How to Implement Cold Pressing for Premium Rice Bran Oil — Process Parameters and Yield Table
AUG 21, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Rice Bran Oil Cold Pressing Background and Objectives
Rice bran oil has emerged as a premium edible oil with significant health benefits and growing market demand. The extraction of oil from rice bran, a byproduct of rice milling, represents a sustainable approach to value addition in the rice processing industry. Historically, rice bran oil extraction has predominantly relied on chemical solvent methods, which, while efficient in yield, often compromise the nutritional quality and introduce potential chemical residues in the final product.
Cold pressing technology has evolved as an alternative extraction method that preserves the natural bioactive compounds in rice bran oil, including oryzanol, tocotrienols, and phytosterols. This technique operates at lower temperatures without chemical solvents, resulting in a premium quality oil that retains more of its natural antioxidants and nutritional properties. The evolution of this technology has been driven by increasing consumer preference for minimally processed, natural food products.
The global market for cold-pressed oils has witnessed substantial growth over the past decade, with premium rice bran oil positioning itself as a high-value product in both culinary and cosmetic applications. This trend aligns with broader consumer shifts toward healthier cooking oils and natural ingredients in personal care products.
The primary objective of implementing cold pressing for premium rice bran oil production is to establish optimal process parameters that maximize oil yield while maintaining superior quality characteristics. This involves determining the ideal conditions for pre-treatment of rice bran, pressing temperature control, pressure application, and post-extraction handling to ensure product stability.
Secondary objectives include developing a scalable cold-pressing process that remains economically viable for commercial production, identifying critical control points for quality assurance, and quantifying the retention of bioactive compounds compared to conventional extraction methods. The technical challenge lies in balancing yield efficiency with quality preservation, as cold pressing typically results in lower extraction rates than solvent-based methods.
Recent technological advancements in pressing equipment design, including modifications to screw configurations, pressure control systems, and temperature management, have improved the feasibility of cold pressing for rice bran oil. These innovations aim to address the inherent challenges of rice bran as a raw material, including its susceptibility to rapid oxidation and variable oil content based on rice variety and milling conditions.
The successful implementation of cold pressing technology for premium rice bran oil represents a significant opportunity for value addition in rice-producing regions, potentially transforming a low-value byproduct into a high-margin specialty oil with applications across food, pharmaceutical, and cosmetic industries.
Cold pressing technology has evolved as an alternative extraction method that preserves the natural bioactive compounds in rice bran oil, including oryzanol, tocotrienols, and phytosterols. This technique operates at lower temperatures without chemical solvents, resulting in a premium quality oil that retains more of its natural antioxidants and nutritional properties. The evolution of this technology has been driven by increasing consumer preference for minimally processed, natural food products.
The global market for cold-pressed oils has witnessed substantial growth over the past decade, with premium rice bran oil positioning itself as a high-value product in both culinary and cosmetic applications. This trend aligns with broader consumer shifts toward healthier cooking oils and natural ingredients in personal care products.
The primary objective of implementing cold pressing for premium rice bran oil production is to establish optimal process parameters that maximize oil yield while maintaining superior quality characteristics. This involves determining the ideal conditions for pre-treatment of rice bran, pressing temperature control, pressure application, and post-extraction handling to ensure product stability.
Secondary objectives include developing a scalable cold-pressing process that remains economically viable for commercial production, identifying critical control points for quality assurance, and quantifying the retention of bioactive compounds compared to conventional extraction methods. The technical challenge lies in balancing yield efficiency with quality preservation, as cold pressing typically results in lower extraction rates than solvent-based methods.
Recent technological advancements in pressing equipment design, including modifications to screw configurations, pressure control systems, and temperature management, have improved the feasibility of cold pressing for rice bran oil. These innovations aim to address the inherent challenges of rice bran as a raw material, including its susceptibility to rapid oxidation and variable oil content based on rice variety and milling conditions.
The successful implementation of cold pressing technology for premium rice bran oil represents a significant opportunity for value addition in rice-producing regions, potentially transforming a low-value byproduct into a high-margin specialty oil with applications across food, pharmaceutical, and cosmetic industries.
