

Evaluating Magnesium Carbonate for Breathable Textile Technologies
JUL 31, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
MgCO3 in Textiles: Background and Objectives
Magnesium carbonate (MgCO3) has emerged as a promising material in the development of breathable textile technologies. This compound, known for its moisture-absorbing properties and thermal regulation capabilities, has garnered significant attention in the textile industry over the past decade. The evolution of MgCO3 applications in textiles can be traced back to its initial use in athletic wear, where it was primarily employed to enhance moisture management and reduce odor.
The textile industry's growing focus on sustainability and performance has driven the exploration of innovative materials like MgCO3. As consumer demand for comfortable, functional, and environmentally friendly clothing continues to rise, researchers and manufacturers have intensified their efforts to incorporate MgCO3 into a wider range of textile products. This trend aligns with the broader industry shift towards smart textiles and adaptive clothing solutions.
The primary objective of integrating MgCO3 into textile technologies is to create fabrics that offer superior moisture control, temperature regulation, and overall wearer comfort. By leveraging the unique properties of magnesium carbonate, researchers aim to develop textiles that can actively respond to changes in body temperature and environmental conditions. This adaptability is particularly crucial in applications such as sportswear, outdoor gear, and protective clothing.
Another key goal in the development of MgCO3-enhanced textiles is to improve the durability and longevity of garments. The compound's ability to absorb and release moisture without degrading the fabric structure could potentially extend the lifespan of clothing items, addressing concerns about fast fashion and textile waste. Additionally, the antimicrobial properties of MgCO3 present an opportunity to create self-cleaning or odor-resistant textiles, further enhancing the functionality of these innovative fabrics.
As the textile industry continues to evolve, the integration of MgCO3 into breathable technologies represents a convergence of material science, chemistry, and textile engineering. The ongoing research in this field aims to optimize the incorporation methods of MgCO3 into various fabric types, ensuring uniform distribution and maximum effectiveness. Furthermore, scientists are exploring the potential synergies between MgCO3 and other advanced materials to create hybrid textiles with enhanced properties and functionalities.
The textile industry's growing focus on sustainability and performance has driven the exploration of innovative materials like MgCO3. As consumer demand for comfortable, functional, and environmentally friendly clothing continues to rise, researchers and manufacturers have intensified their efforts to incorporate MgCO3 into a wider range of textile products. This trend aligns with the broader industry shift towards smart textiles and adaptive clothing solutions.
The primary objective of integrating MgCO3 into textile technologies is to create fabrics that offer superior moisture control, temperature regulation, and overall wearer comfort. By leveraging the unique properties of magnesium carbonate, researchers aim to develop textiles that can actively respond to changes in body temperature and environmental conditions. This adaptability is particularly crucial in applications such as sportswear, outdoor gear, and protective clothing.
Another key goal in the development of MgCO3-enhanced textiles is to improve the durability and longevity of garments. The compound's ability to absorb and release moisture without degrading the fabric structure could potentially extend the lifespan of clothing items, addressing concerns about fast fashion and textile waste. Additionally, the antimicrobial properties of MgCO3 present an opportunity to create self-cleaning or odor-resistant textiles, further enhancing the functionality of these innovative fabrics.
As the textile industry continues to evolve, the integration of MgCO3 into breathable technologies represents a convergence of material science, chemistry, and textile engineering. The ongoing research in this field aims to optimize the incorporation methods of MgCO3 into various fabric types, ensuring uniform distribution and maximum effectiveness. Furthermore, scientists are exploring the potential synergies between MgCO3 and other advanced materials to create hybrid textiles with enhanced properties and functionalities.
Market Analysis for Breathable Fabrics
The breathable fabrics market has experienced significant growth in recent years, driven by increasing consumer demand for comfortable, high-performance textiles across various applications. This market segment encompasses a wide range of products, including sportswear, outdoor apparel, casual clothing, and even bedding materials. The global breathable textiles market was valued at approximately $1.6 billion in 2020 and is projected to reach $2.9 billion by 2026, growing at a CAGR of 8.2% during the forecast period.
One of the key factors fueling this growth is the rising awareness of health and wellness among consumers, leading to a greater emphasis on comfort and functionality in clothing. Additionally, the growing popularity of athleisure wear and the increasing participation in fitness activities have contributed to the expansion of the breathable fabrics market. The outdoor recreation industry has also played a significant role in driving demand for breathable textiles, as consumers seek high-performance gear for activities such as hiking, camping, and skiing.
