How to Maximize Yield with Ethylene Vinyl Acetate?
JUL 8, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Yield Optimization Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a crucial material in various industries, particularly in the production of solar panels, packaging, and footwear. The optimization of EVA yield has become a critical focus for manufacturers seeking to enhance efficiency and reduce costs. This technological pursuit aims to maximize the output of high-quality EVA while minimizing waste and resource consumption.
The evolution of EVA production technology can be traced back to the 1950s when it was first developed. Since then, continuous improvements in polymerization processes, catalyst systems, and reactor designs have contributed to significant advancements in EVA yield and quality. The current technological landscape is characterized by a drive towards more sustainable and economically viable production methods.
As global demand for EVA continues to rise, particularly in the renewable energy sector, the imperative to optimize yield has never been more pressing. The solar panel industry, in particular, requires high-performance EVA with specific properties, driving research into tailored production techniques. This market-driven need has spurred innovation in process control, raw material utilization, and product customization.
The primary objectives of EVA yield optimization encompass several key areas. Firstly, there is a focus on enhancing the efficiency of the polymerization process, aiming to increase the conversion rate of monomers to polymer. This involves fine-tuning reaction conditions such as temperature, pressure, and catalyst concentrations to achieve optimal results.
Secondly, researchers are exploring ways to minimize byproduct formation and reduce impurities in the final product. This not only improves yield but also enhances the quality and consistency of the EVA produced. Advanced purification techniques and in-line monitoring systems are being developed to address this challenge.
Another critical objective is the development of more energy-efficient production methods. As energy costs and environmental concerns continue to rise, manufacturers are seeking ways to reduce the overall energy consumption of the EVA production process without compromising yield or quality.
Furthermore, there is a growing emphasis on the circular economy and sustainability in EVA production. Research is being conducted to explore the potential for recycling EVA waste and incorporating recycled content into new products without sacrificing performance. This aligns with broader industry trends towards more environmentally responsible manufacturing practices.
In conclusion, the background and objectives of EVA yield optimization reflect a multifaceted approach to improving production efficiency, product quality, and sustainability. As technology continues to evolve, these efforts are expected to drive significant advancements in EVA manufacturing, ultimately benefiting a wide range of industries that rely on this versatile material.
The evolution of EVA production technology can be traced back to the 1950s when it was first developed. Since then, continuous improvements in polymerization processes, catalyst systems, and reactor designs have contributed to significant advancements in EVA yield and quality. The current technological landscape is characterized by a drive towards more sustainable and economically viable production methods.
As global demand for EVA continues to rise, particularly in the renewable energy sector, the imperative to optimize yield has never been more pressing. The solar panel industry, in particular, requires high-performance EVA with specific properties, driving research into tailored production techniques. This market-driven need has spurred innovation in process control, raw material utilization, and product customization.
The primary objectives of EVA yield optimization encompass several key areas. Firstly, there is a focus on enhancing the efficiency of the polymerization process, aiming to increase the conversion rate of monomers to polymer. This involves fine-tuning reaction conditions such as temperature, pressure, and catalyst concentrations to achieve optimal results.
Secondly, researchers are exploring ways to minimize byproduct formation and reduce impurities in the final product. This not only improves yield but also enhances the quality and consistency of the EVA produced. Advanced purification techniques and in-line monitoring systems are being developed to address this challenge.
Another critical objective is the development of more energy-efficient production methods. As energy costs and environmental concerns continue to rise, manufacturers are seeking ways to reduce the overall energy consumption of the EVA production process without compromising yield or quality.
Furthermore, there is a growing emphasis on the circular economy and sustainability in EVA production. Research is being conducted to explore the potential for recycling EVA waste and incorporating recycled content into new products without sacrificing performance. This aligns with broader industry trends towards more environmentally responsible manufacturing practices.
In conclusion, the background and objectives of EVA yield optimization reflect a multifaceted approach to improving production efficiency, product quality, and sustainability. As technology continues to evolve, these efforts are expected to drive significant advancements in EVA manufacturing, ultimately benefiting a wide range of industries that rely on this versatile material.
