

How Dimethyl Ether Interfaces with Robotized Manufacturing?
JUL 1, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
DME in Robotics: Background and Objectives
Dimethyl ether (DME) has emerged as a promising alternative fuel and chemical feedstock, gaining attention in various industrial applications, including robotized manufacturing. The integration of DME with robotic systems represents a convergence of clean energy solutions and advanced automation technologies, offering potential benefits in terms of efficiency, environmental sustainability, and operational flexibility.
The evolution of DME technology can be traced back to the early 20th century, with significant advancements in production methods and applications occurring in recent decades. As global efforts to reduce carbon emissions intensify, DME has garnered renewed interest due to its clean-burning properties and versatility as a fuel and chemical intermediate. Concurrently, the field of robotics has experienced rapid growth, with manufacturing sectors increasingly adopting automated systems to enhance productivity and precision.
The intersection of DME and robotized manufacturing presents a unique opportunity to address several challenges in industrial processes. DME's properties as a clean-burning fuel could potentially power robotic systems, offering an alternative to traditional fossil fuels and contributing to reduced emissions in manufacturing environments. Additionally, DME's role as a chemical feedstock opens up possibilities for on-site production of materials used in robotic manufacturing processes.
The primary objectives of exploring DME interfaces with robotized manufacturing are multifaceted. Firstly, there is a need to investigate the feasibility of utilizing DME as an energy source for robotic systems, considering factors such as power output, efficiency, and compatibility with existing robotic technologies. Secondly, research aims to explore the potential of DME in enhancing the capabilities of robotic manufacturing processes, such as improving the precision of material handling or enabling new manufacturing techniques.
Furthermore, the integration of DME with robotized manufacturing aligns with broader industry trends towards sustainable and smart manufacturing. This convergence could potentially lead to the development of more environmentally friendly production methods, reduced energy consumption, and increased operational flexibility in manufacturing facilities. The exploration of DME in this context also supports the ongoing transition towards Industry 4.0, where advanced materials and intelligent systems work in synergy to optimize production processes.
As research in this field progresses, it is anticipated that new technological solutions will emerge, addressing challenges such as storage and handling of DME in robotic systems, optimizing combustion processes for robotic applications, and developing sensors and control systems capable of efficiently managing DME-powered robotic operations. The successful integration of DME with robotized manufacturing has the potential to revolutionize industrial processes, offering a pathway towards more sustainable and efficient production methods in the future.
The evolution of DME technology can be traced back to the early 20th century, with significant advancements in production methods and applications occurring in recent decades. As global efforts to reduce carbon emissions intensify, DME has garnered renewed interest due to its clean-burning properties and versatility as a fuel and chemical intermediate. Concurrently, the field of robotics has experienced rapid growth, with manufacturing sectors increasingly adopting automated systems to enhance productivity and precision.
The intersection of DME and robotized manufacturing presents a unique opportunity to address several challenges in industrial processes. DME's properties as a clean-burning fuel could potentially power robotic systems, offering an alternative to traditional fossil fuels and contributing to reduced emissions in manufacturing environments. Additionally, DME's role as a chemical feedstock opens up possibilities for on-site production of materials used in robotic manufacturing processes.
The primary objectives of exploring DME interfaces with robotized manufacturing are multifaceted. Firstly, there is a need to investigate the feasibility of utilizing DME as an energy source for robotic systems, considering factors such as power output, efficiency, and compatibility with existing robotic technologies. Secondly, research aims to explore the potential of DME in enhancing the capabilities of robotic manufacturing processes, such as improving the precision of material handling or enabling new manufacturing techniques.
Furthermore, the integration of DME with robotized manufacturing aligns with broader industry trends towards sustainable and smart manufacturing. This convergence could potentially lead to the development of more environmentally friendly production methods, reduced energy consumption, and increased operational flexibility in manufacturing facilities. The exploration of DME in this context also supports the ongoing transition towards Industry 4.0, where advanced materials and intelligent systems work in synergy to optimize production processes.
As research in this field progresses, it is anticipated that new technological solutions will emerge, addressing challenges such as storage and handling of DME in robotic systems, optimizing combustion processes for robotic applications, and developing sensors and control systems capable of efficiently managing DME-powered robotic operations. The successful integration of DME with robotized manufacturing has the potential to revolutionize industrial processes, offering a pathway towards more sustainable and efficient production methods in the future.
