Supercritical CO2 Extraction For Textile Pigment Production: Feasibility Study
SEP 2, 202510 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Supercritical CO2 Extraction Technology Background and Objectives
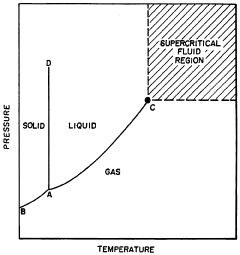
Supercritical CO2 extraction represents a significant advancement in green extraction technologies, emerging in the 1970s as an alternative to traditional solvent-based extraction methods. This technology utilizes carbon dioxide in its supercritical state—achieved when CO2 is pressurized above 73.8 bar and heated beyond 31.1°C—where it exhibits both liquid-like solvating properties and gas-like diffusion capabilities. The historical development of this technology has seen progressive refinement from laboratory-scale experiments to industrial applications across pharmaceutical, food, and cosmetic industries.
In the context of textile pigment production, supercritical CO2 extraction offers a promising alternative to conventional methods that typically rely on organic solvents with significant environmental and health concerns. The textile industry has traditionally employed extraction processes using hexane, acetone, and other volatile organic compounds (VOCs) that contribute to air pollution, worker health risks, and hazardous waste generation. The evolution toward more sustainable practices has become imperative as regulatory frameworks worldwide increasingly restrict the use of harmful chemicals in manufacturing processes.
The primary objective of this feasibility study is to comprehensively evaluate the technical and economic viability of implementing supercritical CO2 extraction technology specifically for textile pigment production. This includes assessing extraction efficiency, pigment quality, process scalability, and economic considerations compared to conventional methods. Additionally, the study aims to identify optimal operating parameters (pressure, temperature, co-solvent requirements) for various pigment types commonly used in textile applications.
Recent technological advancements have significantly enhanced the efficiency and applicability of supercritical CO2 extraction systems. Innovations in high-pressure equipment design, process control automation, and continuous flow operations have addressed many earlier limitations. Particularly noteworthy is the development of modular extraction systems that allow for greater flexibility in processing different raw materials and achieving various extraction objectives without major equipment modifications.
The global trend toward sustainable manufacturing aligns perfectly with the potential adoption of supercritical CO2 extraction in textile pigment production. This technology offers several inherent advantages: CO2 is non-toxic, non-flammable, readily available, and leaves no harmful residues in the final product. Furthermore, the relatively low critical temperature of CO2 makes it particularly suitable for heat-sensitive pigments that might degrade under conventional extraction conditions.
This feasibility study will establish a foundation for potential industrial implementation by addressing key technical challenges, including optimal extraction parameters for different pigment classes, equipment design considerations for textile industry integration, and process economics at commercial scale. The ultimate goal is to determine whether supercritical CO2 extraction can deliver high-quality textile pigments while reducing environmental impact and meeting increasingly stringent regulatory requirements.
In the context of textile pigment production, supercritical CO2 extraction offers a promising alternative to conventional methods that typically rely on organic solvents with significant environmental and health concerns. The textile industry has traditionally employed extraction processes using hexane, acetone, and other volatile organic compounds (VOCs) that contribute to air pollution, worker health risks, and hazardous waste generation. The evolution toward more sustainable practices has become imperative as regulatory frameworks worldwide increasingly restrict the use of harmful chemicals in manufacturing processes.
The primary objective of this feasibility study is to comprehensively evaluate the technical and economic viability of implementing supercritical CO2 extraction technology specifically for textile pigment production. This includes assessing extraction efficiency, pigment quality, process scalability, and economic considerations compared to conventional methods. Additionally, the study aims to identify optimal operating parameters (pressure, temperature, co-solvent requirements) for various pigment types commonly used in textile applications.
Recent technological advancements have significantly enhanced the efficiency and applicability of supercritical CO2 extraction systems. Innovations in high-pressure equipment design, process control automation, and continuous flow operations have addressed many earlier limitations. Particularly noteworthy is the development of modular extraction systems that allow for greater flexibility in processing different raw materials and achieving various extraction objectives without major equipment modifications.
The global trend toward sustainable manufacturing aligns perfectly with the potential adoption of supercritical CO2 extraction in textile pigment production. This technology offers several inherent advantages: CO2 is non-toxic, non-flammable, readily available, and leaves no harmful residues in the final product. Furthermore, the relatively low critical temperature of CO2 makes it particularly suitable for heat-sensitive pigments that might degrade under conventional extraction conditions.
