How Ethylene Vinyl Acetate Improves Product Flexibility?
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Technology Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and innovative material in various industries, revolutionizing product flexibility and performance. The development of EVA technology can be traced back to the 1950s when researchers at DuPont first synthesized this copolymer. Since then, EVA has undergone significant advancements, evolving from a simple plastic additive to a crucial component in numerous applications.
The primary objective of EVA technology is to enhance product flexibility while maintaining other desirable properties such as durability, weather resistance, and processability. This unique combination of characteristics has led to its widespread adoption in industries ranging from footwear and packaging to solar panels and medical devices.
Over the years, the evolution of EVA technology has been driven by the increasing demand for materials that can withstand diverse environmental conditions and meet specific performance requirements. Researchers and manufacturers have focused on optimizing the ratio of ethylene to vinyl acetate, as well as developing various grades of EVA with tailored properties for different applications.
One of the key trends in EVA technology development has been the push towards higher vinyl acetate content, which directly correlates with improved flexibility and elasticity. This has opened up new possibilities in areas such as sports equipment, where EVA-based foams provide superior cushioning and impact resistance.
Another significant trend is the development of EVA copolymers with enhanced thermal stability and UV resistance. These advancements have expanded the use of EVA in outdoor applications, particularly in the construction and automotive industries, where materials must withstand extreme temperatures and prolonged exposure to sunlight.
The ongoing research in EVA technology aims to further improve its properties and expand its application range. Current objectives include developing EVA formulations with even greater flexibility at low temperatures, enhancing its barrier properties for packaging applications, and improving its compatibility with other materials for advanced composite structures.
As environmental concerns gain prominence, there is also a growing focus on developing sustainable EVA formulations. This includes research into bio-based EVA alternatives and improving the recyclability of EVA-containing products, aligning with global efforts towards circular economy principles.
In conclusion, the background and objectives of EVA technology reflect a continuous journey of innovation driven by market demands and technological advancements. From its inception to its current state, EVA has proven to be a dynamic material with immense potential for improving product flexibility across various sectors. The ongoing research and development in this field promise to unlock even more applications and benefits in the future, cementing EVA's position as a crucial material in modern manufacturing and product design.
The primary objective of EVA technology is to enhance product flexibility while maintaining other desirable properties such as durability, weather resistance, and processability. This unique combination of characteristics has led to its widespread adoption in industries ranging from footwear and packaging to solar panels and medical devices.
Over the years, the evolution of EVA technology has been driven by the increasing demand for materials that can withstand diverse environmental conditions and meet specific performance requirements. Researchers and manufacturers have focused on optimizing the ratio of ethylene to vinyl acetate, as well as developing various grades of EVA with tailored properties for different applications.
One of the key trends in EVA technology development has been the push towards higher vinyl acetate content, which directly correlates with improved flexibility and elasticity. This has opened up new possibilities in areas such as sports equipment, where EVA-based foams provide superior cushioning and impact resistance.
Another significant trend is the development of EVA copolymers with enhanced thermal stability and UV resistance. These advancements have expanded the use of EVA in outdoor applications, particularly in the construction and automotive industries, where materials must withstand extreme temperatures and prolonged exposure to sunlight.
The ongoing research in EVA technology aims to further improve its properties and expand its application range. Current objectives include developing EVA formulations with even greater flexibility at low temperatures, enhancing its barrier properties for packaging applications, and improving its compatibility with other materials for advanced composite structures.
As environmental concerns gain prominence, there is also a growing focus on developing sustainable EVA formulations. This includes research into bio-based EVA alternatives and improving the recyclability of EVA-containing products, aligning with global efforts towards circular economy principles.
In conclusion, the background and objectives of EVA technology reflect a continuous journey of innovation driven by market demands and technological advancements. From its inception to its current state, EVA has proven to be a dynamic material with immense potential for improving product flexibility across various sectors. The ongoing research and development in this field promise to unlock even more applications and benefits in the future, cementing EVA's position as a crucial material in modern manufacturing and product design.
Market Demand for Flexible Products
The market demand for flexible products has been steadily increasing across various industries, driven by consumer preferences for versatile, durable, and comfortable goods. This trend is particularly evident in sectors such as footwear, sports equipment, packaging, and automotive components. Consumers are increasingly seeking products that can adapt to their dynamic lifestyles, leading to a surge in demand for materials that offer enhanced flexibility and resilience.
