

Gate Valve Selection in Methane Pyrolysis Systems.
SEP 5, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Methane Pyrolysis Gate Valve Technology Background and Objectives
Methane pyrolysis represents a significant advancement in hydrogen production technology, offering a cleaner alternative to traditional steam methane reforming by eliminating direct CO2 emissions. The evolution of this technology spans several decades, with notable acceleration in research and implementation over the past twenty years as global focus on decarbonization has intensified. Gate valves serve as critical components within these systems, controlling the flow of methane, hydrogen, and carbon particulates throughout the pyrolysis process.
The technological trajectory of gate valves in methane pyrolysis has been shaped by increasing demands for higher temperature resistance, improved sealing capabilities, and enhanced durability against carbon fouling. Early implementations utilized conventional industrial valves, which frequently experienced premature failure due to the extreme operating conditions inherent to pyrolysis environments.
Current technological objectives for gate valves in methane pyrolysis systems center on several key parameters: temperature resistance exceeding 1000°C, zero-leakage sealing capabilities, resistance to carbon deposition, extended operational lifespans, and compatibility with automated control systems. These objectives are driven by the need to improve overall system efficiency, reduce maintenance requirements, and enhance safety profiles.
The development of specialized ceramic and metal alloy composites has marked a significant milestone in gate valve technology for high-temperature applications. These materials demonstrate superior resistance to thermal degradation and carbon fouling compared to traditional valve materials. Parallel advancements in sealing technologies, including graphite-based and ceramic composite seals, have addressed historical challenges related to methane leakage at high temperatures.
Industry projections indicate that gate valve technology for methane pyrolysis will continue evolving toward more integrated designs that incorporate real-time monitoring capabilities, predictive maintenance features, and adaptive control mechanisms. These innovations aim to optimize valve performance across varying operational conditions while minimizing system downtime.
Recent technological breakthroughs in plasma-assisted and catalytic methane pyrolysis have introduced new challenges for gate valve design, including exposure to plasma environments and catalyst particles. These emerging pyrolysis methods necessitate further refinement of valve materials and operational parameters to ensure compatibility and longevity.
The ultimate technological goal remains the development of gate valves that can withstand the extreme conditions of methane pyrolysis while providing precise flow control, minimal maintenance requirements, and extended operational lifespans of 5+ years without intervention. Achieving these objectives would significantly enhance the economic viability of methane pyrolysis as a clean hydrogen production method at industrial scale.
The technological trajectory of gate valves in methane pyrolysis has been shaped by increasing demands for higher temperature resistance, improved sealing capabilities, and enhanced durability against carbon fouling. Early implementations utilized conventional industrial valves, which frequently experienced premature failure due to the extreme operating conditions inherent to pyrolysis environments.
Current technological objectives for gate valves in methane pyrolysis systems center on several key parameters: temperature resistance exceeding 1000°C, zero-leakage sealing capabilities, resistance to carbon deposition, extended operational lifespans, and compatibility with automated control systems. These objectives are driven by the need to improve overall system efficiency, reduce maintenance requirements, and enhance safety profiles.
The development of specialized ceramic and metal alloy composites has marked a significant milestone in gate valve technology for high-temperature applications. These materials demonstrate superior resistance to thermal degradation and carbon fouling compared to traditional valve materials. Parallel advancements in sealing technologies, including graphite-based and ceramic composite seals, have addressed historical challenges related to methane leakage at high temperatures.
Industry projections indicate that gate valve technology for methane pyrolysis will continue evolving toward more integrated designs that incorporate real-time monitoring capabilities, predictive maintenance features, and adaptive control mechanisms. These innovations aim to optimize valve performance across varying operational conditions while minimizing system downtime.
Recent technological breakthroughs in plasma-assisted and catalytic methane pyrolysis have introduced new challenges for gate valve design, including exposure to plasma environments and catalyst particles. These emerging pyrolysis methods necessitate further refinement of valve materials and operational parameters to ensure compatibility and longevity.
The ultimate technological goal remains the development of gate valves that can withstand the extreme conditions of methane pyrolysis while providing precise flow control, minimal maintenance requirements, and extended operational lifespans of 5+ years without intervention. Achieving these objectives would significantly enhance the economic viability of methane pyrolysis as a clean hydrogen production method at industrial scale.