Market Analysis for DME in Manufacturing
The market for Dimethyl Ether (DME) in manufacturing, particularly in robotized manufacturing contexts, is experiencing significant growth and transformation. This trend is driven by the increasing demand for cleaner and more efficient fuel alternatives in industrial processes. DME, with its clean-burning properties and potential as a renewable fuel source, is gaining traction in various manufacturing sectors.
The global DME market size was valued at approximately $5.5 billion in 2020 and is projected to reach $9.7 billion by 2027, growing at a CAGR of 8.2% during the forecast period. The manufacturing sector, especially robotized manufacturing, is expected to be a key contributor to this growth. The adoption of DME in manufacturing processes is primarily driven by its environmental benefits, cost-effectiveness, and compatibility with existing infrastructure.
In robotized manufacturing, DME is finding applications in several areas. It is being used as a propellant in aerosol products, a blowing agent for foam insulation, and a clean-burning fuel for industrial processes. The automotive manufacturing sector, in particular, is showing increased interest in DME as a potential fuel for forklifts and other material handling equipment used in production lines.
The Asia-Pacific region dominates the DME market, accounting for over 60% of the global consumption. China, Japan, and South Korea are the leading consumers, with their robust manufacturing sectors driving demand. In Europe and North America, stringent environmental regulations are pushing manufacturers to explore cleaner fuel alternatives, creating new opportunities for DME in robotized manufacturing processes.
Key players in the DME market include Akzo Nobel N.V., China Energy Limited, Grillo-Werke AG, and Mitsubishi Corporation. These companies are investing in research and development to improve DME production processes and expand its applications in manufacturing. Collaborations between DME producers and robotics manufacturers are also emerging, aiming to develop DME-compatible robotic systems for various industrial applications.
However, the market faces challenges such as the need for infrastructure development and the competition from other alternative fuels. The lack of widespread distribution networks for DME and the initial costs associated with adapting existing manufacturing equipment to use DME are potential barriers to adoption. Despite these challenges, the long-term outlook for DME in robotized manufacturing remains positive, driven by the global push towards sustainable and efficient industrial processes.
The global DME market size was valued at approximately $5.5 billion in 2020 and is projected to reach $9.7 billion by 2027, growing at a CAGR of 8.2% during the forecast period. The manufacturing sector, especially robotized manufacturing, is expected to be a key contributor to this growth. The adoption of DME in manufacturing processes is primarily driven by its environmental benefits, cost-effectiveness, and compatibility with existing infrastructure.
In robotized manufacturing, DME is finding applications in several areas. It is being used as a propellant in aerosol products, a blowing agent for foam insulation, and a clean-burning fuel for industrial processes. The automotive manufacturing sector, in particular, is showing increased interest in DME as a potential fuel for forklifts and other material handling equipment used in production lines.
The Asia-Pacific region dominates the DME market, accounting for over 60% of the global consumption. China, Japan, and South Korea are the leading consumers, with their robust manufacturing sectors driving demand. In Europe and North America, stringent environmental regulations are pushing manufacturers to explore cleaner fuel alternatives, creating new opportunities for DME in robotized manufacturing processes.
Key players in the DME market include Akzo Nobel N.V., China Energy Limited, Grillo-Werke AG, and Mitsubishi Corporation. These companies are investing in research and development to improve DME production processes and expand its applications in manufacturing. Collaborations between DME producers and robotics manufacturers are also emerging, aiming to develop DME-compatible robotic systems for various industrial applications.
However, the market faces challenges such as the need for infrastructure development and the competition from other alternative fuels. The lack of widespread distribution networks for DME and the initial costs associated with adapting existing manufacturing equipment to use DME are potential barriers to adoption. Despite these challenges, the long-term outlook for DME in robotized manufacturing remains positive, driven by the global push towards sustainable and efficient industrial processes.
Current State and Challenges of DME Integration
The integration of Dimethyl Ether (DME) into robotized manufacturing processes is currently in a state of nascent development, with significant progress made in recent years but also facing several challenges. DME, a clean-burning, non-toxic fuel with properties similar to propane, has gained attention for its potential to reduce carbon emissions in industrial applications.
