Streamlining Processes with Ethylene Vinyl Acetate
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Technology Evolution
Ethylene Vinyl Acetate (EVA) technology has undergone significant evolution since its inception in the 1950s. Initially developed as a copolymer of ethylene and vinyl acetate, EVA has transformed from a niche material to a versatile polymer with applications across various industries. The technology's evolution can be traced through several key phases, each marked by advancements in production processes and material properties.
In the early stages, EVA was primarily used as a packaging material due to its flexibility and low-temperature toughness. The 1960s and 1970s saw improvements in polymerization techniques, leading to better control over the vinyl acetate content and molecular weight distribution. This enabled manufacturers to tailor EVA properties for specific applications, expanding its use in footwear, wire and cable insulation, and adhesives.
The 1980s marked a significant milestone in EVA technology with the introduction of metallocene catalysts. These single-site catalysts allowed for more precise control over the polymer structure, resulting in EVA grades with enhanced performance characteristics. This breakthrough led to the development of high-performance EVA foams and improved encapsulants for photovoltaic modules.
The 1990s and early 2000s witnessed a focus on enhancing EVA's processability and thermal stability. Advancements in extrusion and molding technologies enabled the production of more complex EVA-based products. Simultaneously, researchers developed new additives and stabilizers to improve EVA's resistance to UV radiation and thermal degradation, extending its lifespan in outdoor applications.
In recent years, the evolution of EVA technology has been driven by sustainability concerns and the demand for eco-friendly materials. Manufacturers have made strides in developing bio-based EVA alternatives, incorporating renewable resources into the production process. Additionally, efforts to improve the recyclability of EVA-based products have gained traction, aligning with circular economy principles.
The latest phase in EVA technology evolution focuses on nanotechnology integration and smart material development. Researchers are exploring the incorporation of nanoparticles and nanofibers to enhance EVA's mechanical, thermal, and barrier properties. Furthermore, the development of EVA-based composites with self-healing and shape-memory properties is opening up new possibilities in advanced applications.
Looking ahead, the future of EVA technology is likely to be shaped by emerging trends such as 3D printing and Industry 4.0. Researchers are working on optimizing EVA formulations for additive manufacturing, potentially revolutionizing customized product development. Additionally, the integration of sensors and smart technologies into EVA materials could lead to the creation of intelligent, responsive products that adapt to environmental conditions or user needs.
In the early stages, EVA was primarily used as a packaging material due to its flexibility and low-temperature toughness. The 1960s and 1970s saw improvements in polymerization techniques, leading to better control over the vinyl acetate content and molecular weight distribution. This enabled manufacturers to tailor EVA properties for specific applications, expanding its use in footwear, wire and cable insulation, and adhesives.
The 1980s marked a significant milestone in EVA technology with the introduction of metallocene catalysts. These single-site catalysts allowed for more precise control over the polymer structure, resulting in EVA grades with enhanced performance characteristics. This breakthrough led to the development of high-performance EVA foams and improved encapsulants for photovoltaic modules.
The 1990s and early 2000s witnessed a focus on enhancing EVA's processability and thermal stability. Advancements in extrusion and molding technologies enabled the production of more complex EVA-based products. Simultaneously, researchers developed new additives and stabilizers to improve EVA's resistance to UV radiation and thermal degradation, extending its lifespan in outdoor applications.
In recent years, the evolution of EVA technology has been driven by sustainability concerns and the demand for eco-friendly materials. Manufacturers have made strides in developing bio-based EVA alternatives, incorporating renewable resources into the production process. Additionally, efforts to improve the recyclability of EVA-based products have gained traction, aligning with circular economy principles.
The latest phase in EVA technology evolution focuses on nanotechnology integration and smart material development. Researchers are exploring the incorporation of nanoparticles and nanofibers to enhance EVA's mechanical, thermal, and barrier properties. Furthermore, the development of EVA-based composites with self-healing and shape-memory properties is opening up new possibilities in advanced applications.
Looking ahead, the future of EVA technology is likely to be shaped by emerging trends such as 3D printing and Industry 4.0. Researchers are working on optimizing EVA formulations for additive manufacturing, potentially revolutionizing customized product development. Additionally, the integration of sensors and smart technologies into EVA materials could lead to the creation of intelligent, responsive products that adapt to environmental conditions or user needs.