Market Analysis for High-Yield EVA Products
The market for high-yield Ethylene Vinyl Acetate (EVA) products has experienced significant growth in recent years, driven by increasing demand across various industries. EVA's unique properties, including flexibility, durability, and excellent adhesion, have made it a versatile material for applications ranging from solar panel encapsulation to footwear manufacturing.
In the solar energy sector, high-yield EVA products have gained substantial traction due to their critical role in photovoltaic module encapsulation. The global solar PV market is projected to grow at a compound annual growth rate (CAGR) of over 20% in the coming years, directly impacting the demand for high-quality EVA encapsulants. This growth is fueled by increasing renewable energy adoption and government initiatives promoting clean energy solutions.
The footwear industry represents another significant market for high-yield EVA products. EVA's lightweight and cushioning properties make it an ideal material for shoe midsoles and insoles. The global athletic footwear market, a major consumer of EVA, is expected to expand steadily, driven by rising health consciousness and increasing participation in sports activities.
The packaging industry has also embraced high-yield EVA products, particularly in the form of EVA-based films and coatings. These materials offer excellent barrier properties and heat-sealing capabilities, making them suitable for food packaging and other protective applications. The global flexible packaging market, which extensively uses EVA products, is forecasted to grow substantially in the coming years.
In the automotive sector, high-yield EVA products are gaining popularity for use in interior components, wire and cable insulation, and sound dampening applications. The automotive industry's shift towards electric vehicles and lightweight materials is expected to further boost the demand for EVA-based solutions.
The construction industry represents another growing market for high-yield EVA products, particularly in the form of adhesives, sealants, and waterproofing materials. The global construction industry's steady growth, coupled with increasing emphasis on energy-efficient building materials, is likely to drive demand for EVA-based products in this sector.
Geographically, Asia-Pacific dominates the market for high-yield EVA products, with China and India being major consumers and producers. The region's rapid industrialization, growing automotive and construction sectors, and increasing solar energy adoption contribute to this market dominance. North America and Europe follow, with significant demand driven by technological advancements and sustainability initiatives.
In the solar energy sector, high-yield EVA products have gained substantial traction due to their critical role in photovoltaic module encapsulation. The global solar PV market is projected to grow at a compound annual growth rate (CAGR) of over 20% in the coming years, directly impacting the demand for high-quality EVA encapsulants. This growth is fueled by increasing renewable energy adoption and government initiatives promoting clean energy solutions.
The footwear industry represents another significant market for high-yield EVA products. EVA's lightweight and cushioning properties make it an ideal material for shoe midsoles and insoles. The global athletic footwear market, a major consumer of EVA, is expected to expand steadily, driven by rising health consciousness and increasing participation in sports activities.
The packaging industry has also embraced high-yield EVA products, particularly in the form of EVA-based films and coatings. These materials offer excellent barrier properties and heat-sealing capabilities, making them suitable for food packaging and other protective applications. The global flexible packaging market, which extensively uses EVA products, is forecasted to grow substantially in the coming years.
In the automotive sector, high-yield EVA products are gaining popularity for use in interior components, wire and cable insulation, and sound dampening applications. The automotive industry's shift towards electric vehicles and lightweight materials is expected to further boost the demand for EVA-based solutions.
The construction industry represents another growing market for high-yield EVA products, particularly in the form of adhesives, sealants, and waterproofing materials. The global construction industry's steady growth, coupled with increasing emphasis on energy-efficient building materials, is likely to drive demand for EVA-based products in this sector.
Geographically, Asia-Pacific dominates the market for high-yield EVA products, with China and India being major consumers and producers. The region's rapid industrialization, growing automotive and construction sectors, and increasing solar energy adoption contribute to this market dominance. North America and Europe follow, with significant demand driven by technological advancements and sustainability initiatives.