In terms of regional distribution, North America and Europe currently dominate the breathable fabrics market, accounting for over 60% of the global market share. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by increasing disposable incomes, changing lifestyles, and a growing middle-class population in countries like China and India.
The market for breathable fabrics is highly competitive, with key players including W. L. Gore & Associates, Polartec, Toray Industries, and Sympatex Technologies. These companies are continuously investing in research and development to improve the performance and sustainability of their products. Sustainability has become a crucial factor in the breathable fabrics market, with consumers increasingly demanding eco-friendly and recyclable materials.
The integration of smart textiles and wearable technology into breathable fabrics represents a significant opportunity for market growth. This trend is particularly evident in the sports and fitness sector, where there is a growing demand for garments that can monitor physiological parameters while maintaining breathability and comfort.
In the context of evaluating magnesium carbonate for breathable textile technologies, there is potential for market disruption if this material can offer superior moisture management and temperature regulation properties compared to existing solutions. The ability to enhance the performance of breathable fabrics while potentially reducing production costs could create a competitive advantage in this rapidly evolving market.
One of the key factors fueling this growth is the rising awareness of health and wellness among consumers, leading to a greater emphasis on comfort and functionality in clothing. Additionally, the growing popularity of athleisure wear and the increasing participation in fitness activities have contributed to the expansion of the breathable fabrics market. The outdoor recreation industry has also played a significant role in driving demand for breathable textiles, as consumers seek high-performance gear for activities such as hiking, camping, and skiing.
In terms of regional distribution, North America and Europe currently dominate the breathable fabrics market, accounting for over 60% of the global market share. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by increasing disposable incomes, changing lifestyles, and a growing middle-class population in countries like China and India.
The market for breathable fabrics is highly competitive, with key players including W. L. Gore & Associates, Polartec, Toray Industries, and Sympatex Technologies. These companies are continuously investing in research and development to improve the performance and sustainability of their products. Sustainability has become a crucial factor in the breathable fabrics market, with consumers increasingly demanding eco-friendly and recyclable materials.
The integration of smart textiles and wearable technology into breathable fabrics represents a significant opportunity for market growth. This trend is particularly evident in the sports and fitness sector, where there is a growing demand for garments that can monitor physiological parameters while maintaining breathability and comfort.
In the context of evaluating magnesium carbonate for breathable textile technologies, there is potential for market disruption if this material can offer superior moisture management and temperature regulation properties compared to existing solutions. The ability to enhance the performance of breathable fabrics while potentially reducing production costs could create a competitive advantage in this rapidly evolving market.
Current Challenges in Breathable Textile Technologies
The breathable textile industry faces several significant challenges in its pursuit of innovative and high-performance materials. One of the primary issues is achieving an optimal balance between breathability and water resistance. While consumers demand textiles that allow air circulation and moisture vapor transmission, they also expect protection from external elements like rain and wind. This delicate equilibrium is particularly challenging to maintain across various environmental conditions and activity levels.
Another critical challenge lies in the durability and longevity of breathable textiles. Many current technologies struggle to maintain their performance characteristics over extended periods of use and multiple wash cycles. The degradation of breathable properties can lead to reduced comfort and functionality, impacting consumer satisfaction and product lifespan.
Sustainability has emerged as a pressing concern in the textile industry, and breathable fabrics are no exception. The production of many breathable materials involves energy-intensive processes and the use of synthetic materials derived from non-renewable resources. Developing eco-friendly alternatives that maintain high performance standards remains a significant hurdle for manufacturers and researchers alike.
The cost-effectiveness of breathable textile technologies also presents a challenge. Advanced materials and manufacturing processes often result in higher production costs, which can limit market accessibility and widespread adoption. Striking a balance between performance and affordability is crucial for the industry's growth and consumer acceptance.
Furthermore, the textile industry faces challenges in standardization and testing methodologies for breathable fabrics. The lack of universally accepted metrics and testing procedures makes it difficult to compare different technologies and materials objectively. This inconsistency can lead to confusion among consumers and hinder informed decision-making.
Lastly, the integration of smart technologies with breathable textiles presents both opportunities and challenges. While there is growing interest in fabrics that can adapt to environmental conditions or user needs, incorporating electronic components without compromising breathability or comfort remains a complex task. The development of flexible, durable, and washable smart textiles that maintain breathable properties is an ongoing area of research and innovation.
