How to Enhance Opacity in Cellophane Packaging?
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Cellophane Opacity Enhancement: Background and Objectives
Cellophane, a transparent film made from regenerated cellulose, has been a staple in packaging since its invention in the early 20th century. Its clarity, flexibility, and biodegradability have made it a popular choice for various applications. However, the inherent transparency of cellophane can be a limitation in certain packaging scenarios where opacity is desired for product protection or aesthetic purposes.
The evolution of cellophane technology has been driven by the need to enhance its properties, including opacity. Initially, cellophane was valued for its transparency, but as packaging requirements diversified, the demand for opaque or semi-opaque cellophane grew. This shift in market needs has led to ongoing research and development efforts to modify cellophane's optical properties without compromising its other beneficial characteristics.
The primary objective in enhancing opacity in cellophane packaging is to achieve a balance between light obstruction and the material's inherent advantages. This involves developing techniques to alter the film's structure or composition to reduce light transmission while maintaining its strength, flexibility, and eco-friendly nature. The goal is to create a versatile packaging material that can cater to a wider range of products, especially those sensitive to light exposure or requiring visual obscurity.
Current technological trends in cellophane opacity enhancement focus on several approaches. These include the incorporation of mineral fillers, the use of surface treatments, and the development of multi-layer structures. Each method aims to disrupt light transmission through the film, either by scattering light or by absorbing it. The challenge lies in implementing these techniques without significantly altering the material's other properties or increasing production costs to an unsustainable level.
The market demand for opaque cellophane packaging spans various industries, including food and beverage, cosmetics, and pharmaceuticals. In the food sector, opaque cellophane can protect light-sensitive products from degradation, extending shelf life. For cosmetics and pharmaceuticals, it offers both protective and aesthetic benefits, allowing for attractive packaging that safeguards the contents from light-induced deterioration.
As environmental concerns grow, the development of opacity-enhanced cellophane must also consider sustainability. This adds another layer of complexity to the technological challenge, requiring innovations that maintain cellophane's biodegradability and recyclability while achieving the desired opacity. The industry is thus moving towards solutions that not only meet functional requirements but also align with global sustainability goals.
The evolution of cellophane technology has been driven by the need to enhance its properties, including opacity. Initially, cellophane was valued for its transparency, but as packaging requirements diversified, the demand for opaque or semi-opaque cellophane grew. This shift in market needs has led to ongoing research and development efforts to modify cellophane's optical properties without compromising its other beneficial characteristics.
The primary objective in enhancing opacity in cellophane packaging is to achieve a balance between light obstruction and the material's inherent advantages. This involves developing techniques to alter the film's structure or composition to reduce light transmission while maintaining its strength, flexibility, and eco-friendly nature. The goal is to create a versatile packaging material that can cater to a wider range of products, especially those sensitive to light exposure or requiring visual obscurity.
Current technological trends in cellophane opacity enhancement focus on several approaches. These include the incorporation of mineral fillers, the use of surface treatments, and the development of multi-layer structures. Each method aims to disrupt light transmission through the film, either by scattering light or by absorbing it. The challenge lies in implementing these techniques without significantly altering the material's other properties or increasing production costs to an unsustainable level.
The market demand for opaque cellophane packaging spans various industries, including food and beverage, cosmetics, and pharmaceuticals. In the food sector, opaque cellophane can protect light-sensitive products from degradation, extending shelf life. For cosmetics and pharmaceuticals, it offers both protective and aesthetic benefits, allowing for attractive packaging that safeguards the contents from light-induced deterioration.
As environmental concerns grow, the development of opacity-enhanced cellophane must also consider sustainability. This adds another layer of complexity to the technological challenge, requiring innovations that maintain cellophane's biodegradability and recyclability while achieving the desired opacity. The industry is thus moving towards solutions that not only meet functional requirements but also align with global sustainability goals.
Market Demand for Opaque Cellophane Packaging
The market demand for opaque cellophane packaging has been steadily increasing in recent years, driven by various factors across multiple industries. The food and beverage sector, in particular, has shown a significant interest in opaque cellophane packaging due to its ability to protect products from light exposure, which can degrade quality and reduce shelf life. This demand is especially pronounced in the dairy, confectionery, and specialty foods segments.
Consumer goods manufacturers have also recognized the value of opaque cellophane packaging in enhancing product presentation and differentiation on store shelves. The improved opacity allows for better color control and can create a more premium look for products, appealing to consumers seeking high-quality items. This trend has been observed in personal care products, cosmetics, and household goods.