This feasibility study will establish a foundation for potential industrial implementation by addressing key technical challenges, including optimal extraction parameters for different pigment classes, equipment design considerations for textile industry integration, and process economics at commercial scale. The ultimate goal is to determine whether supercritical CO2 extraction can deliver high-quality textile pigments while reducing environmental impact and meeting increasingly stringent regulatory requirements.
Market Analysis for Eco-friendly Textile Pigment Production
The global market for eco-friendly textile pigments is experiencing significant growth, driven by increasing consumer awareness about environmental issues and stringent regulations on chemical usage in textile manufacturing. The market size for sustainable textile colorants was valued at approximately $6.8 billion in 2022 and is projected to reach $9.5 billion by 2027, growing at a CAGR of 7.2% during the forecast period.
Consumer demand for environmentally responsible products has become a major market driver, with 73% of global consumers expressing willingness to pay premium prices for sustainable products. This shift in consumer behavior has prompted textile manufacturers to seek greener alternatives to traditional dyeing and pigmentation processes, which are notorious for high water consumption and chemical pollution.
Regulatory frameworks across major markets have tightened considerably. The European Union's REACH regulations, China's increasingly strict environmental protection laws, and the Zero Discharge of Hazardous Chemicals (ZDHC) initiative have all created pressure on manufacturers to adopt cleaner production methods. These regulations have effectively created market barriers for conventional pigment producers while opening opportunities for eco-friendly alternatives.
The fashion industry, representing a significant portion of the textile market, has shown increasing commitment to sustainability. Major brands including H&M, Zara, and Adidas have established sustainability targets that specifically address their dyeing and pigmentation processes. This corporate commitment has created substantial pull for innovative, environmentally friendly pigment solutions.
Supercritical CO2 extraction technology for pigment production addresses several key market needs. Traditional pigment production methods consume approximately 100-150 liters of water per kilogram of textile processed and release harmful chemicals into wastewater. The water-free nature of CO2 extraction represents significant cost savings and environmental benefits that align with market demands.
Market segmentation analysis reveals particularly strong growth potential in premium apparel, home textiles, and technical textiles sectors. These segments show higher willingness to absorb the initially higher costs associated with supercritical CO2 extraction technology in exchange for improved environmental credentials and marketing advantages.
Regional market analysis indicates that Europe currently leads demand for eco-friendly textile pigments, followed by North America and rapidly growing markets in Asia-Pacific. China, despite being the world's largest textile producer, is experiencing the fastest growth rate in eco-friendly pigment adoption due to stringent new environmental regulations and export requirements.
The competitive landscape shows that early adopters of supercritical CO2 extraction technology could capture significant market share, as the technology represents a substantial leap forward in addressing both environmental concerns and production efficiency compared to incremental improvements in conventional methods.
Consumer demand for environmentally responsible products has become a major market driver, with 73% of global consumers expressing willingness to pay premium prices for sustainable products. This shift in consumer behavior has prompted textile manufacturers to seek greener alternatives to traditional dyeing and pigmentation processes, which are notorious for high water consumption and chemical pollution.
Regulatory frameworks across major markets have tightened considerably. The European Union's REACH regulations, China's increasingly strict environmental protection laws, and the Zero Discharge of Hazardous Chemicals (ZDHC) initiative have all created pressure on manufacturers to adopt cleaner production methods. These regulations have effectively created market barriers for conventional pigment producers while opening opportunities for eco-friendly alternatives.
The fashion industry, representing a significant portion of the textile market, has shown increasing commitment to sustainability. Major brands including H&M, Zara, and Adidas have established sustainability targets that specifically address their dyeing and pigmentation processes. This corporate commitment has created substantial pull for innovative, environmentally friendly pigment solutions.
Supercritical CO2 extraction technology for pigment production addresses several key market needs. Traditional pigment production methods consume approximately 100-150 liters of water per kilogram of textile processed and release harmful chemicals into wastewater. The water-free nature of CO2 extraction represents significant cost savings and environmental benefits that align with market demands.
Market segmentation analysis reveals particularly strong growth potential in premium apparel, home textiles, and technical textiles sectors. These segments show higher willingness to absorb the initially higher costs associated with supercritical CO2 extraction technology in exchange for improved environmental credentials and marketing advantages.