Current Challenges in EVA Production Efficiency
The production of Ethylene Vinyl Acetate (EVA) faces several significant challenges that impact overall efficiency and yield. One of the primary issues is the complexity of the polymerization process, which requires precise control of temperature, pressure, and reactant ratios. Fluctuations in these parameters can lead to inconsistent product quality and reduced yield.
Another major challenge is the management of reactor fouling. The polymerization reaction can result in the formation of polymer deposits on reactor walls and other equipment surfaces. This fouling not only reduces heat transfer efficiency but also necessitates frequent shutdowns for cleaning, significantly impacting production capacity and overall yield.
The control of molecular weight distribution and copolymer composition uniformity presents another hurdle. Achieving the desired balance between ethylene and vinyl acetate content while maintaining consistent molecular weight is crucial for product performance but can be difficult to manage consistently across production batches.
Energy efficiency is a persistent concern in EVA production. The process is energy-intensive, particularly in the areas of compression and cooling. Optimizing energy use without compromising product quality or production rates remains a significant challenge for manufacturers seeking to improve their yield and reduce operational costs.
Raw material variability also poses challenges to maintaining consistent production efficiency. Fluctuations in the quality or composition of ethylene and vinyl acetate monomers can necessitate frequent adjustments to process parameters, potentially leading to downtime and reduced yield.
The recovery and recycling of unreacted monomers present both an opportunity and a challenge. Efficient recovery systems are essential for maximizing yield, but designing and operating these systems to handle varying compositions and volumes of unreacted materials can be complex and costly.
Lastly, the management of by-products and waste streams is a critical aspect of EVA production efficiency. Minimizing the generation of unwanted by-products while effectively treating and disposing of waste materials is essential for maintaining high yields and meeting environmental regulations.
Addressing these challenges requires a multifaceted approach, combining advanced process control technologies, innovative reactor designs, and optimized operational strategies. Continuous improvement in these areas is essential for maximizing EVA production efficiency and yield in the face of evolving market demands and regulatory requirements.
Another major challenge is the management of reactor fouling. The polymerization reaction can result in the formation of polymer deposits on reactor walls and other equipment surfaces. This fouling not only reduces heat transfer efficiency but also necessitates frequent shutdowns for cleaning, significantly impacting production capacity and overall yield.
The control of molecular weight distribution and copolymer composition uniformity presents another hurdle. Achieving the desired balance between ethylene and vinyl acetate content while maintaining consistent molecular weight is crucial for product performance but can be difficult to manage consistently across production batches.
Energy efficiency is a persistent concern in EVA production. The process is energy-intensive, particularly in the areas of compression and cooling. Optimizing energy use without compromising product quality or production rates remains a significant challenge for manufacturers seeking to improve their yield and reduce operational costs.
Raw material variability also poses challenges to maintaining consistent production efficiency. Fluctuations in the quality or composition of ethylene and vinyl acetate monomers can necessitate frequent adjustments to process parameters, potentially leading to downtime and reduced yield.
The recovery and recycling of unreacted monomers present both an opportunity and a challenge. Efficient recovery systems are essential for maximizing yield, but designing and operating these systems to handle varying compositions and volumes of unreacted materials can be complex and costly.
Lastly, the management of by-products and waste streams is a critical aspect of EVA production efficiency. Minimizing the generation of unwanted by-products while effectively treating and disposing of waste materials is essential for maintaining high yields and meeting environmental regulations.
Addressing these challenges requires a multifaceted approach, combining advanced process control technologies, innovative reactor designs, and optimized operational strategies. Continuous improvement in these areas is essential for maximizing EVA production efficiency and yield in the face of evolving market demands and regulatory requirements.
Existing Yield Maximization Techniques for EVA
01 Optimization of polymerization conditions
Improving EVA yield through optimizing polymerization conditions such as temperature, pressure, and catalyst concentration. This involves fine-tuning reaction parameters to maximize conversion and minimize side reactions, resulting in higher product yield and quality.- Optimization of polymerization conditions: Improving EVA yield through optimizing polymerization conditions such as temperature, pressure, and catalyst concentration. This involves fine-tuning reaction parameters to maximize conversion of monomers to the desired EVA product while minimizing side reactions and waste.