In the footwear industry, there is a growing preference for shoes that provide both comfort and performance. Athletic shoes, in particular, require materials that can withstand repeated flexing and impact while maintaining their shape and cushioning properties. This has led to a significant market for flexible midsoles and outsoles, where Ethylene Vinyl Acetate (EVA) has become a key material due to its ability to improve product flexibility.
The sports equipment sector has also seen a rise in demand for flexible products. Tennis rackets, golf clubs, and protective gear all benefit from materials that can absorb shock and provide a comfortable user experience. Manufacturers are increasingly incorporating flexible components to enhance performance and reduce the risk of injury, creating a substantial market for materials like EVA that can meet these requirements.
Packaging is another area where flexibility is highly valued. Consumers and businesses alike are looking for packaging solutions that are not only protective but also easy to handle and store. Flexible packaging materials that can withstand bending and folding without compromising their integrity are in high demand, particularly in the food and beverage industry.
The automotive sector has been experiencing a shift towards lighter, more fuel-efficient vehicles. This has created a market for flexible materials that can replace heavier, rigid components without sacrificing durability. Interior components, such as dashboards and door panels, as well as exterior parts like bumpers and trim, are areas where flexible materials are increasingly being utilized to improve overall vehicle performance and aesthetics.
Consumer electronics is yet another market segment driving the demand for flexible products. As devices become more portable and wearable, there is a growing need for materials that can bend and conform to various shapes while maintaining functionality. This includes flexible displays, batteries, and circuit boards, all of which contribute to the expanding market for materials that enhance product flexibility.
The healthcare industry has also recognized the benefits of flexible products, particularly in medical devices and prosthetics. There is a significant demand for materials that can mimic the flexibility of human tissue, providing comfort and improved functionality for patients. This has opened up new opportunities for materials like EVA in the development of orthopedic supports, insoles, and other medical applications.
In the footwear industry, there is a growing preference for shoes that provide both comfort and performance. Athletic shoes, in particular, require materials that can withstand repeated flexing and impact while maintaining their shape and cushioning properties. This has led to a significant market for flexible midsoles and outsoles, where Ethylene Vinyl Acetate (EVA) has become a key material due to its ability to improve product flexibility.
The sports equipment sector has also seen a rise in demand for flexible products. Tennis rackets, golf clubs, and protective gear all benefit from materials that can absorb shock and provide a comfortable user experience. Manufacturers are increasingly incorporating flexible components to enhance performance and reduce the risk of injury, creating a substantial market for materials like EVA that can meet these requirements.
Packaging is another area where flexibility is highly valued. Consumers and businesses alike are looking for packaging solutions that are not only protective but also easy to handle and store. Flexible packaging materials that can withstand bending and folding without compromising their integrity are in high demand, particularly in the food and beverage industry.
The automotive sector has been experiencing a shift towards lighter, more fuel-efficient vehicles. This has created a market for flexible materials that can replace heavier, rigid components without sacrificing durability. Interior components, such as dashboards and door panels, as well as exterior parts like bumpers and trim, are areas where flexible materials are increasingly being utilized to improve overall vehicle performance and aesthetics.
Consumer electronics is yet another market segment driving the demand for flexible products. As devices become more portable and wearable, there is a growing need for materials that can bend and conform to various shapes while maintaining functionality. This includes flexible displays, batteries, and circuit boards, all of which contribute to the expanding market for materials that enhance product flexibility.
The healthcare industry has also recognized the benefits of flexible products, particularly in medical devices and prosthetics. There is a significant demand for materials that can mimic the flexibility of human tissue, providing comfort and improved functionality for patients. This has opened up new opportunities for materials like EVA in the development of orthopedic supports, insoles, and other medical applications.
Current State and Challenges of EVA Technology
Ethylene Vinyl Acetate (EVA) technology has made significant strides in recent years, revolutionizing various industries with its unique properties and versatile applications. The current state of EVA technology is characterized by widespread adoption across sectors such as footwear, packaging, solar panels, and medical devices. Its ability to enhance product flexibility has positioned it as a crucial material in modern manufacturing processes.
One of the primary challenges facing EVA technology is the optimization of its composition to achieve specific performance characteristics. The ratio of ethylene to vinyl acetate in the copolymer significantly influences its properties, and finding the ideal balance for different applications remains an ongoing challenge. Researchers are continuously working on developing new formulations to expand the range of possible applications and improve overall performance.
