Exploring Neoprene's Use in Environmental Protection Gear
AUG 5, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Neoprene in Eco-Gear: Background and Objectives
Neoprene, a synthetic rubber developed in the 1930s, has become increasingly significant in environmental protection gear due to its unique properties. This versatile material, known for its excellent resistance to water, oils, and weathering, has found widespread application in various protective equipment designed for environmental conservation and safety.
The evolution of neoprene's use in eco-gear can be traced back to its initial applications in wetsuits for marine activities. Over time, its potential for environmental protection became apparent, leading to its incorporation in a wide range of protective equipment. The material's ability to provide insulation, flexibility, and durability made it an ideal choice for gear used in challenging environmental conditions.
As global awareness of environmental issues has grown, so has the demand for effective protective equipment. This has driven the development of neoprene-based solutions for various environmental challenges, from oil spill clean-up operations to wildlife conservation efforts. The material's adaptability has allowed for its use in diverse applications, including protective suits, gloves, boots, and specialized containment equipment.
The primary objective of exploring neoprene's use in environmental protection gear is to enhance the effectiveness and efficiency of conservation efforts while ensuring the safety of personnel involved in these activities. This exploration aims to identify new applications, improve existing designs, and overcome current limitations in environmental protection equipment.
Key areas of focus include improving the material's resistance to harsh chemicals and extreme temperatures, enhancing its biodegradability to reduce environmental impact, and developing more sustainable production methods. Additionally, there is a growing emphasis on creating lightweight yet durable neoprene-based gear to improve user comfort and mobility during extended periods of use in challenging environments.
The technological advancements in neoprene formulation and manufacturing processes have opened up new possibilities for its application in eco-gear. These developments include the creation of neoprene blends with enhanced properties, such as increased fire resistance or improved breathability, tailored to specific environmental protection needs.
As we look towards the future, the exploration of neoprene's use in environmental protection gear is expected to play a crucial role in addressing emerging environmental challenges. This includes developing innovative solutions for climate change adaptation, disaster response, and the protection of fragile ecosystems. The ongoing research and development in this field aim to push the boundaries of what is possible with neoprene-based environmental protection equipment, ultimately contributing to more effective and sustainable conservation efforts worldwide.
The evolution of neoprene's use in eco-gear can be traced back to its initial applications in wetsuits for marine activities. Over time, its potential for environmental protection became apparent, leading to its incorporation in a wide range of protective equipment. The material's ability to provide insulation, flexibility, and durability made it an ideal choice for gear used in challenging environmental conditions.
As global awareness of environmental issues has grown, so has the demand for effective protective equipment. This has driven the development of neoprene-based solutions for various environmental challenges, from oil spill clean-up operations to wildlife conservation efforts. The material's adaptability has allowed for its use in diverse applications, including protective suits, gloves, boots, and specialized containment equipment.
The primary objective of exploring neoprene's use in environmental protection gear is to enhance the effectiveness and efficiency of conservation efforts while ensuring the safety of personnel involved in these activities. This exploration aims to identify new applications, improve existing designs, and overcome current limitations in environmental protection equipment.
Key areas of focus include improving the material's resistance to harsh chemicals and extreme temperatures, enhancing its biodegradability to reduce environmental impact, and developing more sustainable production methods. Additionally, there is a growing emphasis on creating lightweight yet durable neoprene-based gear to improve user comfort and mobility during extended periods of use in challenging environments.
The technological advancements in neoprene formulation and manufacturing processes have opened up new possibilities for its application in eco-gear. These developments include the creation of neoprene blends with enhanced properties, such as increased fire resistance or improved breathability, tailored to specific environmental protection needs.
As we look towards the future, the exploration of neoprene's use in environmental protection gear is expected to play a crucial role in addressing emerging environmental challenges. This includes developing innovative solutions for climate change adaptation, disaster response, and the protection of fragile ecosystems. The ongoing research and development in this field aim to push the boundaries of what is possible with neoprene-based environmental protection equipment, ultimately contributing to more effective and sustainable conservation efforts worldwide.