Market Analysis for Premium Cold-Pressed Rice Bran Oil
The global market for premium cold-pressed rice bran oil has been experiencing significant growth in recent years, driven by increasing consumer awareness of its health benefits and nutritional properties. This specialty oil segment is positioned at the intersection of health foods, gourmet cooking ingredients, and natural cosmetic components, creating multiple avenues for market penetration.
Consumer demand for cold-pressed rice bran oil is primarily fueled by its superior nutritional profile compared to conventional extraction methods. The cold-pressing technique preserves more bioactive compounds, including oryzanol, tocotrienols, and phytosterols, which have demonstrated antioxidant and cholesterol-lowering properties. This preservation of natural components has positioned cold-pressed rice bran oil as a premium product in health-conscious markets.
Regional market analysis reveals that Asia-Pacific currently dominates the rice bran oil market, with Japan, India, and Thailand being major consumers. However, North America and Europe are showing the fastest growth rates for premium cold-pressed variants, with compound annual growth rates exceeding those of conventional rice bran oil. This trend correlates with the broader shift toward minimally processed, natural food products in these regions.
The price premium for cold-pressed rice bran oil varies significantly across markets but typically ranges between 30-50% above conventionally extracted alternatives. This premium is justified by both the enhanced nutritional profile and the lower environmental impact of cold-pressing processes, which require less energy and produce fewer waste products.
Market segmentation analysis indicates three primary consumer groups: health-conscious individuals seeking functional foods, culinary enthusiasts valuing the oil's distinctive flavor profile, and cosmetic formulators utilizing its skin benefits. Each segment presents unique marketing requirements and distribution channels that manufacturers must consider.
Competition in this space remains relatively limited compared to other specialty oils, creating significant opportunities for new entrants with efficient cold-pressing technologies. Current market penetration is estimated at less than 15% of potential, suggesting substantial room for growth as production scales and consumer awareness increases.
Distribution channels for premium cold-pressed rice bran oil are evolving, with specialty food retailers and online direct-to-consumer models showing the strongest growth. Traditional grocery channels remain important but require different positioning strategies that emphasize the oil's versatility rather than just its premium status.
Consumer demand for cold-pressed rice bran oil is primarily fueled by its superior nutritional profile compared to conventional extraction methods. The cold-pressing technique preserves more bioactive compounds, including oryzanol, tocotrienols, and phytosterols, which have demonstrated antioxidant and cholesterol-lowering properties. This preservation of natural components has positioned cold-pressed rice bran oil as a premium product in health-conscious markets.
Regional market analysis reveals that Asia-Pacific currently dominates the rice bran oil market, with Japan, India, and Thailand being major consumers. However, North America and Europe are showing the fastest growth rates for premium cold-pressed variants, with compound annual growth rates exceeding those of conventional rice bran oil. This trend correlates with the broader shift toward minimally processed, natural food products in these regions.
The price premium for cold-pressed rice bran oil varies significantly across markets but typically ranges between 30-50% above conventionally extracted alternatives. This premium is justified by both the enhanced nutritional profile and the lower environmental impact of cold-pressing processes, which require less energy and produce fewer waste products.
Market segmentation analysis indicates three primary consumer groups: health-conscious individuals seeking functional foods, culinary enthusiasts valuing the oil's distinctive flavor profile, and cosmetic formulators utilizing its skin benefits. Each segment presents unique marketing requirements and distribution channels that manufacturers must consider.
Competition in this space remains relatively limited compared to other specialty oils, creating significant opportunities for new entrants with efficient cold-pressing technologies. Current market penetration is estimated at less than 15% of potential, suggesting substantial room for growth as production scales and consumer awareness increases.
Distribution channels for premium cold-pressed rice bran oil are evolving, with specialty food retailers and online direct-to-consumer models showing the strongest growth. Traditional grocery channels remain important but require different positioning strategies that emphasize the oil's versatility rather than just its premium status.
Current Cold Pressing Technology Challenges
Cold pressing technology for rice bran oil extraction faces several significant challenges that limit its widespread industrial adoption despite its potential for producing premium quality oil. The primary technical obstacle is the rapid deterioration of rice bran quality due to enzymatic activity. Once rice bran is separated from the kernel, lipase enzymes become active within hours, causing hydrolysis of oils and increasing free fatty acid content, which severely compromises oil quality and shelf life.
