Silicone Rubber Contributions to Enhanced Fluid Handling Systems
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Silicone Rubber in Fluid Systems: Background and Objectives
Silicone rubber has emerged as a revolutionary material in fluid handling systems, transforming various industries with its unique properties and versatile applications. The evolution of silicone rubber technology can be traced back to the 1940s when it was first developed as a high-performance elastomer. Since then, it has undergone significant advancements, leading to its widespread adoption in fluid management applications.
The primary objective of incorporating silicone rubber into fluid handling systems is to enhance performance, reliability, and efficiency. This material offers exceptional resistance to extreme temperatures, chemicals, and weathering, making it ideal for use in diverse environments. Its flexibility, durability, and biocompatibility have made it particularly valuable in medical, automotive, and industrial sectors.
In the medical field, silicone rubber has revolutionized fluid delivery systems, enabling the development of advanced catheters, tubing, and drug delivery devices. Its non-reactive nature and ability to maintain stability over extended periods have significantly improved patient care and treatment outcomes. The automotive industry has leveraged silicone rubber's heat resistance and sealing properties to enhance engine performance and fuel efficiency.
The industrial sector has witnessed a paradigm shift in fluid handling capabilities with the integration of silicone rubber components. From chemical processing to food and beverage production, silicone rubber has addressed critical challenges in maintaining product purity, preventing contamination, and ensuring consistent flow rates. Its ability to withstand harsh chemicals and high pressures has made it indispensable in hydraulic and pneumatic systems.
Recent technological trends in silicone rubber development focus on improving its mechanical properties, enhancing its barrier characteristics, and expanding its functional capabilities. Researchers are exploring novel formulations and manufacturing techniques to create silicone rubber compounds with superior tear strength, improved electrical properties, and enhanced thermal conductivity.
The ongoing evolution of silicone rubber technology aims to meet the growing demands of emerging industries, such as renewable energy and advanced electronics. As fluid handling systems become more complex and operate under increasingly challenging conditions, the role of silicone rubber continues to expand. Future developments are expected to focus on nano-engineered silicone composites, self-healing silicone materials, and smart silicone rubbers with embedded sensors for real-time monitoring and control of fluid systems.
The primary objective of incorporating silicone rubber into fluid handling systems is to enhance performance, reliability, and efficiency. This material offers exceptional resistance to extreme temperatures, chemicals, and weathering, making it ideal for use in diverse environments. Its flexibility, durability, and biocompatibility have made it particularly valuable in medical, automotive, and industrial sectors.
In the medical field, silicone rubber has revolutionized fluid delivery systems, enabling the development of advanced catheters, tubing, and drug delivery devices. Its non-reactive nature and ability to maintain stability over extended periods have significantly improved patient care and treatment outcomes. The automotive industry has leveraged silicone rubber's heat resistance and sealing properties to enhance engine performance and fuel efficiency.
The industrial sector has witnessed a paradigm shift in fluid handling capabilities with the integration of silicone rubber components. From chemical processing to food and beverage production, silicone rubber has addressed critical challenges in maintaining product purity, preventing contamination, and ensuring consistent flow rates. Its ability to withstand harsh chemicals and high pressures has made it indispensable in hydraulic and pneumatic systems.
Recent technological trends in silicone rubber development focus on improving its mechanical properties, enhancing its barrier characteristics, and expanding its functional capabilities. Researchers are exploring novel formulations and manufacturing techniques to create silicone rubber compounds with superior tear strength, improved electrical properties, and enhanced thermal conductivity.
The ongoing evolution of silicone rubber technology aims to meet the growing demands of emerging industries, such as renewable energy and advanced electronics. As fluid handling systems become more complex and operate under increasingly challenging conditions, the role of silicone rubber continues to expand. Future developments are expected to focus on nano-engineered silicone composites, self-healing silicone materials, and smart silicone rubbers with embedded sensors for real-time monitoring and control of fluid systems.
Market Analysis for Advanced Fluid Handling Solutions
The market for advanced fluid handling solutions has experienced significant growth in recent years, driven by increasing demand across various industries such as healthcare, automotive, aerospace, and industrial manufacturing. The global fluid handling systems market is projected to reach substantial value in the coming years, with a compound annual growth rate (CAGR) that reflects the industry's robust expansion.
In the healthcare sector, the need for precise and reliable fluid handling systems has surged, particularly in applications such as drug delivery, diagnostic equipment, and medical devices. The aging population and the rise in chronic diseases have further fueled this demand, as healthcare providers seek more efficient and accurate fluid management solutions.