Market Analysis for High-Temperature Valve Applications
The high-temperature valve market for methane pyrolysis systems is experiencing robust growth, driven by increasing adoption of methane pyrolysis as a cleaner alternative for hydrogen production. Current market valuation stands at approximately 3.2 billion USD globally, with projections indicating a compound annual growth rate of 7.8% through 2030. This growth trajectory is primarily fueled by the expanding hydrogen economy and stringent environmental regulations targeting carbon emissions reduction.
Methane pyrolysis systems operate under extreme conditions, with temperatures often exceeding 1000°C, creating substantial demand for specialized valve solutions. The market segmentation reveals that chemical processing industries account for 42% of high-temperature valve applications, followed by energy production at 28%, and petrochemical refining at 18%. The remaining market share is distributed across various industrial applications including metallurgy and waste management systems.
Regional analysis indicates North America currently leads the market with 34% share, followed closely by Europe at 31%, and Asia-Pacific at 27%. However, the Asia-Pacific region is expected to demonstrate the highest growth rate of 9.3% annually, primarily due to rapid industrialization in China and India, coupled with increasing investments in clean hydrogen infrastructure.
Customer requirements in this sector are increasingly focused on valves that can withstand not only extreme temperatures but also handle carbon particulate matter—a byproduct of methane pyrolysis. This has created a specialized niche within the broader industrial valve market, with premium pricing structures reflecting the advanced materials and engineering required.
Key market drivers include the global push toward decarbonization, with hydrogen strategies being implemented across major economies. The European Union's Hydrogen Strategy and similar initiatives in Japan, South Korea, and Australia are creating substantial demand for methane pyrolysis equipment, including specialized valves. Additionally, the cost advantage of methane pyrolysis over electrolysis for hydrogen production is accelerating market adoption.
Market challenges primarily revolve around material limitations at extreme temperatures, with traditional valve materials exhibiting performance degradation. This has spurred innovation in ceramic composites and advanced alloys, creating new market opportunities for materials science companies and specialized valve manufacturers.
Customer buying behavior indicates a strong preference for total cost of ownership over initial acquisition cost, with reliability and maintenance intervals being critical decision factors. This trend favors manufacturers offering comprehensive service packages and performance guarantees, reshaping traditional sales approaches in the industrial valve sector.
Methane pyrolysis systems operate under extreme conditions, with temperatures often exceeding 1000°C, creating substantial demand for specialized valve solutions. The market segmentation reveals that chemical processing industries account for 42% of high-temperature valve applications, followed by energy production at 28%, and petrochemical refining at 18%. The remaining market share is distributed across various industrial applications including metallurgy and waste management systems.
Regional analysis indicates North America currently leads the market with 34% share, followed closely by Europe at 31%, and Asia-Pacific at 27%. However, the Asia-Pacific region is expected to demonstrate the highest growth rate of 9.3% annually, primarily due to rapid industrialization in China and India, coupled with increasing investments in clean hydrogen infrastructure.
Customer requirements in this sector are increasingly focused on valves that can withstand not only extreme temperatures but also handle carbon particulate matter—a byproduct of methane pyrolysis. This has created a specialized niche within the broader industrial valve market, with premium pricing structures reflecting the advanced materials and engineering required.
Key market drivers include the global push toward decarbonization, with hydrogen strategies being implemented across major economies. The European Union's Hydrogen Strategy and similar initiatives in Japan, South Korea, and Australia are creating substantial demand for methane pyrolysis equipment, including specialized valves. Additionally, the cost advantage of methane pyrolysis over electrolysis for hydrogen production is accelerating market adoption.
Market challenges primarily revolve around material limitations at extreme temperatures, with traditional valve materials exhibiting performance degradation. This has spurred innovation in ceramic composites and advanced alloys, creating new market opportunities for materials science companies and specialized valve manufacturers.
Customer buying behavior indicates a strong preference for total cost of ownership over initial acquisition cost, with reliability and maintenance intervals being critical decision factors. This trend favors manufacturers offering comprehensive service packages and performance guarantees, reshaping traditional sales approaches in the industrial valve sector.
