How to Deploy Ethylene Vinyl Acetate for Enhanced Performance?
JUL 8, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Technology Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and high-performance polymer since its introduction in the 1960s. This copolymer, composed of ethylene and vinyl acetate, has gained significant traction across various industries due to its unique combination of properties. The evolution of EVA technology has been driven by the increasing demand for materials that offer enhanced flexibility, durability, and processability.
The primary objective in deploying EVA for enhanced performance is to optimize its characteristics to meet specific application requirements. This involves tailoring the vinyl acetate content, which typically ranges from 10% to 40%, to achieve the desired balance of properties. Higher vinyl acetate content generally results in increased flexibility and transparency, while lower content enhances strength and heat resistance.
Over the years, researchers and manufacturers have focused on developing advanced EVA formulations and processing techniques to expand its applicability. Key areas of improvement include enhancing thermal stability, increasing UV resistance, and improving adhesion properties. These advancements have led to the widespread adoption of EVA in industries such as footwear, packaging, solar panels, and medical devices.
The current technological landscape for EVA deployment is characterized by a push towards sustainability and improved performance. This includes the development of bio-based EVA alternatives and the incorporation of nanofillers to enhance specific properties. Additionally, there is a growing emphasis on optimizing EVA foam technology for applications requiring superior cushioning and insulation.
Looking ahead, the trajectory of EVA technology is expected to focus on several key areas. These include the development of EVA grades with enhanced barrier properties for packaging applications, improved weatherability for outdoor use, and increased compatibility with other polymers for advanced composite materials. Furthermore, there is a rising interest in exploring EVA's potential in 3D printing and additive manufacturing processes.
The deployment of EVA for enhanced performance also faces certain challenges. These include the need for more efficient crosslinking methods to improve heat resistance and mechanical properties, as well as addressing environmental concerns related to the disposal and recycling of EVA-based products. Overcoming these hurdles will be crucial in unlocking the full potential of EVA technology and expanding its application scope.
As industries continue to demand materials with superior performance characteristics, the ongoing research and development in EVA technology aim to push the boundaries of its capabilities. This includes exploring novel copolymerization techniques, investigating the effects of different additives, and developing innovative processing methods to achieve unprecedented levels of performance in EVA-based products.
The primary objective in deploying EVA for enhanced performance is to optimize its characteristics to meet specific application requirements. This involves tailoring the vinyl acetate content, which typically ranges from 10% to 40%, to achieve the desired balance of properties. Higher vinyl acetate content generally results in increased flexibility and transparency, while lower content enhances strength and heat resistance.
Over the years, researchers and manufacturers have focused on developing advanced EVA formulations and processing techniques to expand its applicability. Key areas of improvement include enhancing thermal stability, increasing UV resistance, and improving adhesion properties. These advancements have led to the widespread adoption of EVA in industries such as footwear, packaging, solar panels, and medical devices.
The current technological landscape for EVA deployment is characterized by a push towards sustainability and improved performance. This includes the development of bio-based EVA alternatives and the incorporation of nanofillers to enhance specific properties. Additionally, there is a growing emphasis on optimizing EVA foam technology for applications requiring superior cushioning and insulation.
Looking ahead, the trajectory of EVA technology is expected to focus on several key areas. These include the development of EVA grades with enhanced barrier properties for packaging applications, improved weatherability for outdoor use, and increased compatibility with other polymers for advanced composite materials. Furthermore, there is a rising interest in exploring EVA's potential in 3D printing and additive manufacturing processes.
The deployment of EVA for enhanced performance also faces certain challenges. These include the need for more efficient crosslinking methods to improve heat resistance and mechanical properties, as well as addressing environmental concerns related to the disposal and recycling of EVA-based products. Overcoming these hurdles will be crucial in unlocking the full potential of EVA technology and expanding its application scope.
As industries continue to demand materials with superior performance characteristics, the ongoing research and development in EVA technology aim to push the boundaries of its capabilities. This includes exploring novel copolymerization techniques, investigating the effects of different additives, and developing innovative processing methods to achieve unprecedented levels of performance in EVA-based products.
Market Demand Analysis for EVA Applications
The market demand for Ethylene Vinyl Acetate (EVA) applications has been steadily growing across various industries due to its versatile properties and enhanced performance characteristics. The global EVA market has shown significant expansion, driven by increasing applications in sectors such as packaging, footwear, solar panels, and automotive.