The pharmaceutical industry has emerged as another key driver of demand for opaque cellophane packaging. Many medications and supplements are sensitive to light and require protection to maintain their efficacy. Opaque cellophane offers a cost-effective solution that meets regulatory requirements while providing the necessary barrier properties.
Environmental concerns have further fueled the demand for opaque cellophane packaging. As consumers and businesses alike seek more sustainable packaging options, opaque cellophane presents an attractive alternative to traditional plastic materials. Its biodegradability and potential for recycling align well with growing eco-conscious market segments.
Market research indicates that the global opaque cellophane packaging market is expected to grow at a compound annual growth rate (CAGR) of several percentage points over the next five years. This growth is attributed to the increasing adoption of opaque cellophane in emerging economies, where rapid urbanization and changing consumer preferences are driving demand for packaged goods.
Regional variations in demand have been observed, with North America and Europe leading in terms of market share. However, Asia-Pacific is anticipated to be the fastest-growing region for opaque cellophane packaging, fueled by the expanding middle class and the rise of e-commerce platforms requiring robust packaging solutions.
The demand for customization and innovation in opaque cellophane packaging is also on the rise. Brand owners are seeking unique textures, colors, and printing capabilities to create packaging that stands out in competitive retail environments. This trend is pushing manufacturers to invest in research and development to enhance the aesthetic and functional properties of opaque cellophane.
Consumer goods manufacturers have also recognized the value of opaque cellophane packaging in enhancing product presentation and differentiation on store shelves. The improved opacity allows for better color control and can create a more premium look for products, appealing to consumers seeking high-quality items. This trend has been observed in personal care products, cosmetics, and household goods.
The pharmaceutical industry has emerged as another key driver of demand for opaque cellophane packaging. Many medications and supplements are sensitive to light and require protection to maintain their efficacy. Opaque cellophane offers a cost-effective solution that meets regulatory requirements while providing the necessary barrier properties.
Environmental concerns have further fueled the demand for opaque cellophane packaging. As consumers and businesses alike seek more sustainable packaging options, opaque cellophane presents an attractive alternative to traditional plastic materials. Its biodegradability and potential for recycling align well with growing eco-conscious market segments.
Market research indicates that the global opaque cellophane packaging market is expected to grow at a compound annual growth rate (CAGR) of several percentage points over the next five years. This growth is attributed to the increasing adoption of opaque cellophane in emerging economies, where rapid urbanization and changing consumer preferences are driving demand for packaged goods.
Regional variations in demand have been observed, with North America and Europe leading in terms of market share. However, Asia-Pacific is anticipated to be the fastest-growing region for opaque cellophane packaging, fueled by the expanding middle class and the rise of e-commerce platforms requiring robust packaging solutions.
The demand for customization and innovation in opaque cellophane packaging is also on the rise. Brand owners are seeking unique textures, colors, and printing capabilities to create packaging that stands out in competitive retail environments. This trend is pushing manufacturers to invest in research and development to enhance the aesthetic and functional properties of opaque cellophane.
Current Challenges in Cellophane Opacity Improvement
Enhancing opacity in cellophane packaging presents several significant challenges that researchers and manufacturers are currently grappling with. One of the primary obstacles is maintaining the transparency and clarity that cellophane is known for while simultaneously increasing its opacity. This delicate balance is crucial as consumers often prefer to see the product inside the packaging, yet require improved barrier properties against light and moisture.
The inherent chemical structure of cellophane, composed of regenerated cellulose, makes it naturally transparent. Modifying this structure to increase opacity without compromising other desirable properties such as flexibility, strength, and biodegradability is a complex task. Traditional methods of increasing opacity, such as adding fillers or pigments, often lead to a reduction in the material's strength and flexibility, which are key attributes of cellophane packaging.
Another significant challenge lies in maintaining the eco-friendly nature of cellophane while enhancing its opacity. As sustainability becomes increasingly important in packaging solutions, any modifications to improve opacity must not compromise the biodegradability or recyclability of the material. This constraint limits the range of additives and treatments that can be employed, as many effective opacifying agents are not environmentally friendly.
The cost-effectiveness of opacity enhancement methods is also a major concern. Cellophane is valued for its relatively low production cost, and any process to increase opacity must not significantly increase the overall manufacturing expenses. This economic factor often restricts the adoption of more advanced but costly technologies in large-scale production.