Another significant challenge is the environmental impact of EVA production and disposal. As sustainability becomes increasingly important, there is a growing need to develop more eco-friendly production methods and improve the recyclability of EVA-based products. This includes exploring bio-based alternatives and enhancing end-of-life management strategies for EVA materials.
The scalability of EVA production processes presents another hurdle. While the technology is well-established, there is a constant drive to improve efficiency and reduce costs, particularly for high-volume applications. This involves refining polymerization techniques, optimizing catalyst systems, and developing more efficient processing methods.
In terms of geographical distribution, EVA technology development is concentrated in regions with strong chemical and polymer industries, such as North America, Europe, and East Asia. However, emerging markets in South America and Southeast Asia are showing increased interest and investment in EVA technology, potentially shifting the global landscape of innovation and production.
The medical and pharmaceutical sectors present both opportunities and challenges for EVA technology. While EVA's biocompatibility makes it attractive for medical applications, stringent regulatory requirements and the need for extensive testing and validation pose significant barriers to entry. Researchers are working on developing specialized EVA formulations that meet the rigorous standards of the healthcare industry while maintaining the material's desirable flexibility and durability.
As EVA technology continues to evolve, addressing these challenges will be crucial for unlocking its full potential across various industries and applications. The ongoing research and development efforts aim to push the boundaries of what is possible with EVA, ensuring its relevance and effectiveness in improving product flexibility for years to come.
One of the primary challenges facing EVA technology is the optimization of its composition to achieve specific performance characteristics. The ratio of ethylene to vinyl acetate in the copolymer significantly influences its properties, and finding the ideal balance for different applications remains an ongoing challenge. Researchers are continuously working on developing new formulations to expand the range of possible applications and improve overall performance.
Another significant challenge is the environmental impact of EVA production and disposal. As sustainability becomes increasingly important, there is a growing need to develop more eco-friendly production methods and improve the recyclability of EVA-based products. This includes exploring bio-based alternatives and enhancing end-of-life management strategies for EVA materials.
The scalability of EVA production processes presents another hurdle. While the technology is well-established, there is a constant drive to improve efficiency and reduce costs, particularly for high-volume applications. This involves refining polymerization techniques, optimizing catalyst systems, and developing more efficient processing methods.
In terms of geographical distribution, EVA technology development is concentrated in regions with strong chemical and polymer industries, such as North America, Europe, and East Asia. However, emerging markets in South America and Southeast Asia are showing increased interest and investment in EVA technology, potentially shifting the global landscape of innovation and production.
The medical and pharmaceutical sectors present both opportunities and challenges for EVA technology. While EVA's biocompatibility makes it attractive for medical applications, stringent regulatory requirements and the need for extensive testing and validation pose significant barriers to entry. Researchers are working on developing specialized EVA formulations that meet the rigorous standards of the healthcare industry while maintaining the material's desirable flexibility and durability.
As EVA technology continues to evolve, addressing these challenges will be crucial for unlocking its full potential across various industries and applications. The ongoing research and development efforts aim to push the boundaries of what is possible with EVA, ensuring its relevance and effectiveness in improving product flexibility for years to come.
Existing EVA-based Flexibility Solutions
01 Copolymer composition for improved flexibility
Ethylene vinyl acetate (EVA) copolymers can be formulated with specific compositions to enhance flexibility. By adjusting the ratio of ethylene to vinyl acetate and incorporating certain additives, the flexibility of the resulting material can be significantly improved. This allows for the creation of EVA products with tailored flexibility properties suitable for various applications.- Copolymer composition for improved flexibility: Ethylene vinyl acetate (EVA) copolymers can be formulated with specific compositions to enhance flexibility. By adjusting the ratio of ethylene to vinyl acetate and incorporating certain additives, the flexibility of the resulting material can be significantly improved. This allows for the creation of EVA products with tailored flexibility properties suitable for various applications.
- Blending with other polymers: Blending EVA with other polymers can enhance its flexibility characteristics. By combining EVA with elastomers, polyolefins, or other compatible polymers, the overall flexibility of the material can be improved while maintaining other desirable properties. This approach allows for the creation of composite materials with optimized flexibility for specific applications.
- Crosslinking techniques: Crosslinking methods can be employed to modify the flexibility of EVA materials. By controlling the degree of crosslinking, the flexibility of the EVA can be fine-tuned. Various crosslinking agents and techniques, such as radiation or chemical crosslinking, can be used to achieve the desired level of flexibility while maintaining other important properties of the material.