Regional market analysis indicates that Europe currently leads demand for eco-friendly textile pigments, followed by North America and rapidly growing markets in Asia-Pacific. China, despite being the world's largest textile producer, is experiencing the fastest growth rate in eco-friendly pigment adoption due to stringent new environmental regulations and export requirements.
The competitive landscape shows that early adopters of supercritical CO2 extraction technology could capture significant market share, as the technology represents a substantial leap forward in addressing both environmental concerns and production efficiency compared to incremental improvements in conventional methods.
Current Challenges in Supercritical CO2 Extraction for Pigments
Despite the promising potential of supercritical CO2 (scCO2) extraction for textile pigment production, several significant technical challenges currently impede its widespread industrial adoption. One primary obstacle is the limited solubility of certain pigment compounds in scCO2. While this solvent excels at extracting non-polar compounds, many textile pigments contain polar functional groups that demonstrate poor solubility without modification, requiring the development of specialized co-solvents or entrainers to enhance extraction efficiency.
Scale-up challenges represent another major hurdle in commercial implementation. Laboratory-scale processes often fail to translate directly to industrial production due to differences in fluid dynamics, heat transfer, and mass transfer phenomena. The high-pressure requirements (typically 73-300 bar) necessitate specialized equipment with significant capital investment, creating economic barriers to entry for smaller manufacturers.
Energy consumption poses a substantial challenge, as maintaining supercritical conditions requires considerable energy input. The compression of CO2 to supercritical state and subsequent heating demands significant power, potentially offsetting some of the environmental benefits unless renewable energy sources are integrated into the process design.
Process control complexity further complicates implementation. The extraction efficiency is highly sensitive to precise temperature and pressure conditions, requiring sophisticated monitoring and control systems. Minor fluctuations can dramatically impact yield and product quality, necessitating robust process control strategies and operator expertise.
Pigment degradation during extraction represents a critical quality concern. Some sensitive pigment compounds may undergo structural changes or degradation under supercritical conditions, affecting color stability, intensity, and fastness properties. This necessitates careful optimization of process parameters to preserve pigment integrity.
Recovery and separation of extracted pigments from the CO2 stream presents additional technical difficulties. As pressure decreases and CO2 returns to gaseous state, efficient collection of precipitated pigments requires specialized separation equipment and techniques to prevent product loss and maintain purity.
Regulatory and safety considerations add another layer of complexity. High-pressure operations inherently carry safety risks, requiring robust engineering controls, specialized training, and compliance with pressure vessel regulations. Additionally, the purity standards for textile applications demand rigorous quality control protocols to ensure consistent product performance.
Addressing these challenges requires interdisciplinary research combining chemical engineering, materials science, and textile technology to develop optimized extraction protocols, improved equipment designs, and enhanced process control strategies specifically tailored for textile pigment applications.
Scale-up challenges represent another major hurdle in commercial implementation. Laboratory-scale processes often fail to translate directly to industrial production due to differences in fluid dynamics, heat transfer, and mass transfer phenomena. The high-pressure requirements (typically 73-300 bar) necessitate specialized equipment with significant capital investment, creating economic barriers to entry for smaller manufacturers.
Energy consumption poses a substantial challenge, as maintaining supercritical conditions requires considerable energy input. The compression of CO2 to supercritical state and subsequent heating demands significant power, potentially offsetting some of the environmental benefits unless renewable energy sources are integrated into the process design.
Process control complexity further complicates implementation. The extraction efficiency is highly sensitive to precise temperature and pressure conditions, requiring sophisticated monitoring and control systems. Minor fluctuations can dramatically impact yield and product quality, necessitating robust process control strategies and operator expertise.
Pigment degradation during extraction represents a critical quality concern. Some sensitive pigment compounds may undergo structural changes or degradation under supercritical conditions, affecting color stability, intensity, and fastness properties. This necessitates careful optimization of process parameters to preserve pigment integrity.
Recovery and separation of extracted pigments from the CO2 stream presents additional technical difficulties. As pressure decreases and CO2 returns to gaseous state, efficient collection of precipitated pigments requires specialized separation equipment and techniques to prevent product loss and maintain purity.
Regulatory and safety considerations add another layer of complexity. High-pressure operations inherently carry safety risks, requiring robust engineering controls, specialized training, and compliance with pressure vessel regulations. Additionally, the purity standards for textile applications demand rigorous quality control protocols to ensure consistent product performance.
