

Optimizing Kaolinite in Drilling Fluids: Enhancing Lubricity
AUG 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Kaolinite in Drilling Fluids: Background and Objectives
Kaolinite, a clay mineral with the chemical composition Al₂Si₂O₅(OH)₄, has been utilized in drilling operations since the early 20th century. The evolution of drilling fluid technology has seen significant advancements from simple water-based mixtures to sophisticated engineered fluids designed for specific geological formations and drilling conditions. Kaolinite's unique properties, including its plate-like structure, low swelling capacity, and moderate cation exchange capability, have positioned it as a valuable component in modern drilling fluid formulations.
The global drilling industry has witnessed a paradigm shift toward more efficient and environmentally sustainable practices, driving the need for enhanced drilling fluid performance. Within this context, lubricity has emerged as a critical parameter affecting drilling efficiency, tool longevity, and overall operational costs. Insufficient lubricity leads to increased torque and drag, accelerated bit wear, and potential wellbore instability issues, particularly in extended reach and horizontal drilling applications.
Kaolinite's contribution to drilling fluid lubricity represents an underexplored area with significant potential for optimization. Traditional approaches have primarily focused on kaolinite's rheological properties and filtration control capabilities, with less emphasis on its lubricating characteristics. Recent research suggests that surface modifications of kaolinite particles can substantially enhance their lubricating performance, opening new avenues for drilling fluid formulation.
The technical objectives of this investigation encompass several dimensions. First, we aim to characterize the fundamental mechanisms through which kaolinite influences the tribological properties of drilling fluids across various temperature and pressure conditions. Second, we seek to develop innovative surface modification techniques to enhance kaolinite's lubricity while maintaining its beneficial rheological properties. Third, we intend to establish quantitative relationships between kaolinite concentration, particle size distribution, and lubricity performance.
The broader technological goal is to develop a next-generation drilling fluid system that leverages optimized kaolinite to achieve superior lubricity while addressing industry challenges related to environmental compliance, cost-effectiveness, and compatibility with diverse geological formations. This aligns with the industry's trajectory toward more efficient drilling operations with reduced environmental footprint.
Recent technological advancements in nanotechnology, surface chemistry, and computational modeling provide unprecedented opportunities to understand and enhance kaolinite's performance in drilling fluids. By integrating these cutting-edge approaches, we anticipate developing transformative solutions that significantly improve drilling efficiency in challenging environments.
The global drilling industry has witnessed a paradigm shift toward more efficient and environmentally sustainable practices, driving the need for enhanced drilling fluid performance. Within this context, lubricity has emerged as a critical parameter affecting drilling efficiency, tool longevity, and overall operational costs. Insufficient lubricity leads to increased torque and drag, accelerated bit wear, and potential wellbore instability issues, particularly in extended reach and horizontal drilling applications.
Kaolinite's contribution to drilling fluid lubricity represents an underexplored area with significant potential for optimization. Traditional approaches have primarily focused on kaolinite's rheological properties and filtration control capabilities, with less emphasis on its lubricating characteristics. Recent research suggests that surface modifications of kaolinite particles can substantially enhance their lubricating performance, opening new avenues for drilling fluid formulation.
The technical objectives of this investigation encompass several dimensions. First, we aim to characterize the fundamental mechanisms through which kaolinite influences the tribological properties of drilling fluids across various temperature and pressure conditions. Second, we seek to develop innovative surface modification techniques to enhance kaolinite's lubricity while maintaining its beneficial rheological properties. Third, we intend to establish quantitative relationships between kaolinite concentration, particle size distribution, and lubricity performance.
The broader technological goal is to develop a next-generation drilling fluid system that leverages optimized kaolinite to achieve superior lubricity while addressing industry challenges related to environmental compliance, cost-effectiveness, and compatibility with diverse geological formations. This aligns with the industry's trajectory toward more efficient drilling operations with reduced environmental footprint.
Recent technological advancements in nanotechnology, surface chemistry, and computational modeling provide unprecedented opportunities to understand and enhance kaolinite's performance in drilling fluids. By integrating these cutting-edge approaches, we anticipate developing transformative solutions that significantly improve drilling efficiency in challenging environments.