In the packaging industry, EVA copolymers are increasingly sought after for their excellent flexibility, toughness, and barrier properties. The rise in e-commerce and the need for sustainable packaging solutions have further boosted the demand for EVA-based materials. Manufacturers are leveraging EVA's ability to create thin, durable films that provide superior protection for goods during transportation and storage.
The footwear sector represents another major market for EVA applications. The material's lightweight nature, shock absorption capabilities, and resistance to stress cracking make it ideal for producing comfortable and durable shoe soles. As consumer preferences shift towards more ergonomic and performance-oriented footwear, the demand for EVA in this sector continues to grow.
In the renewable energy sector, EVA has become a critical component in the production of solar panels. Its use as an encapsulant material for photovoltaic modules has increased substantially, driven by the global push towards clean energy solutions. The material's transparency, weather resistance, and excellent adhesion properties contribute to the longevity and efficiency of solar panels, making it indispensable in this rapidly expanding market.
The automotive industry has also recognized the benefits of EVA, particularly in the production of interior components and wire insulation. As vehicle manufacturers strive to reduce weight and improve fuel efficiency, the demand for lightweight materials like EVA has surged. Its ability to enhance acoustic properties and provide vibration damping further adds to its appeal in automotive applications.
Market analysis indicates a growing trend towards customized EVA formulations to meet specific industry requirements. This has led to increased research and development activities, focusing on enhancing EVA's performance characteristics such as thermal stability, UV resistance, and compatibility with other materials.
The construction industry represents an emerging market for EVA applications, particularly in the production of adhesives, sealants, and waterproofing materials. The material's excellent adhesion properties and resistance to environmental factors make it suitable for various construction applications, contributing to the overall market growth.
As industries continue to seek materials that offer improved performance and sustainability, the market demand for EVA applications is expected to maintain its upward trajectory. The material's versatility, coupled with ongoing technological advancements in its production and formulation, positions EVA as a key component in various high-performance applications across multiple sectors.
In the packaging industry, EVA copolymers are increasingly sought after for their excellent flexibility, toughness, and barrier properties. The rise in e-commerce and the need for sustainable packaging solutions have further boosted the demand for EVA-based materials. Manufacturers are leveraging EVA's ability to create thin, durable films that provide superior protection for goods during transportation and storage.
The footwear sector represents another major market for EVA applications. The material's lightweight nature, shock absorption capabilities, and resistance to stress cracking make it ideal for producing comfortable and durable shoe soles. As consumer preferences shift towards more ergonomic and performance-oriented footwear, the demand for EVA in this sector continues to grow.
In the renewable energy sector, EVA has become a critical component in the production of solar panels. Its use as an encapsulant material for photovoltaic modules has increased substantially, driven by the global push towards clean energy solutions. The material's transparency, weather resistance, and excellent adhesion properties contribute to the longevity and efficiency of solar panels, making it indispensable in this rapidly expanding market.
The automotive industry has also recognized the benefits of EVA, particularly in the production of interior components and wire insulation. As vehicle manufacturers strive to reduce weight and improve fuel efficiency, the demand for lightweight materials like EVA has surged. Its ability to enhance acoustic properties and provide vibration damping further adds to its appeal in automotive applications.
Market analysis indicates a growing trend towards customized EVA formulations to meet specific industry requirements. This has led to increased research and development activities, focusing on enhancing EVA's performance characteristics such as thermal stability, UV resistance, and compatibility with other materials.
The construction industry represents an emerging market for EVA applications, particularly in the production of adhesives, sealants, and waterproofing materials. The material's excellent adhesion properties and resistance to environmental factors make it suitable for various construction applications, contributing to the overall market growth.
As industries continue to seek materials that offer improved performance and sustainability, the market demand for EVA applications is expected to maintain its upward trajectory. The material's versatility, coupled with ongoing technological advancements in its production and formulation, positions EVA as a key component in various high-performance applications across multiple sectors.
Current EVA Deployment Challenges
The deployment of Ethylene Vinyl Acetate (EVA) for enhanced performance faces several significant challenges in the current technological landscape. One of the primary obstacles is the optimization of EVA's mechanical properties to meet diverse application requirements. While EVA offers excellent flexibility and impact resistance, achieving the right balance between these properties and other desirable characteristics, such as tensile strength and hardness, remains a complex task.