- Use of advanced catalysts: Employing novel or improved catalysts to enhance the efficiency of EVA polymerization. These catalysts can increase reaction rates, improve selectivity, and allow for better control over the polymer's properties, ultimately leading to higher yields.
- Continuous flow processes: Implementing continuous flow reactors or processes for EVA production instead of batch reactors. This approach can lead to improved heat and mass transfer, better control over reaction conditions, and increased overall productivity and yield.
- Recycling and recovery of unreacted monomers: Developing efficient methods to recover and recycle unreacted ethylene and vinyl acetate monomers from the reaction mixture. This process can significantly increase the overall yield of EVA production by reusing raw materials that would otherwise be wasted.
- Post-polymerization treatment: Applying various post-polymerization treatments to improve the quality and yield of EVA. This may include purification techniques, removal of residual monomers or catalysts, and optimization of the polymer's physical properties to meet specific product requirements.
02 Novel catalyst systems
Development of new catalyst systems or modifications to existing catalysts to enhance EVA production efficiency. These catalysts aim to increase reaction rates, improve selectivity, and reduce unwanted byproducts, ultimately leading to higher yields.Expand Specific Solutions03 Continuous flow processes
Implementation of continuous flow processes for EVA production, which can lead to improved yield compared to batch processes. This approach allows for better control of reaction conditions, reduced residence times, and more efficient heat and mass transfer.Expand Specific Solutions04 Recycling and recovery of unreacted monomers
Developing efficient methods for recycling and recovering unreacted ethylene and vinyl acetate monomers from the production process. This helps to increase overall yield by reintroducing unreacted materials back into the production cycle, reducing waste and improving resource utilization.Expand Specific Solutions05 Process intensification techniques
Applying process intensification techniques such as microreactor technology, ultrasound-assisted polymerization, or advanced mixing systems to enhance EVA yield. These methods aim to improve heat and mass transfer, increase reaction rates, and provide better control over the polymerization process.Expand Specific Solutions
Key Players in EVA Production Industry
The ethylene vinyl acetate (EVA) market is in a mature growth stage, characterized by steady demand and established applications across various industries. The global EVA market size is projected to reach several billion dollars by 2025, driven by increasing demand in sectors such as solar panels, packaging, and footwear. Technologically, EVA production is well-established, with major players like China Petroleum & Chemical Corp., Celanese International Corp., and LyondellBasell Acetyls LLC continuously refining their processes. These companies, along with others like Wacker Chemie AG and Kuraray Co., Ltd., are focusing on improving product quality, enhancing production efficiency, and developing specialized grades to maximize yield and maintain their competitive edge in this mature market.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed a novel approach to maximize ethylene vinyl acetate (EVA) yield through process optimization and catalyst innovation. Their method involves a two-stage polymerization process, utilizing a high-pressure tubular reactor followed by a low-pressure autoclave reactor[1]. This configuration allows for precise control of the vinyl acetate (VA) content and molecular weight distribution. Sinopec has also introduced a proprietary Ziegler-Natta catalyst system that enhances the incorporation of VA monomers into the polymer chain, resulting in improved product quality and increased yield[3]. Additionally, they have implemented advanced process control systems that use real-time monitoring and machine learning algorithms to optimize reaction conditions, reducing waste and improving overall efficiency[5].
Strengths: Improved VA incorporation, precise control over product properties, and enhanced process efficiency. Weaknesses: High capital investment required for equipment upgrades and potential scalability challenges in smaller production facilities.
Celanese International Corp.
Technical Solution: Celanese has developed a cutting-edge approach to maximize EVA yield through their patented VitalDose™ technology. This innovative process utilizes a continuous solution polymerization method, which allows for better control of molecular weight and VA content distribution[2]. The company has also implemented a novel catalyst system that enhances the copolymerization efficiency of ethylene and vinyl acetate monomers. Celanese's process incorporates advanced in-line analytics and automated control systems to maintain optimal reaction conditions throughout the production cycle[4]. Furthermore, they have developed a proprietary solvent recovery and recycling system that significantly reduces raw material waste and improves overall yield[6].