Another critical challenge lies in the durability and longevity of breathable textiles. Many current technologies struggle to maintain their performance characteristics over extended periods of use and multiple wash cycles. The degradation of breathable properties can lead to reduced comfort and functionality, impacting consumer satisfaction and product lifespan.
Sustainability has emerged as a pressing concern in the textile industry, and breathable fabrics are no exception. The production of many breathable materials involves energy-intensive processes and the use of synthetic materials derived from non-renewable resources. Developing eco-friendly alternatives that maintain high performance standards remains a significant hurdle for manufacturers and researchers alike.
The cost-effectiveness of breathable textile technologies also presents a challenge. Advanced materials and manufacturing processes often result in higher production costs, which can limit market accessibility and widespread adoption. Striking a balance between performance and affordability is crucial for the industry's growth and consumer acceptance.
Furthermore, the textile industry faces challenges in standardization and testing methodologies for breathable fabrics. The lack of universally accepted metrics and testing procedures makes it difficult to compare different technologies and materials objectively. This inconsistency can lead to confusion among consumers and hinder informed decision-making.
Lastly, the integration of smart technologies with breathable textiles presents both opportunities and challenges. While there is growing interest in fabrics that can adapt to environmental conditions or user needs, incorporating electronic components without compromising breathability or comfort remains a complex task. The development of flexible, durable, and washable smart textiles that maintain breathable properties is an ongoing area of research and innovation.
Existing MgCO3-based Breathable Solutions
01 Magnesium carbonate in breathable fabrics
Magnesium carbonate is incorporated into textile materials to enhance breathability and moisture management. This compound helps to absorb sweat and regulate humidity, improving comfort for the wearer. The porous nature of magnesium carbonate allows for better air circulation within the fabric structure.- Magnesium carbonate in breathable fabrics: Magnesium carbonate is incorporated into textile materials to enhance breathability. It can be used in various forms such as coatings or additives to improve moisture management and air permeability in fabrics. This application is particularly useful in sportswear and outdoor clothing to enhance comfort and performance.
- Magnesium carbonate in personal care products: Magnesium carbonate is utilized in personal care products such as deodorants and antiperspirants to improve breathability and moisture absorption. Its ability to absorb sweat and control odor while allowing the skin to breathe makes it a valuable ingredient in these applications.
- Magnesium carbonate in construction materials: The use of magnesium carbonate in construction materials, such as cement and concrete, can enhance the breathability of structures. It helps in regulating moisture and improving air circulation within buildings, contributing to better indoor air quality and energy efficiency.
- Magnesium carbonate in filtration systems: Magnesium carbonate is employed in various filtration systems to improve air and liquid permeability. Its porous structure allows for efficient filtration while maintaining breathability, making it suitable for applications in air purifiers, water treatment systems, and industrial processes.
- Magnesium carbonate in packaging materials: The incorporation of magnesium carbonate in packaging materials enhances breathability and moisture control. This is particularly useful for food packaging, where it helps maintain product freshness by regulating humidity and allowing appropriate gas exchange.
02 Magnesium carbonate in personal care products
Magnesium carbonate is used in various personal care products such as deodorants, antiperspirants, and body powders. Its absorbent properties help to keep the skin dry and reduce odor. The breathable nature of magnesium carbonate allows it to effectively control moisture without completely blocking pores.Expand Specific Solutions03 Magnesium carbonate in construction materials
Magnesium carbonate is utilized in construction materials to improve breathability and moisture regulation in buildings. It can be incorporated into paints, plasters, and insulation materials to enhance air quality and prevent mold growth. The porous structure of magnesium carbonate allows for better vapor permeability in these applications.Expand Specific Solutions04 Magnesium carbonate in filtration systems
Magnesium carbonate is employed in various filtration systems to improve air and liquid permeability. Its porous structure allows for efficient filtration while maintaining good breathability. This property makes it suitable for use in air purifiers, water filters, and industrial gas separation processes.Expand Specific Solutions05 Magnesium carbonate in packaging materials
Magnesium carbonate is incorporated into packaging materials to enhance breathability and moisture control. This is particularly useful for food packaging, where it helps to regulate humidity and prevent spoilage. The breathable nature of magnesium carbonate allows for the exchange of gases while maintaining product freshness.Expand Specific Solutions
Key Players in Advanced Textile Industry
The evaluation of magnesium carbonate for breathable textile technologies is currently in an emerging phase, with the market showing significant growth potential. The global market for advanced textile materials is expanding, driven by increasing demand for high-performance fabrics in various industries. While the technology is still developing, several key players are actively researching and innovating in this space. Companies like Air Liquide SA, Calix Ltd., and Disruptive Materials AB are at the forefront, leveraging their expertise in materials science and chemical engineering. Academic institutions such as Shandong University and Singapore University of Technology & Design are also contributing to advancements in this field. The technology's maturity is progressing, with some commercial applications already emerging, though further research and development are needed to fully realize its potential in breathable textile applications.