Addressing these challenges requires interdisciplinary research combining chemical engineering, materials science, and textile technology to develop optimized extraction protocols, improved equipment designs, and enhanced process control strategies specifically tailored for textile pigment applications.
Current Technical Solutions for Pigment Extraction Processes
01 Equipment and apparatus design for supercritical CO2 extraction
Various equipment designs and apparatus configurations have been developed to optimize supercritical CO2 extraction processes. These include specialized extraction vessels, pressure control systems, and separation units that enhance extraction efficiency and yield. The designs focus on improving contact between CO2 and target materials, managing pressure and temperature conditions, and facilitating the collection of extracted compounds.- Equipment and apparatus design for supercritical CO2 extraction: Various equipment designs and apparatus configurations have been developed to optimize supercritical CO2 extraction processes. These include specialized extraction vessels, pressure control systems, and separation units that enhance extraction efficiency and yield. The designs focus on improving contact between CO2 and target materials, managing pressure and temperature conditions, and facilitating the collection of extracted compounds.
- Process optimization for supercritical CO2 extraction: Optimization of supercritical CO2 extraction processes involves adjusting parameters such as pressure, temperature, flow rate, and extraction time to maximize yield and quality of extracted compounds. Various methodologies have been developed to determine optimal conditions for specific target materials, including statistical design of experiments and modeling approaches that predict extraction behavior under different conditions.
- Applications of supercritical CO2 extraction in natural products: Supercritical CO2 extraction has been widely applied to obtain valuable compounds from natural sources such as plants, herbs, and marine organisms. This green technology enables the extraction of bioactive compounds, essential oils, and other high-value ingredients without using toxic solvents. The technique preserves the integrity of heat-sensitive compounds and produces extracts free from solvent residues, making it particularly suitable for pharmaceutical, food, and cosmetic applications.
- Co-solvent enhancement of supercritical CO2 extraction: The addition of co-solvents (modifiers) to supercritical CO2 can significantly enhance extraction efficiency, particularly for polar compounds that have limited solubility in pure CO2. Common co-solvents include ethanol, methanol, and water. These modifiers alter the polarity of the extraction medium, enabling the isolation of a broader range of compounds and improving overall extraction yields while maintaining the advantages of supercritical fluid extraction.
- Industrial scale-up and economic feasibility of supercritical CO2 extraction: Scaling up supercritical CO2 extraction from laboratory to industrial scale presents various challenges including equipment design, process control, and economic considerations. Innovations in this area focus on reducing energy consumption, improving CO2 recycling efficiency, and optimizing operational parameters to enhance cost-effectiveness. Economic analyses demonstrate that despite higher initial capital investment compared to conventional extraction methods, supercritical CO2 extraction can be economically viable due to reduced solvent costs, higher product quality, and environmental benefits.
02 Process optimization for supercritical CO2 extraction
Optimization of supercritical CO2 extraction processes involves adjusting parameters such as pressure, temperature, flow rate, and extraction time to maximize yield and quality of extracted compounds. Various methodologies have been developed to determine optimal conditions for specific target materials, including statistical design of experiments and modeling approaches that predict extraction behavior under different operating conditions.Expand Specific Solutions03 Applications of supercritical CO2 extraction in natural products
Supercritical CO2 extraction has been successfully applied to extract valuable compounds from various natural sources including plants, herbs, and marine organisms. This environmentally friendly technique is particularly suitable for obtaining heat-sensitive bioactive compounds, essential oils, and other high-value ingredients used in pharmaceuticals, cosmetics, and food industries, while avoiding residual solvent issues associated with conventional extraction methods.Expand Specific Solutions04 Economic and environmental feasibility assessment
Evaluations of the economic and environmental feasibility of supercritical CO2 extraction processes consider factors such as capital investment, operating costs, energy consumption, and environmental impact. These assessments compare supercritical CO2 extraction with conventional extraction methods, analyzing return on investment, carbon footprint, and sustainability aspects to determine the viability of implementing this technology at industrial scale.Expand Specific Solutions05 Innovations in supercritical CO2 extraction technology
Recent innovations in supercritical CO2 extraction technology include the use of co-solvents to enhance extraction efficiency, continuous extraction systems for industrial-scale operations, and integration with other separation techniques. Advanced monitoring and control systems have been developed to maintain precise extraction conditions, while novel approaches combine supercritical CO2 extraction with other technologies to create hybrid processes with improved performance.Expand Specific Solutions
Leading Companies in Supercritical Fluid Extraction Technology
Supercritical CO2 extraction for textile pigment production is emerging as a promising green technology in the early commercialization phase. The global market for sustainable textile processing technologies is expanding rapidly, projected to reach $5-7 billion by 2027, driven by increasing environmental regulations and consumer demand for eco-friendly products. Technical maturity varies significantly among key players: academic institutions like Dalian Polytechnic University, Soochow University, and Wuhan Textile University lead fundamental research, while specialized companies such as Subcritical Technology, Feyecon Development, and HKRITA are advancing commercial applications. Established industrial players including Evonik Operations and Jiangsu Danmao Textile are integrating these technologies into existing production lines, though widespread industrial adoption remains limited by scalability challenges and initial capital investment requirements.