The extraction efficiency of cold pressing remains substantially lower compared to conventional solvent extraction methods. While solvent extraction can achieve oil recovery rates of 95-98%, cold pressing typically yields only 60-70% of available oil from rice bran. This efficiency gap creates economic barriers for commercial implementation, particularly for large-scale operations where yield directly impacts profitability.
Temperature control presents another critical challenge. True cold pressing requires maintaining temperatures below 49°C throughout the entire process to preserve heat-sensitive bioactive compounds. However, the mechanical friction inherently generated during pressing creates heat that can easily exceed this threshold without sophisticated cooling systems. Most commercial presses lack adequate temperature monitoring and control mechanisms at critical points in the extraction process.
The physical characteristics of rice bran further complicate cold pressing operations. Its fine particle size and relatively low oil content (15-20%) compared to other oilseeds make it difficult to process in conventional oil presses designed for seeds with higher oil content. The bran tends to form compacted masses that reduce oil flow and extraction efficiency, often requiring pre-treatment steps that add complexity to the process.
Equipment design limitations constitute another significant barrier. Most commercially available cold press equipment is not optimized for rice bran's unique properties. The press configuration, screw design, cage bar spacing, and pressure parameters that work effectively for other oilseeds often perform poorly with rice bran. Custom-designed equipment specifically for rice bran cold pressing remains scarce and expensive.
Quality consistency represents an ongoing challenge. Variations in rice bran source, variety, stabilization method, and moisture content significantly impact cold pressing performance and oil quality. Establishing standardized parameters that can accommodate these variations while maintaining premium oil quality has proven difficult, resulting in batch-to-batch inconsistencies that are unacceptable for commercial production.
Scaling issues further complicate industrial implementation. Laboratory and pilot-scale successes in cold pressing rice bran oil have proven difficult to replicate at commercial scales without sacrificing either quality or yield. The delicate balance of pressure, retention time, and temperature becomes increasingly difficult to maintain as processing volumes increase.
The extraction efficiency of cold pressing remains substantially lower compared to conventional solvent extraction methods. While solvent extraction can achieve oil recovery rates of 95-98%, cold pressing typically yields only 60-70% of available oil from rice bran. This efficiency gap creates economic barriers for commercial implementation, particularly for large-scale operations where yield directly impacts profitability.
Temperature control presents another critical challenge. True cold pressing requires maintaining temperatures below 49°C throughout the entire process to preserve heat-sensitive bioactive compounds. However, the mechanical friction inherently generated during pressing creates heat that can easily exceed this threshold without sophisticated cooling systems. Most commercial presses lack adequate temperature monitoring and control mechanisms at critical points in the extraction process.
The physical characteristics of rice bran further complicate cold pressing operations. Its fine particle size and relatively low oil content (15-20%) compared to other oilseeds make it difficult to process in conventional oil presses designed for seeds with higher oil content. The bran tends to form compacted masses that reduce oil flow and extraction efficiency, often requiring pre-treatment steps that add complexity to the process.
Equipment design limitations constitute another significant barrier. Most commercially available cold press equipment is not optimized for rice bran's unique properties. The press configuration, screw design, cage bar spacing, and pressure parameters that work effectively for other oilseeds often perform poorly with rice bran. Custom-designed equipment specifically for rice bran cold pressing remains scarce and expensive.
Quality consistency represents an ongoing challenge. Variations in rice bran source, variety, stabilization method, and moisture content significantly impact cold pressing performance and oil quality. Establishing standardized parameters that can accommodate these variations while maintaining premium oil quality has proven difficult, resulting in batch-to-batch inconsistencies that are unacceptable for commercial production.
Scaling issues further complicate industrial implementation. Laboratory and pilot-scale successes in cold pressing rice bran oil have proven difficult to replicate at commercial scales without sacrificing either quality or yield. The delicate balance of pressure, retention time, and temperature becomes increasingly difficult to maintain as processing volumes increase.
