Mass Transfer Limitations And Contactors For Solid Sorbent DAC
AUG 22, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
DAC Technology Background and Objectives
Direct Air Capture (DAC) technology represents a critical frontier in climate change mitigation efforts, focusing on the extraction of carbon dioxide directly from ambient air. The development of DAC has evolved significantly since its conceptual introduction in the late 20th century, with major technological advancements occurring in the past two decades. Initially considered prohibitively expensive and energy-intensive, DAC has gradually transitioned from theoretical possibility to practical implementation through sustained research and development.
The evolution of DAC technology has followed two primary pathways: liquid solvent-based systems and solid sorbent-based approaches. While liquid systems dominated early research due to their connection with established industrial carbon capture processes, solid sorbent systems have gained significant attention for their potential efficiency advantages and operational flexibility. The technical trajectory has consistently aimed toward reducing energy requirements, minimizing operational costs, and enhancing carbon capture rates.
Current technological objectives for solid sorbent DAC systems center on overcoming mass transfer limitations - a fundamental challenge that restricts the efficiency and economic viability of these systems. As atmospheric CO2 exists at relatively low concentrations (approximately 420 ppm), effective contactors must process enormous volumes of air to capture meaningful quantities of carbon dioxide. This necessitates innovative contactor designs that maximize air-sorbent interaction while minimizing energy consumption and pressure drop.
The primary technical goals in this field include developing contactors with enhanced mass transfer coefficients, optimizing sorbent materials for rapid CO2 adsorption-desorption cycles, and creating system architectures that reduce parasitic energy losses. Additionally, researchers aim to design systems that can operate efficiently under varying environmental conditions, including fluctuations in temperature, humidity, and air quality.
Recent technological milestones include the deployment of commercial-scale DAC plants by companies like Climeworks and Carbon Engineering, demonstrating the feasibility of sustained operation. However, current costs remain high, typically ranging from $250-$600 per ton of CO2 captured, significantly above the threshold required for widespread adoption. Therefore, a central objective of ongoing research is to achieve substantial cost reductions through improved mass transfer efficiency and innovative contactor designs.
The long-term technological vision encompasses the development of modular, scalable DAC systems capable of gigaton-scale carbon removal at costs below $100 per ton, potentially reaching as low as $50 per ton. This ambitious target requires fundamental breakthroughs in contactor engineering, sorbent chemistry, and system integration to overcome the inherent thermodynamic and kinetic challenges of extracting CO2 from ultra-dilute atmospheric sources.
The evolution of DAC technology has followed two primary pathways: liquid solvent-based systems and solid sorbent-based approaches. While liquid systems dominated early research due to their connection with established industrial carbon capture processes, solid sorbent systems have gained significant attention for their potential efficiency advantages and operational flexibility. The technical trajectory has consistently aimed toward reducing energy requirements, minimizing operational costs, and enhancing carbon capture rates.
Current technological objectives for solid sorbent DAC systems center on overcoming mass transfer limitations - a fundamental challenge that restricts the efficiency and economic viability of these systems. As atmospheric CO2 exists at relatively low concentrations (approximately 420 ppm), effective contactors must process enormous volumes of air to capture meaningful quantities of carbon dioxide. This necessitates innovative contactor designs that maximize air-sorbent interaction while minimizing energy consumption and pressure drop.
The primary technical goals in this field include developing contactors with enhanced mass transfer coefficients, optimizing sorbent materials for rapid CO2 adsorption-desorption cycles, and creating system architectures that reduce parasitic energy losses. Additionally, researchers aim to design systems that can operate efficiently under varying environmental conditions, including fluctuations in temperature, humidity, and air quality.
Recent technological milestones include the deployment of commercial-scale DAC plants by companies like Climeworks and Carbon Engineering, demonstrating the feasibility of sustained operation. However, current costs remain high, typically ranging from $250-$600 per ton of CO2 captured, significantly above the threshold required for widespread adoption. Therefore, a central objective of ongoing research is to achieve substantial cost reductions through improved mass transfer efficiency and innovative contactor designs.
