How Neoprene is Influencing the Design of Flexible Cables?
AUG 5, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Neoprene in Flexible Cables: Background and Objectives
Neoprene, a synthetic rubber developed in the 1930s, has become a game-changer in the design and manufacturing of flexible cables. This versatile material has revolutionized the cable industry due to its unique combination of properties, including excellent flexibility, durability, and resistance to various environmental factors.
The evolution of neoprene in cable design can be traced back to its initial applications in industrial settings, where its resistance to oils, chemicals, and extreme temperatures made it an ideal choice for protective cable jackets. As technology advanced, the demand for more flexible and resilient cables grew across various sectors, from telecommunications to automotive and aerospace industries.
The primary objective of incorporating neoprene into flexible cable design is to enhance the overall performance and longevity of cables in diverse operating conditions. Neoprene's ability to maintain its properties under stress and its resistance to weathering, ozone, and UV radiation make it particularly suitable for both indoor and outdoor applications.
One of the key trends driving the adoption of neoprene in cable design is the increasing need for miniaturization and lightweight solutions in modern electronic devices. Neoprene's flexibility allows for the creation of thinner, more pliable cables that can be easily routed through tight spaces without compromising on durability or performance.
Furthermore, the growing emphasis on sustainability and environmental responsibility has led to the development of eco-friendly neoprene formulations. These advancements aim to reduce the environmental impact of cable production and disposal while maintaining the material's desirable properties.
The integration of neoprene in flexible cables has also been influenced by the rapid growth of the Internet of Things (IoT) and smart device ecosystems. These applications require cables that can withstand frequent bending, twisting, and environmental exposure while maintaining reliable connectivity.
As we look towards the future, the role of neoprene in flexible cable design is expected to expand further. Ongoing research focuses on improving the material's electrical properties, enhancing its flame-retardant capabilities, and exploring new composite formulations that combine neoprene with other advanced materials to create cables with even greater performance characteristics.
In conclusion, the influence of neoprene on flexible cable design represents a significant technological advancement in the field of cable manufacturing. Its impact extends beyond mere material selection, driving innovation in cable construction techniques, expanding application possibilities, and shaping the future of interconnected devices and systems.
The evolution of neoprene in cable design can be traced back to its initial applications in industrial settings, where its resistance to oils, chemicals, and extreme temperatures made it an ideal choice for protective cable jackets. As technology advanced, the demand for more flexible and resilient cables grew across various sectors, from telecommunications to automotive and aerospace industries.
The primary objective of incorporating neoprene into flexible cable design is to enhance the overall performance and longevity of cables in diverse operating conditions. Neoprene's ability to maintain its properties under stress and its resistance to weathering, ozone, and UV radiation make it particularly suitable for both indoor and outdoor applications.
One of the key trends driving the adoption of neoprene in cable design is the increasing need for miniaturization and lightweight solutions in modern electronic devices. Neoprene's flexibility allows for the creation of thinner, more pliable cables that can be easily routed through tight spaces without compromising on durability or performance.
Furthermore, the growing emphasis on sustainability and environmental responsibility has led to the development of eco-friendly neoprene formulations. These advancements aim to reduce the environmental impact of cable production and disposal while maintaining the material's desirable properties.
The integration of neoprene in flexible cables has also been influenced by the rapid growth of the Internet of Things (IoT) and smart device ecosystems. These applications require cables that can withstand frequent bending, twisting, and environmental exposure while maintaining reliable connectivity.
As we look towards the future, the role of neoprene in flexible cable design is expected to expand further. Ongoing research focuses on improving the material's electrical properties, enhancing its flame-retardant capabilities, and exploring new composite formulations that combine neoprene with other advanced materials to create cables with even greater performance characteristics.
In conclusion, the influence of neoprene on flexible cable design represents a significant technological advancement in the field of cable manufacturing. Its impact extends beyond mere material selection, driving innovation in cable construction techniques, expanding application possibilities, and shaping the future of interconnected devices and systems.
