC 62788 series of standards, focusing on measurement procedures for EVA sheet used in photovoltaic modules, has significantly contributed to the reliability and longevity of solar panels worldwide.
The American Society for Testing and Materials (ASTM) has also been instrumental in advancing EVA standards. ASTM D5594 outlines the standard test method for the determination of vinyl acetate content of ethylene-vinyl acetate copolymers by Fourier transform infrared spectroscopy (FTIR), providing a reliable method for composition analysis.
As environmental concerns have gained prominence, standards related to EVA's recyclability and environmental impact have emerged. The European Committee for Standardization (CEN) has developed standards addressing the recyclability and compostability of EVA-based materials, aligning with broader sustainability goals.
The automotive industry has driven the development of specialized EVA standards, particularly for safety-critical components. Standards focusing on impact resistance, flame retardancy, and long-term durability under varying temperature conditions have been established to meet the rigorous demands of vehicle manufacturing.
Looking ahead, the evolution of EVA standards is expected to continue, with a growing emphasis on sustainability, advanced material properties, and industry-specific performance criteria. Emerging areas of focus include standards for EVA in 3D printing applications, medical-grade EVA for healthcare products, and enhanced weathering resistance for outdoor applications.
Initially, EVA standards were primarily focused on basic physical properties such as melt flow index, density, and vinyl acetate content. As the material's usage grew more sophisticated, standards evolved to encompass a wider range of characteristics, including thermal properties, weatherability, and electrical insulation capabilities.
The International Organization for Standardization (ISO) has played a pivotal role in establishing globally recognized EVA standards. ISO 17721, for instance, provides guidelines for the determination of vinyl acetate content in ethylene-vinyl acetate copolymers. This standard has been crucial in ensuring consistency and quality across international markets.
In the solar industry, the development of specific EVA standards has been particularly noteworthy. The IEC 62788 series of standards, focusing on measurement procedures for EVA sheet used in photovoltaic modules, has significantly contributed to the reliability and longevity of solar panels worldwide.
The American Society for Testing and Materials (ASTM) has also been instrumental in advancing EVA standards. ASTM D5594 outlines the standard test method for the determination of vinyl acetate content of ethylene-vinyl acetate copolymers by Fourier transform infrared spectroscopy (FTIR), providing a reliable method for composition analysis.
As environmental concerns have gained prominence, standards related to EVA's recyclability and environmental impact have emerged. The European Committee for Standardization (CEN) has developed standards addressing the recyclability and compostability of EVA-based materials, aligning with broader sustainability goals.
The automotive industry has driven the development of specialized EVA standards, particularly for safety-critical components. Standards focusing on impact resistance, flame retardancy, and long-term durability under varying temperature conditions have been established to meet the rigorous demands of vehicle manufacturing.
Looking ahead, the evolution of EVA standards is expected to continue, with a growing emphasis on sustainability, advanced material properties, and industry-specific performance criteria. Emerging areas of focus include standards for EVA in 3D printing applications, medical-grade EVA for healthcare products, and enhanced weathering resistance for outdoor applications.
Market Demand Analysis
The global market for Ethylene Vinyl Acetate (EVA) has been experiencing significant growth, driven by its versatile applications across various industries. The demand for EVA is primarily fueled by its use in solar panel encapsulation, packaging films, adhesives, and footwear. The solar energy sector, in particular, has been a major contributor to the increasing demand for EVA, as it is an essential component in the production of photovoltaic modules.
In the packaging industry, EVA is widely used for flexible packaging solutions due to its excellent barrier properties and heat-sealing capabilities. The growing e-commerce sector and the shift towards sustainable packaging materials have further boosted the demand for EVA-based packaging films. Additionally, the footwear industry has been incorporating EVA in the production of midsoles and outsoles, owing to its lightweight and cushioning properties.
The construction sector has also emerged as a significant consumer of EVA, particularly in the production of waterproofing membranes and sealants. The increasing focus on energy-efficient buildings and infrastructure development in emerging economies has contributed to the rising demand for EVA-based construction materials.
The automotive industry has been adopting EVA for various applications, including wire and cable insulation, gaskets, and interior components. The trend towards lightweight vehicles and improved fuel efficiency has led to increased use of EVA in automotive manufacturing.