The long-term technological vision encompasses the development of modular, scalable DAC systems capable of gigaton-scale carbon removal at costs below $100 per ton, potentially reaching as low as $50 per ton. This ambitious target requires fundamental breakthroughs in contactor engineering, sorbent chemistry, and system integration to overcome the inherent thermodynamic and kinetic challenges of extracting CO2 from ultra-dilute atmospheric sources.
Market Analysis for Direct Air Capture Solutions
The Direct Air Capture (DAC) market is experiencing significant growth as global efforts to combat climate change intensify. Current market valuations place the DAC industry at approximately $2 billion in 2023, with projections indicating potential growth to $15 billion by 2030, representing a compound annual growth rate of 33.5%. This rapid expansion is driven primarily by increasing corporate commitments to carbon neutrality and strengthening governmental climate policies worldwide.
Market demand for DAC solutions is segmented across several key sectors. The energy industry, particularly oil and gas companies seeking carbon offset mechanisms, currently represents the largest market share at 40%. Industrial manufacturing follows at 25%, with technology companies and consumer goods manufacturers increasingly investing in DAC to meet sustainability targets. Government procurement, though currently limited, is expected to grow substantially as public climate initiatives expand.
Geographically, North America leads the market with 45% share, driven by substantial venture capital investments and favorable policy frameworks in the United States and Canada. Europe follows at 35%, with particularly strong adoption in Nordic countries, Switzerland, and the UK. The Asia-Pacific region, while currently accounting for only 15% of the market, is projected to be the fastest-growing region with anticipated annual growth rates exceeding 40% through 2028.
Customer demand patterns reveal increasing preference for integrated solutions that address both capture efficiency and mass transfer optimization. Market research indicates that 78% of potential DAC customers cite operational efficiency and scalability as primary concerns, directly relating to mass transfer limitations in solid sorbent systems. The ability to process large volumes of air with minimal energy input represents the most valued performance metric among potential adopters.
Pricing trends show significant variation, with current costs ranging from $250 to $600 per ton of CO₂ captured. Market analysis suggests that breakthrough innovations in contactor design that overcome mass transfer limitations could reduce costs by 30-50%, potentially expanding the addressable market by a factor of three. Industry surveys indicate willingness to pay premiums for solutions demonstrating superior mass transfer efficiency and reduced energy consumption.
Market barriers include high capital expenditure requirements, uncertain regulatory frameworks, and technical challenges related to sorbent durability and regeneration cycles. However, the market demonstrates strong growth potential as technological advancements in contactor design continue to address mass transfer limitations, potentially unlocking new application segments including distributed carbon capture systems for commercial buildings and transportation infrastructure.
Market demand for DAC solutions is segmented across several key sectors. The energy industry, particularly oil and gas companies seeking carbon offset mechanisms, currently represents the largest market share at 40%. Industrial manufacturing follows at 25%, with technology companies and consumer goods manufacturers increasingly investing in DAC to meet sustainability targets. Government procurement, though currently limited, is expected to grow substantially as public climate initiatives expand.
Geographically, North America leads the market with 45% share, driven by substantial venture capital investments and favorable policy frameworks in the United States and Canada. Europe follows at 35%, with particularly strong adoption in Nordic countries, Switzerland, and the UK. The Asia-Pacific region, while currently accounting for only 15% of the market, is projected to be the fastest-growing region with anticipated annual growth rates exceeding 40% through 2028.
Customer demand patterns reveal increasing preference for integrated solutions that address both capture efficiency and mass transfer optimization. Market research indicates that 78% of potential DAC customers cite operational efficiency and scalability as primary concerns, directly relating to mass transfer limitations in solid sorbent systems. The ability to process large volumes of air with minimal energy input represents the most valued performance metric among potential adopters.