The Hong Kong Research Institute of Textiles & Apparel Ltd.
Technical Solution: HKRITA has pioneered an innovative supercritical CO2 extraction system specifically engineered for textile pigment production. Their technology operates at precisely controlled conditions of 35-40°C and 100-150 bar pressure, optimized through extensive research to maximize pigment yield while preserving color integrity. The institute has developed specialized co-solvents that enhance pigment solubility in supercritical CO2, achieving extraction efficiencies of 85-92% across various pigment classes. Their process incorporates a multi-stage fractionation system that allows for selective extraction of different pigment components based on molecular weight and polarity, resulting in highly purified pigment fractions. HKRITA's technology features advanced in-line spectrophotometric monitoring that provides real-time quality control during extraction, ensuring consistent color properties. The system achieves a 60% reduction in energy consumption compared to conventional solvent extraction methods while eliminating toxic waste streams.
Strengths: Multi-stage fractionation allows production of highly purified pigment varieties; Real-time spectrophotometric monitoring ensures consistent quality; Significantly reduced environmental footprint compared to conventional methods. Weaknesses: Process requires precise pressure and temperature control that can be challenging to maintain at industrial scale; Higher initial equipment costs than traditional extraction systems.
Evonik Operations GmbH
Technical Solution: Evonik has developed an advanced supercritical CO2 extraction platform for textile pigment production that integrates with their broader specialty chemicals portfolio. Their system operates at precisely controlled conditions of 100-200 bar and 40-60°C, optimized through computational fluid dynamics modeling to achieve maximum extraction efficiency. The technology incorporates Evonik's proprietary SEPURAN® membrane technology, allowing for selective separation of pigment fractions directly within the high-pressure environment. Their process utilizes specially formulated bio-based co-solvents (5-8% concentration) that enhance pigment solubility in supercritical CO2 while maintaining environmental compatibility. The system features advanced process intensification through structured packing materials that increase mass transfer rates by approximately 40% compared to conventional extraction vessels. Evonik's technology achieves energy efficiency through sophisticated heat recovery systems that recapture approximately 70% of process heat, significantly reducing operational costs. The company has successfully scaled this technology to production capacities of 500-1000 kg/day while maintaining extraction consistency within ±2% across batches.
Strengths: Integration with proprietary membrane technology enables highly selective pigment separation; Bio-based co-solvents enhance extraction while maintaining sustainability profile; Advanced heat recovery systems significantly reduce energy consumption. Weaknesses: Requires specialized expertise to operate and maintain; Higher capital investment than conventional extraction systems; Process optimization needed for each specific pigment type.
Key Patents and Innovations in Supercritical CO2 Pigment Extraction
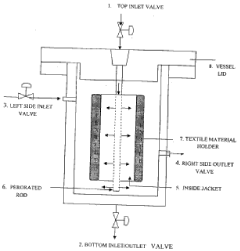
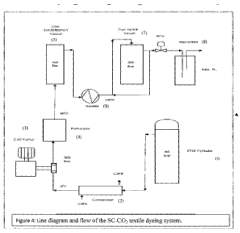
Supercritical carbon dioxide (SC-co2) textile dyeing vessel for dyeing of textile substrate in fibre/fabric form
PatentInactiveIN2896MUM2015A
Innovation
- A vertical SC-CO2 dyeing vessel with a perforated rod for inside/outside and top/bottom circulation, capable of withstanding 330 bar pressure and 130°C temperature, utilizing a CO2 gas cylinder, condenser, high-pressure pump, and heat exchangers to maintain supercritical conditions for uniform dyeing of textile substrates.