Furthermore, achieving consistent opacity across different production batches poses a considerable challenge. The uniformity of opacity is crucial for maintaining product quality and meeting consumer expectations. Variations in raw materials, processing conditions, and environmental factors can all affect the final opacity of the cellophane, making it difficult to achieve a standardized product.
Regulatory compliance adds another layer of complexity to the opacity enhancement process. As cellophane is widely used in food packaging, any additives or treatments used to increase opacity must meet strict food safety regulations. This requirement narrows the field of potential solutions and necessitates extensive testing and approval processes for new opacity-enhancing technologies.
Lastly, the challenge of scalability cannot be overlooked. While laboratory-scale experiments might yield promising results in enhancing cellophane opacity, translating these findings into large-scale industrial production often presents unforeseen difficulties. Issues such as process control, equipment compatibility, and quality assurance become more pronounced at the industrial scale, requiring significant investment in research and development to overcome these hurdles.
The inherent chemical structure of cellophane, composed of regenerated cellulose, makes it naturally transparent. Modifying this structure to increase opacity without compromising other desirable properties such as flexibility, strength, and biodegradability is a complex task. Traditional methods of increasing opacity, such as adding fillers or pigments, often lead to a reduction in the material's strength and flexibility, which are key attributes of cellophane packaging.
Another significant challenge lies in maintaining the eco-friendly nature of cellophane while enhancing its opacity. As sustainability becomes increasingly important in packaging solutions, any modifications to improve opacity must not compromise the biodegradability or recyclability of the material. This constraint limits the range of additives and treatments that can be employed, as many effective opacifying agents are not environmentally friendly.
The cost-effectiveness of opacity enhancement methods is also a major concern. Cellophane is valued for its relatively low production cost, and any process to increase opacity must not significantly increase the overall manufacturing expenses. This economic factor often restricts the adoption of more advanced but costly technologies in large-scale production.
Furthermore, achieving consistent opacity across different production batches poses a considerable challenge. The uniformity of opacity is crucial for maintaining product quality and meeting consumer expectations. Variations in raw materials, processing conditions, and environmental factors can all affect the final opacity of the cellophane, making it difficult to achieve a standardized product.
Regulatory compliance adds another layer of complexity to the opacity enhancement process. As cellophane is widely used in food packaging, any additives or treatments used to increase opacity must meet strict food safety regulations. This requirement narrows the field of potential solutions and necessitates extensive testing and approval processes for new opacity-enhancing technologies.
Lastly, the challenge of scalability cannot be overlooked. While laboratory-scale experiments might yield promising results in enhancing cellophane opacity, translating these findings into large-scale industrial production often presents unforeseen difficulties. Issues such as process control, equipment compatibility, and quality assurance become more pronounced at the industrial scale, requiring significant investment in research and development to overcome these hurdles.
Existing Methods for Enhancing Cellophane Opacity
01 Opacity control in cellophane packaging
Various methods are employed to control the opacity of cellophane packaging. These include adding opacifying agents, modifying the film structure, or applying coatings. The level of opacity can be adjusted to meet specific requirements for product visibility and protection from light.- Opacity control in cellophane packaging: Various methods are employed to control the opacity of cellophane packaging. These include adding opacifying agents, modifying the film structure, or applying coatings. The level of opacity can be adjusted to meet specific product visibility and protection requirements.
- Multilayer cellophane packaging for improved opacity: Multilayer cellophane packaging structures are developed to enhance opacity. By combining different layers with varying optical properties, the overall opacity of the packaging can be increased while maintaining other desirable characteristics such as strength and barrier properties.
- Surface treatment for opacity modification: Surface treatments are applied to cellophane packaging to modify its opacity. These treatments may include embossing, etching, or applying specialized coatings that alter the light transmission properties of the cellophane, resulting in increased opacity.
- Incorporation of opacifying additives: Opacifying additives are incorporated into cellophane packaging to increase opacity. These additives can include pigments, minerals, or other materials that scatter or absorb light, effectively reducing transparency and increasing the opacity of the packaging.
- Opacity measurement and control systems: Advanced systems are developed for measuring and controlling the opacity of cellophane packaging during production. These systems use various optical and electronic technologies to ensure consistent opacity levels and quality control in the manufacturing process.