Geographically, Asia-Pacific has been the largest market for EVA, with China and India leading the demand. The rapid industrialization, growing population, and increasing disposable income in these countries have been driving factors for EVA consumption. North America and Europe follow closely, with steady demand from established industries and ongoing technological advancements.
The market for EVA is expected to continue its growth trajectory, with a compound annual growth rate (CAGR) projected to remain strong in the coming years. This growth is attributed to the expanding applications of EVA in emerging technologies, such as 3D printing and advanced medical devices. The healthcare sector, in particular, is showing increased interest in EVA for medical packaging and drug delivery systems.
However, the EVA market faces challenges related to raw material price volatility and environmental concerns associated with its production and disposal. These factors have led to increased research and development efforts focused on developing bio-based alternatives and improving the recyclability of EVA products. As global standards for sustainability and product performance continue to evolve, the EVA industry is likely to see further innovations and advancements to meet these changing market demands.
In the packaging industry, EVA is widely used for flexible packaging solutions due to its excellent barrier properties and heat-sealing capabilities. The growing e-commerce sector and the shift towards sustainable packaging materials have further boosted the demand for EVA-based packaging films. Additionally, the footwear industry has been incorporating EVA in the production of midsoles and outsoles, owing to its lightweight and cushioning properties.
The construction sector has also emerged as a significant consumer of EVA, particularly in the production of waterproofing membranes and sealants. The increasing focus on energy-efficient buildings and infrastructure development in emerging economies has contributed to the rising demand for EVA-based construction materials.
The automotive industry has been adopting EVA for various applications, including wire and cable insulation, gaskets, and interior components. The trend towards lightweight vehicles and improved fuel efficiency has led to increased use of EVA in automotive manufacturing.
Geographically, Asia-Pacific has been the largest market for EVA, with China and India leading the demand. The rapid industrialization, growing population, and increasing disposable income in these countries have been driving factors for EVA consumption. North America and Europe follow closely, with steady demand from established industries and ongoing technological advancements.
The market for EVA is expected to continue its growth trajectory, with a compound annual growth rate (CAGR) projected to remain strong in the coming years. This growth is attributed to the expanding applications of EVA in emerging technologies, such as 3D printing and advanced medical devices. The healthcare sector, in particular, is showing increased interest in EVA for medical packaging and drug delivery systems.
However, the EVA market faces challenges related to raw material price volatility and environmental concerns associated with its production and disposal. These factors have led to increased research and development efforts focused on developing bio-based alternatives and improving the recyclability of EVA products. As global standards for sustainability and product performance continue to evolve, the EVA industry is likely to see further innovations and advancements to meet these changing market demands.
Technical Challenges
The global adoption of Ethylene Vinyl Acetate (EVA) has led to significant advancements in various industries, yet it also presents several technical challenges that need to be addressed. One of the primary obstacles is achieving consistent quality across different manufacturing processes and geographical locations. The variability in raw materials and production techniques can result in EVA products with inconsistent properties, making it difficult to establish and maintain global standards.
Another significant challenge lies in the development of EVA formulations that can meet increasingly stringent performance requirements across diverse applications. As industries push the boundaries of material capabilities, there is a growing demand for EVA compounds with enhanced thermal stability, improved mechanical properties, and better weathering resistance. Balancing these performance attributes while maintaining cost-effectiveness remains a complex task for researchers and manufacturers alike.
The environmental impact of EVA production and disposal poses another critical challenge. As global sustainability standards become more rigorous, there is mounting pressure to develop eco-friendly EVA formulations and manufacturing processes. This includes reducing volatile organic compound (VOC) emissions during production, improving the recyclability of EVA products, and exploring bio-based alternatives to traditional petroleum-derived EVA.
Furthermore, the integration of EVA into advanced manufacturing technologies, such as 3D printing and smart materials, presents new technical hurdles. Adapting EVA formulations for additive manufacturing processes while maintaining desired material properties requires significant research and development efforts. Similarly, incorporating functional additives to create smart EVA materials with sensing or self-healing capabilities is an emerging area that faces numerous technical challenges.
The crosslinking process, crucial for enhancing EVA's performance in certain applications, also presents technical difficulties. Achieving uniform and controlled crosslinking across different product geometries and thicknesses remains a challenge, particularly for complex shapes or large-scale productions. Additionally, developing crosslinking methods that are more energy-efficient and environmentally friendly is an ongoing area of research.