Market Demand for Neoprene-Enhanced Flexible Cables
The market demand for neoprene-enhanced flexible cables has been steadily growing in recent years, driven by the increasing need for durable and versatile wiring solutions across various industries. Neoprene, a synthetic rubber known for its excellent resistance to oil, heat, and weathering, has become a key material in the design of flexible cables, offering enhanced performance and longevity.
In the automotive sector, the demand for neoprene-enhanced cables has surged due to the growing complexity of vehicle electrical systems and the need for reliable wiring in harsh environments. The automotive industry's shift towards electric and hybrid vehicles has further amplified this demand, as these vehicles require high-performance cables capable of withstanding extreme temperatures and mechanical stress.
The marine and offshore industries have also shown significant interest in neoprene-enhanced flexible cables. These sectors require cables that can withstand exposure to saltwater, UV radiation, and constant movement. Neoprene's excellent resistance to these elements makes it an ideal choice for marine applications, leading to increased adoption in shipbuilding and offshore platforms.
The construction and mining industries represent another substantial market for neoprene-enhanced cables. In these sectors, cables are often subjected to abrasion, chemicals, and extreme weather conditions. The durability and flexibility offered by neoprene-enhanced cables make them well-suited for use in heavy machinery, power tools, and outdoor lighting systems.
The renewable energy sector, particularly wind and solar power installations, has emerged as a promising market for neoprene-enhanced flexible cables. These installations require cables that can withstand outdoor exposure and maintain performance over long periods. The growth of renewable energy projects worldwide is expected to drive further demand for these specialized cables.
In the telecommunications industry, the ongoing expansion of network infrastructure has created a need for reliable, weather-resistant cables. Neoprene-enhanced cables are increasingly being used in outdoor installations, data centers, and mobile network base stations, where they offer improved protection against environmental factors.
The market for neoprene-enhanced flexible cables is also benefiting from the growing emphasis on workplace safety across industries. Many companies are upgrading their electrical systems with more durable and safer cabling options, driving demand for neoprene-enhanced products that offer better insulation and fire resistance.
As industries continue to evolve and face new challenges, the demand for specialized cabling solutions is expected to grow. Neoprene-enhanced flexible cables, with their unique combination of durability, flexibility, and resistance to various environmental factors, are well-positioned to meet these evolving needs across multiple sectors.
In the automotive sector, the demand for neoprene-enhanced cables has surged due to the growing complexity of vehicle electrical systems and the need for reliable wiring in harsh environments. The automotive industry's shift towards electric and hybrid vehicles has further amplified this demand, as these vehicles require high-performance cables capable of withstanding extreme temperatures and mechanical stress.
The marine and offshore industries have also shown significant interest in neoprene-enhanced flexible cables. These sectors require cables that can withstand exposure to saltwater, UV radiation, and constant movement. Neoprene's excellent resistance to these elements makes it an ideal choice for marine applications, leading to increased adoption in shipbuilding and offshore platforms.
The construction and mining industries represent another substantial market for neoprene-enhanced cables. In these sectors, cables are often subjected to abrasion, chemicals, and extreme weather conditions. The durability and flexibility offered by neoprene-enhanced cables make them well-suited for use in heavy machinery, power tools, and outdoor lighting systems.
The renewable energy sector, particularly wind and solar power installations, has emerged as a promising market for neoprene-enhanced flexible cables. These installations require cables that can withstand outdoor exposure and maintain performance over long periods. The growth of renewable energy projects worldwide is expected to drive further demand for these specialized cables.
In the telecommunications industry, the ongoing expansion of network infrastructure has created a need for reliable, weather-resistant cables. Neoprene-enhanced cables are increasingly being used in outdoor installations, data centers, and mobile network base stations, where they offer improved protection against environmental factors.
The market for neoprene-enhanced flexible cables is also benefiting from the growing emphasis on workplace safety across industries. Many companies are upgrading their electrical systems with more durable and safer cabling options, driving demand for neoprene-enhanced products that offer better insulation and fire resistance.