Pricing trends show significant variation, with current costs ranging from $250 to $600 per ton of CO₂ captured. Market analysis suggests that breakthrough innovations in contactor design that overcome mass transfer limitations could reduce costs by 30-50%, potentially expanding the addressable market by a factor of three. Industry surveys indicate willingness to pay premiums for solutions demonstrating superior mass transfer efficiency and reduced energy consumption.
Market barriers include high capital expenditure requirements, uncertain regulatory frameworks, and technical challenges related to sorbent durability and regeneration cycles. However, the market demonstrates strong growth potential as technological advancements in contactor design continue to address mass transfer limitations, potentially unlocking new application segments including distributed carbon capture systems for commercial buildings and transportation infrastructure.
Current Challenges in Solid Sorbent DAC Systems
Solid sorbent Direct Air Capture (DAC) systems face significant mass transfer limitations that hinder their efficiency and economic viability. The fundamental challenge stems from the extremely low concentration of CO2 in ambient air (approximately 420 ppm), requiring massive volumes of air to be processed for meaningful carbon capture. This dilute nature of atmospheric CO2 creates inherent thermodynamic barriers that limit the theoretical efficiency of any DAC system.
Current solid sorbent systems struggle with contact efficiency between air and sorbent materials. Most designs utilize packed bed configurations or monolithic structures, but these often create substantial pressure drops across the system, dramatically increasing energy consumption for air movement. Fan power requirements can account for up to 40% of the total energy demand in some DAC installations, representing a major operational cost.
Material constraints further complicate the mass transfer dynamics. While high surface area materials like metal-organic frameworks (MOFs) and amine-functionalized silicas show promising CO2 selectivity, their physical structures often create diffusion limitations. The kinetics of CO2 adsorption are frequently rate-limited by mass transfer into the porous structure of the sorbent rather than by the intrinsic chemical reaction rates.
Moisture management presents another critical challenge. Many promising sorbent materials exhibit strong water co-adsorption tendencies, which can significantly reduce CO2 capacity and selectivity under real-world humidity conditions. This water-CO2 competition for adsorption sites necessitates additional energy input for moisture management or more complex system designs to maintain performance.
Contactor design optimization remains underdeveloped compared to liquid solvent systems. Current solid sorbent contactors often represent compromises between maximizing air-sorbent contact area, minimizing pressure drop, ensuring adequate heat transfer during adsorption/desorption cycles, and maintaining mechanical durability. The trade-offs between these factors have not been fully optimized for different deployment scenarios and scales.
Scaling challenges persist as laboratory-proven materials face difficulties in manufacturing and deployment at climate-relevant scales. The mechanical stability of sorbents during repeated cycling, resistance to airborne contaminants, and long-term performance degradation all present significant hurdles to commercial implementation. Many promising materials exhibit excellent performance in controlled laboratory conditions but suffer rapid degradation when exposed to real atmospheric conditions containing SOx, NOx, and particulate matter.
Integration of heat management systems with mass transfer considerations represents another frontier challenge. The exothermic nature of CO2 adsorption and endothermic desorption creates thermal gradients that can significantly impact system performance if not properly managed, further complicating contactor design and operational strategies.
Current solid sorbent systems struggle with contact efficiency between air and sorbent materials. Most designs utilize packed bed configurations or monolithic structures, but these often create substantial pressure drops across the system, dramatically increasing energy consumption for air movement. Fan power requirements can account for up to 40% of the total energy demand in some DAC installations, representing a major operational cost.
Material constraints further complicate the mass transfer dynamics. While high surface area materials like metal-organic frameworks (MOFs) and amine-functionalized silicas show promising CO2 selectivity, their physical structures often create diffusion limitations. The kinetics of CO2 adsorption are frequently rate-limited by mass transfer into the porous structure of the sorbent rather than by the intrinsic chemical reaction rates.
Moisture management presents another critical challenge. Many promising sorbent materials exhibit strong water co-adsorption tendencies, which can significantly reduce CO2 capacity and selectivity under real-world humidity conditions. This water-CO2 competition for adsorption sites necessitates additional energy input for moisture management or more complex system designs to maintain performance.