Strengths: Precise control over product properties, reduced waste through solvent recycling, and improved production consistency. Weaknesses: Potentially higher operational costs due to complex process control systems and specialized equipment requirements.
Innovative Approaches to EVA Yield Improvement
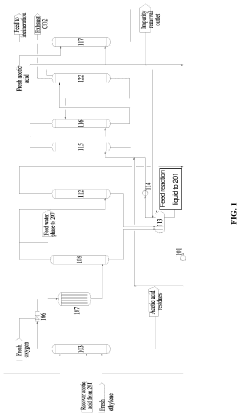
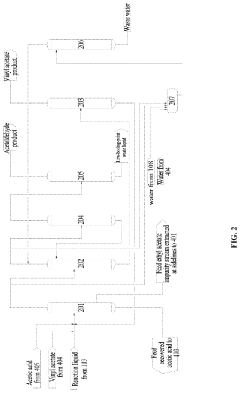
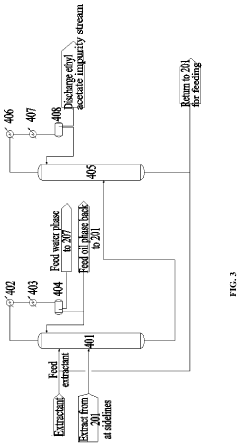
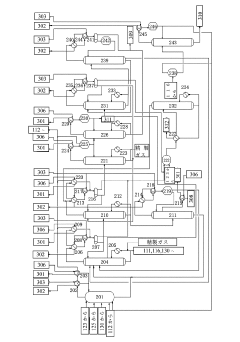
Method for producing vinyl acetate
PatentActiveUS20230312452A1
Innovation
- A method involving a gas phase oxidation process with a system integration that includes specific towers and reactors for ethylene recovery, acetic acid evaporation, oxygen mixing, and separation processes, utilizing acetic acid as an extractant in the rectifying and separating towers to enhance the separation of vinyl acetate from ethyl acetate.
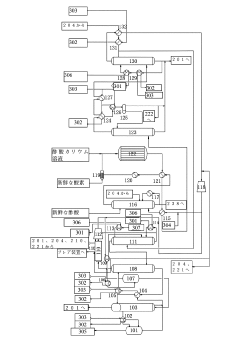
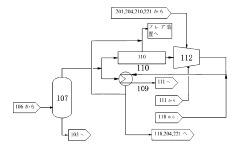
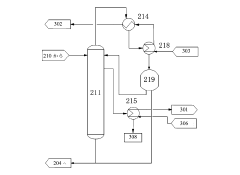
Production process of vinyl acetate due to ethylene method and apparatus
PatentActiveJP2024072774A
Innovation
- Incorporation of an ethylene recovery membrane assembly, series cooling with circulating water, and side cut stream in the purification VAC column, along with improved condensation and purification processes to enhance ethylene recovery and product purity.
Environmental Impact of EVA Manufacturing
The environmental impact of EVA manufacturing is a critical consideration in the pursuit of maximizing yield with Ethylene Vinyl Acetate (EVA). The production process of EVA involves several stages that can have significant environmental implications, necessitating a comprehensive assessment of its ecological footprint.
The primary environmental concerns associated with EVA manufacturing stem from the raw materials used and the energy-intensive nature of the production process. Ethylene and vinyl acetate, the key components of EVA, are derived from fossil fuels, contributing to the depletion of non-renewable resources. The extraction and processing of these raw materials result in greenhouse gas emissions, further exacerbating climate change issues.
During the polymerization process, volatile organic compounds (VOCs) are released, which can lead to air pollution and potential health risks for workers and surrounding communities. These emissions require stringent control measures to mitigate their impact on air quality and comply with environmental regulations.
Water consumption and wastewater generation are also significant factors in EVA production. The cooling processes and cleaning of equipment utilize substantial amounts of water, potentially straining local water resources. Proper treatment and management of wastewater are essential to prevent contamination of water bodies and ecosystems.