Another critical challenge lies in the thermal stability of EVA during processing and end-use applications. As EVA is often subjected to high temperatures during manufacturing processes like extrusion and molding, maintaining its structural integrity and preventing thermal degradation is crucial. This issue becomes particularly pronounced when EVA is used in applications requiring long-term exposure to elevated temperatures or UV radiation.
The adhesion properties of EVA present both opportunities and challenges. While EVA's inherent adhesive nature is beneficial in many applications, controlling and optimizing these properties for specific use cases can be difficult. Achieving consistent and reliable adhesion across different substrates and environmental conditions remains an ongoing challenge for manufacturers and researchers alike.
Environmental concerns and sustainability requirements pose additional hurdles in EVA deployment. As the industry moves towards more eco-friendly solutions, developing EVA formulations with improved recyclability and biodegradability without compromising performance is becoming increasingly important. This challenge is compounded by the need to reduce the carbon footprint associated with EVA production and processing.
The customization of EVA for specific high-performance applications presents another significant challenge. Different sectors, such as photovoltaics, footwear, and packaging, require EVA with tailored properties. Developing formulations that meet these specialized needs while maintaining cost-effectiveness and scalability in production is a complex undertaking.
Lastly, the integration of EVA with other materials and technologies for enhanced functionality is an area of ongoing research and development. Creating effective composites or hybrid materials that leverage EVA's unique properties while addressing its limitations requires innovative approaches and often involves overcoming compatibility issues between different materials.
Addressing these challenges requires a multifaceted approach, combining advanced material science, process engineering, and application-specific research. As the demand for high-performance materials continues to grow across various industries, overcoming these deployment challenges will be crucial in unlocking the full potential of EVA and expanding its applications in cutting-edge technologies.
Another critical challenge lies in the thermal stability of EVA during processing and end-use applications. As EVA is often subjected to high temperatures during manufacturing processes like extrusion and molding, maintaining its structural integrity and preventing thermal degradation is crucial. This issue becomes particularly pronounced when EVA is used in applications requiring long-term exposure to elevated temperatures or UV radiation.
The adhesion properties of EVA present both opportunities and challenges. While EVA's inherent adhesive nature is beneficial in many applications, controlling and optimizing these properties for specific use cases can be difficult. Achieving consistent and reliable adhesion across different substrates and environmental conditions remains an ongoing challenge for manufacturers and researchers alike.
Environmental concerns and sustainability requirements pose additional hurdles in EVA deployment. As the industry moves towards more eco-friendly solutions, developing EVA formulations with improved recyclability and biodegradability without compromising performance is becoming increasingly important. This challenge is compounded by the need to reduce the carbon footprint associated with EVA production and processing.
The customization of EVA for specific high-performance applications presents another significant challenge. Different sectors, such as photovoltaics, footwear, and packaging, require EVA with tailored properties. Developing formulations that meet these specialized needs while maintaining cost-effectiveness and scalability in production is a complex undertaking.
Lastly, the integration of EVA with other materials and technologies for enhanced functionality is an area of ongoing research and development. Creating effective composites or hybrid materials that leverage EVA's unique properties while addressing its limitations requires innovative approaches and often involves overcoming compatibility issues between different materials.
Addressing these challenges requires a multifaceted approach, combining advanced material science, process engineering, and application-specific research. As the demand for high-performance materials continues to grow across various industries, overcoming these deployment challenges will be crucial in unlocking the full potential of EVA and expanding its applications in cutting-edge technologies.
Current EVA Deployment Solutions
01 Improved thermal and mechanical properties
EVA copolymers can be modified to enhance their thermal stability and mechanical strength. This is achieved through various methods such as crosslinking, blending with other polymers, or incorporating additives. These improvements make EVA suitable for applications requiring high temperature resistance and durability.- Improved mechanical properties: EVA copolymers can be formulated to enhance mechanical properties such as tensile strength, elongation, and impact resistance. This is achieved through optimizing the vinyl acetate content and molecular weight distribution, as well as incorporating specific additives or fillers.
- Enhanced thermal stability: EVA performance can be improved in terms of thermal stability by incorporating stabilizers or using specific processing techniques. This results in better resistance to degradation at elevated temperatures and improved long-term durability of EVA-based products.
- Increased adhesion properties: EVA copolymers can be modified to enhance their adhesion properties, making them suitable for various applications such as adhesives, sealants, and coatings. This is achieved through the incorporation of functional monomers or surface treatments.
- Improved weatherability and UV resistance: The performance of EVA in outdoor applications can be enhanced by incorporating UV stabilizers and antioxidants. This improves the material's resistance to weathering, discoloration, and degradation caused by exposure to sunlight and environmental factors.
