

Challenges in Retrofitting Methane Pyrolysis Technologies.
SEP 5, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Methane Pyrolysis Evolution and Objectives
Methane pyrolysis represents a transformative approach to hydrogen production that has evolved significantly over the past century. Initially conceptualized in the early 1900s, this technology remained largely theoretical until the 1960s when experimental reactors demonstrated its potential for producing hydrogen without direct CO2 emissions. The fundamental process involves the thermal decomposition of methane (CH4) into hydrogen (H2) and solid carbon, offering a cleaner alternative to traditional steam methane reforming which generates significant carbon dioxide emissions.
The evolution of methane pyrolysis has been marked by several distinct technological phases. Early systems utilized simple thermal reactors operating at extremely high temperatures (>1200°C), which were energy-intensive and faced rapid catalyst deactivation. The 1980s-1990s saw the development of catalytic pyrolysis methods that lowered operating temperatures to 700-900°C, though still struggling with catalyst longevity issues. Recent innovations since 2000 have introduced plasma-assisted, molten metal, and microwave-enhanced pyrolysis techniques, each addressing specific limitations of earlier approaches.
Current technological objectives for methane pyrolysis retrofitting center on five key areas: energy efficiency optimization, reactor design enhancement, catalyst development, carbon management solutions, and process integration with existing infrastructure. The primary goal is to reduce the energy intensity of the process while maintaining high conversion rates and hydrogen purity. This includes developing heat recovery systems that can capture and reuse thermal energy within the process cycle.
Another critical objective involves designing reactors that can operate continuously without interruption from carbon deposition—a persistent challenge in current systems. Research aims to create self-cleaning reactor designs or novel carbon extraction methods that don't require process shutdown. Parallel efforts focus on developing catalysts with extended operational lifespans under industrial conditions, particularly those resistant to sulfur poisoning and carbon fouling.
Carbon management represents both a challenge and opportunity, with objectives to develop valuable carbon byproducts rather than waste streams. This includes producing high-grade carbon materials suitable for battery anodes, construction materials, or soil amendments. The ultimate technological goal is creating modular, scalable systems that can be retrofitted into existing natural gas infrastructure with minimal modification, enabling distributed hydrogen production at various scales.
These technological objectives align with broader industry goals of establishing hydrogen as a viable clean energy carrier while leveraging existing natural gas infrastructure during energy transition periods. The technology's evolution trajectory suggests potential for commercial viability within the next decade, provided current technical barriers can be overcome through focused research and development efforts.
The evolution of methane pyrolysis has been marked by several distinct technological phases. Early systems utilized simple thermal reactors operating at extremely high temperatures (>1200°C), which were energy-intensive and faced rapid catalyst deactivation. The 1980s-1990s saw the development of catalytic pyrolysis methods that lowered operating temperatures to 700-900°C, though still struggling with catalyst longevity issues. Recent innovations since 2000 have introduced plasma-assisted, molten metal, and microwave-enhanced pyrolysis techniques, each addressing specific limitations of earlier approaches.
Current technological objectives for methane pyrolysis retrofitting center on five key areas: energy efficiency optimization, reactor design enhancement, catalyst development, carbon management solutions, and process integration with existing infrastructure. The primary goal is to reduce the energy intensity of the process while maintaining high conversion rates and hydrogen purity. This includes developing heat recovery systems that can capture and reuse thermal energy within the process cycle.
Another critical objective involves designing reactors that can operate continuously without interruption from carbon deposition—a persistent challenge in current systems. Research aims to create self-cleaning reactor designs or novel carbon extraction methods that don't require process shutdown. Parallel efforts focus on developing catalysts with extended operational lifespans under industrial conditions, particularly those resistant to sulfur poisoning and carbon fouling.
Carbon management represents both a challenge and opportunity, with objectives to develop valuable carbon byproducts rather than waste streams. This includes producing high-grade carbon materials suitable for battery anodes, construction materials, or soil amendments. The ultimate technological goal is creating modular, scalable systems that can be retrofitted into existing natural gas infrastructure with minimal modification, enabling distributed hydrogen production at various scales.