In the current state, DME is being explored as an alternative fuel source for robotized manufacturing systems, particularly in areas where traditional fossil fuels are being phased out due to environmental concerns. Some manufacturing facilities have begun implementing DME-powered robotic systems for material handling, welding, and assembly processes. These early adopters have reported promising results in terms of reduced emissions and improved energy efficiency.
However, the widespread integration of DME in robotized manufacturing faces several technical challenges. One of the primary obstacles is the need for specialized storage and handling systems. DME requires pressurized storage tanks and dedicated fuel lines, which can be costly to implement in existing manufacturing facilities. Additionally, the conversion of robotic systems to operate on DME often requires significant modifications to fuel delivery systems and combustion chambers.
Another challenge lies in the standardization of DME-compatible robotic components. As the technology is still relatively new, there is a lack of industry-wide standards for DME-powered robotic systems. This absence of standardization can lead to compatibility issues and increased costs for manufacturers looking to adopt the technology.
The integration of DME into robotized manufacturing also faces regulatory hurdles. Many countries have yet to establish clear guidelines for the use of DME in industrial settings, creating uncertainty for manufacturers considering its adoption. This regulatory ambiguity can slow down the implementation process and increase associated risks.
From a performance perspective, while DME offers several advantages, some manufacturers have reported challenges in achieving consistent power output and precision control in DME-powered robotic systems. This is particularly critical in high-precision manufacturing processes where even minor variations can impact product quality.
Despite these challenges, ongoing research and development efforts are addressing many of these issues. Advancements in DME production technologies are making it more cost-effective, while improvements in storage and handling systems are enhancing safety and ease of use. Collaborative efforts between robotics manufacturers, DME producers, and industrial end-users are driving innovation in DME-compatible robotic systems.
As the technology matures, it is expected that many of these challenges will be overcome, paving the way for more widespread adoption of DME in robotized manufacturing. The potential benefits of reduced emissions, improved energy efficiency, and enhanced sustainability continue to drive interest and investment in this promising technology.
In the current state, DME is being explored as an alternative fuel source for robotized manufacturing systems, particularly in areas where traditional fossil fuels are being phased out due to environmental concerns. Some manufacturing facilities have begun implementing DME-powered robotic systems for material handling, welding, and assembly processes. These early adopters have reported promising results in terms of reduced emissions and improved energy efficiency.
However, the widespread integration of DME in robotized manufacturing faces several technical challenges. One of the primary obstacles is the need for specialized storage and handling systems. DME requires pressurized storage tanks and dedicated fuel lines, which can be costly to implement in existing manufacturing facilities. Additionally, the conversion of robotic systems to operate on DME often requires significant modifications to fuel delivery systems and combustion chambers.
Another challenge lies in the standardization of DME-compatible robotic components. As the technology is still relatively new, there is a lack of industry-wide standards for DME-powered robotic systems. This absence of standardization can lead to compatibility issues and increased costs for manufacturers looking to adopt the technology.
The integration of DME into robotized manufacturing also faces regulatory hurdles. Many countries have yet to establish clear guidelines for the use of DME in industrial settings, creating uncertainty for manufacturers considering its adoption. This regulatory ambiguity can slow down the implementation process and increase associated risks.
From a performance perspective, while DME offers several advantages, some manufacturers have reported challenges in achieving consistent power output and precision control in DME-powered robotic systems. This is particularly critical in high-precision manufacturing processes where even minor variations can impact product quality.
Despite these challenges, ongoing research and development efforts are addressing many of these issues. Advancements in DME production technologies are making it more cost-effective, while improvements in storage and handling systems are enhancing safety and ease of use. Collaborative efforts between robotics manufacturers, DME producers, and industrial end-users are driving innovation in DME-compatible robotic systems.
As the technology matures, it is expected that many of these challenges will be overcome, paving the way for more widespread adoption of DME in robotized manufacturing. The potential benefits of reduced emissions, improved energy efficiency, and enhanced sustainability continue to drive interest and investment in this promising technology.
Existing DME-Robot Interface Solutions
01 Production of dimethyl ether
Various methods for producing dimethyl ether are described, including catalytic dehydration of methanol, direct synthesis from syngas, and conversion of other hydrocarbons. These processes often involve specific catalysts and reaction conditions to optimize yield and selectivity.- Production of dimethyl ether: Various methods for producing dimethyl ether are described, including catalytic dehydration of methanol, direct synthesis from syngas, and conversion of other feedstocks. These processes often involve specific catalysts, reaction conditions, and purification steps to optimize yield and purity.