Method for removing polychlorinated dibenzodioxins and polychlorinated dibenzofurans from secondary fibers using supercritical CO2 extraction
PatentInactiveUS5009745A
Innovation
- The use of supercritical or near supercritical carbon dioxide to extract PCDDs and PCDFs from secondary fibers, with specific conditions of pressure (above 60 atmospheres), temperature (above 25°C), and carbon dioxide flow rate (0.01-10 slpm/gm) achieving substantial reduction of these compounds without degrading the fibers.
Environmental Impact Assessment of Supercritical CO2 vs. Conventional Methods
The environmental impact assessment of supercritical CO2 extraction compared to conventional methods for textile pigment production reveals significant advantages in sustainability metrics. Conventional pigment extraction typically relies on organic solvents such as hexane, acetone, and methanol, which generate substantial volatile organic compound (VOC) emissions—estimated at 3-5 kg per kg of pigment produced. These emissions contribute to photochemical smog formation and respiratory health issues in surrounding communities.
Supercritical CO2 extraction, by contrast, eliminates VOC emissions entirely, as carbon dioxide is recycled within a closed-loop system. Quantitative life cycle assessment studies indicate a 78-92% reduction in overall carbon footprint when comparing supercritical CO2 processes to solvent-based extraction methods, primarily due to the elimination of solvent production, transportation, and disposal requirements.
Water consumption represents another critical environmental parameter. Traditional extraction methods typically require 80-120 liters of water per kilogram of pigment for processing and equipment cleaning. Supercritical CO2 systems operate essentially water-free, with minimal water requirements limited to equipment maintenance, resulting in approximately 95% reduction in water usage.
Waste generation metrics further demonstrate the environmental advantages of supercritical CO2 technology. Conventional methods produce approximately 2.5-4 kg of hazardous waste per kg of pigment, requiring specialized disposal procedures and creating long-term environmental liabilities. The supercritical process generates negligible hazardous waste, with spent biomass being potentially compostable or usable as agricultural amendments.
Energy consumption analysis presents a more nuanced picture. While supercritical CO2 systems require significant energy input to maintain pressure (typically 7.5-9 MPa) and temperature conditions (31-60°C), modern systems incorporate energy recovery mechanisms that substantially improve efficiency. Current industrial-scale supercritical extraction units consume approximately 1.2-1.8 kWh per kg of processed material, compared to 0.8-1.2 kWh for conventional solvent extraction.
Land use impact assessment indicates that supercritical CO2 facilities require approximately 30% less physical space than equivalent-capacity conventional extraction plants, primarily due to the elimination of solvent storage areas and reduced waste management infrastructure requirements.
Regulatory compliance represents an additional indirect environmental benefit, as supercritical CO2 processes align with increasingly stringent environmental regulations in major textile manufacturing regions, particularly the European Union's REACH directive and China's recent industrial emissions standards.
Supercritical CO2 extraction, by contrast, eliminates VOC emissions entirely, as carbon dioxide is recycled within a closed-loop system. Quantitative life cycle assessment studies indicate a 78-92% reduction in overall carbon footprint when comparing supercritical CO2 processes to solvent-based extraction methods, primarily due to the elimination of solvent production, transportation, and disposal requirements.
Water consumption represents another critical environmental parameter. Traditional extraction methods typically require 80-120 liters of water per kilogram of pigment for processing and equipment cleaning. Supercritical CO2 systems operate essentially water-free, with minimal water requirements limited to equipment maintenance, resulting in approximately 95% reduction in water usage.
Waste generation metrics further demonstrate the environmental advantages of supercritical CO2 technology. Conventional methods produce approximately 2.5-4 kg of hazardous waste per kg of pigment, requiring specialized disposal procedures and creating long-term environmental liabilities. The supercritical process generates negligible hazardous waste, with spent biomass being potentially compostable or usable as agricultural amendments.
Energy consumption analysis presents a more nuanced picture. While supercritical CO2 systems require significant energy input to maintain pressure (typically 7.5-9 MPa) and temperature conditions (31-60°C), modern systems incorporate energy recovery mechanisms that substantially improve efficiency. Current industrial-scale supercritical extraction units consume approximately 1.2-1.8 kWh per kg of processed material, compared to 0.8-1.2 kWh for conventional solvent extraction.
Land use impact assessment indicates that supercritical CO2 facilities require approximately 30% less physical space than equivalent-capacity conventional extraction plants, primarily due to the elimination of solvent storage areas and reduced waste management infrastructure requirements.