These technological objectives align with broader industry goals of establishing hydrogen as a viable clean energy carrier while leveraging existing natural gas infrastructure during energy transition periods. The technology's evolution trajectory suggests potential for commercial viability within the next decade, provided current technical barriers can be overcome through focused research and development efforts.
Market Demand for Carbon-Neutral Hydrogen Production
The global hydrogen market is experiencing a significant shift towards carbon-neutral production methods, driven by increasing environmental concerns and stringent regulatory frameworks. Traditional hydrogen production methods, primarily steam methane reforming (SMR), account for approximately 95% of current hydrogen production but generate substantial CO2 emissions—about 9-12 kg CO2 per kg of hydrogen produced. This carbon footprint has created an urgent market demand for cleaner alternatives, with methane pyrolysis emerging as a promising technology.
The demand for carbon-neutral hydrogen is projected to grow substantially across multiple sectors. Industrial applications, particularly in refining, ammonia production, and metallurgy, represent the largest current market segment. The transportation sector is rapidly expanding its hydrogen requirements, with fuel cell vehicles gaining traction in both passenger and heavy-duty transport. Additionally, energy storage applications are creating new market opportunities as power grids incorporate more renewable energy sources.
Market analysis indicates that the global clean hydrogen market could reach $300 billion by 2050, with carbon-neutral production methods capturing an increasingly significant share. The European Union's Hydrogen Strategy targets 40 GW of green hydrogen production capacity by 2030, while Japan and South Korea have established ambitious hydrogen economy roadmaps. China's latest Five-Year Plan emphasizes hydrogen as a frontier technology, signaling substantial market growth in Asia.
Price sensitivity remains a critical factor in market adoption. Currently, hydrogen produced via methane pyrolysis costs approximately $1.50-2.50 per kg, positioning it competitively between conventional SMR hydrogen ($1-1.50/kg) and fully renewable electrolytic hydrogen ($3-6/kg). This middle-ground pricing creates a strategic market opportunity for methane pyrolysis technologies, particularly during the transition period to a fully renewable hydrogen economy.
Industry stakeholders are increasingly willing to pay premium prices for carbon-neutral hydrogen, driven by corporate sustainability commitments and carbon pricing mechanisms. Several major industrial consumers have announced targets to reduce scope 1 and 2 emissions by 30-50% by 2030, creating immediate demand for cleaner hydrogen production methods. The carbon credit market further enhances the economic attractiveness of methane pyrolysis, as the solid carbon byproduct represents a potential additional revenue stream.
Regional market variations are significant, with Europe showing the strongest immediate demand due to its aggressive decarbonization policies and carbon pricing mechanisms. North America presents substantial growth potential, particularly as natural gas infrastructure can be leveraged for methane pyrolysis implementation. The Asia-Pacific region, while currently focused on cost-competitive hydrogen regardless of carbon intensity, is expected to shift toward cleaner production methods as climate policies mature.
The demand for carbon-neutral hydrogen is projected to grow substantially across multiple sectors. Industrial applications, particularly in refining, ammonia production, and metallurgy, represent the largest current market segment. The transportation sector is rapidly expanding its hydrogen requirements, with fuel cell vehicles gaining traction in both passenger and heavy-duty transport. Additionally, energy storage applications are creating new market opportunities as power grids incorporate more renewable energy sources.
Market analysis indicates that the global clean hydrogen market could reach $300 billion by 2050, with carbon-neutral production methods capturing an increasingly significant share. The European Union's Hydrogen Strategy targets 40 GW of green hydrogen production capacity by 2030, while Japan and South Korea have established ambitious hydrogen economy roadmaps. China's latest Five-Year Plan emphasizes hydrogen as a frontier technology, signaling substantial market growth in Asia.