Negative Emissions Materials, Inc.
Technical Solution: Negative Emissions Materials, Inc. has developed a novel approach to utilizing magnesium carbonate in breathable textile technologies. Their process involves creating a nanostructured form of magnesium carbonate that can be integrated into fabric fibers. This nanostructured material enhances moisture-wicking properties while maintaining breathability. The company's technology allows for the controlled release of magnesium ions, which can potentially offer antimicrobial benefits to the wearer[1]. Additionally, their method incorporates a sustainable production process that captures CO2 during the synthesis of magnesium carbonate, contributing to carbon sequestration efforts[2].
Strengths: Innovative nanostructure design, dual functionality (moisture-wicking and antimicrobial), environmentally friendly production. Weaknesses: Potential scalability issues, higher production costs compared to traditional materials.
Calix Ltd.
Technical Solution: Calix Ltd. has pioneered a unique approach to magnesium carbonate production for breathable textile applications. Their patented technology, known as the Calix Flash Calcination (CFC) process, produces highly reactive magnesium oxide that can be easily converted to magnesium carbonate with enhanced properties[3]. This process results in a magnesium carbonate material with a high surface area and porosity, ideal for moisture management in textiles. Calix's method also allows for the incorporation of additional functional additives during the calcination process, enabling customization of the final product's properties. The company has demonstrated the ability to produce magnesium carbonate particles with controlled size distribution, which is crucial for uniform integration into textile fibers[4].
Strengths: Highly controllable production process, customizable product properties, potential for large-scale production. Weaknesses: Energy-intensive production method, may require specialized equipment for textile integration.
Core Innovations in MgCO3 Textile Applications
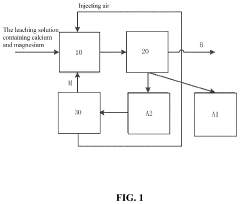
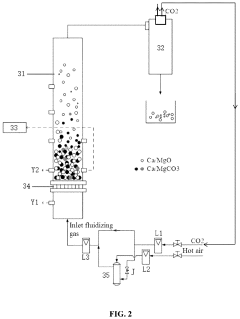
Systems of producing calcium and magnesium carbonate from the Ca/Mg containing solution leached by a CO<sub>2</sub>-based hydrometallurgical process
PatentActiveUS11952284B2
Innovation
- A CO2-based hydrometallurgical process that recovers calcium and magnesium carbonates from industrial waste, utilizing a precipitation reactor, solid-liquid separation unit, and thermal decomposition unit with a fluidized bed calcination system, which minimizes acid and alkaline consumption and recycles CO2, reducing energy usage and waste generation.
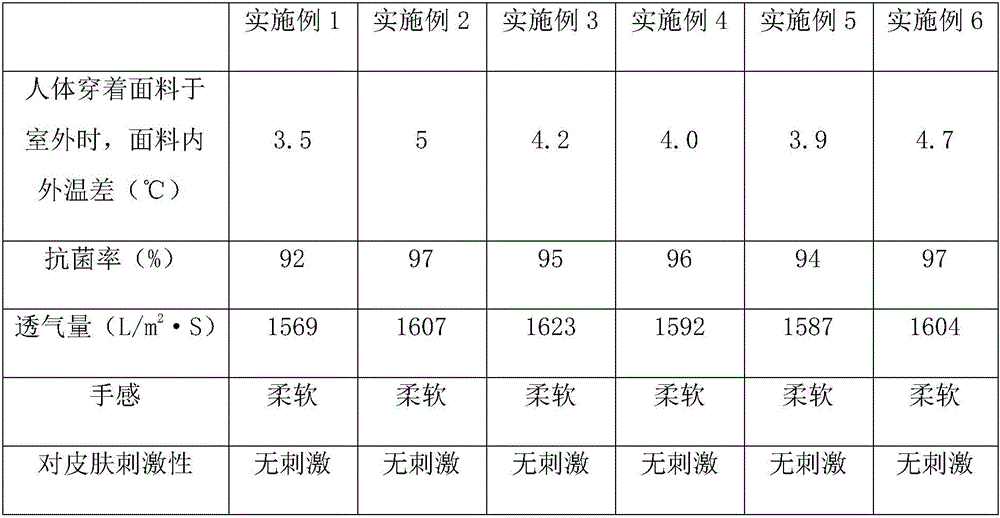
Breathable comfortable moisture-absorption, sweat-releasing and cooling fabric and preparation method thereof
PatentActiveCN106476353A
Innovation
- It adopts a three-layer fabric structure. The middle layer is tighter than the lower surface layer and the upper surface layer. It uses modified cotton fiber, ultra-fine polyester fiber and bamboo fiber to form nanomaterials and surface modification through alkali activation and low-temperature plasma treatment. , combined with chitosan oligosaccharide and nano-groove structure, to form capillary effect and natural cooling effect.