Market Demand Analysis
The market demand for Ethylene Vinyl Acetate (EVA) has been steadily increasing across various industries due to its versatile properties and wide range of applications. The global EVA market size was valued at USD 7.9 billion in 2020 and is projected to grow at a compound annual growth rate (CAGR) of 4.5% from 2021 to 2028. This growth is primarily driven by the rising demand in key end-use industries such as packaging, footwear, solar panels, and automotive.
In the packaging industry, EVA is extensively used for flexible packaging applications due to its excellent flexibility, toughness, and barrier properties. The increasing demand for sustainable and eco-friendly packaging solutions has further boosted the adoption of EVA-based materials. The food and beverage sector, in particular, has shown significant growth in EVA usage for packaging applications.
The footwear industry has been a major consumer of EVA, especially in the production of midsoles for athletic shoes. The lightweight and cushioning properties of EVA make it an ideal material for sports footwear. As the global sports and fitness industry continues to expand, the demand for EVA in footwear manufacturing is expected to grow substantially.
The solar energy sector has emerged as a significant driver for EVA market growth. EVA is used as an encapsulant material in photovoltaic modules, providing protection and insulation for solar cells. With the increasing focus on renewable energy sources and the rapid expansion of solar power installations worldwide, the demand for EVA in this sector is projected to witness robust growth in the coming years.
In the automotive industry, EVA is utilized in various applications, including wire and cable insulation, gaskets, and interior components. The growing trend towards lightweight and fuel-efficient vehicles has led to increased adoption of EVA-based materials in automotive manufacturing. Additionally, the rising production of electric vehicles is expected to create new opportunities for EVA applications in battery components and thermal management systems.
The construction sector also contributes significantly to the demand for EVA, particularly in applications such as waterproofing membranes, adhesives, and sealants. The ongoing urbanization and infrastructure development in emerging economies are driving the demand for EVA-based construction materials.
Geographically, Asia Pacific dominates the global EVA market, accounting for the largest share of consumption. This can be attributed to the rapid industrialization, growing population, and increasing disposable income in countries like China and India. North America and Europe follow as key markets, driven by technological advancements and stringent regulations promoting sustainable materials.
In the packaging industry, EVA is extensively used for flexible packaging applications due to its excellent flexibility, toughness, and barrier properties. The increasing demand for sustainable and eco-friendly packaging solutions has further boosted the adoption of EVA-based materials. The food and beverage sector, in particular, has shown significant growth in EVA usage for packaging applications.
The footwear industry has been a major consumer of EVA, especially in the production of midsoles for athletic shoes. The lightweight and cushioning properties of EVA make it an ideal material for sports footwear. As the global sports and fitness industry continues to expand, the demand for EVA in footwear manufacturing is expected to grow substantially.
The solar energy sector has emerged as a significant driver for EVA market growth. EVA is used as an encapsulant material in photovoltaic modules, providing protection and insulation for solar cells. With the increasing focus on renewable energy sources and the rapid expansion of solar power installations worldwide, the demand for EVA in this sector is projected to witness robust growth in the coming years.
In the automotive industry, EVA is utilized in various applications, including wire and cable insulation, gaskets, and interior components. The growing trend towards lightweight and fuel-efficient vehicles has led to increased adoption of EVA-based materials in automotive manufacturing. Additionally, the rising production of electric vehicles is expected to create new opportunities for EVA applications in battery components and thermal management systems.
The construction sector also contributes significantly to the demand for EVA, particularly in applications such as waterproofing membranes, adhesives, and sealants. The ongoing urbanization and infrastructure development in emerging economies are driving the demand for EVA-based construction materials.
Geographically, Asia Pacific dominates the global EVA market, accounting for the largest share of consumption. This can be attributed to the rapid industrialization, growing population, and increasing disposable income in countries like China and India. North America and Europe follow as key markets, driven by technological advancements and stringent regulations promoting sustainable materials.
EVA Processing Challenges
Ethylene Vinyl Acetate (EVA) processing presents several challenges that manufacturers must overcome to ensure efficient production and high-quality end products. One of the primary difficulties lies in achieving consistent melt flow characteristics during extrusion or injection molding processes. EVA's unique composition, which combines ethylene and vinyl acetate, can lead to variations in viscosity and flow behavior, particularly when processing different grades or blends of EVA.
Temperature control is another critical challenge in EVA processing. The material's sensitivity to heat requires precise temperature management throughout the production line. Overheating can lead to degradation of the polymer chains, resulting in reduced mechanical properties and potential discoloration. Conversely, insufficient heating may cause inadequate melting and poor dispersion of additives, compromising the final product's quality and performance.