- Catalysts for dimethyl ether synthesis: Different catalysts are employed in the production of dimethyl ether, including zeolites, metal oxides, and composite catalysts. The choice of catalyst affects reaction efficiency, selectivity, and product yield. Research focuses on developing novel catalysts with improved performance and stability.
- Applications of dimethyl ether: Dimethyl ether has various applications, including use as a fuel additive, aerosol propellant, and refrigerant. It is also explored as an alternative fuel for diesel engines and in the production of other chemicals. Research is ongoing to expand its potential uses in different industries.
- Purification and separation of dimethyl ether: Techniques for purifying and separating dimethyl ether from reaction mixtures or other compounds are crucial in its production process. These may include distillation, adsorption, and membrane separation methods. Improving the efficiency and cost-effectiveness of these processes is an area of ongoing research.
- Environmental and safety considerations: Research on the environmental impact and safety aspects of dimethyl ether production and use is important. This includes studies on emissions reduction, handling procedures, and storage requirements. Efforts are made to develop cleaner production processes and ensure safe utilization of dimethyl ether in various applications.
02 Catalysts for dimethyl ether synthesis
Different types of catalysts are used in the production of dimethyl ether, including zeolites, metal oxides, and composite catalysts. The choice of catalyst can significantly affect the reaction efficiency, product selectivity, and overall process economics.Expand Specific Solutions03 Applications of dimethyl ether
Dimethyl ether has various applications, including use as a fuel substitute, propellant, refrigerant, and chemical intermediate. Its properties make it suitable for use in diesel engines, aerosol products, and as a feedstock for other chemical processes.Expand Specific Solutions04 Purification and separation of dimethyl ether
Methods for purifying and separating dimethyl ether from reaction mixtures or other compounds are described. These processes may involve distillation, adsorption, or membrane separation techniques to obtain high-purity dimethyl ether.Expand Specific Solutions05 Environmental and safety considerations
Research on the environmental impact and safety aspects of dimethyl ether production and use is ongoing. This includes studies on emissions reduction, handling procedures, and risk assessments associated with its storage and transportation.Expand Specific Solutions
Key Players in DME and Robotic Manufacturing
The dimethyl ether (DME) interface with robotized manufacturing is in an early development stage, with a growing market potential driven by the increasing demand for cleaner fuels and automation in manufacturing. The technology's maturity is still evolving, as evidenced by ongoing research and development efforts from key players. Companies like China Petroleum & Chemical Corp., Air Liquide SA, and Linde GmbH are at the forefront, leveraging their expertise in chemical processing and industrial gases. Research institutions such as KIST Corp. and Dalian Institute of Chemical Physics are contributing to advancing the technology. The integration of DME with robotized manufacturing processes presents opportunities for improved efficiency and reduced environmental impact in industrial applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced dimethyl ether (DME) production technologies for robotized manufacturing. Their approach involves a single-step process that converts syngas directly to DME, improving efficiency by up to 20% compared to traditional two-step methods[1]. The company has implemented automated control systems and robotics in their DME production facilities, enhancing precision and reducing human error. Sinopec's DME plants utilize advanced catalysts and reactor designs, allowing for continuous production with minimal downtime[3]. They have also integrated real-time monitoring and predictive maintenance systems, leveraging AI and machine learning to optimize production parameters and ensure consistent quality[5].
Strengths: Efficient single-step production process, advanced automation and robotics integration, and AI-driven optimization. Weaknesses: High initial investment costs for robotized systems and potential challenges in adapting to rapid technological changes.
Air Liquide SA
Technical Solution: Air Liquide has developed innovative solutions for DME production and handling in robotized manufacturing environments. Their approach focuses on the integration of cryogenic technologies and advanced process control systems. Air Liquide's DME production units incorporate automated loading and unloading systems, utilizing robotic arms for precise material handling[2]. The company has also implemented smart sensors and IoT devices throughout the production line, enabling real-time monitoring of pressure, temperature, and flow rates[4]. Air Liquide's DME storage solutions feature automated inventory management systems, integrated with robotic retrieval mechanisms for efficient distribution[6]. Additionally, they have developed specialized purification technologies to ensure high-quality DME production suitable for various industrial applications.