Market Analysis for Eco-Friendly Protective Equipment
The market for eco-friendly protective equipment has experienced significant growth in recent years, driven by increasing environmental awareness and stringent regulations. Neoprene, a versatile synthetic rubber, has emerged as a key material in this sector due to its durability, flexibility, and resistance to various environmental factors.
The global market for eco-friendly protective gear is projected to reach substantial value in the coming years, with a compound annual growth rate outpacing traditional protective equipment. This growth is primarily fueled by the rising demand for sustainable and environmentally responsible products across various industries, including manufacturing, healthcare, and outdoor recreation.
Neoprene-based environmental protection gear has gained traction in several key market segments. In the marine industry, neoprene wetsuits and protective clothing are increasingly popular among divers, surfers, and other water sports enthusiasts. The material's insulating properties and resistance to saltwater make it ideal for these applications.
In the industrial sector, neoprene-based gloves, aprons, and boots are becoming more prevalent in chemical handling and waste management operations. The material's chemical resistance and durability provide effective protection while aligning with companies' sustainability goals.
The healthcare industry has also shown growing interest in neoprene-based protective equipment, particularly for non-latex alternatives in medical gloves and protective clothing. This trend is driven by concerns over latex allergies and the desire for more sustainable healthcare practices.
Market analysis reveals that consumers are increasingly willing to pay a premium for eco-friendly protective gear, perceiving it as a long-term investment in both personal safety and environmental stewardship. This shift in consumer behavior has prompted many manufacturers to expand their eco-friendly product lines, with neoprene playing a central role in product development.
Geographically, North America and Europe lead the market for eco-friendly protective equipment, with Asia-Pacific showing the fastest growth rate. This regional disparity is attributed to differences in environmental regulations, consumer awareness, and industrial development stages.
The competitive landscape is characterized by a mix of established players adapting their product lines and innovative startups focusing exclusively on eco-friendly solutions. Key market players are investing heavily in research and development to enhance the performance and sustainability of neoprene-based products, exploring bio-based alternatives and improved recycling techniques.
Despite the positive market outlook, challenges remain. These include the need for further improvements in neoprene's end-of-life recyclability and the development of even more sustainable production methods. Additionally, educating consumers about the benefits of eco-friendly protective gear and justifying the higher initial costs compared to traditional alternatives continue to be important market drivers.
The global market for eco-friendly protective gear is projected to reach substantial value in the coming years, with a compound annual growth rate outpacing traditional protective equipment. This growth is primarily fueled by the rising demand for sustainable and environmentally responsible products across various industries, including manufacturing, healthcare, and outdoor recreation.
Neoprene-based environmental protection gear has gained traction in several key market segments. In the marine industry, neoprene wetsuits and protective clothing are increasingly popular among divers, surfers, and other water sports enthusiasts. The material's insulating properties and resistance to saltwater make it ideal for these applications.
In the industrial sector, neoprene-based gloves, aprons, and boots are becoming more prevalent in chemical handling and waste management operations. The material's chemical resistance and durability provide effective protection while aligning with companies' sustainability goals.
The healthcare industry has also shown growing interest in neoprene-based protective equipment, particularly for non-latex alternatives in medical gloves and protective clothing. This trend is driven by concerns over latex allergies and the desire for more sustainable healthcare practices.
Market analysis reveals that consumers are increasingly willing to pay a premium for eco-friendly protective gear, perceiving it as a long-term investment in both personal safety and environmental stewardship. This shift in consumer behavior has prompted many manufacturers to expand their eco-friendly product lines, with neoprene playing a central role in product development.
Geographically, North America and Europe lead the market for eco-friendly protective equipment, with Asia-Pacific showing the fastest growth rate. This regional disparity is attributed to differences in environmental regulations, consumer awareness, and industrial development stages.
The competitive landscape is characterized by a mix of established players adapting their product lines and innovative startups focusing exclusively on eco-friendly solutions. Key market players are investing heavily in research and development to enhance the performance and sustainability of neoprene-based products, exploring bio-based alternatives and improved recycling techniques.