- Incorporation of plasticizers: The addition of plasticizers to EVA formulations can significantly enhance flexibility. Carefully selected plasticizers can improve the mobility of polymer chains, resulting in increased flexibility of the material. The type and amount of plasticizer used can be adjusted to achieve the desired level of flexibility for specific applications.
- Processing techniques for flexibility enhancement: Various processing techniques can be employed to improve the flexibility of EVA materials. These may include specific extrusion or molding processes, heat treatments, or mechanical working methods. By optimizing processing parameters, the flexibility of EVA products can be enhanced without necessarily altering the base composition of the material.
02 Blending with other polymers
Blending EVA with other polymers can enhance its flexibility characteristics. By combining EVA with elastomers, polyolefins, or other compatible polymers, the overall flexibility of the material can be modified. This approach allows for fine-tuning of the flexibility properties while maintaining other desirable characteristics of EVA.Expand Specific Solutions03 Crosslinking techniques
Crosslinking methods can be employed to improve the flexibility of EVA materials. Various crosslinking agents and techniques, such as chemical crosslinking or radiation-induced crosslinking, can be used to modify the polymer structure. This results in enhanced flexibility and improved overall performance of the EVA material.Expand Specific Solutions04 Incorporation of plasticizers
The addition of plasticizers to EVA formulations can significantly increase flexibility. Carefully selected plasticizers can be incorporated into the polymer matrix, reducing intermolecular forces and enhancing chain mobility. This leads to improved flexibility and softness in the final EVA product.Expand Specific Solutions05 Processing techniques for flexibility enhancement
Specific processing techniques can be employed to enhance the flexibility of EVA materials. These may include controlled cooling rates, specialized extrusion methods, or post-processing treatments. By optimizing processing conditions, the flexibility of EVA products can be improved without significant changes to the base polymer composition.Expand Specific Solutions
Key Players in EVA Production and Application
The ethylene vinyl acetate (EVA) market is in a mature growth stage, characterized by steady demand across various industries. The global EVA market size is projected to reach approximately $9.7 billion by 2027, driven by increasing applications in packaging, footwear, and solar panel encapsulation. Technologically, EVA is well-established, with ongoing innovations focused on enhancing performance and sustainability. Key players like DuPont, Celanese, and Borealis are investing in R&D to develop advanced EVA formulations with improved flexibility, durability, and eco-friendliness. These companies, along with others such as Hanwha Chemical and Sinopec, are competing to expand their market share through product differentiation and strategic partnerships across the value chain.
Kuraray Co., Ltd.
Technical Solution: Kuraray has developed advanced EVA copolymers with enhanced flexibility and transparency. Their EVAL™ brand of EVA resins incorporates a unique molecular structure that allows for improved product flexibility across a wide range of applications. The company utilizes a proprietary polymerization process to control the vinyl acetate content precisely, resulting in EVA grades with tailored flexibility and compatibility[1]. Kuraray's EVA technology also focuses on optimizing melt flow properties, enabling easier processing and better dispersion of additives, which contributes to improved product flexibility in end-use applications such as flexible packaging, solar panel encapsulants, and footwear[3].
Strengths: Precise control over vinyl acetate content, wide range of tailored grades, excellent transparency. Weaknesses: Higher cost compared to standard EVA grades, limited high-temperature performance.
DuPont de Nemours, Inc.
Technical Solution: DuPont has pioneered the development of high-performance EVA resins under their Elvax™ brand. Their technology focuses on creating EVA copolymers with a wide range of vinyl acetate contents (3-40%) to offer varying degrees of flexibility and compatibility[2]. DuPont's EVA innovations include the development of specialty grades with enhanced low-temperature flexibility and improved adhesion properties. They have also introduced EVA grades with controlled melt index values, allowing for better processability in extrusion and injection molding applications[4]. DuPont's EVA technology incorporates advanced stabilization packages to enhance long-term flexibility retention, particularly important in applications such as wire and cable insulation and solar panel encapsulants[5].
Strengths: Wide range of VA contents available, excellent low-temperature flexibility, good long-term performance. Weaknesses: Higher cost for specialty grades, potential for reduced heat resistance at higher VA contents.
Core Innovations in EVA Copolymer Design
Process for producing ethylene vinyl acetate film
PatentInactiveEP1705219A1
Innovation
- Incorporating olefinic bisoleamides, such as N,N'-ethylenebisoleamide, into ethylene copolymers with high vinyl acetate content to improve film forming properties without negatively impacting clarity, allowing for enhanced slip characteristics and easier film separation and cutting.