As industries continue to evolve and face new challenges, the demand for specialized cabling solutions is expected to grow. Neoprene-enhanced flexible cables, with their unique combination of durability, flexibility, and resistance to various environmental factors, are well-positioned to meet these evolving needs across multiple sectors.
Current State and Challenges in Neoprene Cable Technology
The current state of neoprene cable technology reflects significant advancements in flexible cable design, yet it also faces several challenges. Neoprene, a synthetic rubber known for its excellent resistance to oil, heat, and weathering, has become a popular material in cable manufacturing due to its durability and flexibility.
In recent years, the demand for flexible cables has increased across various industries, including automotive, robotics, and consumer electronics. Neoprene-based cables have gained traction in these sectors due to their ability to withstand harsh environments and maintain performance under stress. The material's inherent properties allow for the creation of cables that can bend, twist, and flex without compromising their structural integrity or electrical performance.
One of the primary advantages of neoprene in cable design is its excellent resistance to abrasion and tearing. This characteristic has led to the development of cables that can withstand repeated flexing and bending cycles, making them ideal for applications in moving machinery and robotics. Additionally, neoprene's resistance to oils and chemicals has made it a preferred choice in industrial settings where cables are exposed to harsh substances.
However, the integration of neoprene in cable technology is not without challenges. One significant issue is the balance between flexibility and durability. While neoprene offers good flexibility, increasing the flexibility often comes at the cost of reduced tensile strength. Engineers are continually working to optimize this trade-off to meet the diverse needs of different applications.
Another challenge lies in the thermal management of neoprene cables. Although neoprene has good heat resistance, the increasing power demands in modern applications can lead to heat buildup within the cables. This necessitates innovative designs to dissipate heat effectively without compromising the cable's flexibility or protective properties.
The environmental impact of neoprene production and disposal is also a growing concern. As sustainability becomes a key focus across industries, there is pressure to develop more eco-friendly alternatives or improve the recyclability of neoprene-based cables. This challenge has spurred research into bio-based elastomers and more sustainable manufacturing processes.
Furthermore, the integration of smart technologies into cable systems presents both opportunities and challenges for neoprene-based designs. The incorporation of sensors and data transmission capabilities within flexible cables requires careful consideration of material properties and manufacturing techniques to ensure reliability and performance.
In conclusion, while neoprene continues to play a crucial role in the design of flexible cables, addressing these challenges will be key to advancing the technology further. Ongoing research and development efforts are focused on enhancing the material properties, improving manufacturing processes, and exploring hybrid designs that combine neoprene with other advanced materials to meet the evolving demands of modern cable applications.
In recent years, the demand for flexible cables has increased across various industries, including automotive, robotics, and consumer electronics. Neoprene-based cables have gained traction in these sectors due to their ability to withstand harsh environments and maintain performance under stress. The material's inherent properties allow for the creation of cables that can bend, twist, and flex without compromising their structural integrity or electrical performance.
One of the primary advantages of neoprene in cable design is its excellent resistance to abrasion and tearing. This characteristic has led to the development of cables that can withstand repeated flexing and bending cycles, making them ideal for applications in moving machinery and robotics. Additionally, neoprene's resistance to oils and chemicals has made it a preferred choice in industrial settings where cables are exposed to harsh substances.
However, the integration of neoprene in cable technology is not without challenges. One significant issue is the balance between flexibility and durability. While neoprene offers good flexibility, increasing the flexibility often comes at the cost of reduced tensile strength. Engineers are continually working to optimize this trade-off to meet the diverse needs of different applications.
Another challenge lies in the thermal management of neoprene cables. Although neoprene has good heat resistance, the increasing power demands in modern applications can lead to heat buildup within the cables. This necessitates innovative designs to dissipate heat effectively without compromising the cable's flexibility or protective properties.
The environmental impact of neoprene production and disposal is also a growing concern. As sustainability becomes a key focus across industries, there is pressure to develop more eco-friendly alternatives or improve the recyclability of neoprene-based cables. This challenge has spurred research into bio-based elastomers and more sustainable manufacturing processes.