- Enhanced electrical properties: EVA copolymers can be formulated to improve their electrical insulation properties, making them suitable for use in wire and cable applications. This is achieved through the careful selection of additives and optimization of the polymer structure.
02 Enhanced flexibility and elasticity
EVA's flexibility and elasticity can be optimized by adjusting the vinyl acetate content and molecular weight. This allows for the production of EVA materials with varying degrees of softness and resilience, making them ideal for use in flexible packaging, footwear, and sports equipment.Expand Specific Solutions03 Improved adhesion properties
EVA copolymers can be formulated to enhance their adhesion to various substrates. This is achieved through the incorporation of specific functional groups or by blending with other adhesion-promoting materials. These improvements make EVA suitable for use in adhesives, sealants, and coatings.Expand Specific Solutions04 Enhanced weatherability and UV resistance
EVA materials can be modified to improve their resistance to weathering and UV radiation. This is typically achieved through the addition of UV stabilizers, antioxidants, or by incorporating specific co-monomers. These enhancements make EVA suitable for outdoor applications and solar panel encapsulation.Expand Specific Solutions05 Improved processing characteristics
The processing properties of EVA can be optimized through various techniques such as controlling molecular weight distribution, incorporating processing aids, or modifying the copolymer structure. These improvements enhance melt flow characteristics, reduce processing temperatures, and improve overall manufacturability.Expand Specific Solutions
Key Players in EVA Industry
The deployment of Ethylene Vinyl Acetate (EVA) for enhanced performance is in a mature stage of industry development, with a growing market size driven by diverse applications. The global EVA market is expected to expand significantly due to increasing demand in sectors such as solar panels, packaging, and footwear. Technologically, EVA production is well-established, with major players like China Petroleum & Chemical Corp., Celanese International Corp., and Wacker Chemie AG leading the field. These companies, along with others like LyondellBasell and DuPont, are continuously innovating to improve EVA properties and production efficiency. The competitive landscape is characterized by a mix of large petrochemical corporations and specialized chemical manufacturers, with ongoing research and development efforts focused on enhancing EVA performance for specific applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced EVA production technologies, including a high-pressure tubular reactor process. Their method involves copolymerizing ethylene and vinyl acetate under high pressure (1500-3000 atm) and temperature (150-300°C) conditions[1]. They've also implemented a solution polymerization process using organic solvents, which allows for better control of molecular weight distribution and copolymer composition[2]. Sinopec has further enhanced EVA performance by incorporating nanofillers, such as nano-silica, to improve thermal stability and mechanical properties[3]. Their continuous research focuses on optimizing catalyst systems and reaction conditions to produce EVA with tailored properties for specific applications, such as solar panel encapsulation and high-performance adhesives.
Strengths: Extensive experience in large-scale petrochemical production, strong R&D capabilities, and vertical integration. Weaknesses: High energy consumption in high-pressure processes, potential environmental concerns related to solvent use in solution polymerization.
Celanese International Corp.
Technical Solution: Celanese has developed a proprietary technology called VitalDose™ for EVA-based drug delivery systems. This technology allows for the creation of customized EVA formulations with precise control over vinyl acetate content (ranging from 0-40%) and melt index[4]. Their process involves a continuous mass polymerization technique, which eliminates the need for solvents, resulting in a more environmentally friendly production method[5]. Celanese has also implemented advanced extrusion technologies to produce EVA films with enhanced optical clarity and uniform thickness for solar panel encapsulation. Their research efforts are focused on developing EVA grades with improved weatherability and UV resistance, utilizing proprietary stabilizer packages and crosslinking agents[6]. Additionally, Celanese is exploring the use of bio-based feedstocks to produce more sustainable EVA variants.
Strengths: Specialized in high-performance polymers, strong intellectual property portfolio, and expertise in customized formulations. Weaknesses: Limited raw material integration compared to some petrochemical giants, potentially higher production costs for specialty grades.