Ethylene-vinyl acetate copolymer of increased mechanical properties
PatentInactiveUS20080211139A1
Innovation
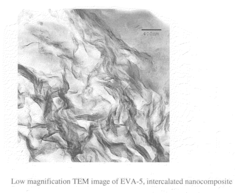
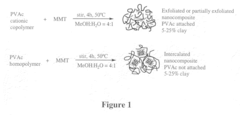
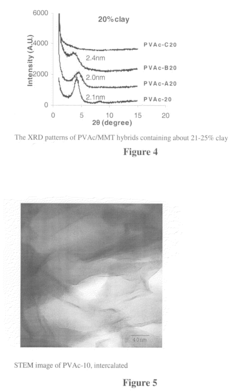
- Solution blending of EVA with a masterbatch of cationic poly(vinyl acetate)/silicate nanocomposite, where the silicate is substantially exfoliated, maintains mechanical properties and prevents loss of exfoliation during heat processing.

Environmental Impact of EVA Production
The production of Ethylene Vinyl Acetate (EVA) has significant environmental implications that warrant careful consideration. The manufacturing process of EVA involves the use of petrochemical feedstocks, primarily ethylene and vinyl acetate monomer, which are derived from fossil fuels. This reliance on non-renewable resources contributes to the depletion of finite energy sources and increases the carbon footprint associated with EVA production.
During the polymerization process, various chemical additives and catalysts are employed, some of which may pose environmental risks if not properly managed. The emission of volatile organic compounds (VOCs) is a particular concern, as these can contribute to air pollution and the formation of ground-level ozone. Stringent emission control measures are necessary to mitigate these impacts and comply with environmental regulations.
Water usage and wastewater management are also critical aspects of EVA production. The cooling and washing processes involved in manufacturing can consume substantial amounts of water, potentially straining local water resources. Additionally, the wastewater generated may contain trace amounts of chemicals and monomers, requiring thorough treatment before discharge to prevent water pollution.
The energy-intensive nature of EVA production contributes to its environmental footprint. High temperatures and pressures are required for the polymerization reaction, necessitating significant energy inputs. The source of this energy, whether from fossil fuels or renewable sources, greatly influences the overall environmental impact of the production process.
Waste management is another crucial consideration in EVA manufacturing. While EVA itself is recyclable, the production process generates various waste streams, including off-spec materials, packaging waste, and spent catalysts. Proper disposal or recycling of these wastes is essential to minimize landfill contributions and potential soil contamination.
On a positive note, the durability and longevity of EVA-based products can offset some of the environmental costs associated with its production. Products incorporating EVA often have extended lifespans, reducing the need for frequent replacements and potentially lowering overall resource consumption in the long term.
Efforts to improve the environmental profile of EVA production are ongoing. These include the development of bio-based feedstocks to reduce reliance on fossil fuels, implementation of more efficient production technologies to lower energy consumption, and the adoption of closed-loop systems to minimize waste and maximize resource recovery. As sustainability becomes an increasingly important factor in material selection, the EVA industry is likely to continue evolving towards more environmentally friendly production methods.
During the polymerization process, various chemical additives and catalysts are employed, some of which may pose environmental risks if not properly managed. The emission of volatile organic compounds (VOCs) is a particular concern, as these can contribute to air pollution and the formation of ground-level ozone. Stringent emission control measures are necessary to mitigate these impacts and comply with environmental regulations.
Water usage and wastewater management are also critical aspects of EVA production. The cooling and washing processes involved in manufacturing can consume substantial amounts of water, potentially straining local water resources. Additionally, the wastewater generated may contain trace amounts of chemicals and monomers, requiring thorough treatment before discharge to prevent water pollution.
The energy-intensive nature of EVA production contributes to its environmental footprint. High temperatures and pressures are required for the polymerization reaction, necessitating significant energy inputs. The source of this energy, whether from fossil fuels or renewable sources, greatly influences the overall environmental impact of the production process.
Waste management is another crucial consideration in EVA manufacturing. While EVA itself is recyclable, the production process generates various waste streams, including off-spec materials, packaging waste, and spent catalysts. Proper disposal or recycling of these wastes is essential to minimize landfill contributions and potential soil contamination.
On a positive note, the durability and longevity of EVA-based products can offset some of the environmental costs associated with its production. Products incorporating EVA often have extended lifespans, reducing the need for frequent replacements and potentially lowering overall resource consumption in the long term.