Market Analysis of Lubricity-Enhanced Drilling Fluids
The global drilling fluids market has witnessed substantial growth in recent years, with a market value estimated at $9.4 billion in 2022 and projected to reach $13.7 billion by 2028. This growth is primarily driven by increasing oil and gas exploration activities, particularly in unconventional reserves and deepwater drilling operations where enhanced lubricity becomes critical for operational success.
Lubricity-enhanced drilling fluids represent a high-value segment within this market, accounting for approximately 27% of the total drilling fluids market. The demand for these specialized fluids has been growing at a compound annual growth rate (CAGR) of 6.8%, outpacing the overall drilling fluids market growth rate of 5.3%.
North America currently dominates the market for lubricity-enhanced drilling fluids, holding a 38% market share, followed by the Middle East (24%), Asia-Pacific (19%), Europe (12%), and other regions (7%). The United States, Saudi Arabia, China, and Russia are the largest individual country markets, collectively accounting for over 60% of global consumption.
The customer base for these products primarily consists of major oil and gas operators, national oil companies, and independent drilling contractors. These stakeholders increasingly prioritize drilling efficiency and equipment longevity, driving demand for advanced lubricity solutions. Recent surveys indicate that 73% of drilling operators consider lubricity properties as "very important" or "critical" in their drilling fluid selection process.
Key market drivers include the rising complexity of drilling operations, increasing average well depths, and growing horizontal and directional drilling activities. Additionally, stringent environmental regulations are pushing the industry toward more environmentally friendly lubricity enhancers, creating new market opportunities for kaolinite-based solutions that offer reduced environmental impact compared to traditional additives.
Price sensitivity varies significantly by region and application. While North American and European markets show willingness to pay premium prices for high-performance lubricity enhancers, price competition remains intense in emerging markets. The average price premium for advanced lubricity-enhanced drilling fluids ranges from 15-30% above standard formulations.
Market forecasts suggest that demand for kaolinite-optimized drilling fluids will grow at 8.2% CAGR through 2028, driven by their dual benefits of enhanced lubricity and environmental compliance. The highest growth potential exists in deepwater drilling applications and environmentally sensitive regions where regulatory pressures are intensifying.
Lubricity-enhanced drilling fluids represent a high-value segment within this market, accounting for approximately 27% of the total drilling fluids market. The demand for these specialized fluids has been growing at a compound annual growth rate (CAGR) of 6.8%, outpacing the overall drilling fluids market growth rate of 5.3%.
North America currently dominates the market for lubricity-enhanced drilling fluids, holding a 38% market share, followed by the Middle East (24%), Asia-Pacific (19%), Europe (12%), and other regions (7%). The United States, Saudi Arabia, China, and Russia are the largest individual country markets, collectively accounting for over 60% of global consumption.
The customer base for these products primarily consists of major oil and gas operators, national oil companies, and independent drilling contractors. These stakeholders increasingly prioritize drilling efficiency and equipment longevity, driving demand for advanced lubricity solutions. Recent surveys indicate that 73% of drilling operators consider lubricity properties as "very important" or "critical" in their drilling fluid selection process.
Key market drivers include the rising complexity of drilling operations, increasing average well depths, and growing horizontal and directional drilling activities. Additionally, stringent environmental regulations are pushing the industry toward more environmentally friendly lubricity enhancers, creating new market opportunities for kaolinite-based solutions that offer reduced environmental impact compared to traditional additives.
Price sensitivity varies significantly by region and application. While North American and European markets show willingness to pay premium prices for high-performance lubricity enhancers, price competition remains intense in emerging markets. The average price premium for advanced lubricity-enhanced drilling fluids ranges from 15-30% above standard formulations.
Market forecasts suggest that demand for kaolinite-optimized drilling fluids will grow at 8.2% CAGR through 2028, driven by their dual benefits of enhanced lubricity and environmental compliance. The highest growth potential exists in deepwater drilling applications and environmentally sensitive regions where regulatory pressures are intensifying.
Current Challenges in Kaolinite Optimization
Despite the widespread use of kaolinite in drilling fluids, several significant challenges persist in optimizing this clay mineral for enhanced lubricity performance. The primary obstacle lies in the inherent variability of natural kaolinite deposits, which exhibit inconsistent mineralogical compositions, particle size distributions, and crystallinity degrees. These variations directly impact the rheological properties and lubricity performance of drilling fluids, making standardization difficult across different operational environments.