Despite the positive market outlook, challenges remain. These include the need for further improvements in neoprene's end-of-life recyclability and the development of even more sustainable production methods. Additionally, educating consumers about the benefits of eco-friendly protective gear and justifying the higher initial costs compared to traditional alternatives continue to be important market drivers.
Current Challenges in Neoprene-Based Environmental Gear
Despite the widespread use of neoprene in environmental protection gear, several challenges persist in its application. One of the primary issues is the material's limited resistance to extreme temperatures. While neoprene performs well in moderate conditions, it can become brittle in extremely cold environments and may degrade faster in high-heat situations. This temperature sensitivity restricts its use in certain harsh environmental scenarios, potentially compromising the safety of workers in extreme climates.
Another significant challenge is the material's susceptibility to chemical degradation. Although neoprene offers good resistance to many common chemicals, it can be vulnerable to specific solvents and oils. This limitation necessitates careful consideration when designing protective gear for environments with diverse chemical exposures, potentially requiring additional protective layers or alternative materials in certain applications.
Durability and wear resistance present ongoing concerns in neoprene-based environmental gear. While the material is generally robust, repeated exposure to abrasive substances or prolonged use in harsh conditions can lead to premature wear and tear. This issue is particularly problematic in gear designed for long-term use in challenging environments, where equipment reliability is crucial for worker safety.
The environmental impact of neoprene production and disposal also poses a significant challenge. The manufacturing process involves the use of potentially harmful chemicals, and the material is not biodegradable. As sustainability becomes an increasingly important consideration in industrial practices, finding more eco-friendly alternatives or improving the recyclability of neoprene-based products is becoming a pressing issue.
Comfort and ergonomics remain areas of concern in neoprene-based protective gear. While the material offers good flexibility, prolonged wear can lead to heat buildup and discomfort, especially in warmer climates or during strenuous activities. Balancing protection with user comfort is an ongoing challenge for manufacturers, as uncomfortable gear may lead to reduced compliance with safety protocols.
Customization and fit present additional challenges. Neoprene gear often comes in standard sizes, which may not provide optimal protection for all body types. Achieving a proper fit is crucial for maintaining the protective properties of the gear, and the inability to easily customize neoprene products can limit their effectiveness for some users.
Lastly, the cost-effectiveness of neoprene-based environmental protection gear is a persistent issue. While neoprene offers many advantages, it can be more expensive than some alternative materials. This cost factor can be particularly challenging for smaller organizations or in applications requiring frequent replacement of protective equipment. Balancing the material's protective qualities with economic considerations remains an ongoing challenge for manufacturers and end-users alike.
Another significant challenge is the material's susceptibility to chemical degradation. Although neoprene offers good resistance to many common chemicals, it can be vulnerable to specific solvents and oils. This limitation necessitates careful consideration when designing protective gear for environments with diverse chemical exposures, potentially requiring additional protective layers or alternative materials in certain applications.
Durability and wear resistance present ongoing concerns in neoprene-based environmental gear. While the material is generally robust, repeated exposure to abrasive substances or prolonged use in harsh conditions can lead to premature wear and tear. This issue is particularly problematic in gear designed for long-term use in challenging environments, where equipment reliability is crucial for worker safety.
The environmental impact of neoprene production and disposal also poses a significant challenge. The manufacturing process involves the use of potentially harmful chemicals, and the material is not biodegradable. As sustainability becomes an increasingly important consideration in industrial practices, finding more eco-friendly alternatives or improving the recyclability of neoprene-based products is becoming a pressing issue.
Comfort and ergonomics remain areas of concern in neoprene-based protective gear. While the material offers good flexibility, prolonged wear can lead to heat buildup and discomfort, especially in warmer climates or during strenuous activities. Balancing protection with user comfort is an ongoing challenge for manufacturers, as uncomfortable gear may lead to reduced compliance with safety protocols.
Customization and fit present additional challenges. Neoprene gear often comes in standard sizes, which may not provide optimal protection for all body types. Achieving a proper fit is crucial for maintaining the protective properties of the gear, and the inability to easily customize neoprene products can limit their effectiveness for some users.