Efforts to improve the environmental profile of EVA production are ongoing. These include the development of bio-based feedstocks to reduce reliance on fossil fuels, implementation of more efficient production technologies to lower energy consumption, and the adoption of closed-loop systems to minimize waste and maximize resource recovery. As sustainability becomes an increasingly important factor in material selection, the EVA industry is likely to continue evolving towards more environmentally friendly production methods.
Cost-Benefit Analysis of EVA Implementation
The implementation of Ethylene Vinyl Acetate (EVA) in product manufacturing offers significant benefits, but it also comes with associated costs. This cost-benefit analysis aims to provide a comprehensive evaluation of the financial implications of incorporating EVA into production processes.
From a cost perspective, the initial investment in EVA implementation can be substantial. This includes the procurement of EVA materials, which may be more expensive than traditional alternatives. Additionally, manufacturers may need to modify existing production equipment or invest in new machinery to accommodate EVA processing. Training costs for personnel to handle EVA effectively should also be factored in. Furthermore, there may be ongoing costs related to quality control measures specific to EVA-based products.
However, the benefits of EVA implementation can often outweigh these costs. One of the primary advantages is the enhanced product flexibility, which can lead to improved customer satisfaction and potentially increased market share. EVA-based products typically have better shock absorption, durability, and weather resistance, which can reduce warranty claims and product returns. This, in turn, can result in significant cost savings in the long run.
The use of EVA can also lead to production efficiencies. Its versatility allows for the creation of lighter products, which can reduce shipping costs. The material's ease of processing can potentially speed up production times, increasing overall output. Moreover, EVA's ability to be recycled aligns with sustainability goals, potentially reducing waste management costs and improving the company's environmental profile.
In terms of market positioning, EVA implementation can provide a competitive edge. Products with enhanced flexibility and performance characteristics can command premium pricing, potentially increasing profit margins. The ability to offer innovative, high-quality products can also open up new market segments and strengthen brand reputation.
When conducting a cost-benefit analysis, it's crucial to consider the long-term financial impact. While the initial costs may be higher, the potential for increased sales, reduced returns, and improved production efficiency can lead to a positive return on investment over time. Companies should also factor in the potential for reduced material waste and energy consumption in their calculations.
It's important to note that the exact cost-benefit ratio will vary depending on the specific industry, product type, and scale of implementation. Manufacturers should conduct thorough market research and pilot studies to accurately assess the potential impact on their particular business model. Additionally, they should consider the lifecycle costs of EVA implementation, including any potential end-of-life recycling or disposal considerations.
From a cost perspective, the initial investment in EVA implementation can be substantial. This includes the procurement of EVA materials, which may be more expensive than traditional alternatives. Additionally, manufacturers may need to modify existing production equipment or invest in new machinery to accommodate EVA processing. Training costs for personnel to handle EVA effectively should also be factored in. Furthermore, there may be ongoing costs related to quality control measures specific to EVA-based products.
However, the benefits of EVA implementation can often outweigh these costs. One of the primary advantages is the enhanced product flexibility, which can lead to improved customer satisfaction and potentially increased market share. EVA-based products typically have better shock absorption, durability, and weather resistance, which can reduce warranty claims and product returns. This, in turn, can result in significant cost savings in the long run.
The use of EVA can also lead to production efficiencies. Its versatility allows for the creation of lighter products, which can reduce shipping costs. The material's ease of processing can potentially speed up production times, increasing overall output. Moreover, EVA's ability to be recycled aligns with sustainability goals, potentially reducing waste management costs and improving the company's environmental profile.
In terms of market positioning, EVA implementation can provide a competitive edge. Products with enhanced flexibility and performance characteristics can command premium pricing, potentially increasing profit margins. The ability to offer innovative, high-quality products can also open up new market segments and strengthen brand reputation.
When conducting a cost-benefit analysis, it's crucial to consider the long-term financial impact. While the initial costs may be higher, the potential for increased sales, reduced returns, and improved production efficiency can lead to a positive return on investment over time. Companies should also factor in the potential for reduced material waste and energy consumption in their calculations.
It's important to note that the exact cost-benefit ratio will vary depending on the specific industry, product type, and scale of implementation. Manufacturers should conduct thorough market research and pilot studies to accurately assess the potential impact on their particular business model. Additionally, they should consider the lifecycle costs of EVA implementation, including any potential end-of-life recycling or disposal considerations.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!