Furthermore, the integration of smart technologies into cable systems presents both opportunities and challenges for neoprene-based designs. The incorporation of sensors and data transmission capabilities within flexible cables requires careful consideration of material properties and manufacturing techniques to ensure reliability and performance.
In conclusion, while neoprene continues to play a crucial role in the design of flexible cables, addressing these challenges will be key to advancing the technology further. Ongoing research and development efforts are focused on enhancing the material properties, improving manufacturing processes, and exploring hybrid designs that combine neoprene with other advanced materials to meet the evolving demands of modern cable applications.
Existing Neoprene Cable Design Solutions
01 Chemical composition modifications
Altering the chemical composition of neoprene can enhance its flexibility. This may involve adjusting the ratio of monomers, incorporating additives, or modifying the polymerization process. These changes can result in a more pliable and elastic material suitable for various applications.- Chemical composition modification: Altering the chemical composition of neoprene can enhance its flexibility. This may involve adjusting the ratio of monomers, incorporating additives, or modifying the polymerization process. Such changes can result in a more pliable and elastic material suitable for various applications.
- Blending with other polymers: Blending neoprene with other polymers or elastomers can improve its flexibility. This approach allows for the combination of desirable properties from different materials, resulting in a composite with enhanced flexibility while maintaining other important characteristics of neoprene.
- Physical treatment methods: Various physical treatment methods can be employed to increase neoprene flexibility. These may include heat treatment, mechanical stretching, or exposure to specific environmental conditions. Such treatments can alter the material's molecular structure, leading to improved flexibility.
- Incorporation of plasticizers: Adding plasticizers to neoprene formulations can significantly enhance flexibility. Plasticizers work by increasing the space between polymer chains, reducing intermolecular forces, and allowing for greater molecular movement. This results in a more flexible and pliable neoprene material.
- Nanocomposite technology: Incorporating nanoparticles or nanostructures into neoprene can improve its flexibility. This advanced approach involves dispersing nanoscale materials throughout the neoprene matrix, which can enhance various properties, including flexibility, while maintaining or improving other desirable characteristics.
02 Physical structure modifications
Modifying the physical structure of neoprene can improve its flexibility. This can include techniques such as foaming, creating micro-cellular structures, or adjusting the crosslinking density. These modifications can result in a more flexible and compressible material while maintaining its other desirable properties.Expand Specific Solutions03 Blending with other materials
Blending neoprene with other elastomers or polymers can enhance its flexibility. This approach allows for the combination of neoprene's unique properties with the flexibility characteristics of other materials, resulting in a composite with improved overall performance.Expand Specific Solutions04 Surface treatments
Applying surface treatments to neoprene can improve its flexibility and other properties. These treatments may include chemical etching, plasma treatment, or the application of specialized coatings. Such modifications can alter the surface characteristics of neoprene, enhancing its flexibility and performance in specific applications.Expand Specific Solutions05 Processing techniques
Employing specific processing techniques during neoprene production or fabrication can enhance its flexibility. This may involve optimizing curing conditions, using specialized molding techniques, or applying specific heat treatments. These processes can result in a more flexible neoprene product while maintaining its other essential properties.Expand Specific Solutions
Key Players in Neoprene Cable Manufacturing
The market for neoprene-influenced flexible cables is in a growth phase, driven by increasing demand for durable and versatile wiring solutions across various industries. The global market size is expanding, with key players like Nexans SA, LEONI Kabel GmbH, and Prysmian SpA leading innovation. These companies are leveraging neoprene's unique properties to develop advanced cable designs, particularly for harsh environments and specialized applications. The technology is maturing rapidly, with companies like Sumitomo Electric Industries and Junkosha, Inc. investing in R&D to enhance performance and expand applications. As the industry evolves, we're seeing a trend towards more environmentally friendly and cost-effective neoprene-based cable solutions.