Current Challenges in Gate Valve Technology for Pyrolysis
Gate valve technology in methane pyrolysis systems faces significant challenges due to the extreme operating conditions inherent in these processes. Current systems typically operate at temperatures ranging from 800°C to 1200°C, creating substantial thermal stress on valve components. This thermal expansion and contraction cycle leads to premature seal degradation and potential leakage points, particularly at the interface between the gate and valve seats.
Material selection represents a critical challenge, as conventional valve materials struggle to maintain structural integrity under pyrolysis conditions. Carbon steel valves suffer from accelerated carburization when exposed to carbon-rich environments, while standard stainless steel variants experience embrittlement over time. The presence of carbon particulates in methane pyrolysis streams further complicates valve operation by accumulating on sealing surfaces and mechanical components.
Sealing technology presents another significant hurdle. Traditional elastomeric seals rapidly degrade in high-temperature environments, while metal-to-metal seals often fail to maintain leak-tight performance due to thermal cycling and carbon deposition. This challenge is particularly pronounced in applications requiring frequent cycling, where thermal shock accelerates wear patterns on sealing surfaces.
The corrosive nature of pyrolysis byproducts introduces additional complications. Hydrogen, a primary product of methane pyrolysis, can cause hydrogen embrittlement in many valve materials, particularly in high-pressure applications. Trace sulfur compounds and other contaminants in feedstock methane can form highly corrosive species during pyrolysis, attacking valve internals and compromising long-term reliability.
Actuation systems for gate valves in pyrolysis applications face unique challenges related to thermal expansion. Conventional stem designs may bind or seize when subjected to extreme temperature gradients, while thermal expansion can alter critical clearances between moving components. This often necessitates specialized high-temperature lubricants that themselves have limited service life in pyrolysis environments.
Maintenance accessibility represents a practical challenge in industrial implementations. Gate valves in pyrolysis systems often require more frequent maintenance due to the harsh operating conditions, yet their integration into high-temperature process lines makes servicing difficult without extensive system downtime. The need for specialized tools and procedures for safe maintenance further complicates operational reliability.
Monitoring and diagnostics capabilities remain underdeveloped for these specialized applications. Current valve technologies offer limited ability to predict failure modes or monitor performance degradation in real-time, leading to unexpected failures and emergency shutdowns. This diagnostic gap represents a significant opportunity for technological advancement in the field.
Material selection represents a critical challenge, as conventional valve materials struggle to maintain structural integrity under pyrolysis conditions. Carbon steel valves suffer from accelerated carburization when exposed to carbon-rich environments, while standard stainless steel variants experience embrittlement over time. The presence of carbon particulates in methane pyrolysis streams further complicates valve operation by accumulating on sealing surfaces and mechanical components.
Sealing technology presents another significant hurdle. Traditional elastomeric seals rapidly degrade in high-temperature environments, while metal-to-metal seals often fail to maintain leak-tight performance due to thermal cycling and carbon deposition. This challenge is particularly pronounced in applications requiring frequent cycling, where thermal shock accelerates wear patterns on sealing surfaces.
The corrosive nature of pyrolysis byproducts introduces additional complications. Hydrogen, a primary product of methane pyrolysis, can cause hydrogen embrittlement in many valve materials, particularly in high-pressure applications. Trace sulfur compounds and other contaminants in feedstock methane can form highly corrosive species during pyrolysis, attacking valve internals and compromising long-term reliability.
Actuation systems for gate valves in pyrolysis applications face unique challenges related to thermal expansion. Conventional stem designs may bind or seize when subjected to extreme temperature gradients, while thermal expansion can alter critical clearances between moving components. This often necessitates specialized high-temperature lubricants that themselves have limited service life in pyrolysis environments.
Maintenance accessibility represents a practical challenge in industrial implementations. Gate valves in pyrolysis systems often require more frequent maintenance due to the harsh operating conditions, yet their integration into high-temperature process lines makes servicing difficult without extensive system downtime. The need for specialized tools and procedures for safe maintenance further complicates operational reliability.
Monitoring and diagnostics capabilities remain underdeveloped for these specialized applications. Current valve technologies offer limited ability to predict failure modes or monitor performance degradation in real-time, leading to unexpected failures and emergency shutdowns. This diagnostic gap represents a significant opportunity for technological advancement in the field.