Strengths: Advanced cryogenic technologies, integrated IoT solutions for process control, and automated inventory management. Weaknesses: Complexity of maintaining specialized cryogenic equipment and potential cybersecurity risks associated with highly connected systems.
Core Innovations in DME-Robotic Systems
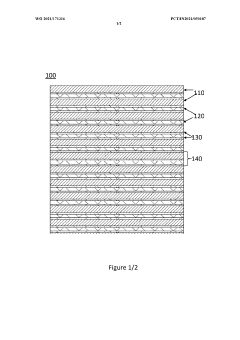
Fixed bed reactor with layered dimethyl ether synthesis catalysts
PatentWO2021171316A1
Innovation
- A fixed bed reactor with multiple layers of catalysts, where a methanol synthesis catalyst with a spinel structure alternates with a methanol dehydration catalyst, reducing copper content and using nanoparticles to enhance dispersion and stability, and separating the catalysts to prevent deactivation.

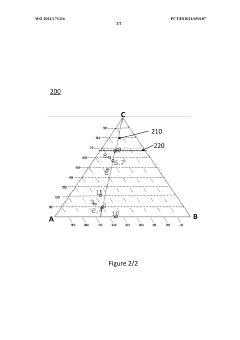

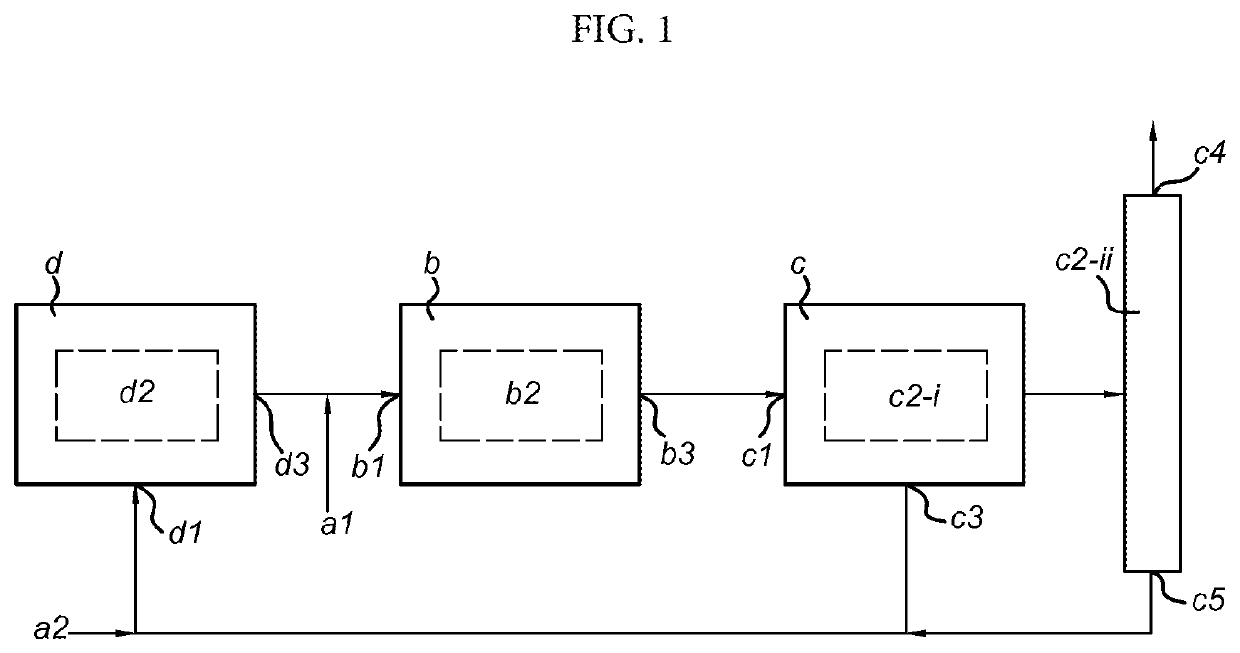
Process and system for producing dimethyl ether
PatentActiveUS20200399195A1
Innovation
- A process combining conventional DME synthesis with a separation-enhanced reverse water gas shift reaction, allowing for efficient DME production using any carbon oxide species, reducing the need for CO2 recycles, and minimizing methanol recycles, while utilizing a catalyst system capable of converting synthesis gas to DME.