Lastly, the characterization and testing of EVA materials to ensure compliance with global standards pose significant technical challenges. Developing standardized testing methodologies that accurately predict long-term performance across various environmental conditions and applications is crucial. This is particularly important in industries such as photovoltaics, where EVA encapsulants must maintain their properties over decades of outdoor exposure.
Another significant challenge lies in the development of EVA formulations that can meet increasingly stringent performance requirements across diverse applications. As industries push the boundaries of material capabilities, there is a growing demand for EVA compounds with enhanced thermal stability, improved mechanical properties, and better weathering resistance. Balancing these performance attributes while maintaining cost-effectiveness remains a complex task for researchers and manufacturers alike.
The environmental impact of EVA production and disposal poses another critical challenge. As global sustainability standards become more rigorous, there is mounting pressure to develop eco-friendly EVA formulations and manufacturing processes. This includes reducing volatile organic compound (VOC) emissions during production, improving the recyclability of EVA products, and exploring bio-based alternatives to traditional petroleum-derived EVA.
Furthermore, the integration of EVA into advanced manufacturing technologies, such as 3D printing and smart materials, presents new technical hurdles. Adapting EVA formulations for additive manufacturing processes while maintaining desired material properties requires significant research and development efforts. Similarly, incorporating functional additives to create smart EVA materials with sensing or self-healing capabilities is an emerging area that faces numerous technical challenges.
The crosslinking process, crucial for enhancing EVA's performance in certain applications, also presents technical difficulties. Achieving uniform and controlled crosslinking across different product geometries and thicknesses remains a challenge, particularly for complex shapes or large-scale productions. Additionally, developing crosslinking methods that are more energy-efficient and environmentally friendly is an ongoing area of research.
Lastly, the characterization and testing of EVA materials to ensure compliance with global standards pose significant technical challenges. Developing standardized testing methodologies that accurately predict long-term performance across various environmental conditions and applications is crucial. This is particularly important in industries such as photovoltaics, where EVA encapsulants must maintain their properties over decades of outdoor exposure.
Current EVA Standards
01 Composition and synthesis of EVA copolymers
Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and properties of EVA can be adjusted by varying the ratio of these monomers, allowing for customization of the material's characteristics such as flexibility, toughness, and adhesion properties.- Composition and synthesis of EVA copolymers: Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and ratio of these monomers can be adjusted to achieve desired properties such as flexibility, toughness, and adhesion. Various polymerization methods and catalysts are employed to control the molecular weight and distribution of the copolymer.
- EVA blends and composites: EVA copolymers are often blended with other polymers or materials to enhance specific properties or create composites. These blends can improve characteristics such as impact resistance, thermal stability, or processability. Additives, fillers, and reinforcing agents may be incorporated to further modify the performance of EVA-based materials for various applications.
- EVA foam production and applications: EVA foams are produced through various foaming processes, including chemical and physical blowing methods. These foams offer properties such as low density, excellent cushioning, and good thermal insulation. EVA foams find applications in footwear, sports equipment, packaging, and automotive industries.
- EVA in adhesive and sealant formulations: EVA copolymers are widely used in adhesive and sealant formulations due to their excellent adhesion properties, flexibility, and compatibility with various substrates. These formulations may include additional components such as tackifiers, plasticizers, and crosslinking agents to tailor the performance for specific applications in packaging, construction, and automotive industries.
- EVA modifications and functionalization: EVA copolymers can be modified or functionalized to introduce specific properties or reactive groups. This includes grafting, crosslinking, or chemical modifications to enhance compatibility with other materials, improve thermal stability, or introduce specific functionalities. These modifications expand the range of applications for EVA-based materials in various industries.