Price sensitivity remains a critical factor in market adoption. Currently, hydrogen produced via methane pyrolysis costs approximately $1.50-2.50 per kg, positioning it competitively between conventional SMR hydrogen ($1-1.50/kg) and fully renewable electrolytic hydrogen ($3-6/kg). This middle-ground pricing creates a strategic market opportunity for methane pyrolysis technologies, particularly during the transition period to a fully renewable hydrogen economy.
Industry stakeholders are increasingly willing to pay premium prices for carbon-neutral hydrogen, driven by corporate sustainability commitments and carbon pricing mechanisms. Several major industrial consumers have announced targets to reduce scope 1 and 2 emissions by 30-50% by 2030, creating immediate demand for cleaner hydrogen production methods. The carbon credit market further enhances the economic attractiveness of methane pyrolysis, as the solid carbon byproduct represents a potential additional revenue stream.
Regional market variations are significant, with Europe showing the strongest immediate demand due to its aggressive decarbonization policies and carbon pricing mechanisms. North America presents substantial growth potential, particularly as natural gas infrastructure can be leveraged for methane pyrolysis implementation. The Asia-Pacific region, while currently focused on cost-competitive hydrogen regardless of carbon intensity, is expected to shift toward cleaner production methods as climate policies mature.
Retrofitting Challenges and Technical Barriers
Retrofitting existing infrastructure for methane pyrolysis presents significant technical barriers that must be addressed for successful implementation. The primary challenge lies in adapting systems originally designed for combustion processes to accommodate the unique requirements of pyrolysis reactions. Traditional natural gas infrastructure operates under different temperature profiles, pressure conditions, and material constraints compared to those needed for effective methane decomposition.
Material compatibility issues represent a critical obstacle in retrofitting efforts. Methane pyrolysis typically occurs at temperatures ranging from 700°C to 1200°C, which exceeds the thermal tolerance of many conventional materials used in existing gas processing equipment. The carbon deposition resulting from the pyrolysis reaction further complicates matters, as it can lead to fouling, reduced heat transfer efficiency, and potential structural degradation of reactor components over time.
Catalyst integration presents another significant barrier. While catalytic pyrolysis offers lower operating temperatures and improved reaction kinetics, retrofitting existing systems to incorporate catalyst beds requires substantial modifications to reactor geometry, flow dynamics, and heat management systems. The periodic regeneration or replacement of catalysts adds another layer of complexity to system design that wasn't necessary in traditional methane processing.
Heat management represents a fundamental challenge in retrofitting applications. Methane pyrolysis is highly endothermic, requiring substantial energy input to maintain reaction temperatures. Existing systems typically lack the heating capacity or thermal insulation necessary to sustain pyrolysis conditions efficiently. Redesigning heat exchange systems while maintaining process safety and efficiency demands significant engineering innovation.
Hydrogen separation and carbon handling systems constitute additional retrofit requirements not present in conventional natural gas infrastructure. Separating hydrogen from reaction products requires specialized membrane technologies or pressure swing adsorption systems that must be integrated into existing process flows. Similarly, continuous carbon removal and collection systems must be incorporated without disrupting overall system operation.
Control systems and instrumentation present further barriers, as pyrolysis processes require more precise monitoring and control of reaction parameters than traditional combustion systems. Existing control architectures may lack the necessary responsiveness or measurement capabilities to manage pyrolysis reactions effectively, necessitating significant upgrades to automation and monitoring systems.
Scale-up challenges compound these technical barriers, as solutions that work in laboratory or pilot demonstrations often encounter unforeseen complications when implemented at industrial scale. The integration of pyrolysis technology into existing industrial ecosystems requires careful consideration of process interfaces, safety systems, and operational protocols to ensure reliable performance.
Material compatibility issues represent a critical obstacle in retrofitting efforts. Methane pyrolysis typically occurs at temperatures ranging from 700°C to 1200°C, which exceeds the thermal tolerance of many conventional materials used in existing gas processing equipment. The carbon deposition resulting from the pyrolysis reaction further complicates matters, as it can lead to fouling, reduced heat transfer efficiency, and potential structural degradation of reactor components over time.