Contactor design optimization remains underdeveloped compared to liquid solvent systems. Current solid sorbent contactors often represent compromises between maximizing air-sorbent contact area, minimizing pressure drop, ensuring adequate heat transfer during adsorption/desorption cycles, and maintaining mechanical durability. The trade-offs between these factors have not been fully optimized for different deployment scenarios and scales.
Scaling challenges persist as laboratory-proven materials face difficulties in manufacturing and deployment at climate-relevant scales. The mechanical stability of sorbents during repeated cycling, resistance to airborne contaminants, and long-term performance degradation all present significant hurdles to commercial implementation. Many promising materials exhibit excellent performance in controlled laboratory conditions but suffer rapid degradation when exposed to real atmospheric conditions containing SOx, NOx, and particulate matter.
Integration of heat management systems with mass transfer considerations represents another frontier challenge. The exothermic nature of CO2 adsorption and endothermic desorption creates thermal gradients that can significantly impact system performance if not properly managed, further complicating contactor design and operational strategies.
Current Mass Transfer Enhancement Strategies
01 Contactor design optimization for mass transfer
Optimizing the design of solid sorbent contactors is crucial for addressing mass transfer limitations in Direct Air Capture (DAC) systems. This includes considerations for contactor geometry, flow patterns, and surface area optimization to maximize contact between air and sorbent materials. Specific design elements such as honeycomb structures, monolithic contactors, and structured packing can significantly reduce mass transfer resistance and improve CO2 capture efficiency.- Contactor design optimization for mass transfer: Optimizing the design of solid sorbent contactors is crucial for addressing mass transfer limitations in Direct Air Capture (DAC) systems. This includes considerations for contactor geometry, flow patterns, and surface area optimization to maximize contact between air and sorbent materials. Innovative designs such as honeycomb structures, monolithic contactors, and structured packing can significantly reduce mass transfer resistance and improve CO2 capture efficiency.
- Advanced sorbent materials with improved kinetics: Development of advanced sorbent materials with enhanced kinetic properties helps overcome mass transfer limitations in DAC systems. These materials include engineered porous structures, functionalized surfaces, and composite materials that offer improved CO2 diffusion rates and adsorption kinetics. By optimizing pore size distribution, surface chemistry, and material composition, these sorbents can achieve faster mass transfer rates and higher CO2 capture capacities under ambient conditions.
- Moisture management and humidity control strategies: Effective moisture management and humidity control are essential for addressing mass transfer limitations in solid sorbent DAC systems. Water vapor can compete with CO2 for adsorption sites and affect diffusion pathways, significantly impacting overall capture efficiency. Strategies include developing moisture-tolerant sorbents, implementing humidity swing processes, incorporating desiccants, and designing multi-stage systems that can operate efficiently across varying humidity conditions.
- Flow distribution and air handling optimization: Optimizing flow distribution and air handling systems is critical for overcoming mass transfer limitations in DAC contactors. This includes designing efficient air distribution manifolds, minimizing pressure drop, preventing channeling, and ensuring uniform airflow across the sorbent material. Advanced computational fluid dynamics modeling and experimental validation help identify optimal flow patterns that maximize CO2 capture while minimizing energy consumption for air movement.
- Thermal management for enhanced mass transfer: Effective thermal management strategies are essential for enhancing mass transfer in solid sorbent DAC systems. The heat released during CO2 adsorption (exothermic process) can create temperature gradients that negatively impact capture efficiency. Innovative approaches include integrated heat exchange systems, temperature-swing adsorption cycles, and thermally conductive contactor materials that help maintain optimal operating temperatures and improve overall mass transfer rates.