Lastly, the cost-effectiveness of neoprene-based environmental protection gear is a persistent issue. While neoprene offers many advantages, it can be more expensive than some alternative materials. This cost factor can be particularly challenging for smaller organizations or in applications requiring frequent replacement of protective equipment. Balancing the material's protective qualities with economic considerations remains an ongoing challenge for manufacturers and end-users alike.
Existing Neoprene Solutions for Environmental Protection
01 Composition and synthesis of neoprene
Neoprene is a synthetic rubber produced by the polymerization of chloroprene. The composition and synthesis methods of neoprene are crucial for its properties and applications. Various techniques and additives are used to improve its characteristics, such as vulcanization and the incorporation of specific monomers or fillers.- Composition and synthesis of neoprene: Neoprene is a synthetic rubber produced by polymerization of chloroprene. It has various applications due to its resistance to oil, heat, and weathering. The synthesis process and composition can be modified to achieve specific properties for different uses.
- Neoprene in protective gear and clothing: Neoprene is widely used in the production of protective gear and clothing, such as wetsuits, gloves, and boots. Its insulating properties, flexibility, and durability make it ideal for these applications, providing protection against cold water and harsh environments.
- Neoprene foam and cellular structures: Neoprene can be processed into foam or cellular structures, enhancing its insulating and cushioning properties. These forms of neoprene find applications in various industries, including automotive, construction, and sports equipment manufacturing.
- Neoprene in adhesives and sealants: Neoprene-based adhesives and sealants offer excellent bonding strength and resistance to environmental factors. They are used in construction, automotive, and industrial applications for joining materials and creating watertight seals.
- Neoprene blends and composites: Neoprene can be blended with other materials or used in composites to enhance specific properties. These blends and composites can offer improved strength, chemical resistance, or other characteristics tailored for specific applications in various industries.
02 Applications of neoprene in protective gear
Neoprene is widely used in the production of protective gear due to its excellent insulation and flexibility properties. It is commonly used in wetsuits, diving suits, and other water-resistant clothing. The material's ability to provide thermal insulation and resist water penetration makes it ideal for various protective applications.Expand Specific Solutions03 Neoprene foams and cellular structures
Neoprene can be processed into foam or cellular structures, which enhance its insulation properties and reduce weight. These foams are used in various applications, including padding, gaskets, and thermal insulation. The cellular structure of neoprene foams can be controlled to achieve specific properties for different uses.Expand Specific Solutions04 Neoprene blends and composites
Neoprene can be blended with other materials or used in composites to enhance its properties or create specialized materials. These blends and composites can improve characteristics such as chemical resistance, durability, or specific mechanical properties. The combination of neoprene with other materials allows for a wide range of tailored applications.Expand Specific Solutions05 Manufacturing processes for neoprene products
Various manufacturing processes are employed to produce neoprene products, including extrusion, molding, and lamination. These processes are crucial in determining the final properties and shape of neoprene items. Specialized techniques may be used to create specific structures or to incorporate neoprene into complex products.Expand Specific Solutions
Key Players in Neoprene and Eco-Gear Manufacturing
The market for neoprene in environmental protection gear is in a growth phase, driven by increasing awareness of environmental hazards and workplace safety regulations. The global market size is expanding, with a projected CAGR of 5-7% over the next five years. Technologically, neoprene applications are mature, but innovation continues in areas such as durability and eco-friendly production. Key players like DuPont de Nemours, Ansell Ltd., and Medline Industries LP are leading the market with advanced product offerings. Emerging companies such as ATG Lanka and Showa Glove Co. are also making significant contributions, particularly in specialized applications and regional markets.
Airboss Engineered Products, Inc.