02 Multilayer cellophane packaging for improved opacity
Multilayer cellophane packaging structures are developed to enhance opacity. These structures may combine different types of films or incorporate layers with specific optical properties to achieve the desired level of opacity while maintaining other functional characteristics.Expand Specific Solutions03 Surface treatments for opacity modification
Surface treatments are applied to cellophane packaging to modify its opacity. These treatments may include embossing, etching, or applying specialized coatings that alter the light transmission properties of the packaging material.Expand Specific Solutions04 Additives for opacity enhancement in cellophane
Various additives are incorporated into cellophane packaging to enhance opacity. These may include pigments, minerals, or other materials that scatter or absorb light, effectively increasing the opacity of the packaging material.Expand Specific Solutions05 Opacity measurement and control systems
Systems and methods are developed for measuring and controlling the opacity of cellophane packaging during production. These may involve optical sensors, real-time monitoring, and feedback control mechanisms to ensure consistent opacity levels in the final product.Expand Specific Solutions
Key Players in Cellophane Manufacturing Industry
The market for enhancing opacity in cellophane packaging is in a growth phase, driven by increasing demand for improved product visibility and protection. The global market size for specialty packaging films is projected to reach $42.5 billion by 2025, with opacity-enhancing technologies playing a significant role. Technologically, the field is advancing rapidly, with companies like Tetra Laval, Dow Global Technologies, and Cryovac leading innovation. These firms are developing advanced coatings, additives, and multi-layer structures to improve opacity without compromising other packaging properties. Emerging players such as Toyobo and Mitsubishi Polyester Film are also contributing to the competitive landscape, focusing on eco-friendly solutions and high-performance materials. The technology's maturity varies, with some established methods and newer, more sustainable approaches still in development.
Dow Global Technologies LLC
Technical Solution: Dow Global Technologies has developed advanced polymer technologies to enhance opacity in cellophane packaging. Their approach involves incorporating nano-sized particles, such as titanium dioxide or calcium carbonate, into the cellophane matrix. This creates microscopic voids that scatter light, increasing opacity without significantly affecting transparency[1]. They have also explored the use of multi-layer coextrusion techniques, where thin layers of opacifying materials are sandwiched between cellophane layers, providing improved opacity while maintaining flexibility[3]. Additionally, Dow has invested in bio-based additives that can enhance opacity while improving the overall sustainability profile of cellophane packaging[5].
Strengths: Versatile technology applicable to various packaging types; Maintains flexibility of cellophane; Improves sustainability. Weaknesses: May increase production costs; Potential impact on recyclability.
Cryovac LLC
Technical Solution: Cryovac LLC, a subsidiary of Sealed Air Corporation, has developed a proprietary technology called OptiDure™ for enhancing opacity in flexible packaging, including cellophane. This technology utilizes a micro-voiding process that creates tiny air pockets within the film structure, effectively scattering light and increasing opacity[2]. The OptiDure™ process can be fine-tuned to achieve varying levels of opacity while maintaining the film's strength and barrier properties. Cryovac has also explored the integration of mineral fillers, such as calcium carbonate, in combination with their micro-voiding technology to further enhance opacity and reduce material usage[4]. Their research has shown that this approach can achieve up to 30% reduction in material thickness while maintaining desired opacity levels[6].
Strengths: Customizable opacity levels; Maintains film strength and barrier properties; Potential for material reduction. Weaknesses: May require specialized equipment for production; Limited to specific packaging applications.
Innovative Approaches to Cellophane Opacity Enhancement
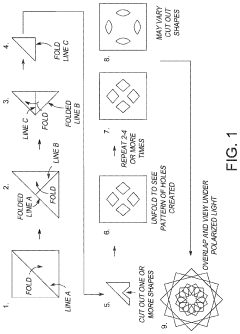
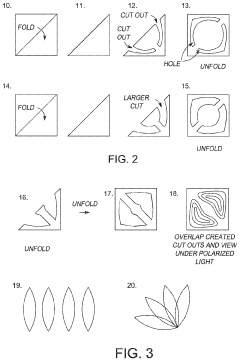
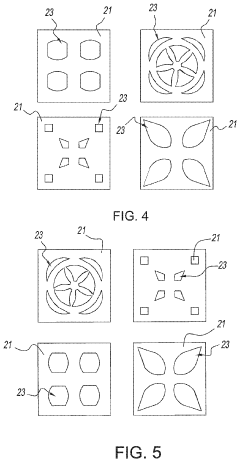
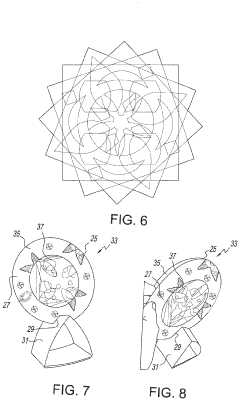
Cellophane cut out kits for optical art
PatentActiveUS20200294415A1
Innovation
- The use of transparent or translucent cellophane sheets, which are folded and cut to create symmetric patterns, exhibiting diffraction patterns visible under polarized light, combined with glow-in-the-dark materials and layered structures to produce dynamic optical effects, enhancing the experience through light reflection, refraction, and interference.