Energy consumption in EVA manufacturing is another area of environmental concern. The high temperatures and pressures required for polymerization demand considerable energy input, often sourced from fossil fuels. This reliance on non-renewable energy sources contributes to the carbon footprint of EVA production.
Waste management is a crucial aspect of minimizing the environmental impact of EVA manufacturing. Off-spec products, process residues, and packaging materials generate solid waste that requires proper disposal or recycling. Implementing efficient waste reduction strategies and exploring recycling opportunities can significantly reduce the environmental burden of EVA production.
To address these environmental challenges, manufacturers are increasingly adopting cleaner production technologies and sustainable practices. This includes investing in energy-efficient equipment, implementing closed-loop systems for water and solvent recycling, and exploring renewable energy sources to power production facilities.
Furthermore, the development of bio-based alternatives for ethylene and vinyl acetate is an emerging area of research aimed at reducing the reliance on fossil fuels. These innovations have the potential to significantly lower the environmental impact of EVA manufacturing while maintaining or even improving product quality and yield.
In conclusion, maximizing yield with EVA must be balanced with efforts to minimize its environmental impact. A holistic approach that considers resource efficiency, emission reduction, waste management, and sustainable innovation is essential for the long-term viability and environmental sustainability of EVA manufacturing.
The primary environmental concerns associated with EVA manufacturing stem from the raw materials used and the energy-intensive nature of the production process. Ethylene and vinyl acetate, the key components of EVA, are derived from fossil fuels, contributing to the depletion of non-renewable resources. The extraction and processing of these raw materials result in greenhouse gas emissions, further exacerbating climate change issues.
During the polymerization process, volatile organic compounds (VOCs) are released, which can lead to air pollution and potential health risks for workers and surrounding communities. These emissions require stringent control measures to mitigate their impact on air quality and comply with environmental regulations.
Water consumption and wastewater generation are also significant factors in EVA production. The cooling processes and cleaning of equipment utilize substantial amounts of water, potentially straining local water resources. Proper treatment and management of wastewater are essential to prevent contamination of water bodies and ecosystems.
Energy consumption in EVA manufacturing is another area of environmental concern. The high temperatures and pressures required for polymerization demand considerable energy input, often sourced from fossil fuels. This reliance on non-renewable energy sources contributes to the carbon footprint of EVA production.
Waste management is a crucial aspect of minimizing the environmental impact of EVA manufacturing. Off-spec products, process residues, and packaging materials generate solid waste that requires proper disposal or recycling. Implementing efficient waste reduction strategies and exploring recycling opportunities can significantly reduce the environmental burden of EVA production.
To address these environmental challenges, manufacturers are increasingly adopting cleaner production technologies and sustainable practices. This includes investing in energy-efficient equipment, implementing closed-loop systems for water and solvent recycling, and exploring renewable energy sources to power production facilities.
Furthermore, the development of bio-based alternatives for ethylene and vinyl acetate is an emerging area of research aimed at reducing the reliance on fossil fuels. These innovations have the potential to significantly lower the environmental impact of EVA manufacturing while maintaining or even improving product quality and yield.
In conclusion, maximizing yield with EVA must be balanced with efforts to minimize its environmental impact. A holistic approach that considers resource efficiency, emission reduction, waste management, and sustainable innovation is essential for the long-term viability and environmental sustainability of EVA manufacturing.
Quality Control Measures for High-Yield EVA
Quality control measures are crucial for maximizing yield in Ethylene Vinyl Acetate (EVA) production. Implementing a comprehensive quality management system is essential to ensure consistent high-yield output. This system should encompass raw material inspection, process monitoring, and final product testing.
Raw material quality control is the first line of defense in maintaining high EVA yields. Incoming ethylene and vinyl acetate monomers should undergo rigorous testing for purity and composition. Spectroscopic methods, such as gas chromatography and mass spectrometry, can be employed to detect impurities that may interfere with the polymerization process. Moisture content in raw materials should be strictly controlled, as excess water can lead to hydrolysis and reduced yield.