The automotive industry has also been a key driver in the market for advanced fluid handling systems. With the shift towards electric vehicles and the continuous improvement of internal combustion engines, there is a growing requirement for sophisticated fluid management solutions that can enhance performance, reduce emissions, and improve overall efficiency.
Aerospace applications represent another significant market segment for advanced fluid handling systems. The need for lightweight, durable, and high-performance components in aircraft and spacecraft has led to increased adoption of innovative fluid handling technologies, including those incorporating silicone rubber materials.
In the industrial manufacturing sector, the demand for advanced fluid handling solutions is driven by the need for improved process efficiency, reduced downtime, and enhanced product quality. Industries such as chemical processing, oil and gas, and food and beverage are increasingly investing in state-of-the-art fluid handling systems to optimize their operations.
The market for silicone rubber-based fluid handling solutions is particularly promising, as these materials offer unique properties such as flexibility, durability, and resistance to extreme temperatures and chemicals. These characteristics make silicone rubber an ideal choice for a wide range of fluid handling applications across various industries.
Geographically, North America and Europe currently dominate the advanced fluid handling solutions market, owing to their well-established industrial base and high adoption rates of innovative technologies. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by rapid industrialization, increasing healthcare expenditure, and growing automotive and aerospace sectors in countries like China and India.
In the healthcare sector, the need for precise and reliable fluid handling systems has surged, particularly in applications such as drug delivery, diagnostic equipment, and medical devices. The aging population and the rise in chronic diseases have further fueled this demand, as healthcare providers seek more efficient and accurate fluid management solutions.
The automotive industry has also been a key driver in the market for advanced fluid handling systems. With the shift towards electric vehicles and the continuous improvement of internal combustion engines, there is a growing requirement for sophisticated fluid management solutions that can enhance performance, reduce emissions, and improve overall efficiency.
Aerospace applications represent another significant market segment for advanced fluid handling systems. The need for lightweight, durable, and high-performance components in aircraft and spacecraft has led to increased adoption of innovative fluid handling technologies, including those incorporating silicone rubber materials.
In the industrial manufacturing sector, the demand for advanced fluid handling solutions is driven by the need for improved process efficiency, reduced downtime, and enhanced product quality. Industries such as chemical processing, oil and gas, and food and beverage are increasingly investing in state-of-the-art fluid handling systems to optimize their operations.
The market for silicone rubber-based fluid handling solutions is particularly promising, as these materials offer unique properties such as flexibility, durability, and resistance to extreme temperatures and chemicals. These characteristics make silicone rubber an ideal choice for a wide range of fluid handling applications across various industries.
Geographically, North America and Europe currently dominate the advanced fluid handling solutions market, owing to their well-established industrial base and high adoption rates of innovative technologies. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by rapid industrialization, increasing healthcare expenditure, and growing automotive and aerospace sectors in countries like China and India.
Current Challenges in Silicone Rubber Fluid Systems
Despite the widespread use of silicone rubber in fluid handling systems, several challenges persist in this field. One of the primary issues is the long-term durability of silicone rubber components when exposed to aggressive fluids or extreme temperatures. While silicone rubber generally exhibits excellent chemical resistance, certain fluids can cause degradation over time, leading to reduced performance and potential system failures.
Another significant challenge is the permeability of silicone rubber to certain gases and vapors. This characteristic, while beneficial in some applications, can be problematic in fluid handling systems where gas exchange or contamination must be minimized. The permeability issue becomes particularly critical in high-purity fluid handling applications, such as those found in the semiconductor and pharmaceutical industries.
The mechanical properties of silicone rubber also present challenges in fluid handling systems. Although silicone rubber offers good flexibility and elasticity, it may not provide sufficient strength or abrasion resistance for high-pressure or high-flow applications. This limitation can result in the need for frequent replacements or the use of reinforced silicone composites, which may compromise other desirable properties of the material.
Adhesion and sealing capabilities of silicone rubber in fluid handling systems remain areas of ongoing concern. While silicone rubber generally exhibits good adhesion to many substrates, achieving reliable, long-lasting bonds in dynamic fluid environments can be challenging. This is particularly true when dealing with dissimilar materials or in applications involving thermal cycling or mechanical stress.
The processing and manufacturing of silicone rubber components for fluid handling systems also face challenges. Achieving consistent quality, especially in complex geometries or large-scale production, can be difficult. Issues such as air entrapment, incomplete curing, and dimensional stability during molding or extrusion processes can affect the performance and reliability of the final products.