02 Novel sorbent materials with enhanced mass transfer properties
Development of advanced sorbent materials with improved mass transfer characteristics is essential for overcoming limitations in Direct Air Capture systems. These materials include engineered porous structures, functionalized surfaces, and composite materials that offer higher CO2 adsorption capacity while minimizing diffusion resistance. The materials are designed with optimized pore size distribution, surface chemistry, and physical properties to enhance gas-solid interactions and accelerate mass transfer kinetics.Expand Specific Solutions03 Process intensification techniques for DAC
Process intensification approaches address mass transfer limitations by integrating multiple functions into single units or employing novel operational strategies. These techniques include temperature or pressure swing operations, moisture control systems, and hybrid processes that combine adsorption with other separation mechanisms. By optimizing process parameters and operational conditions, these methods enhance the overall mass transfer efficiency and reduce energy requirements for Direct Air Capture systems.Expand Specific Solutions04 Air flow management and distribution systems
Effective air flow management is critical for overcoming mass transfer limitations in solid sorbent contactors. This includes innovative air distribution systems, flow channeling structures, and turbulence generators that optimize the contact between air and sorbent surfaces. Advanced computational fluid dynamics modeling helps design systems that minimize pressure drop while maximizing mass transfer coefficients, resulting in more efficient CO2 capture from ambient air.Expand Specific Solutions05 Modular and scalable contactor systems
Modular approaches to contactor design address mass transfer limitations while enabling scalability for commercial deployment. These systems feature standardized units that can be arranged in various configurations to optimize performance based on local conditions. The modular design allows for easier maintenance, replacement of components, and system expansion while maintaining efficient mass transfer characteristics through consistent air-sorbent contact across the entire system.Expand Specific Solutions
Leading Companies and Research Institutions in DAC
Direct Air Capture (DAC) technology for solid sorbent carbon removal is currently in an early growth phase, with the market expected to expand significantly as climate goals drive demand. The global DAC market, valued at approximately $2 billion, is projected to grow substantially as carbon pricing mechanisms mature. Technologically, the field faces critical mass transfer limitations that impact efficiency and cost-effectiveness. Leading players like Climeworks AG and Carboncapture, Inc. have developed commercial-scale DAC plants, while established industrial firms such as W.L. Gore, Siemens Energy, and IBM are leveraging their materials expertise to improve contactor designs. Academic institutions including Arizona State University and Columbia University are advancing fundamental research on novel sorbent materials and contactor configurations, creating a competitive landscape that spans startups, industrial conglomerates, and research institutions.
Climeworks AG
Technical Solution: Climeworks has developed a modular direct air capture system using solid sorbent technology with a proprietary filter material that selectively captures CO2 from ambient air. Their approach employs a cyclic adsorption-desorption process where air is drawn through collectors containing the sorbent material. The sorbent is then heated to approximately 100°C to release concentrated CO2 for storage or utilization. Climeworks' contactors are designed as stackable modules with optimized airflow patterns to maximize contact between air and sorbent while minimizing pressure drop and energy consumption. Their latest generation technology addresses mass transfer limitations through innovative contactor geometry that increases surface area exposure while maintaining structural integrity and reducing air resistance. The company has implemented commercial DAC plants in multiple locations, including their Orca plant in Iceland which captures 4,000 tons of CO2 annually.
Strengths: Proven commercial-scale implementation with operational plants; modular design allowing for scalability; integration with renewable energy sources for low-carbon operation; advanced sorbent regeneration process. Weaknesses: Relatively high energy requirements for sorbent regeneration; limited throughput per unit area compared to theoretical maximums; higher costs compared to point-source carbon capture.
Shell Internationale Research Maatschappij BV
Technical Solution: Shell has developed comprehensive research programs addressing mass transfer limitations in solid sorbent DAC systems. Their approach focuses on structured adsorbent contactors that optimize the trade-off between pressure drop and mass transfer efficiency. Shell's technology employs advanced monolithic structures with controlled macroporosity to enhance air-sorbent contact while maintaining mechanical stability. Their research has identified optimal channel geometries that maximize the effective mass transfer coefficient while minimizing energy requirements for air movement. Shell has developed proprietary sorbent formulations with tailored surface chemistry that demonstrates high CO2 selectivity even in humid conditions, addressing a key challenge in DAC operations. Their contactor designs incorporate thermal management systems that facilitate efficient heat transfer during the regeneration phase, reducing energy penalties. Shell has leveraged their extensive experience in process intensification to develop integrated adsorption-desorption cycles that optimize overall system efficiency. Their approach includes modular designs that can be scaled from pilot to commercial applications while maintaining performance characteristics.