Catalyst integration presents another significant barrier. While catalytic pyrolysis offers lower operating temperatures and improved reaction kinetics, retrofitting existing systems to incorporate catalyst beds requires substantial modifications to reactor geometry, flow dynamics, and heat management systems. The periodic regeneration or replacement of catalysts adds another layer of complexity to system design that wasn't necessary in traditional methane processing.
Heat management represents a fundamental challenge in retrofitting applications. Methane pyrolysis is highly endothermic, requiring substantial energy input to maintain reaction temperatures. Existing systems typically lack the heating capacity or thermal insulation necessary to sustain pyrolysis conditions efficiently. Redesigning heat exchange systems while maintaining process safety and efficiency demands significant engineering innovation.
Hydrogen separation and carbon handling systems constitute additional retrofit requirements not present in conventional natural gas infrastructure. Separating hydrogen from reaction products requires specialized membrane technologies or pressure swing adsorption systems that must be integrated into existing process flows. Similarly, continuous carbon removal and collection systems must be incorporated without disrupting overall system operation.
Control systems and instrumentation present further barriers, as pyrolysis processes require more precise monitoring and control of reaction parameters than traditional combustion systems. Existing control architectures may lack the necessary responsiveness or measurement capabilities to manage pyrolysis reactions effectively, necessitating significant upgrades to automation and monitoring systems.
Scale-up challenges compound these technical barriers, as solutions that work in laboratory or pilot demonstrations often encounter unforeseen complications when implemented at industrial scale. The integration of pyrolysis technology into existing industrial ecosystems requires careful consideration of process interfaces, safety systems, and operational protocols to ensure reliable performance.
Current Retrofitting Approaches and Methodologies
01 Retrofitting existing facilities for methane pyrolysis
Existing industrial facilities can be retrofitted to incorporate methane pyrolysis technology, allowing for the production of hydrogen and solid carbon without CO2 emissions. These retrofitting approaches involve modifying furnaces, reactors, and heat exchange systems to accommodate the high temperatures required for methane decomposition. The modifications enable facilities to transition from conventional methane processing to more environmentally friendly pyrolysis operations while utilizing much of the existing infrastructure.- Retrofitting existing facilities for methane pyrolysis: Existing industrial facilities can be retrofitted to incorporate methane pyrolysis technology, allowing for the production of hydrogen and solid carbon without CO2 emissions. These retrofitting approaches involve modifying reactors, heating systems, and catalytic components to enable efficient methane decomposition. The modifications can be applied to natural gas processing plants, petrochemical facilities, and other industrial installations to reduce carbon footprint while maintaining operational efficiency.
- Catalytic methane pyrolysis systems: Catalytic systems enhance methane pyrolysis efficiency by lowering the activation energy required for the decomposition reaction. These systems utilize various catalysts such as transition metals, metal alloys, or carbon-based materials to facilitate the breaking of C-H bonds in methane molecules. The catalytic approach allows for operation at lower temperatures compared to thermal pyrolysis, resulting in energy savings and improved carbon quality. Innovations in catalyst design focus on increasing catalyst lifetime, selectivity, and resistance to deactivation from carbon deposition.
- Molten metal reactor technologies for methane pyrolysis: Molten metal reactors represent an innovative approach to methane pyrolysis where methane is bubbled through a molten metal bath, typically containing metals like nickel, iron, or tin. The high temperature of the molten metal facilitates methane decomposition into hydrogen and solid carbon. The carbon floats to the surface for easy collection while hydrogen is captured as a pure gas stream. This technology offers advantages including continuous operation, efficient heat transfer, and natural separation of reaction products.
- Integration of methane pyrolysis with renewable energy sources: Methane pyrolysis processes can be integrated with renewable energy sources to create more sustainable hydrogen production systems. By utilizing solar, wind, or geothermal energy to provide the heat required for the endothermic pyrolysis reaction, the overall carbon footprint of the process is significantly reduced. These integrated systems often incorporate thermal energy storage to manage intermittency issues associated with renewable energy sources, enabling continuous operation of the pyrolysis units even when renewable energy generation fluctuates.