Crosslinking of EVA, often necessary for certain applications, introduces additional complexities to the processing workflow. Achieving uniform crosslinking across the material while maintaining desired physical properties demands careful control of curing conditions, including temperature, pressure, and time. Inadequate crosslinking can result in suboptimal performance, while over-crosslinking may lead to brittleness and reduced flexibility.
The incorporation of additives and fillers into EVA compounds presents another set of challenges. Ensuring homogeneous dispersion of these components throughout the polymer matrix is crucial for achieving consistent properties in the final product. Inadequate mixing or poor dispersion can lead to inconsistencies in mechanical, thermal, and electrical properties, as well as potential defects in the finished items.
Moisture sensitivity is a significant concern during EVA processing. The material's hygroscopic nature means it can absorb moisture from the environment, which can lead to processing issues such as surface defects, voids, or poor adhesion in multi-layer structures. Proper drying and storage of EVA resins before processing is essential to mitigate these problems.
Die build-up and melt fracture are common issues encountered during EVA extrusion. The material's adhesive properties can cause it to accumulate on die surfaces, leading to inconsistent product dimensions and surface quality. Melt fracture, characterized by surface irregularities or "sharkskin" appearance, can occur at high shear rates, necessitating careful control of processing parameters and die design.
Lastly, post-processing operations such as cutting, sealing, or welding EVA products can be challenging due to the material's low melting point and elastic nature. Achieving clean cuts or strong seals often requires specialized equipment and techniques tailored to EVA's unique properties.
Temperature control is another critical challenge in EVA processing. The material's sensitivity to heat requires precise temperature management throughout the production line. Overheating can lead to degradation of the polymer chains, resulting in reduced mechanical properties and potential discoloration. Conversely, insufficient heating may cause inadequate melting and poor dispersion of additives, compromising the final product's quality and performance.
Crosslinking of EVA, often necessary for certain applications, introduces additional complexities to the processing workflow. Achieving uniform crosslinking across the material while maintaining desired physical properties demands careful control of curing conditions, including temperature, pressure, and time. Inadequate crosslinking can result in suboptimal performance, while over-crosslinking may lead to brittleness and reduced flexibility.
The incorporation of additives and fillers into EVA compounds presents another set of challenges. Ensuring homogeneous dispersion of these components throughout the polymer matrix is crucial for achieving consistent properties in the final product. Inadequate mixing or poor dispersion can lead to inconsistencies in mechanical, thermal, and electrical properties, as well as potential defects in the finished items.
Moisture sensitivity is a significant concern during EVA processing. The material's hygroscopic nature means it can absorb moisture from the environment, which can lead to processing issues such as surface defects, voids, or poor adhesion in multi-layer structures. Proper drying and storage of EVA resins before processing is essential to mitigate these problems.
Die build-up and melt fracture are common issues encountered during EVA extrusion. The material's adhesive properties can cause it to accumulate on die surfaces, leading to inconsistent product dimensions and surface quality. Melt fracture, characterized by surface irregularities or "sharkskin" appearance, can occur at high shear rates, necessitating careful control of processing parameters and die design.
Lastly, post-processing operations such as cutting, sealing, or welding EVA products can be challenging due to the material's low melting point and elastic nature. Achieving clean cuts or strong seals often requires specialized equipment and techniques tailored to EVA's unique properties.
Current EVA Solutions
01 Improved EVA polymerization process
Streamlining the EVA production process through enhanced polymerization techniques. This includes optimizing reaction conditions, improving catalyst systems, and developing more efficient reactor designs to increase yield and reduce energy consumption.- Improved EVA polymerization process: Enhancements to the EVA polymerization process, including optimized reaction conditions, catalyst systems, and reactor designs. These improvements aim to increase production efficiency, reduce energy consumption, and improve product quality.
- Advanced EVA extrusion techniques: Development of advanced extrusion techniques for EVA processing, focusing on improved melt flow characteristics, better temperature control, and enhanced mixing. These techniques result in more uniform product quality and increased production rates.
- EVA foam production optimization: Streamlining of EVA foam production processes, including improved foaming agents, optimized expansion techniques, and enhanced curing methods. These advancements lead to better foam quality, reduced production time, and increased energy efficiency.
- Recycling and reprocessing of EVA materials: Development of efficient methods for recycling and reprocessing EVA materials, including improved separation techniques, purification processes, and recompounding strategies. These advancements contribute to a more sustainable EVA production cycle and reduced waste.