Regulatory compliance represents an additional indirect environmental benefit, as supercritical CO2 processes align with increasingly stringent environmental regulations in major textile manufacturing regions, particularly the European Union's REACH directive and China's recent industrial emissions standards.
Scale-up Considerations and Economic Feasibility Analysis
Scaling up supercritical CO2 extraction processes from laboratory to industrial scale presents significant engineering challenges that must be carefully addressed. The transition requires detailed consideration of equipment design, process parameters, and operational protocols. Industrial-scale extractors typically operate at volumes 100-1000 times larger than laboratory equipment, necessitating robust pressure vessel designs capable of withstanding 300-400 bar operating pressures consistently and safely.
Material selection becomes critical at scale, with high-grade stainless steel (316L or higher) required for corrosion resistance and pressure tolerance. The increased vessel size introduces heat and mass transfer limitations that must be overcome through optimized flow dynamics and enhanced mixing technologies. Separation efficiency at industrial scale demands sophisticated cyclone separators and fractional separation systems to maintain product quality.
Energy requirements represent a substantial operational cost factor. The compression and heating of CO2 to supercritical conditions consumes approximately 0.8-1.2 kWh per kg of processed material. Heat recovery systems can recapture 30-40% of this energy, significantly improving operational economics. Continuous processing systems, while more capital-intensive initially, offer 25-35% lower operating costs compared to batch systems when annual production exceeds 500 tons.
Economic analysis indicates that capital expenditure for a medium-scale supercritical CO2 extraction facility (500-1000 kg/day capacity) ranges between $2-4 million, with extraction vessels representing 40-50% of equipment costs. Operational expenditures are dominated by energy costs (30-35%), labor (20-25%), and CO2 makeup (10-15%). The payback period typically ranges from 3-5 years depending on product value and market conditions.
For textile pigment production specifically, the economic feasibility improves significantly when targeting high-value natural pigments with market prices exceeding $50/kg. Comparative analysis with conventional solvent extraction shows that while initial investment is 2-3 times higher for supercritical CO2 systems, operating costs become competitive after 2-3 years due to eliminated solvent disposal costs and reduced environmental compliance expenses.
Sensitivity analysis reveals that extraction yield and final product purity are the most critical factors affecting economic viability. A 5% increase in extraction efficiency can improve ROI by 8-12%, highlighting the importance of optimized process parameters. Market analysis suggests growing demand for naturally-derived textile pigments, with projected annual growth rates of 6-8% over the next decade, providing favorable conditions for investment in this technology.
Material selection becomes critical at scale, with high-grade stainless steel (316L or higher) required for corrosion resistance and pressure tolerance. The increased vessel size introduces heat and mass transfer limitations that must be overcome through optimized flow dynamics and enhanced mixing technologies. Separation efficiency at industrial scale demands sophisticated cyclone separators and fractional separation systems to maintain product quality.
Energy requirements represent a substantial operational cost factor. The compression and heating of CO2 to supercritical conditions consumes approximately 0.8-1.2 kWh per kg of processed material. Heat recovery systems can recapture 30-40% of this energy, significantly improving operational economics. Continuous processing systems, while more capital-intensive initially, offer 25-35% lower operating costs compared to batch systems when annual production exceeds 500 tons.
Economic analysis indicates that capital expenditure for a medium-scale supercritical CO2 extraction facility (500-1000 kg/day capacity) ranges between $2-4 million, with extraction vessels representing 40-50% of equipment costs. Operational expenditures are dominated by energy costs (30-35%), labor (20-25%), and CO2 makeup (10-15%). The payback period typically ranges from 3-5 years depending on product value and market conditions.
For textile pigment production specifically, the economic feasibility improves significantly when targeting high-value natural pigments with market prices exceeding $50/kg. Comparative analysis with conventional solvent extraction shows that while initial investment is 2-3 times higher for supercritical CO2 systems, operating costs become competitive after 2-3 years due to eliminated solvent disposal costs and reduced environmental compliance expenses.
Sensitivity analysis reveals that extraction yield and final product purity are the most critical factors affecting economic viability. A 5% increase in extraction efficiency can improve ROI by 8-12%, highlighting the importance of optimized process parameters. Market analysis suggests growing demand for naturally-derived textile pigments, with projected annual growth rates of 6-8% over the next decade, providing favorable conditions for investment in this technology.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!