- Carbon capture and utilization from methane pyrolysis: Methane pyrolysis produces solid carbon as a byproduct, which can be captured and utilized in various applications. Technologies for carbon capture from pyrolysis processes focus on efficient separation, purification, and processing of the solid carbon into valuable products such as carbon black, graphite, carbon nanotubes, or construction materials. These systems can be retrofitted to existing methane processing facilities to create additional value streams while reducing greenhouse gas emissions. The quality and morphology of the carbon can be controlled through process parameters such as temperature, residence time, and catalyst selection.
02 Catalytic methane pyrolysis systems
Catalytic systems enhance methane pyrolysis efficiency by lowering the activation energy required for decomposition. These technologies incorporate various catalysts such as transition metals, metal alloys, or carbon-based materials to facilitate the breakdown of methane into hydrogen and solid carbon at lower temperatures than non-catalytic processes. The catalytic approach improves conversion rates, reduces energy consumption, and allows for more controlled carbon formation, making retrofitting more economically viable for existing facilities.Expand Specific Solutions03 Molten metal reactor technologies for methane pyrolysis
Molten metal reactors represent an innovative approach to methane pyrolysis where methane is bubbled through a molten metal bath, typically containing metals like nickel, iron, or tin. This technology offers advantages for retrofitting applications due to its excellent heat transfer properties and continuous carbon separation capabilities. The molten metal acts as both a heat transfer medium and sometimes as a catalyst, allowing for efficient methane conversion while facilitating the collection of solid carbon that floats to the surface.Expand Specific Solutions04 Integration of renewable energy sources with methane pyrolysis
Retrofitting methane pyrolysis systems to utilize renewable energy sources enhances their environmental benefits and operational efficiency. These integrated systems can use solar, wind, or other renewable electricity to provide the high temperatures required for methane decomposition. The integration reduces the carbon footprint of the pyrolysis process and creates a pathway for storing renewable energy in the form of hydrogen, making the retrofitted facilities more sustainable and aligned with decarbonization goals.Expand Specific Solutions05 Carbon management and utilization in retrofitted pyrolysis systems
Retrofitted methane pyrolysis facilities require effective carbon management strategies to handle the solid carbon byproduct. These technologies include collection systems, processing equipment, and storage solutions specifically designed for the carbon produced during pyrolysis. Advanced retrofitting approaches incorporate carbon utilization pathways, converting the solid carbon into valuable products such as construction materials, battery anodes, or soil amendments, thereby creating additional revenue streams while preventing carbon emissions.Expand Specific Solutions
Leading Companies and Research Institutions
The methane pyrolysis technology market is currently in an early growth phase, characterized by significant R&D investments but limited commercial-scale implementations. The global market size is projected to expand substantially as decarbonization efforts intensify, with estimates suggesting multi-billion dollar potential by 2030. Technologically, the field remains in development with varying maturity levels across different approaches. Leading players include established energy corporations like ExxonMobil and Sinopec Engineering who leverage existing infrastructure advantages, specialized technology providers such as Electrochaea and GTI Energy focusing on process innovations, and research institutions like the University of Michigan and Korea Institute of Industrial Technology driving fundamental breakthroughs. The competitive landscape reflects a mix of traditional petrochemical expertise from UOP LLC and Johnson Matthey alongside emerging clean technology specialists, indicating a sector in technological transition.
UOP LLC
Technical Solution: UOP LLC has developed advanced catalytic methane pyrolysis technologies focusing on retrofitting existing infrastructure. Their approach utilizes proprietary metal catalysts that significantly lower the activation energy required for methane decomposition, enabling operations at temperatures around 700-800°C instead of traditional 1000-1200°C. The technology incorporates a fluidized bed reactor design that allows for continuous carbon removal, addressing one of the major challenges in methane pyrolysis - catalyst deactivation due to carbon deposition. UOP's system integrates with existing natural gas processing facilities, utilizing current piping, compression, and separation equipment while replacing only the reactor section, which minimizes capital expenditure for retrofitting. Their modular design approach enables scalable implementation from small distributed hydrogen production to large centralized facilities.