Translucent polyolefin film for packaging applications
PatentWO2014160607A1
Innovation
- A polyolefin film comprising 1-50 wt% of polymeric particles with specific refractive index and size characteristics, and a continuous polyolefin phase, which enhances opacity without using inorganic fillers, by incorporating polymeric particles with at least 60% polymerized acrylic monomers and a refractive index difference of at least 0.03 between the particles and the polyolefin phase.




Environmental Impact of Opaque Cellophane Production
The production of opaque cellophane packaging has significant environmental implications that warrant careful consideration. The process of enhancing opacity in cellophane typically involves the addition of various materials and chemicals, which can increase the environmental footprint of the packaging.
One of the primary concerns is the increased use of raw materials. To achieve opacity, manufacturers often incorporate mineral fillers, pigments, or additional layers of material. This not only increases the overall resource consumption but also makes the packaging more complex and potentially harder to recycle. The extraction and processing of these additional materials contribute to increased energy consumption and greenhouse gas emissions throughout the supply chain.
The production process itself may require more energy-intensive steps to incorporate opacity-enhancing elements into the cellophane. This can lead to higher energy consumption in manufacturing facilities, potentially increasing the carbon footprint of the packaging production. Additionally, the use of certain chemicals or additives to achieve opacity may introduce harmful substances into the environment if not properly managed during production or disposal.
Water usage is another critical factor to consider. The production of opaque cellophane may require additional washing or treatment steps, potentially increasing water consumption and generating more wastewater that needs treatment before release. This can strain local water resources and add to the overall environmental impact of the packaging.
The end-of-life considerations for opaque cellophane packaging are also important. The added complexity in material composition can make recycling more challenging. In some cases, the opacity-enhancing additives may render the packaging non-recyclable or contaminate recycling streams, leading to increased waste in landfills or incineration facilities.
Furthermore, the potential for microplastic pollution increases with opaque cellophane packaging. As these materials break down in the environment, they may release smaller particles that can persist in ecosystems, potentially harming wildlife and entering the food chain.
On the positive side, if opacity enhancement allows for the reduction of packaging thickness or weight while maintaining necessary barrier properties, it could lead to some environmental benefits in terms of reduced material use and transportation emissions. However, this potential advantage must be carefully weighed against the other environmental impacts of the production process.
In conclusion, while enhancing opacity in cellophane packaging may offer certain functional benefits, it is crucial to conduct comprehensive life cycle assessments to fully understand and mitigate the environmental impacts associated with its production and disposal.
One of the primary concerns is the increased use of raw materials. To achieve opacity, manufacturers often incorporate mineral fillers, pigments, or additional layers of material. This not only increases the overall resource consumption but also makes the packaging more complex and potentially harder to recycle. The extraction and processing of these additional materials contribute to increased energy consumption and greenhouse gas emissions throughout the supply chain.
The production process itself may require more energy-intensive steps to incorporate opacity-enhancing elements into the cellophane. This can lead to higher energy consumption in manufacturing facilities, potentially increasing the carbon footprint of the packaging production. Additionally, the use of certain chemicals or additives to achieve opacity may introduce harmful substances into the environment if not properly managed during production or disposal.
Water usage is another critical factor to consider. The production of opaque cellophane may require additional washing or treatment steps, potentially increasing water consumption and generating more wastewater that needs treatment before release. This can strain local water resources and add to the overall environmental impact of the packaging.
The end-of-life considerations for opaque cellophane packaging are also important. The added complexity in material composition can make recycling more challenging. In some cases, the opacity-enhancing additives may render the packaging non-recyclable or contaminate recycling streams, leading to increased waste in landfills or incineration facilities.
Furthermore, the potential for microplastic pollution increases with opaque cellophane packaging. As these materials break down in the environment, they may release smaller particles that can persist in ecosystems, potentially harming wildlife and entering the food chain.
On the positive side, if opacity enhancement allows for the reduction of packaging thickness or weight while maintaining necessary barrier properties, it could lead to some environmental benefits in terms of reduced material use and transportation emissions. However, this potential advantage must be carefully weighed against the other environmental impacts of the production process.