Furthermore, the biocompatibility of silicone rubber, while generally good, can still pose challenges in certain medical and biotechnology applications. Ensuring long-term biocompatibility and preventing the leaching of potentially harmful substances into fluids remains an ongoing area of research and development.
Lastly, the environmental impact and end-of-life considerations for silicone rubber components in fluid handling systems present growing challenges. As sustainability becomes increasingly important, finding effective recycling methods or environmentally friendly disposal options for silicone rubber waste is becoming a critical issue for manufacturers and end-users alike.
Another significant challenge is the permeability of silicone rubber to certain gases and vapors. This characteristic, while beneficial in some applications, can be problematic in fluid handling systems where gas exchange or contamination must be minimized. The permeability issue becomes particularly critical in high-purity fluid handling applications, such as those found in the semiconductor and pharmaceutical industries.
The mechanical properties of silicone rubber also present challenges in fluid handling systems. Although silicone rubber offers good flexibility and elasticity, it may not provide sufficient strength or abrasion resistance for high-pressure or high-flow applications. This limitation can result in the need for frequent replacements or the use of reinforced silicone composites, which may compromise other desirable properties of the material.
Adhesion and sealing capabilities of silicone rubber in fluid handling systems remain areas of ongoing concern. While silicone rubber generally exhibits good adhesion to many substrates, achieving reliable, long-lasting bonds in dynamic fluid environments can be challenging. This is particularly true when dealing with dissimilar materials or in applications involving thermal cycling or mechanical stress.
The processing and manufacturing of silicone rubber components for fluid handling systems also face challenges. Achieving consistent quality, especially in complex geometries or large-scale production, can be difficult. Issues such as air entrapment, incomplete curing, and dimensional stability during molding or extrusion processes can affect the performance and reliability of the final products.
Furthermore, the biocompatibility of silicone rubber, while generally good, can still pose challenges in certain medical and biotechnology applications. Ensuring long-term biocompatibility and preventing the leaching of potentially harmful substances into fluids remains an ongoing area of research and development.
Lastly, the environmental impact and end-of-life considerations for silicone rubber components in fluid handling systems present growing challenges. As sustainability becomes increasingly important, finding effective recycling methods or environmentally friendly disposal options for silicone rubber waste is becoming a critical issue for manufacturers and end-users alike.
Existing Silicone Rubber Fluid Handling Solutions
01 Silicone rubber compositions for fluid handling
Specialized silicone rubber compositions are developed for fluid handling applications. These compositions often include specific additives or modifications to enhance properties such as chemical resistance, durability, and flexibility. The formulations are tailored to withstand various fluids and operating conditions in industrial, medical, and automotive applications.- Silicone rubber compositions for fluid handling: Specialized silicone rubber compositions are developed for fluid handling applications. These compositions often include specific additives or modifications to enhance properties such as chemical resistance, durability, and flexibility. The formulations are tailored to withstand various fluids and operating conditions in industrial, medical, and automotive applications.
- Fluid handling components made from silicone rubber: Silicone rubber is used to manufacture various fluid handling components such as tubes, hoses, seals, and gaskets. These components benefit from silicone's properties including heat resistance, chemical inertness, and flexibility. The manufacturing processes are optimized to ensure consistent quality and performance in fluid handling applications.
- Surface modifications for improved fluid handling: Surface treatments and modifications are applied to silicone rubber to enhance its fluid handling capabilities. These modifications can improve wettability, reduce friction, or increase chemical resistance. Techniques such as plasma treatment, coating applications, or chemical grafting are used to achieve desired surface properties for specific fluid handling requirements.
- Silicone rubber blends for specialized fluid handling: Blends of silicone rubber with other materials are developed to create composites with enhanced fluid handling properties. These blends can combine the benefits of silicone rubber with other polymers or additives to achieve specific performance characteristics such as improved chemical resistance, reduced permeability, or enhanced mechanical properties.
- Testing and quality control for silicone rubber in fluid handling: Specialized testing methods and quality control procedures are developed for silicone rubber materials used in fluid handling applications. These procedures ensure the reliability and performance of silicone rubber components under various fluid conditions. Tests may include chemical compatibility, permeation rates, stress-strain analysis, and long-term durability assessments.