Cold Pressing Process Parameters and Optimization
01 Cold pressing methods for rice bran oil extraction
Cold pressing techniques are used to extract oil from rice bran without using heat, which helps preserve the nutritional components of the oil. These methods typically involve mechanical pressure applied to rice bran to squeeze out the oil while maintaining low temperatures. Cold pressing results in higher quality oil with better retention of natural antioxidants, vitamins, and other beneficial compounds compared to conventional extraction methods.- Cold pressing methods for rice bran oil extraction: Cold pressing is a mechanical extraction method used to obtain rice bran oil without the use of heat or chemical solvents. This process involves applying pressure to rice bran to extract the oil while preserving its nutritional components. Cold pressing techniques typically use screw presses or hydraulic presses operating at controlled temperatures to maintain oil quality. This method results in higher quality oil with better retention of natural antioxidants and bioactive compounds compared to conventional extraction methods.
- Yield optimization in cold-pressed rice bran oil production: Various techniques can be employed to optimize the yield of cold-pressed rice bran oil. These include pre-treatment of rice bran, optimization of pressing parameters such as pressure, duration, and temperature control. Stabilization of rice bran before pressing can prevent enzymatic degradation and increase oil yield. Additionally, multiple pressing cycles or the use of specialized equipment designed specifically for rice bran can significantly improve extraction efficiency while maintaining the cold-pressed quality of the oil.
- Equipment and machinery for cold pressing rice bran oil: Specialized equipment has been developed for cold pressing rice bran oil to maximize yield while maintaining quality. These include modified screw presses, hydraulic presses, and expellers designed specifically for rice bran characteristics. Some innovations include adjustable pressure systems, temperature-controlled chambers, and continuous processing capabilities. Advanced machinery may incorporate features such as vacuum systems, filtration mechanisms, and automated control systems to optimize the extraction process and increase oil recovery rates.
- Quality characteristics of cold-pressed rice bran oil: Cold-pressed rice bran oil exhibits superior quality characteristics compared to conventionally extracted oils. The cold pressing process preserves heat-sensitive bioactive compounds such as oryzanol, tocopherols, tocotrienols, and phytosterols. These oils typically have lower free fatty acid content, better oxidative stability, and retain more natural antioxidants. The sensory properties, including color, flavor, and aroma, are also enhanced in cold-pressed rice bran oil, making it more desirable for premium food applications and cosmetic uses.
- Pre-treatment processes to enhance cold pressing yield: Various pre-treatment processes can significantly enhance the yield of cold-pressed rice bran oil. These include enzymatic treatment, microwave pretreatment, ultrasonic assistance, and controlled hydration of rice bran. Stabilization techniques to inactivate lipase enzymes before pressing are crucial to prevent oil degradation and maximize yield. Some innovative approaches involve pulsed electric field treatment, steam conditioning at controlled temperatures, or the addition of natural extraction aids that do not compromise the cold-pressed status of the final oil product.
02 Yield optimization techniques in rice bran oil extraction
Various techniques can be employed to optimize the yield of rice bran oil during cold pressing. These include pre-treatment of rice bran, optimization of pressing parameters such as pressure and duration, and proper preparation of raw materials. Some methods involve multiple pressing stages or specific equipment designs that enhance oil recovery while maintaining the cold-pressed quality of the oil.Expand Specific Solutions03 Equipment and machinery for cold pressing rice bran oil
Specialized equipment and machinery have been developed specifically for cold pressing rice bran oil. These include screw presses, hydraulic presses, and expellers designed to efficiently extract oil while minimizing heat generation. The design features of these machines focus on maximizing yield while preserving the nutritional quality of the oil through temperature control and optimal pressure application.Expand Specific Solutions04 Pre-treatment processes to enhance rice bran oil yield
Pre-treatment of rice bran before cold pressing can significantly enhance oil yield. These processes include proper stabilization to prevent rancidity, moisture content adjustment, particle size optimization, and enzymatic treatments. Some methods involve conditioning the bran at specific temperatures and moisture levels to make the oil more accessible during pressing while still maintaining the benefits of cold-pressed extraction.Expand Specific Solutions05 Quality and yield relationship in cold-pressed rice bran oil
There is a direct relationship between the extraction conditions, yield, and quality of cold-pressed rice bran oil. Research shows that while higher pressure or multiple extraction cycles can increase yield, they must be balanced against quality parameters. Optimal cold pressing conditions aim to achieve maximum yield while preserving bioactive compounds such as oryzanol, tocopherols, and phytosterols that contribute to the oil's health benefits and stability.Expand Specific Solutions
Leading Manufacturers and Equipment Suppliers
The cold pressing technology for premium rice bran oil is currently in a growth phase, with increasing market demand driven by health-conscious consumers seeking minimally processed oils. The global market size for rice bran oil is expanding at approximately 5-7% annually, with premium cold-pressed variants representing a high-value niche segment. Technologically, cold pressing for rice bran oil remains moderately mature, with ongoing innovations focused on optimizing yield and quality parameters. Companies like Oryza Oil & Fat Chemical, Sanwa Yushi, and Anlu Tianxing Grain & Oil Machinery have established significant expertise in this field, while research institutions such as Wuhan Polytechnic University and Oil Crops Research Institute are advancing process refinements. Harburg-Freudenberger and Henan Huatai Cereals & Oils Machinery lead in equipment manufacturing, focusing on temperature-controlled pressing systems that maintain nutritional integrity.