Current Gate Valve Solutions for Methane Pyrolysis
01 Gate valve structural designs
Various structural designs of gate valves that improve functionality and performance. These designs include different gate configurations, sealing mechanisms, and body structures that enhance the valve's ability to control fluid flow. The structural innovations focus on improving reliability, durability, and operational efficiency of gate valves in various industrial applications.- Gate valve structural designs: Various structural designs of gate valves that improve functionality and performance. These designs include different gate configurations, sealing mechanisms, and body structures that enhance the valve's operation in various applications. The structural innovations focus on improving reliability, reducing wear, and extending the service life of the valve components.
- Actuation and control mechanisms: Mechanisms for actuating and controlling gate valves, including manual, pneumatic, hydraulic, and electric actuators. These systems provide precise control over valve opening and closing operations, allowing for remote operation and automation integration. Advanced control mechanisms may include position indicators, limit switches, and feedback systems to monitor valve status.
- Sealing technologies for gate valves: Innovative sealing technologies that prevent leakage in gate valves under various operating conditions. These include specialized seat designs, material combinations, and sealing arrangements that maintain integrity under high pressure, temperature fluctuations, and corrosive environments. Enhanced sealing technologies improve valve reliability and reduce maintenance requirements.
- Gate valve applications in specific industries: Specialized gate valve designs tailored for specific industrial applications such as oil and gas, water management, chemical processing, and power generation. These industry-specific valves incorporate features that address unique operational challenges including extreme temperatures, high pressures, corrosive media, and regulatory compliance requirements.
- Material innovations for gate valve components: Advanced materials used in gate valve manufacturing to improve durability, corrosion resistance, and performance. These materials include specialized alloys, composites, and coatings that extend valve life in harsh environments. Material innovations focus on reducing friction between moving parts, preventing galvanic corrosion, and maintaining structural integrity under extreme conditions.
02 Actuation and control mechanisms for gate valves
Advanced actuation and control systems for gate valves that enable precise operation and monitoring. These mechanisms include electric, hydraulic, and pneumatic actuators, as well as automated control systems that allow for remote operation. The innovations in this category focus on improving the responsiveness, accuracy, and ease of operation of gate valves in complex industrial environments.Expand Specific Solutions03 Sealing technologies for gate valves
Specialized sealing technologies designed to prevent leakage and improve the performance of gate valves. These include innovative seat designs, advanced sealing materials, and pressure-responsive sealing mechanisms that maintain integrity under varying operating conditions. The sealing innovations aim to extend valve life, reduce maintenance requirements, and ensure reliable operation in demanding applications.Expand Specific Solutions04 Gate valves for specific industrial applications
Gate valves designed for specific industrial applications such as oil and gas, petrochemical, water treatment, and power generation. These specialized valves incorporate features tailored to the unique requirements of each industry, including resistance to corrosive media, high-pressure capabilities, and compliance with industry-specific standards and regulations.Expand Specific Solutions05 Safety and monitoring features for gate valves
Safety and monitoring features integrated into gate valve designs to enhance operational safety and facilitate predictive maintenance. These include pressure relief mechanisms, position indicators, leak detection systems, and condition monitoring sensors. The innovations in this category focus on preventing accidents, minimizing downtime, and extending the service life of gate valves in critical applications.Expand Specific Solutions
Leading Manufacturers and Suppliers in Specialized Valve Industry
The methane pyrolysis gate valve market is currently in a growth phase, driven by increasing demand for clean hydrogen production technologies. The market size is expanding rapidly, with projections indicating significant growth as decarbonization efforts intensify globally. Technologically, the field shows varying maturity levels across applications. Leading players include Robert Bosch GmbH and Emerson Electric Co., who leverage their extensive industrial valve expertise for high-temperature applications. Specialized companies like OMB SALERI and Kitz SCT are developing valves specifically for hydrogen infrastructure. Meanwhile, energy giants PetroChina and Equinor are integrating these technologies into their methane pyrolysis operations. Applied Materials and Tokyo Electron contribute advanced materials science expertise critical for valves operating under extreme pyrolysis conditions, while Beijing Aerospace Petrochemical and Changzheng Engineering bring specialized high-temperature valve manufacturing capabilities.