Core EVA Performance Enhancements
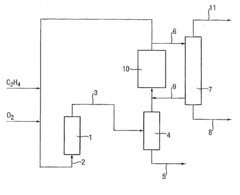
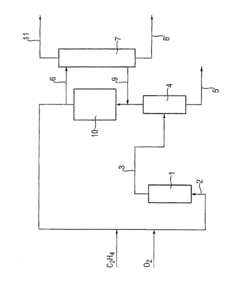
Method for Recovery of Ethylene in a Recirculating Gas Process for the Production of Vinyl Acetate
PatentInactiveUS20080004467A1
Innovation
- A process involving a heterogeneously catalyzed reaction of ethylene, acetic acid, and oxygen at specific pressures and temperatures, with a cycle gas scrubber using acetic acid to remove vinyl acetate, followed by CO2 absorption and selective recycling of ethylene to prevent inert gas accumulation, allowing for ethylene reuse in other processes.
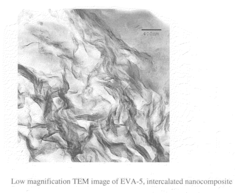
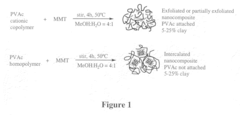
Ethylene-vinyl acetate copolymer of increased mechanical properties
PatentInactiveUS20080211139A1
Innovation
- Solution blending of EVA with a masterbatch of cationic poly(vinyl acetate)/silicate nanocomposite, where the silicate is substantially exfoliated, maintains mechanical properties and prevents loss of exfoliation during heat processing.

Environmental Impact of EVA Usage
The deployment of Ethylene Vinyl Acetate (EVA) for enhanced performance must be carefully considered in light of its environmental impact. EVA, a copolymer of ethylene and vinyl acetate, has gained widespread use in various industries due to its versatile properties. However, its production, use, and disposal have significant environmental implications that warrant thorough examination.
The manufacturing process of EVA involves the use of petrochemical feedstocks, which contributes to the depletion of non-renewable resources and generates greenhouse gas emissions. The polymerization process requires substantial energy inputs, further increasing the carbon footprint associated with EVA production. Additionally, the use of chemical additives and plasticizers in EVA formulations may introduce potentially harmful substances into the environment.
During its use phase, EVA products generally exhibit good durability and resistance to environmental degradation. This longevity can be viewed positively in terms of resource efficiency and waste reduction. However, the persistence of EVA in the environment becomes problematic at the end of its lifecycle. EVA is not biodegradable and can contribute to the accumulation of plastic waste in landfills and ecosystems.
The disposal of EVA products presents significant challenges. Incineration of EVA can release toxic fumes and contribute to air pollution. Recycling options for EVA are limited due to its thermoset nature and the presence of various additives, making it difficult to separate and process for reuse. As a result, a large portion of EVA waste ends up in landfills or, worse, in natural environments where it can harm wildlife and ecosystems.
In aquatic environments, EVA can break down into microplastics, which pose a threat to marine life and can enter the food chain. These microplastics can adsorb and concentrate environmental pollutants, potentially magnifying their harmful effects on organisms that ingest them.
To mitigate the environmental impact of EVA usage, several strategies can be employed. Improving the efficiency of the manufacturing process can reduce energy consumption and emissions. Developing bio-based alternatives to traditional EVA formulations could decrease reliance on petrochemical feedstocks. Implementing effective recycling programs and exploring chemical recycling technologies may help address end-of-life issues.
Furthermore, designing products for easier disassembly and material recovery can facilitate recycling efforts. Encouraging the use of EVA in long-lasting, high-performance applications can maximize its utility while minimizing waste generation. Ultimately, a comprehensive life cycle assessment approach is crucial for optimizing the environmental performance of EVA deployment across various industries.
The manufacturing process of EVA involves the use of petrochemical feedstocks, which contributes to the depletion of non-renewable resources and generates greenhouse gas emissions. The polymerization process requires substantial energy inputs, further increasing the carbon footprint associated with EVA production. Additionally, the use of chemical additives and plasticizers in EVA formulations may introduce potentially harmful substances into the environment.
During its use phase, EVA products generally exhibit good durability and resistance to environmental degradation. This longevity can be viewed positively in terms of resource efficiency and waste reduction. However, the persistence of EVA in the environment becomes problematic at the end of its lifecycle. EVA is not biodegradable and can contribute to the accumulation of plastic waste in landfills and ecosystems.
The disposal of EVA products presents significant challenges. Incineration of EVA can release toxic fumes and contribute to air pollution. Recycling options for EVA are limited due to its thermoset nature and the presence of various additives, making it difficult to separate and process for reuse. As a result, a large portion of EVA waste ends up in landfills or, worse, in natural environments where it can harm wildlife and ecosystems.