Nexans SA
Technical Solution: Nexans has developed a range of flexible cables incorporating neoprene as an insulation and jacketing material. Their NeoFlex™ series utilizes a proprietary neoprene compound that enhances cable flexibility while maintaining excellent resistance to oils, chemicals, and abrasion. The company has implemented a cross-linked neoprene formulation that improves the cable's heat resistance and mechanical properties[1]. Nexans' neoprene cables are designed for applications in harsh environments, such as mining, marine, and industrial automation, where flexibility and durability are crucial[2]. The company has also introduced a eco-friendly neoprene alternative that reduces environmental impact while maintaining similar performance characteristics[3].
Strengths: Superior flexibility, excellent chemical and abrasion resistance, wide range of applications. Weaknesses: Higher cost compared to standard PVC cables, potential for ozone degradation in certain environments.
LEONI Kabel GmbH
Technical Solution: LEONI has innovated in the field of neoprene-based flexible cables with their LEOFlex™ product line. They have developed a unique neoprene compound that offers enhanced flexibility at low temperatures, making it suitable for outdoor and cold storage applications[4]. LEONI's neoprene cables feature a multi-layer construction, with a specially formulated inner layer for improved conductor adhesion and an outer layer optimized for environmental protection[5]. The company has also implemented advanced extrusion techniques to ensure uniform neoprene distribution, resulting in consistent electrical and mechanical properties along the cable length[6]. LEONI's neoprene cables are widely used in robotics, automotive, and renewable energy sectors.
Strengths: Excellent low-temperature flexibility, strong conductor adhesion, consistent performance. Weaknesses: Limited color options, slightly higher weight compared to some alternatives.
Core Innovations in Neoprene Cable Technology
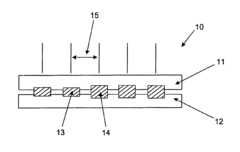
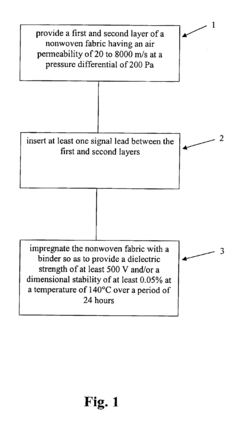
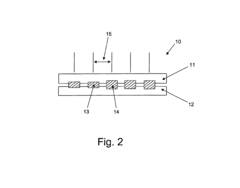
Flexible flat cable
PatentInactiveUS6965082B2
Innovation
- A flexible flat cable composed of signal leads embedded between layers of nonwoven fabrics made from polyester, polyamide, syndiotactic polystyrene, polysulfone, or glass fibers, with binder-filled pores providing dielectric strength of at least 500 V and dimensional stability of 0.05% at 140°C, and incorporating flame retardants like leather fibers, without relying on polyaromatic amides.
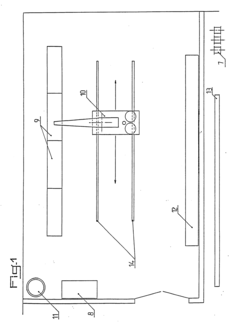
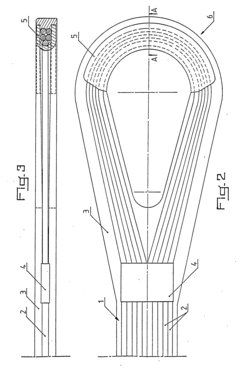
Method for making a sling or a load lifting strap in which the web of cable strands in covered with a polyurethane elastomer
PatentInactiveEP0374067A1
Innovation
- A method involving producing a layer of cable strands, drying and heating them, coating with a polyurethane elastomer in a thermo-regulated mold until tack-free, and allowing hardening, using a two-component low-pressure machine for precise dosing and mixing, to achieve a flexible and transparent coating.

Environmental Impact of Neoprene in Cable Production
The environmental impact of neoprene in cable production is a significant concern as the material's widespread use in flexible cables continues to grow. Neoprene, a synthetic rubber, offers excellent flexibility and durability, making it ideal for cable insulation and jacketing. However, its production and disposal processes raise several environmental issues that warrant careful consideration.