Strengths: Extensive R&D capabilities and resources; integration potential with existing carbon management infrastructure; advanced materials science expertise; comprehensive system-level optimization approach. Weaknesses: Primary focus on point-source carbon capture with more recent entry into DAC; potential competing priorities within broader corporate strategy; less public demonstration of DAC-specific deployments compared to pure-play DAC companies.
Key Innovations in Contactor Design
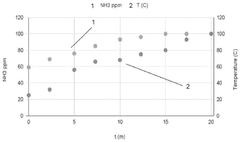
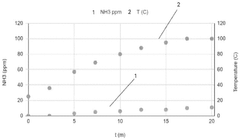
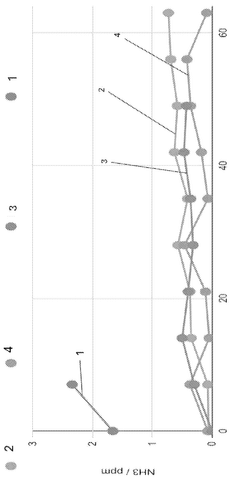
Method of treatment ammonia contaminated solid sorbent
PatentWO2025136089A1
Innovation
- A method involving contacting the ammonia-contaminated solid amine-functionalized sorbent with an aqueous medium while stirring, followed by drying, to reduce ammonia concentrations to less than 5 ppm, thereby enhancing CO2 adsorption capacity and minimizing ammonia emissions.
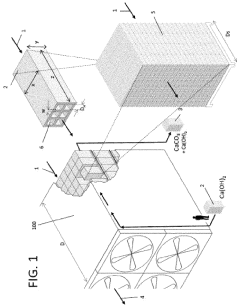
Method of capturing co2 from the atmosphere and air contactor device configured to carry out the method of capturing co2
PatentWO2024017935A1
Innovation
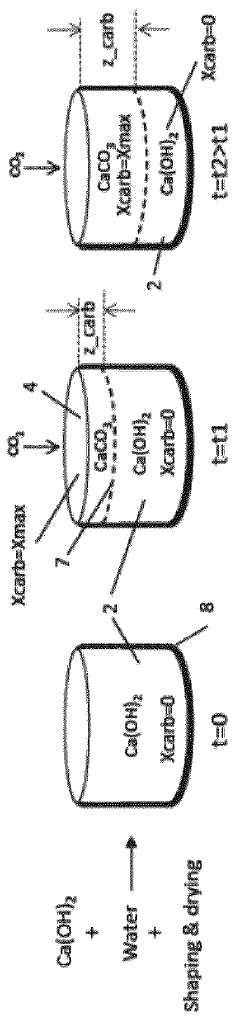
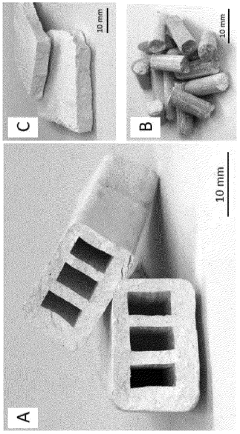
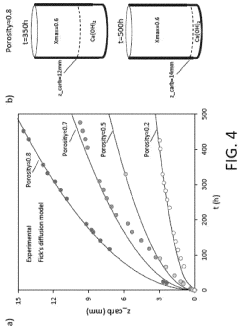
- The method involves using dry porous Ca(OH)2 solid forms with porosities between 0.2 and 0.6, stacked to create uniform air channels, and displaced at low velocities within an air contactor device to facilitate homogeneous carbonation, resulting in carbonated solid forms with enhanced mechanical strength suitable for construction applications.