Environmental Impact of MgCO3 in Textiles
The environmental impact of magnesium carbonate (MgCO3) in textiles is a crucial consideration for the development of breathable textile technologies. MgCO3 has gained attention in the textile industry due to its potential to enhance moisture management and thermal regulation properties. However, its widespread adoption necessitates a thorough examination of its ecological footprint throughout the product lifecycle.
The production of MgCO3 for textile applications involves mining and processing of magnesite ore or the reaction of magnesium-rich brines with carbon dioxide. These processes can lead to land disturbance, energy consumption, and greenhouse gas emissions. However, compared to some synthetic alternatives, MgCO3 production generally has a lower environmental impact due to its natural abundance and relatively simple extraction methods.
In textile manufacturing, the incorporation of MgCO3 into fabrics typically requires less energy-intensive processes compared to some synthetic treatments. This can potentially reduce the overall carbon footprint of textile production. Additionally, MgCO3-treated textiles may exhibit improved durability and performance, potentially extending the lifespan of garments and reducing the need for frequent replacements.
During the use phase, MgCO3-enhanced textiles can contribute to energy savings by improving thermal regulation and moisture management. This may lead to reduced reliance on air conditioning and heating systems, indirectly lowering energy consumption and associated environmental impacts. Furthermore, the improved moisture-wicking properties can decrease the frequency of washing, conserving water and reducing the release of microfibers into aquatic ecosystems.
End-of-life considerations for MgCO3-treated textiles are generally favorable. As a naturally occurring mineral, MgCO3 does not pose significant risks of persistent environmental contamination. In composting or landfill scenarios, it can gradually decompose without releasing harmful substances. However, the potential for MgCO3 to affect soil pH in disposal environments should be monitored.
Recycling of MgCO3-treated textiles presents both challenges and opportunities. While the presence of MgCO3 may complicate some recycling processes, it does not inherently prevent recycling. Research into specialized recycling methods for these textiles could further enhance their environmental profile.
In conclusion, the environmental impact of MgCO3 in textiles appears to be relatively benign compared to many synthetic alternatives. Its natural origin, potential for energy savings during use, and favorable end-of-life characteristics contribute to a generally positive environmental profile. However, ongoing research and life cycle assessments are necessary to fully quantify its impacts and identify areas for further improvement in sustainable textile technologies.
The production of MgCO3 for textile applications involves mining and processing of magnesite ore or the reaction of magnesium-rich brines with carbon dioxide. These processes can lead to land disturbance, energy consumption, and greenhouse gas emissions. However, compared to some synthetic alternatives, MgCO3 production generally has a lower environmental impact due to its natural abundance and relatively simple extraction methods.
In textile manufacturing, the incorporation of MgCO3 into fabrics typically requires less energy-intensive processes compared to some synthetic treatments. This can potentially reduce the overall carbon footprint of textile production. Additionally, MgCO3-treated textiles may exhibit improved durability and performance, potentially extending the lifespan of garments and reducing the need for frequent replacements.
During the use phase, MgCO3-enhanced textiles can contribute to energy savings by improving thermal regulation and moisture management. This may lead to reduced reliance on air conditioning and heating systems, indirectly lowering energy consumption and associated environmental impacts. Furthermore, the improved moisture-wicking properties can decrease the frequency of washing, conserving water and reducing the release of microfibers into aquatic ecosystems.
End-of-life considerations for MgCO3-treated textiles are generally favorable. As a naturally occurring mineral, MgCO3 does not pose significant risks of persistent environmental contamination. In composting or landfill scenarios, it can gradually decompose without releasing harmful substances. However, the potential for MgCO3 to affect soil pH in disposal environments should be monitored.