Strengths: Lower energy requirements through catalytic approach; modular design allowing phased implementation; compatibility with existing infrastructure reducing retrofit costs. Weaknesses: Catalyst sensitivity to sulfur compounds requiring additional gas pretreatment; periodic catalyst regeneration or replacement increasing operational complexity; limited long-term operational data in industrial settings.
ExxonMobil Chemical Patents, Inc.
Technical Solution: ExxonMobil has pioneered a comprehensive retrofitting approach for methane pyrolysis that focuses on integrating with existing petrochemical infrastructure. Their patented technology employs a molten metal bubble column reactor system that uses liquid metals (primarily tin or bismuth-tin alloys) as both heat transfer medium and catalytic surface. This design achieves methane conversion rates of up to 95% in single-pass operation while operating at moderate temperatures (750-850°C). The system incorporates innovative carbon separation mechanisms where solid carbon floats to the metal surface for continuous harvesting, preventing reactor fouling. ExxonMobil's retrofit strategy includes proprietary heat integration systems that recover thermal energy from the process, reducing overall energy consumption by approximately 40% compared to conventional steam methane reforming. Their modular skid-mounted units are designed specifically for retrofitting existing natural gas processing facilities with minimal disruption to operations.
Strengths: High single-pass conversion efficiency; continuous carbon removal preventing reactor fouling; significant energy efficiency improvements; modular design enabling phased implementation. Weaknesses: Requires specialized materials to handle molten metal corrosion issues; higher capital costs for initial retrofit implementation; potential safety concerns with high-temperature liquid metal handling.
Key Patents and Innovations in Methane Pyrolysis
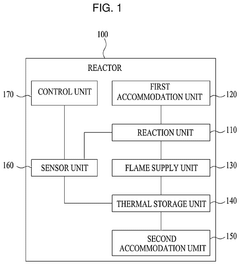
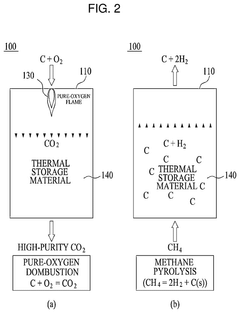
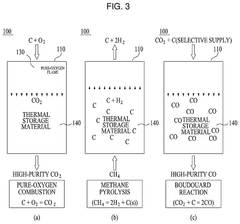
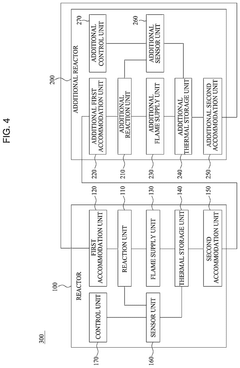
Reactor for producing hydrogen and carbon through pyrolysis of methane by thermal storage method, and combination reactor comprising same
PatentPendingUS20240400386A1
Innovation
- A reactor system that incorporates thermal storage to utilize combustion heat from pure-oxygen combustion of carbon for methane pyrolysis, allowing alternate operation of combustion and pyrolysis in one reactor, and includes a Boudouard reaction to produce high-purity carbon monoxide, with a combination reactor design for efficient carbon utilization and energy management.
Methane pyrolysis using stacked fluidized beds
PatentActiveUS20210331918A1
Innovation
- The use of a system with multiple sequential fluidized beds for methane pyrolysis, where coke particles are moved in a counter-current direction relative to gas flow, allowing for efficient heat transfer and management, and external heating methods like plasma heating are employed to maintain high reaction rates while reducing CO2 production.