Safety Protocols for DME in Automated Systems
The implementation of safety protocols for Dimethyl Ether (DME) in automated systems is crucial for ensuring the safe and efficient integration of this versatile fuel in robotized manufacturing environments. DME, with its clean-burning properties and potential as a renewable energy source, presents unique challenges and opportunities in industrial automation.
A comprehensive safety framework for DME in automated systems begins with proper storage and handling procedures. Automated storage tanks must be equipped with advanced pressure regulation systems and temperature control mechanisms to maintain DME in its liquid state. Robotic transfer systems should incorporate leak detection sensors and emergency shut-off valves to prevent accidental releases.
In the manufacturing process, automated DME dispensing systems require precise flow control and metering to ensure accurate and safe fuel delivery. Integration of real-time monitoring systems that track DME consumption, pressure, and temperature is essential for maintaining optimal operating conditions and detecting potential anomalies.
Fire safety is a critical aspect of DME protocols in automated environments. Advanced fire suppression systems, specifically designed for DME's unique properties, should be installed throughout the facility. These systems must be capable of rapid response and be integrated with the overall automation control system for immediate activation in case of emergencies.
Personal protective equipment (PPE) protocols for human workers interacting with DME-handling robots must be clearly defined and enforced. This includes the use of specialized protective gear and the implementation of safety zones around automated DME handling areas.
Environmental monitoring systems play a vital role in DME safety protocols. Automated air quality sensors should be deployed to detect any DME leaks or vapors, triggering immediate alerts and activating ventilation systems to prevent the accumulation of potentially explosive mixtures.
Training programs for personnel working with DME-integrated automated systems are essential. These should cover not only the standard operating procedures but also emergency response protocols specific to DME-related incidents in an automated environment.
Regular maintenance and inspection routines for DME-handling equipment must be incorporated into the automated system's operational schedule. This includes automated diagnostic checks, predictive maintenance algorithms, and scheduled human inspections to ensure the integrity of all DME-related components.
Lastly, the development of robust emergency response protocols tailored to DME incidents in automated systems is crucial. This includes automated shutdown procedures, evacuation protocols, and coordination with local emergency services to ensure a swift and effective response to any potential DME-related emergencies in the robotized manufacturing setting.
A comprehensive safety framework for DME in automated systems begins with proper storage and handling procedures. Automated storage tanks must be equipped with advanced pressure regulation systems and temperature control mechanisms to maintain DME in its liquid state. Robotic transfer systems should incorporate leak detection sensors and emergency shut-off valves to prevent accidental releases.
In the manufacturing process, automated DME dispensing systems require precise flow control and metering to ensure accurate and safe fuel delivery. Integration of real-time monitoring systems that track DME consumption, pressure, and temperature is essential for maintaining optimal operating conditions and detecting potential anomalies.
Fire safety is a critical aspect of DME protocols in automated environments. Advanced fire suppression systems, specifically designed for DME's unique properties, should be installed throughout the facility. These systems must be capable of rapid response and be integrated with the overall automation control system for immediate activation in case of emergencies.
Personal protective equipment (PPE) protocols for human workers interacting with DME-handling robots must be clearly defined and enforced. This includes the use of specialized protective gear and the implementation of safety zones around automated DME handling areas.
Environmental monitoring systems play a vital role in DME safety protocols. Automated air quality sensors should be deployed to detect any DME leaks or vapors, triggering immediate alerts and activating ventilation systems to prevent the accumulation of potentially explosive mixtures.
Training programs for personnel working with DME-integrated automated systems are essential. These should cover not only the standard operating procedures but also emergency response protocols specific to DME-related incidents in an automated environment.
Regular maintenance and inspection routines for DME-handling equipment must be incorporated into the automated system's operational schedule. This includes automated diagnostic checks, predictive maintenance algorithms, and scheduled human inspections to ensure the integrity of all DME-related components.