02 EVA blends and composites
EVA can be blended with other polymers or materials to create composites with enhanced properties. These blends can improve characteristics such as impact resistance, thermal stability, or specific functional properties. The selection of blend components depends on the desired end-use application of the material.Expand Specific Solutions03 EVA foam production and applications
EVA foams are produced by incorporating blowing agents into the polymer matrix. These foams find applications in various industries, including footwear, packaging, and sports equipment. The foam properties can be tailored by adjusting the EVA composition and foaming process parameters.Expand Specific Solutions04 Crosslinking and modification of EVA
EVA can be crosslinked or modified to enhance its properties such as heat resistance, chemical resistance, and mechanical strength. Various methods, including chemical crosslinking agents, radiation, or reactive processing, can be employed to achieve these modifications.Expand Specific Solutions05 EVA in adhesive and sealant applications
EVA is widely used in adhesive and sealant formulations due to its excellent adhesion properties and flexibility. It can be formulated with various additives to enhance specific properties such as tack, cohesion, or weatherability for different application requirements.Expand Specific Solutions
Key Industry Players
The global market for Ethylene Vinyl Acetate (EVA) is experiencing steady growth, driven by increasing demand across various industries. The competitive landscape is characterized by a mix of established chemical giants and specialized manufacturers. Key players like China Petroleum & Chemical Corp., Celanese International Corp., and Kuraray Co., Ltd. are at the forefront of innovation and production. The market is in a mature stage but continues to evolve with new applications emerging. Technological advancements are focused on improving EVA properties and production efficiency. Companies such as Henkel AG & Co. KGaA and BASF Corp. are investing in research and development to enhance product performance and sustainability. The market size is expanding, particularly in regions with growing manufacturing sectors and renewable energy initiatives.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has made significant advancements in Ethylene Vinyl Acetate (EVA) technology. They have developed a proprietary process for producing high-quality EVA with improved thermal stability and mechanical properties. Their method involves a controlled copolymerization of ethylene and vinyl acetate using a novel catalyst system, resulting in EVA with a vinyl acetate content ranging from 18% to 40%[1]. This allows for tailored properties suitable for various applications, including solar panel encapsulation and high-performance adhesives. Sinopec has also implemented advanced process control systems to ensure consistent product quality and reduce energy consumption during production[3].
Strengths: Large-scale production capabilities, vertically integrated supply chain, and strong R&D infrastructure. Weaknesses: Potential environmental concerns associated with petrochemical production and dependence on fossil fuel feedstocks.
Celanese International Corp.
Technical Solution: Celanese International Corp. has developed a cutting-edge EVA production technology called VitalDose™. This platform allows for the creation of customized EVA formulations with precise control over vinyl acetate content, ranging from 0% to 40%[2]. The VitalDose™ technology utilizes a continuous solution polymerization process, enabling the production of high-purity EVA with consistent molecular weight distribution. Celanese has also implemented advanced polymer characterization techniques, such as GPC-MALLS and DSC, to ensure product quality and performance[4]. Their EVA products find applications in drug delivery systems, medical devices, and advanced packaging solutions.
Strengths: Specialized in high-value applications, strong intellectual property portfolio, and global manufacturing presence. Weaknesses: Higher production costs compared to commodity-grade EVA producers and potential vulnerability to raw material price fluctuations.
Innovative EVA Solutions
Ultra high solids vinyl acetate-ethylene and vinyl acetate homopolymer emulsions
PatentInactiveEP0924229B1
Innovation
- Incorporating a polymer seed, such as vinyl acetate, ethylene vinyl acetate, acrylic, or styrene acrylic polymers, into the ethylene/vinyl acetate emulsion process with a specific polyvinyl alcohol and nonionic emulsifier system to achieve broader particle size distribution and higher solids levels while maintaining low viscosity.
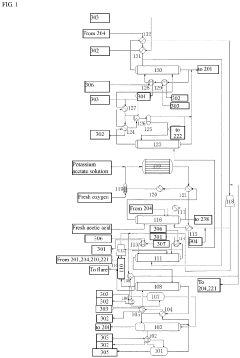
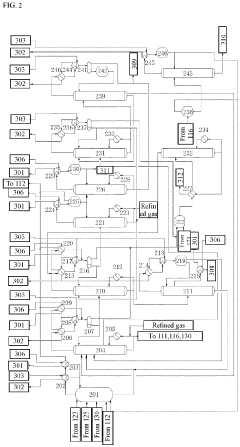
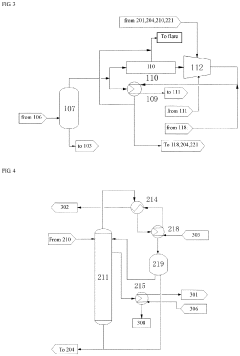
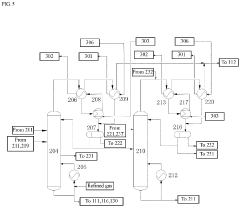
Preparation method of vinyl acetate by ethylene process and device thereof
PatentPendingEP4371972A1
Innovation
- A novel process incorporating an ethylene recovery membrane assembly, refined VAC tower side-draw stream additions, and improved cooling methods using circulating and chilled water for high-purity vinyl acetate production, reducing emissions and preventing material leakage by recovering ethylene and optimizing the distillation process.