- Automation and process control in EVA production: Implementation of advanced automation and process control systems in EVA production, including real-time monitoring, predictive maintenance, and adaptive control algorithms. These technologies improve production consistency, reduce downtime, and optimize resource utilization.
02 Advanced separation and purification methods
Implementing innovative separation and purification techniques to enhance the quality of EVA products. This involves developing more efficient methods for removing unreacted monomers, residual catalysts, and other impurities, resulting in higher-grade EVA with improved properties.Expand Specific Solutions03 Continuous production systems
Developing and implementing continuous production systems for EVA manufacturing. This approach aims to replace batch processes with continuous operations, leading to improved efficiency, reduced downtime, and more consistent product quality.Expand Specific Solutions04 Process control and automation
Integrating advanced process control and automation technologies in EVA production. This includes implementing real-time monitoring systems, predictive modeling, and artificial intelligence to optimize process parameters, reduce variability, and enhance overall production efficiency.Expand Specific Solutions05 Sustainable and eco-friendly production methods
Developing sustainable and environmentally friendly approaches to EVA production. This involves exploring alternative raw materials, reducing waste generation, implementing energy-efficient processes, and minimizing the overall environmental impact of EVA manufacturing.Expand Specific Solutions
Key EVA Manufacturers
The market for Ethylene Vinyl Acetate (EVA) is in a mature growth stage, with a global market size expected to reach $9.7 billion by 2027. The technology is well-established, with key players like Celanese International Corp., Wacker Chemie AG, and Kuraray Co., Ltd. leading innovation. These companies have developed advanced EVA formulations for various applications, including solar panels, footwear, and packaging. The competitive landscape is characterized by ongoing R&D efforts to improve EVA properties and expand its use in emerging sectors. While the market is consolidated among major chemical companies, there's increasing competition from regional players, particularly in Asia, driving further innovation and market expansion.
Celanese International Corp.
Technical Solution: Celanese has developed a proprietary process for producing high-quality Ethylene Vinyl Acetate (EVA) copolymers. Their technology focuses on precise control of the vinyl acetate content and molecular weight distribution, resulting in EVA with tailored properties for specific applications. The company utilizes a continuous solution polymerization process that allows for efficient production of a wide range of EVA grades[1]. Celanese's approach incorporates advanced catalyst systems and reactor designs to achieve optimal copolymerization of ethylene and vinyl acetate monomers. This results in EVA products with improved thermal stability, flexibility, and adhesion properties[2]. The company has also implemented in-line blending capabilities to create custom EVA formulations that meet specific customer requirements, streamlining the production process and reducing time-to-market for new products[3].
Strengths: Precise control over EVA properties, wide range of product grades, and customization capabilities. Weaknesses: Potentially higher production costs due to specialized equipment and processes.
Wacker Chemie AG
Technical Solution: Wacker Chemie AG has developed an innovative approach to EVA production using their VINNAPAS® technology. This process utilizes a unique suspension polymerization technique that allows for the creation of EVA with a high vinyl acetate content of up to 40%[4]. The company's method involves the use of specially designed reactors and stabilizers to control particle size and morphology during polymerization. Wacker's process also incorporates a post-polymerization treatment step to enhance the product's thermal stability and reduce residual monomer content[5]. Additionally, the company has implemented advanced process control systems to optimize reaction conditions and ensure consistent product quality. Wacker's EVA products are particularly well-suited for applications requiring high flexibility and low-temperature performance, such as photovoltaic module encapsulation and high-performance adhesives[6].
Strengths: High vinyl acetate content capability, excellent product consistency, and suitability for specialized applications. Weaknesses: Limited flexibility in producing lower vinyl acetate content grades.
EVA Innovation Patents
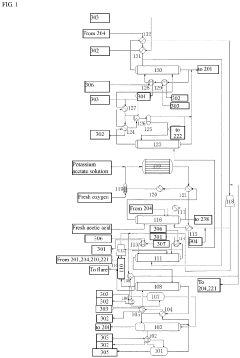
METHOD FOR MANUFACTURING VINYL ACETATE
PatentInactiveBRPI1016097A2
Innovation
- The process optimizes CO2 scrubbing by recycling a partial gas flow through a jet compressor with ethylene as a propellant and redesigning the water scrubber operation to directly feed the bottom product into a pre-dewatering column, eliminating the need for steam heating in the azeotrope column.