Surface modification of kaolinite presents another major challenge. While modification techniques can significantly improve lubricity, achieving uniform and stable modifications remains problematic. The edge-face interactions of kaolinite particles, critical for fluid performance, are difficult to control consistently during modification processes. Additionally, the intercalation of organic compounds between kaolinite layers often suffers from incomplete reactions and reversibility issues under high-temperature downhole conditions.
The colloidal stability of kaolinite in drilling fluids represents a persistent technical hurdle. In high-salinity environments commonly encountered in drilling operations, kaolinite particles tend to aggregate, reducing their effective surface area and diminishing lubricity benefits. This aggregation behavior varies with pH, temperature, and the presence of other drilling fluid additives, creating a complex system that resists simple optimization approaches.
Temperature sensitivity further complicates kaolinite optimization. At elevated temperatures exceeding 120°C, commonly encountered in deep drilling operations, kaolinite undergoes structural changes that can significantly alter its lubricity characteristics. These transformations can lead to unpredictable rheological behavior and reduced lubricating efficiency when most needed in challenging drilling conditions.
Environmental regulations pose additional constraints on kaolinite optimization. As drilling operations face increasingly stringent environmental standards, particularly in offshore and environmentally sensitive areas, the chemical modifications traditionally used to enhance kaolinite performance may not meet regulatory requirements. This necessitates the development of environmentally friendly modification techniques that do not compromise performance.
Cost-effectiveness remains a significant consideration in industrial applications. While highly processed and modified kaolinite can offer superior lubricity, the additional processing costs must be justified by performance improvements. Finding the optimal balance between processing complexity, additive costs, and performance enhancement continues to challenge researchers and industry practitioners alike.
Surface modification of kaolinite presents another major challenge. While modification techniques can significantly improve lubricity, achieving uniform and stable modifications remains problematic. The edge-face interactions of kaolinite particles, critical for fluid performance, are difficult to control consistently during modification processes. Additionally, the intercalation of organic compounds between kaolinite layers often suffers from incomplete reactions and reversibility issues under high-temperature downhole conditions.
The colloidal stability of kaolinite in drilling fluids represents a persistent technical hurdle. In high-salinity environments commonly encountered in drilling operations, kaolinite particles tend to aggregate, reducing their effective surface area and diminishing lubricity benefits. This aggregation behavior varies with pH, temperature, and the presence of other drilling fluid additives, creating a complex system that resists simple optimization approaches.
Temperature sensitivity further complicates kaolinite optimization. At elevated temperatures exceeding 120°C, commonly encountered in deep drilling operations, kaolinite undergoes structural changes that can significantly alter its lubricity characteristics. These transformations can lead to unpredictable rheological behavior and reduced lubricating efficiency when most needed in challenging drilling conditions.
Environmental regulations pose additional constraints on kaolinite optimization. As drilling operations face increasingly stringent environmental standards, particularly in offshore and environmentally sensitive areas, the chemical modifications traditionally used to enhance kaolinite performance may not meet regulatory requirements. This necessitates the development of environmentally friendly modification techniques that do not compromise performance.
Cost-effectiveness remains a significant consideration in industrial applications. While highly processed and modified kaolinite can offer superior lubricity, the additional processing costs must be justified by performance improvements. Finding the optimal balance between processing complexity, additive costs, and performance enhancement continues to challenge researchers and industry practitioners alike.
Current Methods for Enhancing Kaolinite Lubricity
01 Kaolinite as a lubricant in drilling fluids
Kaolinite clay is used as a lubricating agent in drilling fluids to reduce friction between the drill bit and the borehole wall. The plate-like structure of kaolinite particles allows them to slide over each other, providing lubricity in drilling operations. When formulated with other additives, kaolinite-based drilling fluids can significantly improve drilling efficiency and reduce torque and drag in wellbore operations.- Kaolinite as a lubricant in drilling fluids: Kaolinite clay is used as a lubricating agent in drilling fluids to reduce friction between the drill bit and the formation. The plate-like structure of kaolinite particles allows them to slide over each other, providing lubricity. When incorporated into drilling mud formulations, kaolinite helps decrease torque and drag during drilling operations, particularly in high-temperature and high-pressure environments. This application improves drilling efficiency and extends the life of drilling equipment.