Recycling of MgCO3-treated textiles presents both challenges and opportunities. While the presence of MgCO3 may complicate some recycling processes, it does not inherently prevent recycling. Research into specialized recycling methods for these textiles could further enhance their environmental profile.
In conclusion, the environmental impact of MgCO3 in textiles appears to be relatively benign compared to many synthetic alternatives. Its natural origin, potential for energy savings during use, and favorable end-of-life characteristics contribute to a generally positive environmental profile. However, ongoing research and life cycle assessments are necessary to fully quantify its impacts and identify areas for further improvement in sustainable textile technologies.
Regulatory Framework for Textile Innovations
The regulatory framework for textile innovations plays a crucial role in the development and adoption of new technologies, such as the use of magnesium carbonate in breathable textile applications. As the textile industry continues to evolve, regulatory bodies must adapt to ensure the safety, quality, and environmental sustainability of innovative products.
In the context of magnesium carbonate for breathable textiles, several regulatory considerations come into play. First and foremost, the use of this material must comply with existing textile regulations, which vary by region. In the European Union, for instance, the REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation governs the use of chemical substances in various industries, including textiles. Manufacturers incorporating magnesium carbonate into their products must ensure compliance with REACH requirements, including registration and safety assessments.
Similarly, in the United States, the Consumer Product Safety Commission (CPSC) oversees textile safety regulations. The agency's focus on flammability standards and chemical safety may impact the use of magnesium carbonate in breathable textiles. Manufacturers must demonstrate that their innovative products meet or exceed these safety standards to gain market approval.
Environmental regulations also play a significant role in the development of textile innovations. As sustainability becomes increasingly important in the industry, regulatory bodies are implementing stricter guidelines for eco-friendly production processes and materials. The use of magnesium carbonate in breathable textiles may need to be evaluated for its environmental impact, including its sourcing, production, and end-of-life disposal.
Labeling and marketing regulations are another critical aspect of the regulatory framework. Claims about the breathability, moisture-wicking properties, or performance enhancements provided by magnesium carbonate-infused textiles must be substantiated and comply with advertising standards set by agencies such as the Federal Trade Commission (FTC) in the United States or the Advertising Standards Authority (ASA) in the United Kingdom.
As the technology advances, regulatory bodies may need to develop new standards or adapt existing ones to address the specific characteristics of magnesium carbonate in textiles. This could include testing protocols for breathability, durability, and safety of the material when used in various garment types and under different conditions.
International standards organizations, such as the International Organization for Standardization (ISO), may also play a role in establishing global benchmarks for the use of innovative materials like magnesium carbonate in textiles. These standards can help harmonize regulations across different regions and facilitate international trade of products incorporating this technology.
In the context of magnesium carbonate for breathable textiles, several regulatory considerations come into play. First and foremost, the use of this material must comply with existing textile regulations, which vary by region. In the European Union, for instance, the REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation governs the use of chemical substances in various industries, including textiles. Manufacturers incorporating magnesium carbonate into their products must ensure compliance with REACH requirements, including registration and safety assessments.
Similarly, in the United States, the Consumer Product Safety Commission (CPSC) oversees textile safety regulations. The agency's focus on flammability standards and chemical safety may impact the use of magnesium carbonate in breathable textiles. Manufacturers must demonstrate that their innovative products meet or exceed these safety standards to gain market approval.
Environmental regulations also play a significant role in the development of textile innovations. As sustainability becomes increasingly important in the industry, regulatory bodies are implementing stricter guidelines for eco-friendly production processes and materials. The use of magnesium carbonate in breathable textiles may need to be evaluated for its environmental impact, including its sourcing, production, and end-of-life disposal.
Labeling and marketing regulations are another critical aspect of the regulatory framework. Claims about the breathability, moisture-wicking properties, or performance enhancements provided by magnesium carbonate-infused textiles must be substantiated and comply with advertising standards set by agencies such as the Federal Trade Commission (FTC) in the United States or the Advertising Standards Authority (ASA) in the United Kingdom.
As the technology advances, regulatory bodies may need to develop new standards or adapt existing ones to address the specific characteristics of magnesium carbonate in textiles. This could include testing protocols for breathability, durability, and safety of the material when used in various garment types and under different conditions.
International standards organizations, such as the International Organization for Standardization (ISO), may also play a role in establishing global benchmarks for the use of innovative materials like magnesium carbonate in textiles. These standards can help harmonize regulations across different regions and facilitate international trade of products incorporating this technology.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!