Economic Feasibility and ROI Analysis
The economic viability of retrofitting existing facilities with methane pyrolysis technologies represents a critical consideration for industry stakeholders. Initial capital expenditure for retrofitting natural gas infrastructure ranges between $500-1,200 per kW of capacity, significantly lower than building new dedicated facilities which can cost $1,500-2,500 per kW. However, these upfront savings must be balanced against potential efficiency losses, as retrofitted systems typically achieve 5-15% lower conversion rates than purpose-built facilities.
Return on investment calculations indicate promising scenarios, with payback periods ranging from 3-7 years depending on facility size, existing infrastructure compatibility, and regional carbon pricing mechanisms. Facilities processing over 50,000 tons of methane annually demonstrate the most favorable economics, with internal rates of return potentially exceeding 15% in regions with established carbon markets or hydrogen incentives.
Operating expenditure analysis reveals that retrofitted pyrolysis systems can reduce operational costs by 20-30% compared to conventional steam methane reforming when carbon pricing is factored in. The solid carbon byproduct represents a significant value stream, with high-quality carbon black commanding $1,500-2,500 per ton in specialty markets, though transportation logistics and quality consistency remain challenges for monetization.
Sensitivity analysis demonstrates that hydrogen market prices and carbon credit values are the most influential variables affecting ROI. At hydrogen prices above $3/kg, most retrofitting projects become economically viable even without carbon incentives. When carbon credits exceed $40/ton CO2-equivalent, the economic case strengthens substantially, reducing payback periods by 1-2 years.
Financing models show increasing interest from sustainable investment funds, with several dedicated green bonds and transition finance instruments emerging specifically for methane pyrolysis retrofits. These mechanisms can reduce effective capital costs by 1-3 percentage points compared to conventional financing, further enhancing project economics.
Risk assessment indicates that regulatory uncertainty presents the greatest threat to economic viability, with potential changes to carbon pricing mechanisms and hydrogen subsidies capable of shifting ROI calculations by up to 40%. Market volatility for both hydrogen and carbon products represents a secondary but significant risk factor, suggesting that facilities with flexible output capabilities and diverse offtake agreements demonstrate more robust economic profiles.
Return on investment calculations indicate promising scenarios, with payback periods ranging from 3-7 years depending on facility size, existing infrastructure compatibility, and regional carbon pricing mechanisms. Facilities processing over 50,000 tons of methane annually demonstrate the most favorable economics, with internal rates of return potentially exceeding 15% in regions with established carbon markets or hydrogen incentives.
Operating expenditure analysis reveals that retrofitted pyrolysis systems can reduce operational costs by 20-30% compared to conventional steam methane reforming when carbon pricing is factored in. The solid carbon byproduct represents a significant value stream, with high-quality carbon black commanding $1,500-2,500 per ton in specialty markets, though transportation logistics and quality consistency remain challenges for monetization.
Sensitivity analysis demonstrates that hydrogen market prices and carbon credit values are the most influential variables affecting ROI. At hydrogen prices above $3/kg, most retrofitting projects become economically viable even without carbon incentives. When carbon credits exceed $40/ton CO2-equivalent, the economic case strengthens substantially, reducing payback periods by 1-2 years.
Financing models show increasing interest from sustainable investment funds, with several dedicated green bonds and transition finance instruments emerging specifically for methane pyrolysis retrofits. These mechanisms can reduce effective capital costs by 1-3 percentage points compared to conventional financing, further enhancing project economics.
Risk assessment indicates that regulatory uncertainty presents the greatest threat to economic viability, with potential changes to carbon pricing mechanisms and hydrogen subsidies capable of shifting ROI calculations by up to 40%. Market volatility for both hydrogen and carbon products represents a secondary but significant risk factor, suggesting that facilities with flexible output capabilities and diverse offtake agreements demonstrate more robust economic profiles.
Environmental Impact and Carbon Reduction Potential
Methane pyrolysis represents a significant opportunity for decarbonizing natural gas usage by separating methane into hydrogen and solid carbon, rather than producing CO2 as in traditional methods. The environmental impact and carbon reduction potential of retrofitting existing infrastructure with methane pyrolysis technologies are substantial and multifaceted.