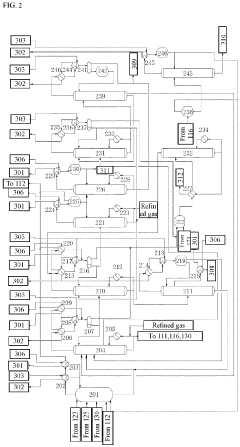
Preparation method of vinyl acetate by ethylene process and device thereof
PatentPendingEP4371972A1
Innovation
- A novel process incorporating an ethylene recovery membrane assembly, refined VAC tower side-draw stream additions, and improved cooling methods using circulating and chilled water for high-purity vinyl acetate production, reducing emissions and preventing material leakage by recovering ethylene and optimizing the distillation process.
Environmental Impact
The environmental impact of Ethylene Vinyl Acetate (EVA) in streamlining processes is a critical consideration for industries seeking to balance efficiency with sustainability. EVA, a copolymer of ethylene and vinyl acetate, has gained prominence in various applications due to its versatile properties. However, its production and use have significant environmental implications that warrant careful examination.
The manufacturing process of EVA involves the polymerization of ethylene and vinyl acetate, which requires substantial energy input and generates greenhouse gas emissions. The primary raw materials, derived from fossil fuels, contribute to carbon footprint concerns. Additionally, the use of catalysts and solvents in production can lead to potential environmental contamination if not properly managed.
Despite these challenges, EVA offers some environmental benefits in its applications. Its durability and resistance to weathering can extend the lifespan of products, potentially reducing waste and the need for frequent replacements. In packaging applications, EVA's excellent sealing properties can improve product protection, minimizing food waste and spoilage.
The recyclability of EVA presents both opportunities and challenges. While technically recyclable, the process is often complex due to the material's cross-linked structure in many applications. This complexity can lead to downcycling rather than true recycling, where the material is repurposed for lower-grade applications.
In terms of end-of-life considerations, EVA's biodegradability is limited. When improperly disposed of, it can contribute to plastic pollution in terrestrial and marine environments. However, ongoing research into bio-based alternatives and improved recycling technologies offers promise for reducing EVA's environmental impact.
The use of EVA in solar panel encapsulation highlights its potential role in renewable energy technologies. By protecting solar cells and extending their operational life, EVA indirectly contributes to the reduction of carbon emissions in energy production. This application demonstrates how the material can play a part in broader sustainability initiatives.
As industries continue to adopt EVA for process streamlining, there is a growing emphasis on life cycle assessments to fully understand and mitigate its environmental impact. These assessments consider factors such as raw material sourcing, production energy requirements, transportation, use-phase benefits, and end-of-life management.
In conclusion, while EVA offers significant benefits in streamlining processes across various industries, its environmental impact remains a complex issue. Balancing its advantages with sustainability concerns requires ongoing innovation in production methods, application design, and recycling technologies. As environmental regulations tighten globally, the future of EVA in industrial processes will likely depend on the industry's ability to address these environmental challenges effectively.
The manufacturing process of EVA involves the polymerization of ethylene and vinyl acetate, which requires substantial energy input and generates greenhouse gas emissions. The primary raw materials, derived from fossil fuels, contribute to carbon footprint concerns. Additionally, the use of catalysts and solvents in production can lead to potential environmental contamination if not properly managed.
Despite these challenges, EVA offers some environmental benefits in its applications. Its durability and resistance to weathering can extend the lifespan of products, potentially reducing waste and the need for frequent replacements. In packaging applications, EVA's excellent sealing properties can improve product protection, minimizing food waste and spoilage.
The recyclability of EVA presents both opportunities and challenges. While technically recyclable, the process is often complex due to the material's cross-linked structure in many applications. This complexity can lead to downcycling rather than true recycling, where the material is repurposed for lower-grade applications.
In terms of end-of-life considerations, EVA's biodegradability is limited. When improperly disposed of, it can contribute to plastic pollution in terrestrial and marine environments. However, ongoing research into bio-based alternatives and improved recycling technologies offers promise for reducing EVA's environmental impact.
The use of EVA in solar panel encapsulation highlights its potential role in renewable energy technologies. By protecting solar cells and extending their operational life, EVA indirectly contributes to the reduction of carbon emissions in energy production. This application demonstrates how the material can play a part in broader sustainability initiatives.
As industries continue to adopt EVA for process streamlining, there is a growing emphasis on life cycle assessments to fully understand and mitigate its environmental impact. These assessments consider factors such as raw material sourcing, production energy requirements, transportation, use-phase benefits, and end-of-life management.