In aquatic environments, EVA can break down into microplastics, which pose a threat to marine life and can enter the food chain. These microplastics can adsorb and concentrate environmental pollutants, potentially magnifying their harmful effects on organisms that ingest them.
To mitigate the environmental impact of EVA usage, several strategies can be employed. Improving the efficiency of the manufacturing process can reduce energy consumption and emissions. Developing bio-based alternatives to traditional EVA formulations could decrease reliance on petrochemical feedstocks. Implementing effective recycling programs and exploring chemical recycling technologies may help address end-of-life issues.
Furthermore, designing products for easier disassembly and material recovery can facilitate recycling efforts. Encouraging the use of EVA in long-lasting, high-performance applications can maximize its utility while minimizing waste generation. Ultimately, a comprehensive life cycle assessment approach is crucial for optimizing the environmental performance of EVA deployment across various industries.
EVA Quality Control Measures
Quality control measures are crucial for ensuring the consistent performance and reliability of Ethylene Vinyl Acetate (EVA) in various applications. A comprehensive quality control system for EVA typically involves several key components. Firstly, raw material inspection is essential to verify the quality and specifications of incoming ethylene and vinyl acetate monomers. This includes checking for purity levels, contamination, and adherence to supplier specifications.
During the production process, in-line monitoring systems are implemented to continuously assess critical parameters such as temperature, pressure, and reaction rates. These real-time measurements help maintain optimal conditions for EVA polymerization and ensure consistency in the final product. Additionally, regular sampling and testing of the EVA copolymer at various stages of production are conducted to verify its properties and composition.
Post-production quality control measures involve a series of standardized tests to evaluate the physical and chemical properties of the EVA. These tests typically include melt flow index (MFI) measurements to assess the polymer's flow characteristics, vinyl acetate content analysis to determine the copolymer composition, and thermal analysis techniques such as differential scanning calorimetry (DSC) to examine the material's thermal behavior and crystallinity.
Mechanical property testing is another critical aspect of EVA quality control. This includes tensile strength, elongation at break, and impact resistance tests to ensure the material meets the required performance specifications for its intended applications. Additionally, optical properties such as clarity and haze are evaluated for EVA grades used in transparent applications.
To maintain consistency across different production batches, statistical process control (SPC) methods are employed. These techniques help identify and address variations in the manufacturing process, ensuring that the EVA products remain within specified quality limits. Furthermore, accelerated aging tests and long-term stability studies are conducted to predict the material's performance over time and under various environmental conditions.
For EVA intended for specific high-performance applications, additional specialized tests may be performed. These could include weathering resistance tests for outdoor applications, chemical resistance evaluations for industrial uses, or biocompatibility assessments for medical-grade EVA. Implementing a robust traceability system is also crucial, allowing manufacturers to track each batch of EVA from raw materials through production and to the end-user, facilitating rapid response to any quality issues that may arise.
During the production process, in-line monitoring systems are implemented to continuously assess critical parameters such as temperature, pressure, and reaction rates. These real-time measurements help maintain optimal conditions for EVA polymerization and ensure consistency in the final product. Additionally, regular sampling and testing of the EVA copolymer at various stages of production are conducted to verify its properties and composition.
Post-production quality control measures involve a series of standardized tests to evaluate the physical and chemical properties of the EVA. These tests typically include melt flow index (MFI) measurements to assess the polymer's flow characteristics, vinyl acetate content analysis to determine the copolymer composition, and thermal analysis techniques such as differential scanning calorimetry (DSC) to examine the material's thermal behavior and crystallinity.
Mechanical property testing is another critical aspect of EVA quality control. This includes tensile strength, elongation at break, and impact resistance tests to ensure the material meets the required performance specifications for its intended applications. Additionally, optical properties such as clarity and haze are evaluated for EVA grades used in transparent applications.
To maintain consistency across different production batches, statistical process control (SPC) methods are employed. These techniques help identify and address variations in the manufacturing process, ensuring that the EVA products remain within specified quality limits. Furthermore, accelerated aging tests and long-term stability studies are conducted to predict the material's performance over time and under various environmental conditions.
For EVA intended for specific high-performance applications, additional specialized tests may be performed. These could include weathering resistance tests for outdoor applications, chemical resistance evaluations for industrial uses, or biocompatibility assessments for medical-grade EVA. Implementing a robust traceability system is also crucial, allowing manufacturers to track each batch of EVA from raw materials through production and to the end-user, facilitating rapid response to any quality issues that may arise.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!