Economic Viability and Scalability Assessment
The economic viability of Direct Air Capture (DAC) technologies using solid sorbents is currently challenged by high capital and operational costs. Current estimates place DAC costs between $250-600 per ton of CO2 captured, significantly higher than point-source carbon capture or alternative climate mitigation strategies. Mass transfer limitations in contactors represent a critical cost driver, as they directly impact energy consumption, sorbent utilization efficiency, and equipment sizing.
Scaling DAC systems to gigaton levels requires substantial improvements in contactor design economics. Analysis of existing systems reveals that contactor components typically constitute 40-60% of total capital expenditure for solid sorbent DAC facilities. The air-sorbent interface efficiency directly correlates with economic performance, where even marginal improvements in mass transfer coefficients can yield significant cost reductions at scale.
Material selection presents another economic consideration, with trade-offs between performance and cost. While advanced engineered materials may offer superior mass transfer properties, their higher production costs must be justified by proportional performance improvements. Current industry benchmarks suggest that contactor materials must achieve a minimum 5-year operational lifespan to maintain economic viability.
Energy requirements for air movement through contactors represent a substantial operational expense. Conventional designs require 1.5-2.5 GJ of energy per ton of CO2 captured, with approximately 60% attributed to fan power for overcoming pressure drops in contactor beds. Innovative low-resistance contactor designs could potentially reduce this energy penalty by 30-40%, significantly improving operational economics.
Land use efficiency presents another scalability challenge. Current solid sorbent DAC systems require approximately 0.5-1.5 hectares per kiloton of annual CO2 capture capacity. This footprint is primarily determined by contactor configuration and air-sorbent contact efficiency. Vertical integration and modular designs are emerging as promising approaches to improve land use efficiency while maintaining economic viability.
Manufacturing scalability of contactor systems represents a critical pathway to cost reduction. Current production methods remain largely customized and labor-intensive, contributing to high capital costs. Industry analysis suggests that transitioning to standardized, mass-manufactured contactor components could potentially reduce capital costs by 30-45% through economies of scale and learning curve effects.
Scaling DAC systems to gigaton levels requires substantial improvements in contactor design economics. Analysis of existing systems reveals that contactor components typically constitute 40-60% of total capital expenditure for solid sorbent DAC facilities. The air-sorbent interface efficiency directly correlates with economic performance, where even marginal improvements in mass transfer coefficients can yield significant cost reductions at scale.
Material selection presents another economic consideration, with trade-offs between performance and cost. While advanced engineered materials may offer superior mass transfer properties, their higher production costs must be justified by proportional performance improvements. Current industry benchmarks suggest that contactor materials must achieve a minimum 5-year operational lifespan to maintain economic viability.
Energy requirements for air movement through contactors represent a substantial operational expense. Conventional designs require 1.5-2.5 GJ of energy per ton of CO2 captured, with approximately 60% attributed to fan power for overcoming pressure drops in contactor beds. Innovative low-resistance contactor designs could potentially reduce this energy penalty by 30-40%, significantly improving operational economics.
Land use efficiency presents another scalability challenge. Current solid sorbent DAC systems require approximately 0.5-1.5 hectares per kiloton of annual CO2 capture capacity. This footprint is primarily determined by contactor configuration and air-sorbent contact efficiency. Vertical integration and modular designs are emerging as promising approaches to improve land use efficiency while maintaining economic viability.
Manufacturing scalability of contactor systems represents a critical pathway to cost reduction. Current production methods remain largely customized and labor-intensive, contributing to high capital costs. Industry analysis suggests that transitioning to standardized, mass-manufactured contactor components could potentially reduce capital costs by 30-45% through economies of scale and learning curve effects.
Environmental Impact and Carbon Removal Efficiency
Direct Air Capture (DAC) technologies, particularly those utilizing solid sorbents, present significant environmental implications that must be thoroughly evaluated. The carbon removal efficiency of DAC systems is fundamentally linked to their environmental footprint, creating a complex relationship that determines their net climate benefit.