Robert Bosch GmbH
Technical Solution: Bosch has engineered specialized gate valves for methane pyrolysis applications featuring their proprietary high-temperature resistant materials and precision manufacturing. Their valve design incorporates a multi-layered sealing system with temperature-gradient optimization that allows operation in the extreme thermal conditions (up to 1200°C) of pyrolysis reactors while maintaining tight shutoff capabilities. Bosch's valves utilize a specialized stellite overlay on sealing surfaces to resist erosion from carbon particles and feature a proprietary stem design that minimizes thermal expansion issues. Their gate valves incorporate an advanced purging mechanism that prevents carbon deposition in critical areas, significantly extending maintenance intervals. The valves are equipped with Bosch's intelligent monitoring system that provides real-time diagnostics on valve performance, seal integrity, and predictive maintenance requirements, essential for maintaining the continuous operation required in methane pyrolysis systems.
Strengths: Exceptional manufacturing precision ensuring reliable operation in extreme conditions; advanced materials science providing superior resistance to carbon fouling; integrated smart monitoring capabilities. Weaknesses: Premium pricing compared to standard industrial valves; specialized design may require Bosch-specific maintenance expertise; limited deployment history specifically in methane pyrolysis applications compared to traditional hydrocarbon processing.
Equinor Energy AS
Technical Solution: Equinor has developed specialized gate valve solutions for their methane pyrolysis operations as part of their broader hydrogen production strategy. Their proprietary valve design incorporates ceramic-lined bodies and tungsten carbide trim specifically engineered to withstand the abrasive carbon particles produced during pyrolysis. Equinor's valves feature a unique purge system that continuously cleans critical sealing surfaces with inert gas to prevent carbon buildup and ensure reliable operation. The company has implemented a double-block-and-bleed configuration with specialized high-temperature seals rated for temperatures exceeding 1000°C. Their valves incorporate a proprietary cooling jacket design that maintains external temperatures at safe levels while allowing internal components to withstand the extreme heat of pyrolysis reactions. Equinor's valve control systems integrate with their process monitoring technology to provide real-time performance data and automated adjustment capabilities.
Strengths: Exceptional resistance to carbon fouling through innovative purge systems; proven performance in commercial-scale methane pyrolysis operations; excellent integration with process control systems. Weaknesses: Proprietary design limits interchangeability with other manufacturers' components; higher maintenance requirements for the purge systems; significant cooling requirements increase operational costs.
Key Technical Innovations in High-Temperature Valve Design
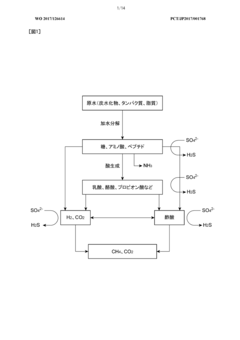
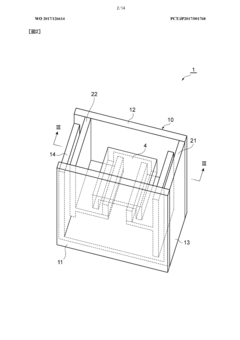
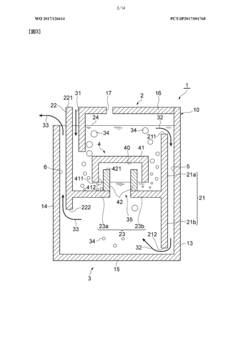
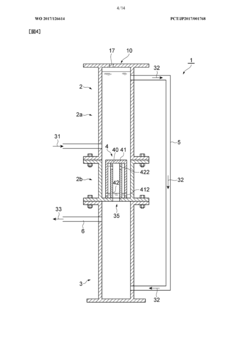
Waste water treatment system and gas liquid partition valve
PatentWO2017126614A1
Innovation
- A gas-type liquid gate valve is integrated into the wastewater treatment device, allowing biogas generated in the methane fermentation tank to rise and pass through an air reservoir, blocking the opening between the tanks without external power, thus eliminating the need for blowers and piping.