Process monitoring during EVA production is critical for maintaining optimal reaction conditions. Real-time monitoring of temperature, pressure, and reactant flow rates allows for immediate adjustments to prevent yield loss. Advanced process control systems, incorporating statistical process control (SPC) techniques, can help identify and correct deviations before they significantly impact yield. Inline viscosity measurements can provide valuable insights into the polymerization progress and help optimize reaction time.
Final product testing is essential to verify that the EVA meets specifications and to identify any issues that may have occurred during production. Key parameters to monitor include melt flow index, vinyl acetate content, and gel content. Thermal analysis techniques, such as differential scanning calorimetry (DSC), can be used to assess the EVA's thermal properties and ensure consistency across batches.
Implementing a robust traceability system is vital for high-yield EVA production. This system should track raw materials, process parameters, and final product characteristics for each batch. In the event of yield issues, this data can be invaluable for root cause analysis and process improvement.
Regular equipment maintenance and calibration are often overlooked aspects of quality control but are crucial for consistent high yields. Scheduled preventive maintenance can help avoid unexpected downtime and ensure that all equipment operates within specified parameters. Calibration of measurement instruments, particularly those used for process control and quality testing, should be performed regularly to maintain accuracy.
Employee training and standard operating procedures (SOPs) play a significant role in quality control. Ensuring that all personnel involved in EVA production are well-trained and adhere to established SOPs can greatly reduce human error and variability in the production process. Regular refresher training and updates to SOPs based on process improvements can help maintain high yields over time.
Continuous improvement initiatives, such as Six Sigma or Lean Manufacturing, can be applied to EVA production to identify and eliminate sources of yield loss. These methodologies encourage data-driven decision-making and systematic problem-solving, which can lead to incremental improvements in yield over time.
Raw material quality control is the first line of defense in maintaining high EVA yields. Incoming ethylene and vinyl acetate monomers should undergo rigorous testing for purity and composition. Spectroscopic methods, such as gas chromatography and mass spectrometry, can be employed to detect impurities that may interfere with the polymerization process. Moisture content in raw materials should be strictly controlled, as excess water can lead to hydrolysis and reduced yield.
Process monitoring during EVA production is critical for maintaining optimal reaction conditions. Real-time monitoring of temperature, pressure, and reactant flow rates allows for immediate adjustments to prevent yield loss. Advanced process control systems, incorporating statistical process control (SPC) techniques, can help identify and correct deviations before they significantly impact yield. Inline viscosity measurements can provide valuable insights into the polymerization progress and help optimize reaction time.
Final product testing is essential to verify that the EVA meets specifications and to identify any issues that may have occurred during production. Key parameters to monitor include melt flow index, vinyl acetate content, and gel content. Thermal analysis techniques, such as differential scanning calorimetry (DSC), can be used to assess the EVA's thermal properties and ensure consistency across batches.
Implementing a robust traceability system is vital for high-yield EVA production. This system should track raw materials, process parameters, and final product characteristics for each batch. In the event of yield issues, this data can be invaluable for root cause analysis and process improvement.
Regular equipment maintenance and calibration are often overlooked aspects of quality control but are crucial for consistent high yields. Scheduled preventive maintenance can help avoid unexpected downtime and ensure that all equipment operates within specified parameters. Calibration of measurement instruments, particularly those used for process control and quality testing, should be performed regularly to maintain accuracy.
Employee training and standard operating procedures (SOPs) play a significant role in quality control. Ensuring that all personnel involved in EVA production are well-trained and adhere to established SOPs can greatly reduce human error and variability in the production process. Regular refresher training and updates to SOPs based on process improvements can help maintain high yields over time.
Continuous improvement initiatives, such as Six Sigma or Lean Manufacturing, can be applied to EVA production to identify and eliminate sources of yield loss. These methodologies encourage data-driven decision-making and systematic problem-solving, which can lead to incremental improvements in yield over time.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!