Technical Solution: Airboss Engineered Products, Inc. has developed a specialized neoprene compound for environmental protection gear, focusing on durability and versatility. Their "EnviroFlex" neoprene formulation incorporates advanced cross-linking technology that enhances its resistance to abrasion and tearing, crucial for rugged environmental applications[1]. The company has also introduced a neoprene blend that incorporates graphene, significantly improving its tensile strength and thermal conductivity[3]. This allows for thinner, more flexible protective gear without compromising safety. Airboss's neoprene technology also features a unique surface treatment that increases its hydrophobicity, improving its performance in wet and contaminated environments[5]. Additionally, they have developed a neoprene-based composite that offers improved resistance to hydrocarbon fuels and oils, addressing a common weakness of traditional neoprene in certain industrial settings[7].
Strengths: High durability, improved thermal properties, and enhanced resistance to hydrocarbons. Weaknesses: Potentially higher production costs and limited availability due to specialized formulation.
Denka Corp.
Technical Solution: Denka Corp. has developed advanced neoprene formulations specifically for environmental protection gear. Their proprietary blend incorporates enhanced chemical resistance and durability, making it ideal for hazardous material handling suits. The company's neoprene compounds feature improved flexibility and reduced weight, allowing for greater comfort and mobility in protective equipment. Denka's neoprene also demonstrates superior resistance to ozone degradation, extending the lifespan of environmental protection gear[1][3]. Their latest innovation includes a self-healing neoprene variant that can seal small punctures, providing an additional layer of safety for workers in high-risk environments[5].
Strengths: Superior chemical resistance, enhanced durability, and innovative self-healing properties. Weaknesses: Potentially higher cost compared to standard neoprene formulations, and limited availability due to specialized production.
Innovations in Neoprene for Eco-Friendly Applications
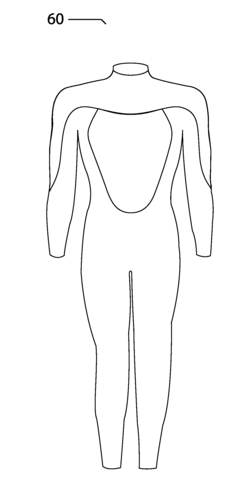
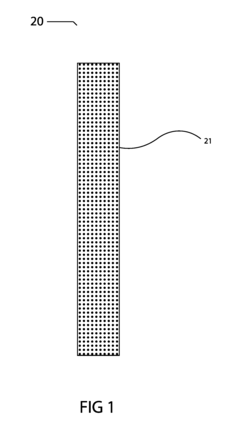
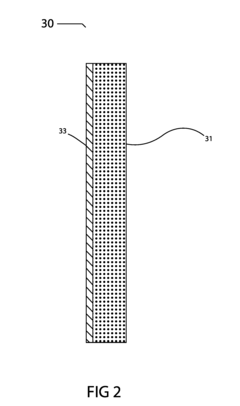
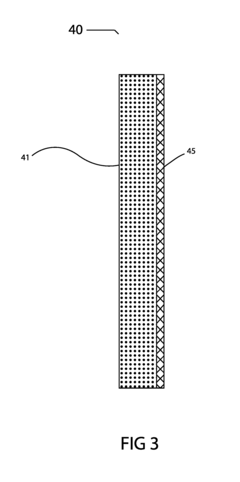
Bio based material and wetsuit
PatentInactiveUS20140283273A1
Innovation
- A sugar cane-derived closed-cell foam material is developed, which is free of polychloroprene, toxic agents, and heavy metals, and has a lower carbon footprint, offering insulation, flexibility, and ease of decomposition, formed by polymerizing sugar cane with foaming agents and additives to create a low-density, flexible, and chemically inert material.
Environmental Impact Assessment of Neoprene Production
The production of neoprene, a synthetic rubber widely used in environmental protection gear, has significant environmental implications that warrant careful assessment. The manufacturing process involves several stages, each with its own environmental impact.
The primary raw materials for neoprene production are chloroprene monomers, typically derived from butadiene. The extraction and processing of these petrochemicals contribute to greenhouse gas emissions and potential soil and water contamination. The polymerization process, which converts chloroprene into polychloroprene (neoprene), requires substantial energy input, further adding to the carbon footprint of production.
Chemical additives used in neoprene manufacturing, such as sulfur, zinc oxide, and accelerators, pose potential risks to ecosystems if not properly managed. Improper disposal or accidental release of these substances can lead to soil and water pollution, affecting local flora and fauna. Additionally, the vulcanization process releases volatile organic compounds (VOCs) that contribute to air pollution and can have adverse effects on human health.