Pneumatic gate valve with integrated pressurized gas reservoir
PatentInactiveAU2013225962B2
Innovation
- A pneumatically operated gate valve with an integrated pressurized gas reservoir and actuator assembly that initiates the flow of pressurized gas to shift the gate member from an open to a closed position, eliminating the need for pyrotechnic devices and external gas sources.




Material Science Advancements for Extreme Operating Conditions
Recent advancements in material science have revolutionized the capabilities of gate valves used in methane pyrolysis systems. These systems operate under extreme conditions, with temperatures often exceeding 1000°C and exposure to carbon particulates, hydrogen, and methane. Traditional valve materials such as standard stainless steels have proven inadequate due to rapid degradation, necessitating the development of specialized alloys and composites.
Nickel-based superalloys, particularly those incorporating chromium, molybdenum, and tungsten, have demonstrated exceptional resistance to high-temperature hydrogen embrittlement. These materials maintain structural integrity and sealing capabilities even after prolonged exposure to the harsh pyrolysis environment. Recent innovations include the development of nano-dispersed oxide particles within these alloys, significantly enhancing creep resistance at elevated temperatures.
Ceramic-metallic composites (cermets) represent another breakthrough, combining the heat resistance of ceramics with the toughness and machinability of metals. Silicon carbide and silicon nitride ceramics, when properly integrated with metallic matrices, provide exceptional wear resistance against carbon particulate erosion. These materials have shown a service life extension of 300-400% compared to conventional valve materials in pyrolysis applications.
Surface engineering technologies have further enhanced valve performance through the application of specialized coatings. Thermal spray techniques utilizing chromium carbide and tungsten carbide coatings have proven effective in protecting valve sealing surfaces. More recently, chemical vapor deposition of diamond-like carbon coatings has demonstrated remarkable resistance to carbon deposition and fouling, a common failure mode in methane pyrolysis gate valves.
Advanced ceramics, particularly yttria-stabilized zirconia and alumina-based composites, offer another promising direction. These materials provide exceptional thermal shock resistance and chemical inertness, critical properties for valves experiencing rapid temperature fluctuations during system startup and shutdown cycles. Their implementation has been facilitated by innovations in ceramic forming and sintering processes that allow for more complex valve component geometries.
Self-healing materials represent the cutting edge of valve material science. These innovative composites incorporate microcapsules containing healing agents that are released when microscopic cracks form. Early field tests in pyrolysis environments show promising results, with valves maintaining seal integrity for significantly longer periods without maintenance intervention. This technology could dramatically reduce system downtime and maintenance costs in industrial methane pyrolysis operations.
Nickel-based superalloys, particularly those incorporating chromium, molybdenum, and tungsten, have demonstrated exceptional resistance to high-temperature hydrogen embrittlement. These materials maintain structural integrity and sealing capabilities even after prolonged exposure to the harsh pyrolysis environment. Recent innovations include the development of nano-dispersed oxide particles within these alloys, significantly enhancing creep resistance at elevated temperatures.
Ceramic-metallic composites (cermets) represent another breakthrough, combining the heat resistance of ceramics with the toughness and machinability of metals. Silicon carbide and silicon nitride ceramics, when properly integrated with metallic matrices, provide exceptional wear resistance against carbon particulate erosion. These materials have shown a service life extension of 300-400% compared to conventional valve materials in pyrolysis applications.
Surface engineering technologies have further enhanced valve performance through the application of specialized coatings. Thermal spray techniques utilizing chromium carbide and tungsten carbide coatings have proven effective in protecting valve sealing surfaces. More recently, chemical vapor deposition of diamond-like carbon coatings has demonstrated remarkable resistance to carbon deposition and fouling, a common failure mode in methane pyrolysis gate valves.
Advanced ceramics, particularly yttria-stabilized zirconia and alumina-based composites, offer another promising direction. These materials provide exceptional thermal shock resistance and chemical inertness, critical properties for valves experiencing rapid temperature fluctuations during system startup and shutdown cycles. Their implementation has been facilitated by innovations in ceramic forming and sintering processes that allow for more complex valve component geometries.
Self-healing materials represent the cutting edge of valve material science. These innovative composites incorporate microcapsules containing healing agents that are released when microscopic cracks form. Early field tests in pyrolysis environments show promising results, with valves maintaining seal integrity for significantly longer periods without maintenance intervention. This technology could dramatically reduce system downtime and maintenance costs in industrial methane pyrolysis operations.