Regulatory Compliance
Regulatory compliance plays a crucial role in the advancement of global standards for Ethylene Vinyl Acetate (EVA). As the use of EVA expands across various industries, including packaging, solar panels, and footwear, adherence to international regulations becomes increasingly important. The regulatory landscape for EVA is complex and multifaceted, encompassing environmental, safety, and quality standards.
One of the primary regulatory concerns for EVA is its use in food contact materials. The U.S. Food and Drug Administration (FDA) has established specific guidelines for EVA in food packaging, requiring manufacturers to ensure that the material does not transfer harmful substances to food products. Similarly, the European Union's Regulation (EC) No 1935/2004 sets forth stringent requirements for materials intended to come into contact with food, including EVA-based products.
Environmental regulations also significantly impact the EVA industry. The European Union's REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation requires manufacturers and importers to register EVA and its components, providing detailed information on their properties and potential risks. This regulation aims to protect human health and the environment while promoting innovation in the chemical industry.
In the realm of product safety, EVA manufacturers must comply with various standards depending on the application. For instance, EVA used in solar panel encapsulation must meet the IEC 61730 standard for photovoltaic module safety qualification. This standard ensures that EVA-based encapsulants maintain their integrity and performance over the lifespan of solar panels.
Global harmonization efforts are underway to streamline regulatory compliance for EVA across different regions. The International Organization for Standardization (ISO) has developed several standards relevant to EVA, such as ISO 1183 for determining the density of plastics and ISO 11357 for thermal analysis. These standards facilitate consistent quality control and testing methodologies worldwide.
As sustainability becomes a key focus in regulatory frameworks, EVA manufacturers are increasingly required to address end-of-life considerations for their products. The European Union's Waste Framework Directive and similar regulations in other regions mandate proper disposal and recycling of EVA-containing products. This has led to innovations in recycling technologies and the development of more environmentally friendly EVA formulations.
Compliance with these diverse regulations requires significant investment in research, testing, and documentation. EVA manufacturers must stay abreast of evolving standards and proactively engage with regulatory bodies to ensure their products meet or exceed requirements. This ongoing process of regulatory compliance drives continuous improvement in EVA technology, ultimately contributing to the advancement of global standards in material science and product safety.
One of the primary regulatory concerns for EVA is its use in food contact materials. The U.S. Food and Drug Administration (FDA) has established specific guidelines for EVA in food packaging, requiring manufacturers to ensure that the material does not transfer harmful substances to food products. Similarly, the European Union's Regulation (EC) No 1935/2004 sets forth stringent requirements for materials intended to come into contact with food, including EVA-based products.
Environmental regulations also significantly impact the EVA industry. The European Union's REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation requires manufacturers and importers to register EVA and its components, providing detailed information on their properties and potential risks. This regulation aims to protect human health and the environment while promoting innovation in the chemical industry.
In the realm of product safety, EVA manufacturers must comply with various standards depending on the application. For instance, EVA used in solar panel encapsulation must meet the IEC 61730 standard for photovoltaic module safety qualification. This standard ensures that EVA-based encapsulants maintain their integrity and performance over the lifespan of solar panels.
Global harmonization efforts are underway to streamline regulatory compliance for EVA across different regions. The International Organization for Standardization (ISO) has developed several standards relevant to EVA, such as ISO 1183 for determining the density of plastics and ISO 11357 for thermal analysis. These standards facilitate consistent quality control and testing methodologies worldwide.
As sustainability becomes a key focus in regulatory frameworks, EVA manufacturers are increasingly required to address end-of-life considerations for their products. The European Union's Waste Framework Directive and similar regulations in other regions mandate proper disposal and recycling of EVA-containing products. This has led to innovations in recycling technologies and the development of more environmentally friendly EVA formulations.