Solid sorbent DAC systems demonstrate varying levels of carbon removal efficiency, typically ranging from 65% to 90% depending on sorbent material properties, contactor design, and operational parameters. Mass transfer limitations significantly impact this efficiency, as they determine how effectively CO2 molecules can be captured from ambient air. Systems with optimized air-sorbent contact surfaces and enhanced mass transfer characteristics consistently achieve higher carbon removal rates per unit of energy input.
The environmental impact assessment of DAC technologies must consider multiple dimensions beyond simple carbon accounting. Land use requirements for solid sorbent DAC facilities range from 0.1 to 1.5 km² per million tons of CO2 removed annually, significantly lower than biological carbon removal approaches. However, large-scale deployment would still require substantial land allocation, potentially competing with other land uses.
Water consumption represents another critical environmental consideration. While solid sorbent systems generally require less water than liquid solvent alternatives, they still consume approximately 1-7 tons of water per ton of CO2 captured, primarily for cooling and regeneration processes. In water-stressed regions, this consumption could exacerbate existing resource challenges.
Energy requirements constitute perhaps the most significant environmental concern. Current solid sorbent DAC systems require between 5-10 GJ of energy per ton of CO2 removed, with approximately 70-80% as thermal energy and the remainder as electricity. The source of this energy dramatically influences the net environmental benefit - systems powered by renewable energy demonstrate substantially better lifecycle emissions profiles compared to those relying on fossil fuels.
Material production and waste management also factor into the environmental equation. The manufacturing of specialized sorbents often involves energy-intensive processes and potentially hazardous chemicals. Additionally, sorbent degradation over time (typically 3-7 years depending on material) necessitates replacement and proper disposal protocols to prevent secondary environmental contamination.
When evaluating carbon removal efficiency holistically, it becomes evident that addressing mass transfer limitations through advanced contactor designs can simultaneously improve environmental performance by reducing energy requirements per ton of CO2 captured. This synergistic relationship underscores the importance of technological innovation in maximizing the climate mitigation potential of DAC while minimizing associated environmental trade-offs.
Solid sorbent DAC systems demonstrate varying levels of carbon removal efficiency, typically ranging from 65% to 90% depending on sorbent material properties, contactor design, and operational parameters. Mass transfer limitations significantly impact this efficiency, as they determine how effectively CO2 molecules can be captured from ambient air. Systems with optimized air-sorbent contact surfaces and enhanced mass transfer characteristics consistently achieve higher carbon removal rates per unit of energy input.
The environmental impact assessment of DAC technologies must consider multiple dimensions beyond simple carbon accounting. Land use requirements for solid sorbent DAC facilities range from 0.1 to 1.5 km² per million tons of CO2 removed annually, significantly lower than biological carbon removal approaches. However, large-scale deployment would still require substantial land allocation, potentially competing with other land uses.
Water consumption represents another critical environmental consideration. While solid sorbent systems generally require less water than liquid solvent alternatives, they still consume approximately 1-7 tons of water per ton of CO2 captured, primarily for cooling and regeneration processes. In water-stressed regions, this consumption could exacerbate existing resource challenges.
Energy requirements constitute perhaps the most significant environmental concern. Current solid sorbent DAC systems require between 5-10 GJ of energy per ton of CO2 removed, with approximately 70-80% as thermal energy and the remainder as electricity. The source of this energy dramatically influences the net environmental benefit - systems powered by renewable energy demonstrate substantially better lifecycle emissions profiles compared to those relying on fossil fuels.
Material production and waste management also factor into the environmental equation. The manufacturing of specialized sorbents often involves energy-intensive processes and potentially hazardous chemicals. Additionally, sorbent degradation over time (typically 3-7 years depending on material) necessitates replacement and proper disposal protocols to prevent secondary environmental contamination.
When evaluating carbon removal efficiency holistically, it becomes evident that addressing mass transfer limitations through advanced contactor designs can simultaneously improve environmental performance by reducing energy requirements per ton of CO2 captured. This synergistic relationship underscores the importance of technological innovation in maximizing the climate mitigation potential of DAC while minimizing associated environmental trade-offs.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!