The primary environmental benefit comes from the direct elimination of CO2 emissions associated with conventional hydrogen production methods. Traditional steam methane reforming (SMR) processes generate approximately 9-12 kg of CO2 per kg of hydrogen produced. By contrast, methane pyrolysis produces zero direct CO2 emissions during the hydrogen production process, offering a potential reduction of up to 100% in process emissions when fully implemented.
When considering the full lifecycle assessment, retrofitted methane pyrolysis systems demonstrate significant advantages. Studies indicate that even accounting for the energy requirements of the pyrolysis process, the carbon footprint can be reduced by 80-90% compared to conventional methods. This calculation includes considerations for electricity consumption, especially when renewable energy sources are integrated into the pyrolysis operations.
The solid carbon byproduct presents additional environmental benefits through carbon sequestration opportunities. Each ton of hydrogen produced via pyrolysis generates approximately 3 tons of solid carbon, which can be permanently sequestered or utilized in various applications such as construction materials, soil amendments, or advanced materials manufacturing. This represents a circular economy approach that further enhances the carbon-negative potential of the technology.
Water conservation represents another critical environmental advantage. Unlike SMR, which requires substantial water inputs for the steam reforming process and cooling, methane pyrolysis significantly reduces water consumption by up to 85%. This aspect becomes increasingly important in water-stressed regions where industrial water usage faces growing restrictions.
From a broader environmental perspective, retrofitting existing natural gas infrastructure with pyrolysis technology enables a gradual transition toward hydrogen economy while utilizing established distribution networks. This approach minimizes the environmental impacts associated with constructing entirely new infrastructure systems, reducing land use changes, construction emissions, and resource consumption.
The scalability of methane pyrolysis retrofits also contributes to their environmental value. Small to medium-sized installations can be implemented at distributed points throughout existing natural gas networks, reducing transportation emissions associated with centralized hydrogen production facilities and enabling localized carbon management strategies tailored to regional environmental priorities.
The primary environmental benefit comes from the direct elimination of CO2 emissions associated with conventional hydrogen production methods. Traditional steam methane reforming (SMR) processes generate approximately 9-12 kg of CO2 per kg of hydrogen produced. By contrast, methane pyrolysis produces zero direct CO2 emissions during the hydrogen production process, offering a potential reduction of up to 100% in process emissions when fully implemented.
When considering the full lifecycle assessment, retrofitted methane pyrolysis systems demonstrate significant advantages. Studies indicate that even accounting for the energy requirements of the pyrolysis process, the carbon footprint can be reduced by 80-90% compared to conventional methods. This calculation includes considerations for electricity consumption, especially when renewable energy sources are integrated into the pyrolysis operations.
The solid carbon byproduct presents additional environmental benefits through carbon sequestration opportunities. Each ton of hydrogen produced via pyrolysis generates approximately 3 tons of solid carbon, which can be permanently sequestered or utilized in various applications such as construction materials, soil amendments, or advanced materials manufacturing. This represents a circular economy approach that further enhances the carbon-negative potential of the technology.
Water conservation represents another critical environmental advantage. Unlike SMR, which requires substantial water inputs for the steam reforming process and cooling, methane pyrolysis significantly reduces water consumption by up to 85%. This aspect becomes increasingly important in water-stressed regions where industrial water usage faces growing restrictions.
From a broader environmental perspective, retrofitting existing natural gas infrastructure with pyrolysis technology enables a gradual transition toward hydrogen economy while utilizing established distribution networks. This approach minimizes the environmental impacts associated with constructing entirely new infrastructure systems, reducing land use changes, construction emissions, and resource consumption.
The scalability of methane pyrolysis retrofits also contributes to their environmental value. Small to medium-sized installations can be implemented at distributed points throughout existing natural gas networks, reducing transportation emissions associated with centralized hydrogen production facilities and enabling localized carbon management strategies tailored to regional environmental priorities.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!