Anlu Tianxing Grain & Oil Machinery Co., Ltd.
Technical Solution: Anlu Tianxing has developed a specialized cold pressing system for rice bran oil that features their patented "Gentle Extraction" technology. Their process operates at carefully controlled temperatures between 30-40°C using a progressive pressure application system (20-45 MPa) that increases gradually through multiple extraction chambers. The machinery incorporates ceramic-coated pressing surfaces that reduce friction and heat generation while providing superior wear resistance. Their system includes a proprietary pre-treatment module that stabilizes rice bran through controlled drying to 6-8% moisture content and uses inert gas blanketing to prevent oxidation. The process achieves yields of 13-15% with exceptional oil quality, featuring a proprietary filtration system that removes particulates down to 3 μm while preserving delicate flavor compounds and bioactive ingredients.
Strengths: Exceptional preservation of natural flavor compounds and antioxidants; very low free fatty acid content (<0.5%); minimal equipment maintenance requirements due to ceramic coating technology. Weaknesses: Lower throughput capacity compared to conventional systems; higher operational costs; requires more precise raw material preparation.
Harburg-Freudenberger Maschinenbau GmbH
Technical Solution: Harburg-Freudenberger has developed the "NaturPress" system specifically engineered for premium rice bran oil cold pressing. Their technology utilizes a proprietary cage press design with variable compression chambers that operate at temperatures below 45°C while applying precisely controlled pressure gradients (25-60 MPa). The system features their patented "Flex-Cage" technology with adjustable slotted barrel openings that optimize oil flow while minimizing friction and heat generation. Their process incorporates a sophisticated pre-conditioning module that stabilizes rice bran through controlled moisture adjustment (6-8%) and uses vacuum technology to remove oxygen, preventing oxidation during pressing. The system achieves oil yields of 15-18% with exceptional clarity due to integrated multi-stage filtration (2-15 μm) that progressively removes particulates while maintaining the oil's natural antioxidant profile.
Strengths: Highly efficient extraction with superior yield-to-quality ratio; excellent scalability from small to industrial production volumes; advanced automation with comprehensive process monitoring. Weaknesses: Significant capital investment required; complex maintenance procedures; requires specialized technical expertise for optimal operation and troubleshooting.
Key Patents and Innovations in Cold Pressing Technology
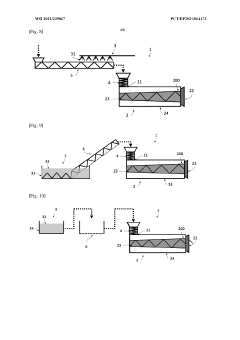
Cold pressing method and device implementing said method
PatentWO2021239867A1
Innovation
- A cold pressing process where seeds or fruits are moistened with an aqueous solution before pressing to reduce friction and temperature, using a conveyor system to introduce the moistened material into a press with a perforated cage, allowing for controlled temperature management and efficient oil extraction.