The manufacturing of neoprene involves the use of petrochemicals, which are derived from non-renewable resources. This reliance on fossil fuels contributes to the depletion of natural resources and increases the carbon footprint associated with cable production. The polymerization process used to create neoprene also releases volatile organic compounds (VOCs) into the atmosphere, potentially contributing to air pollution and smog formation.
Water pollution is another environmental concern related to neoprene production. The manufacturing process generates wastewater containing various chemicals, including chloroprene, which can be harmful to aquatic ecosystems if not properly treated before discharge. Ensuring adequate wastewater treatment is crucial to mitigate the impact on local water bodies and marine life.
The disposal of neoprene-coated cables at the end of their lifecycle presents additional environmental challenges. Neoprene is not biodegradable, meaning it persists in the environment for extended periods when discarded in landfills. Incineration of neoprene-containing waste can release toxic fumes, including hydrogen chloride and dioxins, which pose risks to both human health and the environment.
Despite these concerns, efforts are being made to improve the environmental profile of neoprene in cable production. Some manufacturers are exploring more sustainable production methods, such as using bio-based raw materials or implementing closed-loop systems to reduce waste and emissions. Additionally, research is ongoing to develop more environmentally friendly alternatives to neoprene that maintain its desirable properties for cable applications.
Recycling initiatives for neoprene-coated cables are also gaining traction. While the process is complex due to the material's composition, advancements in recycling technologies are making it increasingly feasible to recover and repurpose neoprene from discarded cables. This approach not only reduces waste but also decreases the demand for virgin materials in new cable production.
As the industry continues to evolve, balancing the performance benefits of neoprene with its environmental impact remains a key challenge. Cable manufacturers and material scientists are actively seeking ways to minimize the ecological footprint of neoprene while maintaining its crucial role in flexible cable design. This ongoing effort reflects the growing importance of sustainability in the cable industry and the broader push towards more environmentally responsible manufacturing practices.
The manufacturing of neoprene involves the use of petrochemicals, which are derived from non-renewable resources. This reliance on fossil fuels contributes to the depletion of natural resources and increases the carbon footprint associated with cable production. The polymerization process used to create neoprene also releases volatile organic compounds (VOCs) into the atmosphere, potentially contributing to air pollution and smog formation.
Water pollution is another environmental concern related to neoprene production. The manufacturing process generates wastewater containing various chemicals, including chloroprene, which can be harmful to aquatic ecosystems if not properly treated before discharge. Ensuring adequate wastewater treatment is crucial to mitigate the impact on local water bodies and marine life.
The disposal of neoprene-coated cables at the end of their lifecycle presents additional environmental challenges. Neoprene is not biodegradable, meaning it persists in the environment for extended periods when discarded in landfills. Incineration of neoprene-containing waste can release toxic fumes, including hydrogen chloride and dioxins, which pose risks to both human health and the environment.
Despite these concerns, efforts are being made to improve the environmental profile of neoprene in cable production. Some manufacturers are exploring more sustainable production methods, such as using bio-based raw materials or implementing closed-loop systems to reduce waste and emissions. Additionally, research is ongoing to develop more environmentally friendly alternatives to neoprene that maintain its desirable properties for cable applications.
Recycling initiatives for neoprene-coated cables are also gaining traction. While the process is complex due to the material's composition, advancements in recycling technologies are making it increasingly feasible to recover and repurpose neoprene from discarded cables. This approach not only reduces waste but also decreases the demand for virgin materials in new cable production.
As the industry continues to evolve, balancing the performance benefits of neoprene with its environmental impact remains a key challenge. Cable manufacturers and material scientists are actively seeking ways to minimize the ecological footprint of neoprene while maintaining its crucial role in flexible cable design. This ongoing effort reflects the growing importance of sustainability in the cable industry and the broader push towards more environmentally responsible manufacturing practices.
Durability and Lifespan of Neoprene Cables
Neoprene cables have gained significant attention in the flexible cable industry due to their exceptional durability and extended lifespan. The unique properties of neoprene, a synthetic rubber compound, contribute to the longevity of cables in various demanding environments. Neoprene's resistance to oil, chemicals, and weathering makes it an ideal material for cable insulation and jacketing, particularly in applications where cables are exposed to harsh conditions.