Safety Standards and Compliance for Methane Processing Equipment
Compliance with safety standards is paramount in methane pyrolysis systems, particularly for critical components like gate valves. The industry is governed by a comprehensive framework of international, regional, and local regulations that establish minimum safety requirements for equipment design, manufacturing, installation, and operation. Key international standards include ISO 10497 for fire testing of valves, ISO 15848 for fugitive emissions testing, and API 598 for valve inspection and testing procedures.
In the United States, ASME B16.34 provides essential guidelines for pressure-temperature ratings, dimensions, and materials for flanged and threaded-end valves. The ASME Boiler and Pressure Vessel Code Section VIII specifically addresses pressure vessels used in methane processing. Additionally, NFPA 54 (National Fuel Gas Code) establishes safety provisions for gas piping systems and equipment.
European facilities must comply with the Pressure Equipment Directive (PED 2014/68/EU) and ATEX Directive (2014/34/EU) for equipment used in potentially explosive atmospheres. These directives mandate risk assessment, conformity assessment procedures, and CE marking for compliant equipment.
Gate valve selection must consider hazardous area classifications according to IEC 60079 standards, which define zones based on the frequency and duration of explosive atmosphere presence. Zone 0 (continuous hazard) requires the highest safety integrity level equipment, while Zone 2 (infrequent hazard) permits less stringent specifications.
Material compatibility standards are particularly critical in methane pyrolysis, where high temperatures and carbon formation present unique challenges. NACE MR0175/ISO 15156 provides guidelines for materials selection in hydrogen sulfide environments, while ASTM A216 and A351 specify requirements for carbon steel and stainless steel valve bodies respectively.
Fugitive emissions control has become increasingly important, with regulations like the EPA's Method 21 and the LDAR (Leak Detection and Repair) program establishing monitoring protocols. Modern gate valves for methane service must meet low-emission requirements, typically certified to ISO 15848-1 Class A or B standards.
Safety certification processes involve third-party verification by organizations such as UL, CSA, TÜV, or DNV GL. These certifications provide assurance that valves meet applicable safety standards and are suitable for their intended application in methane pyrolysis systems. Regular inspection and maintenance protocols, as outlined in standards like API 570 and API 574, are essential for maintaining compliance throughout the equipment lifecycle.
In the United States, ASME B16.34 provides essential guidelines for pressure-temperature ratings, dimensions, and materials for flanged and threaded-end valves. The ASME Boiler and Pressure Vessel Code Section VIII specifically addresses pressure vessels used in methane processing. Additionally, NFPA 54 (National Fuel Gas Code) establishes safety provisions for gas piping systems and equipment.
European facilities must comply with the Pressure Equipment Directive (PED 2014/68/EU) and ATEX Directive (2014/34/EU) for equipment used in potentially explosive atmospheres. These directives mandate risk assessment, conformity assessment procedures, and CE marking for compliant equipment.
Gate valve selection must consider hazardous area classifications according to IEC 60079 standards, which define zones based on the frequency and duration of explosive atmosphere presence. Zone 0 (continuous hazard) requires the highest safety integrity level equipment, while Zone 2 (infrequent hazard) permits less stringent specifications.
Material compatibility standards are particularly critical in methane pyrolysis, where high temperatures and carbon formation present unique challenges. NACE MR0175/ISO 15156 provides guidelines for materials selection in hydrogen sulfide environments, while ASTM A216 and A351 specify requirements for carbon steel and stainless steel valve bodies respectively.
Fugitive emissions control has become increasingly important, with regulations like the EPA's Method 21 and the LDAR (Leak Detection and Repair) program establishing monitoring protocols. Modern gate valves for methane service must meet low-emission requirements, typically certified to ISO 15848-1 Class A or B standards.
Safety certification processes involve third-party verification by organizations such as UL, CSA, TÜV, or DNV GL. These certifications provide assurance that valves meet applicable safety standards and are suitable for their intended application in methane pyrolysis systems. Regular inspection and maintenance protocols, as outlined in standards like API 570 and API 574, are essential for maintaining compliance throughout the equipment lifecycle.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!