02 Silicone rubber tubing and hoses
Silicone rubber is used to manufacture tubing and hoses for fluid transport. These products are designed to offer excellent flexibility, temperature resistance, and compatibility with a wide range of fluids. The manufacturing processes and material compositions are optimized to produce tubing with specific performance characteristics for different fluid handling requirements.Expand Specific Solutions03 Silicone rubber seals and gaskets
Silicone rubber is utilized in the production of seals and gaskets for fluid handling systems. These components are crucial for preventing leaks and maintaining system integrity. The silicone rubber formulations are engineered to provide excellent sealing properties, compression set resistance, and long-term performance under various fluid exposure conditions.Expand Specific Solutions04 Surface modifications of silicone rubber for fluid handling
Various surface modification techniques are applied to silicone rubber to enhance its fluid handling capabilities. These modifications can improve wettability, reduce friction, or increase chemical resistance. Treatments such as plasma modification, chemical grafting, or coating applications are used to tailor the surface properties of silicone rubber components for specific fluid handling applications.Expand Specific Solutions05 Silicone rubber in microfluidic devices
Silicone rubber, particularly polydimethylsiloxane (PDMS), is widely used in the fabrication of microfluidic devices. Its properties, such as optical transparency, gas permeability, and ease of molding, make it ideal for creating intricate channel structures and fluid handling components at the microscale. These devices find applications in biomedical research, analytical chemistry, and lab-on-a-chip technologies.Expand Specific Solutions
Key Players in Silicone Rubber Fluid Technology
The silicone rubber industry for enhanced fluid handling systems is in a mature growth phase, with a global market size estimated to exceed $2 billion by 2025. The technology has reached a high level of maturity, with ongoing innovations focused on improving performance and sustainability. Key players like Shin-Etsu Chemical, Wacker Chemie, and Dow Silicones dominate the market, leveraging their extensive R&D capabilities and global presence. These companies are investing in advanced manufacturing processes and new product formulations to meet evolving industry demands for higher temperature resistance, chemical compatibility, and durability in fluid handling applications.
Shin-Etsu Chemical Co., Ltd.
Technical Solution: Shin-Etsu Chemical has developed advanced silicone rubber compounds specifically designed for enhanced fluid handling systems. Their technology focuses on improving the durability and performance of seals, gaskets, and tubing in challenging environments. The company's silicone rubber formulations incorporate unique cross-linking systems and reinforcing fillers to enhance mechanical properties and chemical resistance[1]. These materials exhibit excellent compression set resistance and maintain flexibility over a wide temperature range, from -60°C to 200°C[2]. Shin-Etsu's silicone rubbers also feature low extractables and high purity, making them suitable for use in sensitive applications such as pharmaceutical processing and food handling equipment[3].
Strengths: Superior chemical resistance, wide temperature range operability, and high purity for sensitive applications. Weaknesses: Potentially higher cost compared to conventional elastomers, and may require specialized processing techniques.
Wacker Chemie AG
Technical Solution: Wacker Chemie AG has pioneered silicone rubber solutions for fluid handling systems with their ELASTOSIL® line. Their technology focuses on liquid silicone rubber (LSR) formulations that offer excellent sealing properties and resistance to aggressive media. Wacker's LSR compounds are engineered for precision injection molding, allowing for complex geometries and tight tolerances in fluid handling components[4]. The company has developed self-adhesive grades that bond directly to thermoplastics and metals during the molding process, eliminating the need for separate bonding agents in multi-component parts[5]. Additionally, Wacker's silicone rubbers feature customizable Shore hardness ranges and can be formulated with specific additives to enhance properties such as flame retardancy or electrical conductivity for specialized fluid handling applications[6].
Strengths: Precision molding capabilities, self-adhesive grades for multi-material components, and customizable properties. Weaknesses: May require specialized molding equipment and higher initial investment for manufacturers.
Innovative Silicone Rubber Compounds for Fluid Systems
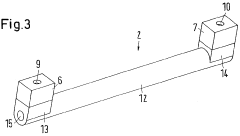
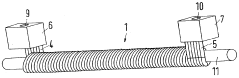
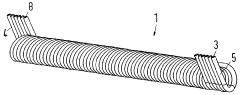
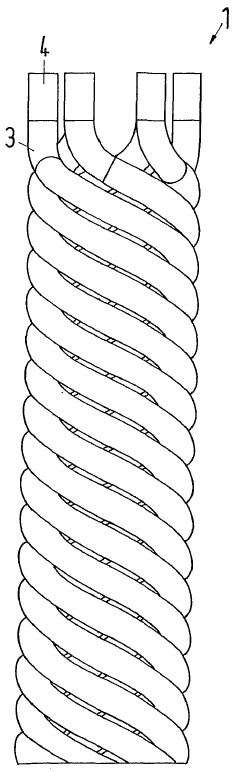
Fluid line and method for its production
PatentInactiveEP1943448A1
Innovation
- The use of liquid silicone rubber as the embedding plastic, which hardens upon heat absorption, allowing for low-pressure injection molding and quick curing, eliminating the need for internal stabilization and simplifying the manufacturing process, while providing excellent adhesion and flexibility to the fluid line.