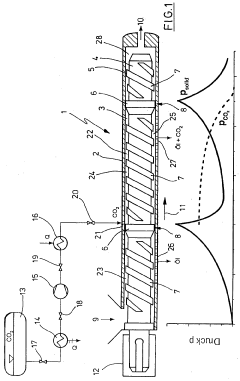
Method and device for pressing
PatentWO2008116457A1
Innovation
- The method involves maintaining the material to be pressed at a maximum temperature of 60°C throughout the pressing section and cooling it after the first pressing stage, with a cooling section between stages, and using supercritical carbon dioxide in the second stage to achieve a high-quality oil with reduced residual oil content.
Quality Control and Standardization Protocols
Quality control and standardization protocols are essential components in the cold pressing process for premium rice bran oil production. These protocols ensure consistent product quality, safety, and compliance with international standards. The implementation of rigorous quality control measures begins with raw material inspection, where rice bran is evaluated for freshness, moisture content (optimally between 8-10%), and absence of contaminants. Samples should be collected systematically using statistical sampling methods to ensure representativeness.
During the cold pressing process, critical control points must be established for real-time monitoring. Key parameters requiring continuous monitoring include pressing temperature (maintained below 45°C to preserve bioactive compounds), pressure application rate, and extraction time. Documentation systems should record these parameters at 15-minute intervals, with automated alerts for any deviations from established thresholds.
The finished oil requires comprehensive testing protocols covering both physical and chemical properties. Standard tests include peroxide value (<5 meq O₂/kg for premium quality), free fatty acid content (<1.5%), moisture content (<0.1%), and refractive index (1.470-1.473 at 25°C). Specialized testing for rice bran oil should include oryzanol content determination (minimum 1.5% for premium classification) and antioxidant activity assessment using DPPH or ORAC methods.
Standardization efforts must align with international regulations such as Codex Alimentarius standards for edible oils and ISO 22000 for food safety management. Regional standards like FSSAI (India) or FDA (USA) requirements should also be incorporated based on target markets. Traceability systems must be implemented to track each batch from raw material sourcing through processing to final packaging, with unique batch identification codes linking to complete production records.
Shelf-life testing protocols should be established using accelerated stability studies at elevated temperatures (35-45°C) to predict oxidative stability. Regular sensory evaluation by trained panels using standardized scoring systems helps maintain consistent organoleptic qualities. Color measurement using spectrophotometric methods (L*a*b* values) provides objective quality indicators that can be standardized across production batches.
Certification programs such as organic, non-GMO, or sustainability certifications require additional documentation and compliance measures. These should be integrated into the quality management system with regular internal audits and third-party verification. Staff training programs must ensure all personnel understand and can implement these quality protocols consistently, with competency assessments conducted quarterly.
During the cold pressing process, critical control points must be established for real-time monitoring. Key parameters requiring continuous monitoring include pressing temperature (maintained below 45°C to preserve bioactive compounds), pressure application rate, and extraction time. Documentation systems should record these parameters at 15-minute intervals, with automated alerts for any deviations from established thresholds.
The finished oil requires comprehensive testing protocols covering both physical and chemical properties. Standard tests include peroxide value (<5 meq O₂/kg for premium quality), free fatty acid content (<1.5%), moisture content (<0.1%), and refractive index (1.470-1.473 at 25°C). Specialized testing for rice bran oil should include oryzanol content determination (minimum 1.5% for premium classification) and antioxidant activity assessment using DPPH or ORAC methods.
Standardization efforts must align with international regulations such as Codex Alimentarius standards for edible oils and ISO 22000 for food safety management. Regional standards like FSSAI (India) or FDA (USA) requirements should also be incorporated based on target markets. Traceability systems must be implemented to track each batch from raw material sourcing through processing to final packaging, with unique batch identification codes linking to complete production records.
Shelf-life testing protocols should be established using accelerated stability studies at elevated temperatures (35-45°C) to predict oxidative stability. Regular sensory evaluation by trained panels using standardized scoring systems helps maintain consistent organoleptic qualities. Color measurement using spectrophotometric methods (L*a*b* values) provides objective quality indicators that can be standardized across production batches.
Certification programs such as organic, non-GMO, or sustainability certifications require additional documentation and compliance measures. These should be integrated into the quality management system with regular internal audits and third-party verification. Staff training programs must ensure all personnel understand and can implement these quality protocols consistently, with competency assessments conducted quarterly.