In conclusion, while EVA offers significant benefits in streamlining processes across various industries, its environmental impact remains a complex issue. Balancing its advantages with sustainability concerns requires ongoing innovation in production methods, application design, and recycling technologies. As environmental regulations tighten globally, the future of EVA in industrial processes will likely depend on the industry's ability to address these environmental challenges effectively.
Regulatory Compliance
Regulatory compliance is a critical aspect of streamlining processes with Ethylene Vinyl Acetate (EVA) in various industries. The use of EVA in manufacturing and product development is subject to numerous regulations and standards, which vary depending on the application and geographical location. In the United States, the Food and Drug Administration (FDA) regulates the use of EVA in food packaging and medical devices, ensuring that it meets safety standards for human contact. The European Union's REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation also applies to EVA production and usage, requiring manufacturers to register and assess the safety of their products.
For applications in the automotive industry, EVA must comply with specific safety and performance standards set by organizations such as the Society of Automotive Engineers (SAE) and the International Organization for Standardization (ISO). These standards often focus on material properties, durability, and environmental impact. In the construction sector, building codes and fire safety regulations dictate the use of EVA in insulation and sealing applications, with requirements varying by country and region.
Environmental regulations also play a significant role in EVA production and disposal. Many countries have implemented strict guidelines for the management of volatile organic compounds (VOCs) emitted during EVA processing. Manufacturers must adhere to these regulations by implementing appropriate emission control technologies and waste management practices. Additionally, the growing emphasis on sustainability has led to increased scrutiny of EVA's recyclability and end-of-life disposal methods.
Compliance with workplace safety regulations is another crucial aspect of EVA processing. Occupational health and safety agencies, such as OSHA in the United States, mandate specific safety measures for handling EVA materials, including proper ventilation, personal protective equipment, and employee training programs. These regulations aim to minimize the risks associated with exposure to potentially harmful chemicals during EVA production and processing.
As the use of EVA expands into new applications and markets, regulatory bodies continue to evolve their guidelines to address emerging concerns. For instance, the use of EVA in renewable energy technologies, such as solar panel encapsulation, has prompted the development of new standards focusing on long-term durability and environmental performance. Companies involved in EVA production and utilization must stay informed about these evolving regulations and proactively adapt their processes to ensure ongoing compliance.
To effectively navigate the complex landscape of regulatory compliance, companies working with EVA often implement comprehensive quality management systems and maintain close relationships with regulatory bodies. This approach allows them to anticipate and address compliance challenges proactively, ensuring that their streamlined processes remain in line with the latest regulatory requirements while maintaining efficiency and product quality.
For applications in the automotive industry, EVA must comply with specific safety and performance standards set by organizations such as the Society of Automotive Engineers (SAE) and the International Organization for Standardization (ISO). These standards often focus on material properties, durability, and environmental impact. In the construction sector, building codes and fire safety regulations dictate the use of EVA in insulation and sealing applications, with requirements varying by country and region.
Environmental regulations also play a significant role in EVA production and disposal. Many countries have implemented strict guidelines for the management of volatile organic compounds (VOCs) emitted during EVA processing. Manufacturers must adhere to these regulations by implementing appropriate emission control technologies and waste management practices. Additionally, the growing emphasis on sustainability has led to increased scrutiny of EVA's recyclability and end-of-life disposal methods.
Compliance with workplace safety regulations is another crucial aspect of EVA processing. Occupational health and safety agencies, such as OSHA in the United States, mandate specific safety measures for handling EVA materials, including proper ventilation, personal protective equipment, and employee training programs. These regulations aim to minimize the risks associated with exposure to potentially harmful chemicals during EVA production and processing.
As the use of EVA expands into new applications and markets, regulatory bodies continue to evolve their guidelines to address emerging concerns. For instance, the use of EVA in renewable energy technologies, such as solar panel encapsulation, has prompted the development of new standards focusing on long-term durability and environmental performance. Companies involved in EVA production and utilization must stay informed about these evolving regulations and proactively adapt their processes to ensure ongoing compliance.
To effectively navigate the complex landscape of regulatory compliance, companies working with EVA often implement comprehensive quality management systems and maintain close relationships with regulatory bodies. This approach allows them to anticipate and address compliance challenges proactively, ensuring that their streamlined processes remain in line with the latest regulatory requirements while maintaining efficiency and product quality.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!