- Surface modification of kaolinite to enhance lubricity: The lubricity properties of kaolinite can be enhanced through surface modification techniques. Treatment with organic compounds, such as polymers, surfactants, or silanes, can alter the surface characteristics of kaolinite particles, improving their lubricating performance. These modifications typically increase the hydrophobicity of kaolinite and promote better dispersion in various media. Modified kaolinite exhibits reduced friction coefficients and improved stability in lubricant formulations.
- Kaolinite-based composite lubricants: Composite materials incorporating kaolinite with other minerals or synthetic compounds can create enhanced lubricant systems. These composites often combine kaolinite with materials such as graphite, molybdenum disulfide, or polymers to achieve synergistic lubrication effects. The resulting composites demonstrate improved load-bearing capacity, thermal stability, and reduced wear rates compared to single-component lubricants. These kaolinite-based composite lubricants find applications in automotive, industrial machinery, and metal-forming processes.
- Kaolinite as a friction modifier in fuel and oil formulations: Kaolinite particles can be used as friction modifiers in fuel and lubricating oil formulations. When properly dispersed, kaolinite helps reduce friction between moving engine parts, improving fuel efficiency and reducing wear. The addition of kaolinite to these formulations can also enhance the stability of the lubricant under extreme pressure and temperature conditions. This application contributes to extended engine life and improved performance in automotive and industrial applications.
- Kaolinite lubricity in ceramic and paper processing: In ceramic and paper manufacturing processes, kaolinite serves as both a raw material and a lubricating agent. The natural slip properties of kaolinite improve the flow characteristics of ceramic slurries during forming operations. In papermaking, kaolinite coating formulations provide surface lubricity that enhances printability and reduces friction during processing. The controlled particle size distribution of kaolinite is crucial for optimizing these lubricating properties in industrial applications.
02 Surface modification of kaolinite to enhance lubricity
The lubricity properties of kaolinite can be enhanced through surface modification techniques. Treatment with organic compounds, polymers, or surfactants can alter the surface characteristics of kaolinite particles, improving their lubricating performance. These modified kaolinite materials exhibit reduced friction coefficients and can be used in various applications requiring enhanced lubricity while maintaining the natural properties of the clay.Expand Specific Solutions03 Kaolinite-polymer composites for lubrication applications
Combining kaolinite with polymers creates composite materials with superior lubricity properties. These composites leverage the natural slip planes of kaolinite along with the binding and film-forming properties of polymers. The resulting materials provide effective boundary lubrication, reduced wear, and improved load-bearing capacity. These composites find applications in industrial lubricants, coatings, and as additives in greases and oils.Expand Specific Solutions04 Kaolinite in paper coating formulations
Kaolinite is widely used in paper coating formulations to provide lubricity and improve printability. The plate-like structure of kaolinite particles creates a smooth surface on paper, reducing friction between printing equipment and the paper surface. This enhances print quality and reduces wear on printing machinery. Kaolinite-based coatings also improve ink receptivity and optical properties of the finished paper products.Expand Specific Solutions05 Kaolinite as a friction modifier in fuel and lubricant compositions
Kaolinite can be incorporated into fuel and lubricant compositions as a friction modifier. When properly dispersed, kaolinite particles can reduce friction between moving parts, improving energy efficiency and reducing wear. These formulations are particularly useful in automotive and industrial applications where metal-to-metal contact occurs. The addition of kaolinite to lubricants can also improve their thermal stability and extend the service life of mechanical components.Expand Specific Solutions
Leading Companies in Drilling Fluid Additives
The drilling fluids market for kaolinite optimization is currently in a growth phase, driven by increasing demand for enhanced lubricity in oil and gas operations. The global market size is expanding steadily, with projections indicating significant growth as drilling activities intensify worldwide. Technologically, the field is moderately mature but experiencing innovation waves, with major players like Halliburton, Baker Hughes, and Sinopec leading research advancements. Chinese state-owned enterprises (CNPC, Sinopec) dominate the Asian market, while Western companies like M-I LLC and Canadian Energy Services focus on proprietary formulations. Research collaboration between industry leaders and institutions like China University of Petroleum is accelerating technological maturity, particularly in environmentally-friendly applications that maintain performance while reducing environmental impact.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed an innovative kaolinite modification technology called KL-Tech specifically designed to enhance lubricity in challenging drilling environments. Their approach involves a proprietary surface modification process that alters the edge chemistry of kaolinite particles through controlled ion exchange and polymer grafting. Sinopec's research has demonstrated that their modified kaolinite can reduce the coefficient of friction by up to 35% compared to conventional drilling fluids. The KL-Tech system incorporates a unique two-stage treatment process: first, kaolinite undergoes a controlled acid activation that creates specific surface sites for subsequent modification; second, proprietary organic compounds are introduced that bond to these sites, creating stable lubricating layers. This technology has been successfully deployed in over 200 wells across various formations in China, with documented reductions in torque and drag by approximately 25-30%. Sinopec has further enhanced this technology by developing synergistic formulations that combine modified kaolinite with nano-silica particles, creating a composite material that provides both lubricity and improved wellbore stability. Their latest generation of KL-Tech additives also incorporates environmentally friendly components that meet increasingly stringent environmental regulations while maintaining performance.