Fluid line and method for its production
PatentWO2007048434A1
Innovation
- The use of liquid silicone rubber as the embedding material, which hardens upon heat absorption, allowing for low-pressure injection molding and rapid curing, eliminating the need for internal stabilization and simplifying the manufacturing process while maintaining adhesion and flexibility.
Environmental Impact of Silicone Rubber in Fluid Systems
The environmental impact of silicone rubber in fluid systems is a critical consideration in the development and implementation of enhanced fluid handling technologies. Silicone rubber, known for its versatility and durability, offers numerous benefits in fluid handling applications. However, its environmental footprint must be carefully evaluated to ensure sustainable practices.
Silicone rubber's production process involves the use of silica and methyl chloride, which can have environmental implications if not properly managed. The energy-intensive manufacturing process contributes to carbon emissions, although advancements in production techniques have led to more efficient and environmentally friendly methods. Additionally, the long-lasting nature of silicone rubber reduces the frequency of replacement, potentially lowering overall environmental impact over time.
In fluid systems, silicone rubber's resistance to extreme temperatures and chemicals significantly extends the lifespan of components, reducing waste generation and the need for frequent replacements. This durability contributes to resource conservation and minimizes the environmental burden associated with manufacturing and disposing of short-lived alternatives.
The material's inert nature also plays a crucial role in preventing contamination of fluids in various applications, including food processing and medical devices. This characteristic ensures the purity of handled fluids, reducing the risk of environmental pollution and potential health hazards associated with leaching of harmful substances.
However, the end-of-life management of silicone rubber products presents challenges. While silicone rubber is not biodegradable, it can be recycled through specialized processes. The development of efficient recycling technologies for silicone rubber is an ongoing area of research, aiming to minimize waste and promote a circular economy approach in fluid handling systems.
In aquatic environments, silicone rubber's low water solubility and resistance to degradation raise concerns about potential long-term accumulation. Studies have shown minimal leaching of silicone compounds into water systems, but the long-term effects of microparticles resulting from wear and tear require further investigation.
The use of silicone rubber in fluid systems also contributes to energy efficiency. Its excellent insulation properties and flexibility allow for the design of more efficient fluid handling systems, potentially reducing energy consumption and associated environmental impacts in various industrial processes.
As environmental regulations become more stringent, the silicone rubber industry is focusing on developing eco-friendly formulations and production methods. This includes exploring bio-based alternatives and improving the recyclability of silicone rubber products, aligning with global sustainability goals and circular economy principles.
Silicone rubber's production process involves the use of silica and methyl chloride, which can have environmental implications if not properly managed. The energy-intensive manufacturing process contributes to carbon emissions, although advancements in production techniques have led to more efficient and environmentally friendly methods. Additionally, the long-lasting nature of silicone rubber reduces the frequency of replacement, potentially lowering overall environmental impact over time.
In fluid systems, silicone rubber's resistance to extreme temperatures and chemicals significantly extends the lifespan of components, reducing waste generation and the need for frequent replacements. This durability contributes to resource conservation and minimizes the environmental burden associated with manufacturing and disposing of short-lived alternatives.
The material's inert nature also plays a crucial role in preventing contamination of fluids in various applications, including food processing and medical devices. This characteristic ensures the purity of handled fluids, reducing the risk of environmental pollution and potential health hazards associated with leaching of harmful substances.
However, the end-of-life management of silicone rubber products presents challenges. While silicone rubber is not biodegradable, it can be recycled through specialized processes. The development of efficient recycling technologies for silicone rubber is an ongoing area of research, aiming to minimize waste and promote a circular economy approach in fluid handling systems.
In aquatic environments, silicone rubber's low water solubility and resistance to degradation raise concerns about potential long-term accumulation. Studies have shown minimal leaching of silicone compounds into water systems, but the long-term effects of microparticles resulting from wear and tear require further investigation.