Lastly, the development of robust emergency response protocols tailored to DME incidents in automated systems is crucial. This includes automated shutdown procedures, evacuation protocols, and coordination with local emergency services to ensure a swift and effective response to any potential DME-related emergencies in the robotized manufacturing setting.
Environmental Impact of DME in Manufacturing
The integration of Dimethyl Ether (DME) in robotized manufacturing processes presents both opportunities and challenges from an environmental perspective. DME, a clean-burning synthetic fuel, offers several advantages over traditional fossil fuels in terms of reduced emissions and improved air quality. When used in manufacturing processes, DME can significantly lower the carbon footprint of production facilities, aligning with global efforts to combat climate change and meet stringent environmental regulations.
In robotized manufacturing environments, DME can be utilized as a propellant or fuel source for various automated systems, potentially replacing more polluting alternatives. Its low particulate emissions and absence of sulfur content contribute to cleaner air within manufacturing facilities, enhancing workplace safety and reducing the need for extensive air filtration systems. This can lead to improved energy efficiency in overall plant operations, as less energy is required for air treatment and ventilation.
However, the environmental impact of DME in manufacturing is not without considerations. The production of DME itself requires energy and resources, which must be factored into the overall environmental assessment. While DME can be produced from renewable sources such as biomass, the majority of current production relies on natural gas or coal, potentially offsetting some of its environmental benefits. Manufacturers must carefully evaluate the entire lifecycle of DME use, from production to end-use, to ensure a net positive environmental impact.
The storage and handling of DME in robotized manufacturing settings also present environmental considerations. While DME is non-toxic and biodegradable, proper containment and leak prevention measures are essential to avoid unintended releases into the environment. Advanced robotized systems can be designed to optimize DME usage and minimize waste, further enhancing its environmental profile in manufacturing applications.
Furthermore, the adoption of DME in robotized manufacturing can drive innovation in clean energy technologies. As manufacturers invest in DME-compatible systems, it may spur advancements in renewable DME production methods, creating a positive feedback loop for environmental sustainability in the industrial sector. This could lead to the development of more efficient catalysts for DME synthesis or novel approaches to carbon capture and utilization in the production process.
In conclusion, the environmental impact of DME in robotized manufacturing is multifaceted. While it offers significant potential for reducing emissions and improving air quality, careful consideration must be given to its production methods and lifecycle impacts. As technology advances and renewable production methods become more prevalent, DME's role in creating more environmentally sustainable manufacturing processes is likely to expand, contributing to the broader goals of industrial decarbonization and cleaner production practices.
In robotized manufacturing environments, DME can be utilized as a propellant or fuel source for various automated systems, potentially replacing more polluting alternatives. Its low particulate emissions and absence of sulfur content contribute to cleaner air within manufacturing facilities, enhancing workplace safety and reducing the need for extensive air filtration systems. This can lead to improved energy efficiency in overall plant operations, as less energy is required for air treatment and ventilation.
However, the environmental impact of DME in manufacturing is not without considerations. The production of DME itself requires energy and resources, which must be factored into the overall environmental assessment. While DME can be produced from renewable sources such as biomass, the majority of current production relies on natural gas or coal, potentially offsetting some of its environmental benefits. Manufacturers must carefully evaluate the entire lifecycle of DME use, from production to end-use, to ensure a net positive environmental impact.
The storage and handling of DME in robotized manufacturing settings also present environmental considerations. While DME is non-toxic and biodegradable, proper containment and leak prevention measures are essential to avoid unintended releases into the environment. Advanced robotized systems can be designed to optimize DME usage and minimize waste, further enhancing its environmental profile in manufacturing applications.
Furthermore, the adoption of DME in robotized manufacturing can drive innovation in clean energy technologies. As manufacturers invest in DME-compatible systems, it may spur advancements in renewable DME production methods, creating a positive feedback loop for environmental sustainability in the industrial sector. This could lead to the development of more efficient catalysts for DME synthesis or novel approaches to carbon capture and utilization in the production process.
In conclusion, the environmental impact of DME in robotized manufacturing is multifaceted. While it offers significant potential for reducing emissions and improving air quality, careful consideration must be given to its production methods and lifecycle impacts. As technology advances and renewable production methods become more prevalent, DME's role in creating more environmentally sustainable manufacturing processes is likely to expand, contributing to the broader goals of industrial decarbonization and cleaner production practices.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!