The durability of neoprene cables is primarily attributed to their excellent abrasion resistance. This characteristic allows the cables to withstand frequent bending, twisting, and other mechanical stresses without significant wear or damage. In industries such as manufacturing, automotive, and marine, where cables are subjected to constant movement and potential impact, neoprene's resilience proves invaluable in maintaining cable integrity over extended periods.
Temperature resistance is another crucial factor contributing to the longevity of neoprene cables. These cables can operate effectively across a wide temperature range, typically from -40°C to 90°C. This broad temperature tolerance ensures consistent performance in both extremely cold and hot environments, making neoprene cables suitable for diverse applications, from refrigeration units to industrial machinery operating at elevated temperatures.
The chemical resistance of neoprene further enhances the lifespan of cables. Neoprene's ability to resist degradation when exposed to oils, solvents, and various chemicals allows these cables to maintain their structural integrity in environments where other materials might rapidly deteriorate. This property is particularly beneficial in industrial settings, where cables may come into contact with corrosive substances or lubricants.
Water and moisture resistance is another key attribute of neoprene cables. The material's inherent water-repellent properties prevent moisture ingress, which can lead to corrosion of internal conductors and degradation of insulation. This characteristic makes neoprene cables ideal for outdoor applications, marine environments, and other settings where water exposure is a concern.
The flexibility of neoprene contributes significantly to the overall durability of the cables. Unlike rigid materials that may crack or break under stress, neoprene's elasticity allows it to absorb and distribute mechanical forces more evenly. This flexibility reduces the likelihood of fatigue-related failures and extends the operational life of the cable.
In terms of lifespan, neoprene cables typically outperform many traditional cable materials. While the exact lifespan can vary depending on specific environmental conditions and usage patterns, properly maintained neoprene cables can often remain functional for 20 to 30 years or more. This extended service life translates to reduced replacement frequency, lower maintenance costs, and improved reliability in critical applications.
The durability of neoprene cables is primarily attributed to their excellent abrasion resistance. This characteristic allows the cables to withstand frequent bending, twisting, and other mechanical stresses without significant wear or damage. In industries such as manufacturing, automotive, and marine, where cables are subjected to constant movement and potential impact, neoprene's resilience proves invaluable in maintaining cable integrity over extended periods.
Temperature resistance is another crucial factor contributing to the longevity of neoprene cables. These cables can operate effectively across a wide temperature range, typically from -40°C to 90°C. This broad temperature tolerance ensures consistent performance in both extremely cold and hot environments, making neoprene cables suitable for diverse applications, from refrigeration units to industrial machinery operating at elevated temperatures.
The chemical resistance of neoprene further enhances the lifespan of cables. Neoprene's ability to resist degradation when exposed to oils, solvents, and various chemicals allows these cables to maintain their structural integrity in environments where other materials might rapidly deteriorate. This property is particularly beneficial in industrial settings, where cables may come into contact with corrosive substances or lubricants.
Water and moisture resistance is another key attribute of neoprene cables. The material's inherent water-repellent properties prevent moisture ingress, which can lead to corrosion of internal conductors and degradation of insulation. This characteristic makes neoprene cables ideal for outdoor applications, marine environments, and other settings where water exposure is a concern.
The flexibility of neoprene contributes significantly to the overall durability of the cables. Unlike rigid materials that may crack or break under stress, neoprene's elasticity allows it to absorb and distribute mechanical forces more evenly. This flexibility reduces the likelihood of fatigue-related failures and extends the operational life of the cable.
In terms of lifespan, neoprene cables typically outperform many traditional cable materials. While the exact lifespan can vary depending on specific environmental conditions and usage patterns, properly maintained neoprene cables can often remain functional for 20 to 30 years or more. This extended service life translates to reduced replacement frequency, lower maintenance costs, and improved reliability in critical applications.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!