The use of silicone rubber in fluid systems also contributes to energy efficiency. Its excellent insulation properties and flexibility allow for the design of more efficient fluid handling systems, potentially reducing energy consumption and associated environmental impacts in various industrial processes.
As environmental regulations become more stringent, the silicone rubber industry is focusing on developing eco-friendly formulations and production methods. This includes exploring bio-based alternatives and improving the recyclability of silicone rubber products, aligning with global sustainability goals and circular economy principles.
Silicone Rubber Manufacturing Processes for Fluid Applications
Silicone rubber manufacturing processes for fluid applications have evolved significantly over the years, driven by the increasing demand for high-performance fluid handling systems. The production of silicone rubber components for these applications involves several key stages, each contributing to the final product's quality and performance.
The process typically begins with the careful selection of raw materials, including silicone polymers, reinforcing fillers, and various additives. These ingredients are precisely measured and mixed to create a homogeneous compound. The mixing process is critical, as it determines the uniformity and consistency of the final product. Advanced mixing technologies, such as high-shear mixers and continuous compounding systems, are employed to ensure thorough dispersion of all components.
Following the mixing stage, the compound undergoes a shaping process. Depending on the specific application and desired form, various methods may be utilized. Extrusion is commonly used for producing tubing, hoses, and profiles, while injection molding is preferred for complex shapes and precision parts. For larger components or custom designs, compression molding or transfer molding techniques may be employed.
Once shaped, the silicone rubber undergoes a curing process to achieve its final properties. This typically involves heat-induced vulcanization, where the material is exposed to elevated temperatures for a specified duration. The curing process initiates cross-linking reactions within the polymer structure, resulting in the formation of a stable, elastomeric network. Advanced curing technologies, such as microwave or infrared curing, have been developed to improve efficiency and reduce energy consumption.
Post-curing treatments are often applied to enhance specific properties or remove residual volatile compounds. These may include additional heat treatments, washing processes, or surface modifications to improve chemical resistance or bonding capabilities. Quality control measures are implemented throughout the manufacturing process, including in-line monitoring and testing of physical and chemical properties.
Recent advancements in silicone rubber manufacturing for fluid applications have focused on improving material performance and processing efficiency. This includes the development of novel additives and fillers to enhance specific properties such as chemical resistance, thermal stability, or low-temperature flexibility. Additionally, automation and process control systems have been integrated to ensure consistent quality and reduce production variability.
Emerging technologies, such as 3D printing of silicone rubber, are also being explored for rapid prototyping and small-scale production of complex fluid handling components. These additive manufacturing techniques offer new possibilities for customization and design optimization in fluid systems.
The process typically begins with the careful selection of raw materials, including silicone polymers, reinforcing fillers, and various additives. These ingredients are precisely measured and mixed to create a homogeneous compound. The mixing process is critical, as it determines the uniformity and consistency of the final product. Advanced mixing technologies, such as high-shear mixers and continuous compounding systems, are employed to ensure thorough dispersion of all components.
Following the mixing stage, the compound undergoes a shaping process. Depending on the specific application and desired form, various methods may be utilized. Extrusion is commonly used for producing tubing, hoses, and profiles, while injection molding is preferred for complex shapes and precision parts. For larger components or custom designs, compression molding or transfer molding techniques may be employed.
Once shaped, the silicone rubber undergoes a curing process to achieve its final properties. This typically involves heat-induced vulcanization, where the material is exposed to elevated temperatures for a specified duration. The curing process initiates cross-linking reactions within the polymer structure, resulting in the formation of a stable, elastomeric network. Advanced curing technologies, such as microwave or infrared curing, have been developed to improve efficiency and reduce energy consumption.
Post-curing treatments are often applied to enhance specific properties or remove residual volatile compounds. These may include additional heat treatments, washing processes, or surface modifications to improve chemical resistance or bonding capabilities. Quality control measures are implemented throughout the manufacturing process, including in-line monitoring and testing of physical and chemical properties.
Recent advancements in silicone rubber manufacturing for fluid applications have focused on improving material performance and processing efficiency. This includes the development of novel additives and fillers to enhance specific properties such as chemical resistance, thermal stability, or low-temperature flexibility. Additionally, automation and process control systems have been integrated to ensure consistent quality and reduce production variability.
Emerging technologies, such as 3D printing of silicone rubber, are also being explored for rapid prototyping and small-scale production of complex fluid handling components. These additive manufacturing techniques offer new possibilities for customization and design optimization in fluid systems.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!