Strengths: Excellent performance in high-temperature formations common in deep wells; cost-effective compared to fully synthetic lubricants; compatible with most water-based mud systems; minimal environmental impact. Weaknesses: Somewhat less effective in highly saline environments; requires specific mixing procedures for optimal performance; slightly higher solid content may affect some drilling parameters.
M-I LLC
Technical Solution: M-I LLC (a Schlumberger company) has pioneered an innovative approach to kaolinite optimization in drilling fluids through their ULTRADRIL system. Their technology focuses on intercalation of organic compounds between kaolinite layers to expand the interlayer spacing and enhance lubricity properties. The process involves treating kaolinite with quaternary ammonium compounds that modify the surface charge distribution, resulting in improved dispersion and stability in various drilling environments. M-I's research has demonstrated that their modified kaolinite can reduce friction coefficients by up to 40% compared to untreated clay systems. Their technology also incorporates a proprietary encapsulation method that protects the modified kaolinite particles from degradation in challenging downhole conditions, particularly in high-temperature applications exceeding 300°F. The company has developed a comprehensive formulation approach that optimizes the ratio of treated kaolinite to other drilling fluid components, ensuring maximum lubricity while maintaining other critical mud properties such as rheology and filtration control. Field tests have shown that this technology can reduce torque by 25-35% in directional and horizontal wells.
Strengths: Exceptional stability in high-temperature environments; compatible with both water-based and oil-based mud systems; provides consistent performance across varying pH conditions; minimal impact on other fluid properties. Weaknesses: Requires precise formulation control; higher cost compared to conventional lubricants; may require additional treatment in highly reactive formations.
Key Technical Innovations in Clay Mineral Modification
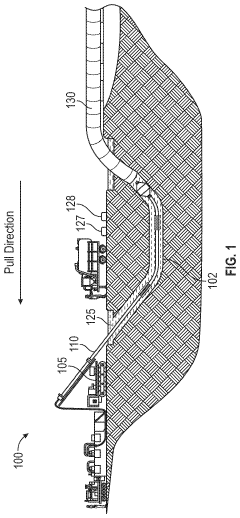
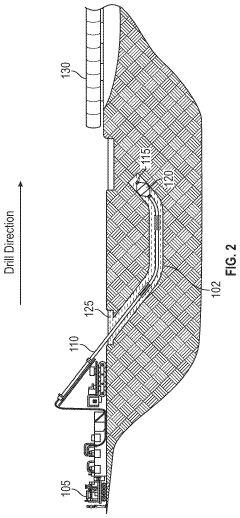
Method for lubricating underground channels using aluminum phyllosilicates
PatentInactiveUS20210071057A1
Innovation
- A process using aluminum phyllosilicates, such as kaolin, to create a lubricating clay composition that reduces the need for bentonite and toxic additives, forming a stable emulsion that maintains borehole integrity and reduces friction, allowing for efficient drilling fluid management and reuse.
Mineral additives for setting and/or controlling the rheological properties and gel structure of aqueous liquids, and the use of such additives
PatentInactiveEP0652922A1
Innovation
- The use of finely divided mixed hydroxide compounds with a 3-dimensional garnet structure, specifically katoite and its derivatives, which interact with swellable clays and other phyllosilicates to enhance thixotropic properties, allowing for lower bentonite usage and achieving unique combinations of viscosity and gel strength without excessive gel formation.
Environmental Impact Assessment of Modified Clay Additives
The environmental impact of modified clay additives, particularly those based on kaolinite, represents a critical consideration in modern drilling operations. As the industry increasingly focuses on sustainable practices, understanding the ecological footprint of these materials has become paramount. Modified kaolinite additives, while offering enhanced lubricity in drilling fluids, introduce complex environmental interactions that require thorough assessment.