Compliance with these diverse regulations requires significant investment in research, testing, and documentation. EVA manufacturers must stay abreast of evolving standards and proactively engage with regulatory bodies to ensure their products meet or exceed requirements. This ongoing process of regulatory compliance drives continuous improvement in EVA technology, ultimately contributing to the advancement of global standards in material science and product safety.
Environmental Impact
Ethylene Vinyl Acetate (EVA) has gained significant attention in recent years due to its versatile applications and potential environmental benefits. However, the environmental impact of EVA production, use, and disposal requires careful consideration to ensure its sustainability and alignment with global environmental standards.
The production of EVA involves the copolymerization of ethylene and vinyl acetate, which requires energy-intensive processes and petrochemical feedstocks. This raises concerns about greenhouse gas emissions and resource depletion. However, advancements in manufacturing technologies have led to more efficient production methods, reducing energy consumption and emissions. Some manufacturers have implemented closed-loop systems and waste recovery processes to minimize environmental impact.
In terms of product use, EVA's durability and resistance to weathering contribute to longer product lifespans, potentially reducing waste generation. Its lightweight nature also offers advantages in transportation, leading to reduced fuel consumption and associated emissions. Additionally, EVA's excellent insulation properties can contribute to energy efficiency in various applications, such as solar panel encapsulation and building materials.
End-of-life management for EVA products presents both challenges and opportunities. While EVA is not biodegradable, it is recyclable. Advanced recycling technologies are being developed to improve the recovery and reprocessing of EVA materials. Some companies have implemented take-back programs and circular economy initiatives to ensure proper disposal and recycling of EVA products.
The environmental impact of EVA also extends to its potential for reducing the use of more harmful materials. For instance, in the footwear industry, EVA is increasingly replacing PVC, which has been associated with toxic emissions during production and disposal. Similarly, in packaging applications, EVA-based materials can offer alternatives to less environmentally friendly options.
Water pollution is another aspect to consider in EVA's environmental profile. While EVA itself is not water-soluble, microplastics from EVA products can potentially enter aquatic ecosystems. Research is ongoing to assess the long-term effects of these particles and develop mitigation strategies.
As global environmental standards continue to evolve, the EVA industry is responding with innovations aimed at reducing its ecological footprint. This includes the development of bio-based EVA alternatives, which utilize renewable resources and potentially offer reduced carbon footprints. Additionally, efforts are being made to improve the recyclability and biodegradability of EVA-based products, aligning with circular economy principles and stricter waste management regulations.
The production of EVA involves the copolymerization of ethylene and vinyl acetate, which requires energy-intensive processes and petrochemical feedstocks. This raises concerns about greenhouse gas emissions and resource depletion. However, advancements in manufacturing technologies have led to more efficient production methods, reducing energy consumption and emissions. Some manufacturers have implemented closed-loop systems and waste recovery processes to minimize environmental impact.
In terms of product use, EVA's durability and resistance to weathering contribute to longer product lifespans, potentially reducing waste generation. Its lightweight nature also offers advantages in transportation, leading to reduced fuel consumption and associated emissions. Additionally, EVA's excellent insulation properties can contribute to energy efficiency in various applications, such as solar panel encapsulation and building materials.
End-of-life management for EVA products presents both challenges and opportunities. While EVA is not biodegradable, it is recyclable. Advanced recycling technologies are being developed to improve the recovery and reprocessing of EVA materials. Some companies have implemented take-back programs and circular economy initiatives to ensure proper disposal and recycling of EVA products.
The environmental impact of EVA also extends to its potential for reducing the use of more harmful materials. For instance, in the footwear industry, EVA is increasingly replacing PVC, which has been associated with toxic emissions during production and disposal. Similarly, in packaging applications, EVA-based materials can offer alternatives to less environmentally friendly options.
Water pollution is another aspect to consider in EVA's environmental profile. While EVA itself is not water-soluble, microplastics from EVA products can potentially enter aquatic ecosystems. Research is ongoing to assess the long-term effects of these particles and develop mitigation strategies.
As global environmental standards continue to evolve, the EVA industry is responding with innovations aimed at reducing its ecological footprint. This includes the development of bio-based EVA alternatives, which utilize renewable resources and potentially offer reduced carbon footprints. Additionally, efforts are being made to improve the recyclability and biodegradability of EVA-based products, aligning with circular economy principles and stricter waste management regulations.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!