In conclusion, while enhancing opacity in cellophane packaging may offer certain functional benefits, it is crucial to conduct comprehensive life cycle assessments to fully understand and mitigate the environmental impacts associated with its production and disposal.
Regulatory Compliance for Modified Cellophane Packaging
Regulatory compliance is a critical aspect of enhancing opacity in cellophane packaging, as any modifications to the material must adhere to strict guidelines set by various governing bodies. The Food and Drug Administration (FDA) in the United States plays a pivotal role in regulating food packaging materials, including cellophane. Manufacturers must ensure that any additives or treatments used to increase opacity comply with FDA regulations, particularly those outlined in 21 CFR 177.1200, which specifically addresses cellophane.
In the European Union, the European Food Safety Authority (EFSA) oversees the safety of food contact materials. The EU Regulation No 10/2011 on plastic materials and articles intended to come into contact with food is particularly relevant for modified cellophane packaging. This regulation sets specific migration limits for substances that may be used in the production of food contact materials, including those that might be employed to enhance opacity.
The Japanese Ministry of Health, Labour and Welfare also has stringent regulations for food packaging materials, which must be considered when developing opacity-enhanced cellophane for the Japanese market. Their Positive List System for food contact materials outlines permitted substances and their usage limits.
When modifying cellophane to increase opacity, manufacturers must consider the potential migration of additives into food products. Extensive testing is required to demonstrate that any substances used to enhance opacity do not exceed migration limits set by regulatory bodies. This typically involves conducting migration studies under various conditions that simulate real-world use.
Environmental regulations also play a significant role in the development of modified cellophane packaging. Many countries have implemented or are in the process of implementing regulations aimed at reducing plastic waste and promoting recyclability. For instance, the EU's Single-Use Plastics Directive may impact the use of certain additives that could affect the recyclability of cellophane packaging.
Manufacturers must also comply with labeling requirements, which may vary depending on the jurisdiction. In some cases, the presence of opacity-enhancing additives may need to be disclosed on the packaging or in accompanying documentation.
To ensure regulatory compliance, companies developing opacity-enhanced cellophane packaging should establish robust quality control systems and maintain detailed documentation of their manufacturing processes and material compositions. Regular audits and testing should be conducted to verify ongoing compliance with applicable regulations.
As regulations continue to evolve, particularly in response to environmental concerns and new scientific findings, manufacturers must stay informed about changes in regulatory requirements across different markets. This may involve engaging with regulatory affairs specialists or consultants to navigate the complex landscape of international packaging regulations.
In the European Union, the European Food Safety Authority (EFSA) oversees the safety of food contact materials. The EU Regulation No 10/2011 on plastic materials and articles intended to come into contact with food is particularly relevant for modified cellophane packaging. This regulation sets specific migration limits for substances that may be used in the production of food contact materials, including those that might be employed to enhance opacity.
The Japanese Ministry of Health, Labour and Welfare also has stringent regulations for food packaging materials, which must be considered when developing opacity-enhanced cellophane for the Japanese market. Their Positive List System for food contact materials outlines permitted substances and their usage limits.
When modifying cellophane to increase opacity, manufacturers must consider the potential migration of additives into food products. Extensive testing is required to demonstrate that any substances used to enhance opacity do not exceed migration limits set by regulatory bodies. This typically involves conducting migration studies under various conditions that simulate real-world use.
Environmental regulations also play a significant role in the development of modified cellophane packaging. Many countries have implemented or are in the process of implementing regulations aimed at reducing plastic waste and promoting recyclability. For instance, the EU's Single-Use Plastics Directive may impact the use of certain additives that could affect the recyclability of cellophane packaging.
Manufacturers must also comply with labeling requirements, which may vary depending on the jurisdiction. In some cases, the presence of opacity-enhancing additives may need to be disclosed on the packaging or in accompanying documentation.
To ensure regulatory compliance, companies developing opacity-enhanced cellophane packaging should establish robust quality control systems and maintain detailed documentation of their manufacturing processes and material compositions. Regular audits and testing should be conducted to verify ongoing compliance with applicable regulations.
As regulations continue to evolve, particularly in response to environmental concerns and new scientific findings, manufacturers must stay informed about changes in regulatory requirements across different markets. This may involve engaging with regulatory affairs specialists or consultants to navigate the complex landscape of international packaging regulations.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!