When evaluating the environmental impact of these modified clay additives, water system contamination emerges as a primary concern. Drilling fluids containing modified kaolinite can potentially leach into groundwater or surface water bodies, altering aquatic ecosystems. Studies indicate that certain chemical modifications to kaolinite may increase mobility of heavy metals or introduce synthetic compounds with unknown long-term environmental persistence.
Biodegradability characteristics vary significantly among different modified clay formulations. Traditional kaolinite exhibits relatively benign environmental behavior, but chemical modifications designed to enhance lubricity often incorporate polymers or surfactants that may resist natural degradation processes. Recent research suggests that organo-modified kaolinites demonstrate degradation half-lives ranging from months to years depending on environmental conditions and specific modification techniques.
Toxicity profiles of modified clay additives present another dimension requiring careful analysis. While unmodified kaolinite generally displays low toxicity to aquatic organisms, certain chemical treatments may introduce compounds with higher ecotoxicological potential. Bioaccumulation studies have shown mixed results, with some modified clays showing minimal bioconcentration factors while others demonstrate potential for accumulation in aquatic food chains.
Regulatory frameworks governing these additives continue to evolve globally. The European Union's REACH regulations impose stringent requirements for environmental fate documentation, while the United States EPA maintains specific guidelines for drilling fluid disposal under the Clean Water Act. Companies developing modified kaolinite additives must navigate increasingly complex compliance landscapes that vary by jurisdiction.
Mitigation strategies have emerged as essential components of environmental management plans. These include closed-loop drilling systems that minimize environmental release, advanced treatment technologies for drilling waste, and the development of "greener" modification techniques that maintain performance while reducing environmental persistence. Recent innovations focus on biodegradable modifiers that maintain lubricity enhancement while ensuring environmental compatibility.
Life cycle assessment (LCA) methodologies increasingly inform the evaluation of these additives, considering impacts from raw material extraction through disposal. Comprehensive LCA studies suggest that while modified kaolinite additives may present certain environmental challenges, their overall impact must be weighed against operational benefits including reduced drilling time and decreased energy consumption.
When evaluating the environmental impact of these modified clay additives, water system contamination emerges as a primary concern. Drilling fluids containing modified kaolinite can potentially leach into groundwater or surface water bodies, altering aquatic ecosystems. Studies indicate that certain chemical modifications to kaolinite may increase mobility of heavy metals or introduce synthetic compounds with unknown long-term environmental persistence.
Biodegradability characteristics vary significantly among different modified clay formulations. Traditional kaolinite exhibits relatively benign environmental behavior, but chemical modifications designed to enhance lubricity often incorporate polymers or surfactants that may resist natural degradation processes. Recent research suggests that organo-modified kaolinites demonstrate degradation half-lives ranging from months to years depending on environmental conditions and specific modification techniques.
Toxicity profiles of modified clay additives present another dimension requiring careful analysis. While unmodified kaolinite generally displays low toxicity to aquatic organisms, certain chemical treatments may introduce compounds with higher ecotoxicological potential. Bioaccumulation studies have shown mixed results, with some modified clays showing minimal bioconcentration factors while others demonstrate potential for accumulation in aquatic food chains.
Regulatory frameworks governing these additives continue to evolve globally. The European Union's REACH regulations impose stringent requirements for environmental fate documentation, while the United States EPA maintains specific guidelines for drilling fluid disposal under the Clean Water Act. Companies developing modified kaolinite additives must navigate increasingly complex compliance landscapes that vary by jurisdiction.
Mitigation strategies have emerged as essential components of environmental management plans. These include closed-loop drilling systems that minimize environmental release, advanced treatment technologies for drilling waste, and the development of "greener" modification techniques that maintain performance while reducing environmental persistence. Recent innovations focus on biodegradable modifiers that maintain lubricity enhancement while ensuring environmental compatibility.
Life cycle assessment (LCA) methodologies increasingly inform the evaluation of these additives, considering impacts from raw material extraction through disposal. Comprehensive LCA studies suggest that while modified kaolinite additives may present certain environmental challenges, their overall impact must be weighed against operational benefits including reduced drilling time and decreased energy consumption.