Sustainability and Environmental Impact Assessment
Cold pressing for premium rice bran oil represents a significant advancement in sustainable food processing technologies. The environmental footprint of this method is substantially lower than conventional solvent extraction processes, primarily due to the elimination of chemical solvents and reduced energy requirements. Studies indicate that cold pressing consumes approximately 40-60% less energy compared to solvent extraction methods, resulting in proportionally lower greenhouse gas emissions.
The sustainability benefits extend throughout the production lifecycle. Rice bran, as a byproduct of rice milling, transforms what would otherwise be waste material into a valuable resource, exemplifying circular economy principles. This approach reduces agricultural waste while creating additional value streams for rice producers. Furthermore, the process generates minimal waste, as the pressed cake remaining after oil extraction can be utilized as nutrient-rich animal feed or organic fertilizer.
Water consumption represents another critical environmental consideration. Cold pressing requires negligible water input compared to conventional extraction methods, which typically consume 2-4 liters of water per kilogram of processed material. This water conservation aspect becomes increasingly important in rice-producing regions facing water scarcity challenges.
The quality of effluents and emissions also favors cold pressing technology. Without chemical solvents, the process eliminates the risk of harmful residues contaminating water systems or volatile organic compounds affecting air quality. Environmental monitoring of cold pressing facilities has consistently shown minimal impact on surrounding ecosystems, with negligible soil contamination risks.
Carbon footprint assessments reveal that cold-pressed rice bran oil production generates approximately 1.2-1.8 kg CO2 equivalent per liter of oil, compared to 2.5-3.5 kg CO2 equivalent for conventional methods. This reduction stems primarily from lower processing temperatures and the absence of energy-intensive solvent recovery steps.
Life cycle assessment (LCA) studies further validate these sustainability credentials. When considering the entire production chain from field to bottle, cold-pressed rice bran oil demonstrates 30-45% lower environmental impact across multiple categories including global warming potential, acidification, and resource depletion. These findings support marketing claims regarding the eco-friendly nature of premium cold-pressed oils.
For implementation planning, environmental impact assessments should include monitoring protocols for energy consumption, waste management, and emissions. Establishing sustainability key performance indicators (KPIs) enables continuous improvement and provides valuable data for certification programs such as organic, non-GMO, or sustainability-focused certifications that can enhance market positioning of premium rice bran oil products.
The sustainability benefits extend throughout the production lifecycle. Rice bran, as a byproduct of rice milling, transforms what would otherwise be waste material into a valuable resource, exemplifying circular economy principles. This approach reduces agricultural waste while creating additional value streams for rice producers. Furthermore, the process generates minimal waste, as the pressed cake remaining after oil extraction can be utilized as nutrient-rich animal feed or organic fertilizer.
Water consumption represents another critical environmental consideration. Cold pressing requires negligible water input compared to conventional extraction methods, which typically consume 2-4 liters of water per kilogram of processed material. This water conservation aspect becomes increasingly important in rice-producing regions facing water scarcity challenges.
The quality of effluents and emissions also favors cold pressing technology. Without chemical solvents, the process eliminates the risk of harmful residues contaminating water systems or volatile organic compounds affecting air quality. Environmental monitoring of cold pressing facilities has consistently shown minimal impact on surrounding ecosystems, with negligible soil contamination risks.
Carbon footprint assessments reveal that cold-pressed rice bran oil production generates approximately 1.2-1.8 kg CO2 equivalent per liter of oil, compared to 2.5-3.5 kg CO2 equivalent for conventional methods. This reduction stems primarily from lower processing temperatures and the absence of energy-intensive solvent recovery steps.
Life cycle assessment (LCA) studies further validate these sustainability credentials. When considering the entire production chain from field to bottle, cold-pressed rice bran oil demonstrates 30-45% lower environmental impact across multiple categories including global warming potential, acidification, and resource depletion. These findings support marketing claims regarding the eco-friendly nature of premium cold-pressed oils.
For implementation planning, environmental impact assessments should include monitoring protocols for energy consumption, waste management, and emissions. Establishing sustainability key performance indicators (KPIs) enables continuous improvement and provides valuable data for certification programs such as organic, non-GMO, or sustainability-focused certifications that can enhance market positioning of premium rice bran oil products.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!