Performance Testing Standards for Drilling Fluid Lubricants
Standardized performance testing is essential for evaluating drilling fluid lubricants, particularly those containing kaolinite. The industry has developed several key testing methodologies to quantify lubricity performance under various conditions that simulate downhole environments.
The American Petroleum Institute (API) has established recommended practices for testing drilling fluid lubricants, including API RP 13B-1 and 13B-2, which provide standardized procedures for measuring the physical and chemical properties of water-based and oil-based drilling fluids. These standards include specific protocols for lubricity coefficient determination.
The lubricity coefficient test, often performed using a EP/Lubricity Tester, measures the torque required to rotate a test block against a stationary ring while immersed in the drilling fluid. Lower coefficients indicate better lubrication properties. For kaolinite-enhanced drilling fluids, the acceptable range typically falls between 0.15 and 0.25, with values below 0.2 considered excellent.
Extreme pressure testing evaluates the film strength of lubricants under high-load conditions. The Four-Ball EP Test (ASTM D2783) and Timken OK Load Test (ASTM D2782) are commonly employed to determine the maximum load a lubricant can withstand before failure. Kaolinite-modified lubricants should demonstrate at least 30% improvement in load-bearing capacity compared to standard formulations.
Temperature stability testing is critical as drilling operations often encounter varying thermal conditions. Standardized tests include viscosity measurements at temperatures ranging from ambient to 350°F (177°C) using HTHP viscometers. Kaolinite-enhanced lubricants should maintain their performance characteristics with less than 15% degradation across this temperature range.
Friction reduction testing quantifies a lubricant's ability to reduce torque and drag. The Stick-Slip Testing apparatus measures the coefficient of friction under dynamic conditions, while the Pin-on-Disc tribometer evaluates wear characteristics. Industry standards require a minimum of 25% friction reduction compared to base fluids without lubricant additives.
Compatibility testing ensures that kaolinite-enhanced lubricants do not adversely affect other drilling fluid properties. Standardized tests include rheological property measurements before and after lubricant addition, with acceptable changes limited to ±10% for plastic viscosity and yield point.
Environmental compliance testing has become increasingly important, with standards such as OECD 301 for biodegradability and EPA Method 1311 (TCLP) for leachability. Kaolinite-based lubricants must meet regional environmental regulations, typically requiring biodegradability exceeding 60% within 28 days.
The American Petroleum Institute (API) has established recommended practices for testing drilling fluid lubricants, including API RP 13B-1 and 13B-2, which provide standardized procedures for measuring the physical and chemical properties of water-based and oil-based drilling fluids. These standards include specific protocols for lubricity coefficient determination.
The lubricity coefficient test, often performed using a EP/Lubricity Tester, measures the torque required to rotate a test block against a stationary ring while immersed in the drilling fluid. Lower coefficients indicate better lubrication properties. For kaolinite-enhanced drilling fluids, the acceptable range typically falls between 0.15 and 0.25, with values below 0.2 considered excellent.
Extreme pressure testing evaluates the film strength of lubricants under high-load conditions. The Four-Ball EP Test (ASTM D2783) and Timken OK Load Test (ASTM D2782) are commonly employed to determine the maximum load a lubricant can withstand before failure. Kaolinite-modified lubricants should demonstrate at least 30% improvement in load-bearing capacity compared to standard formulations.
Temperature stability testing is critical as drilling operations often encounter varying thermal conditions. Standardized tests include viscosity measurements at temperatures ranging from ambient to 350°F (177°C) using HTHP viscometers. Kaolinite-enhanced lubricants should maintain their performance characteristics with less than 15% degradation across this temperature range.
Friction reduction testing quantifies a lubricant's ability to reduce torque and drag. The Stick-Slip Testing apparatus measures the coefficient of friction under dynamic conditions, while the Pin-on-Disc tribometer evaluates wear characteristics. Industry standards require a minimum of 25% friction reduction compared to base fluids without lubricant additives.
Compatibility testing ensures that kaolinite-enhanced lubricants do not adversely affect other drilling fluid properties. Standardized tests include rheological property measurements before and after lubricant addition, with acceptable changes limited to ±10% for plastic viscosity and yield point.
Environmental compliance testing has become increasingly important, with standards such as OECD 301 for biodegradability and EPA Method 1311 (TCLP) for leachability. Kaolinite-based lubricants must meet regional environmental regulations, typically requiring biodegradability exceeding 60% within 28 days.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!