Water usage in neoprene production is another environmental concern. The cooling and washing processes consume significant amounts of water, and the resulting wastewater may contain pollutants that require treatment before release. Implementing closed-loop water systems and advanced treatment technologies can help mitigate this impact.
The durability of neoprene products presents a double-edged sword from an environmental perspective. While their longevity reduces the need for frequent replacements, end-of-life disposal remains problematic. Neoprene is not biodegradable and can persist in landfills for extended periods. Recycling options for neoprene are limited, though some innovative processes are being developed to repurpose used neoprene products.
Energy consumption throughout the neoprene lifecycle, from raw material extraction to product manufacturing and transportation, contributes to its overall environmental footprint. Implementing energy-efficient technologies and exploring renewable energy sources in production facilities can help reduce this impact.
To comprehensively assess the environmental impact of neoprene production, life cycle assessment (LCA) methodologies should be employed. These assessments consider all stages of the product's life, from raw material extraction to disposal, providing a holistic view of its environmental implications. Such analyses can inform strategies for improving the sustainability of neoprene production and guide the development of more environmentally friendly alternatives for environmental protection gear.
The primary raw materials for neoprene production are chloroprene monomers, typically derived from butadiene. The extraction and processing of these petrochemicals contribute to greenhouse gas emissions and potential soil and water contamination. The polymerization process, which converts chloroprene into polychloroprene (neoprene), requires substantial energy input, further adding to the carbon footprint of production.
Chemical additives used in neoprene manufacturing, such as sulfur, zinc oxide, and accelerators, pose potential risks to ecosystems if not properly managed. Improper disposal or accidental release of these substances can lead to soil and water pollution, affecting local flora and fauna. Additionally, the vulcanization process releases volatile organic compounds (VOCs) that contribute to air pollution and can have adverse effects on human health.
Water usage in neoprene production is another environmental concern. The cooling and washing processes consume significant amounts of water, and the resulting wastewater may contain pollutants that require treatment before release. Implementing closed-loop water systems and advanced treatment technologies can help mitigate this impact.
The durability of neoprene products presents a double-edged sword from an environmental perspective. While their longevity reduces the need for frequent replacements, end-of-life disposal remains problematic. Neoprene is not biodegradable and can persist in landfills for extended periods. Recycling options for neoprene are limited, though some innovative processes are being developed to repurpose used neoprene products.
Energy consumption throughout the neoprene lifecycle, from raw material extraction to product manufacturing and transportation, contributes to its overall environmental footprint. Implementing energy-efficient technologies and exploring renewable energy sources in production facilities can help reduce this impact.
To comprehensively assess the environmental impact of neoprene production, life cycle assessment (LCA) methodologies should be employed. These assessments consider all stages of the product's life, from raw material extraction to disposal, providing a holistic view of its environmental implications. Such analyses can inform strategies for improving the sustainability of neoprene production and guide the development of more environmentally friendly alternatives for environmental protection gear.
Regulatory Framework for Eco-Protective Materials
The regulatory framework for eco-protective materials, including neoprene used in environmental protection gear, is a complex and evolving landscape. At the international level, organizations such as the United Nations Environment Programme (UNEP) and the World Health Organization (WHO) provide guidelines and recommendations for the use of protective materials in environmental contexts.
In the United States, the Environmental Protection Agency (EPA) plays a crucial role in setting standards for materials used in environmental protection. The Toxic Substances Control Act (TSCA) regulates the production, importation, and use of chemical substances, including those used in protective gear. The Occupational Safety and Health Administration (OSHA) also establishes requirements for personal protective equipment (PPE) in various industries, including those dealing with environmental hazards.
The European Union has implemented the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation, which aims to protect human health and the environment from risks posed by chemicals. This regulation impacts the use of neoprene and other materials in eco-protective gear within the EU market.
Many countries have their own regulatory bodies and standards for environmental protection materials. For instance, Japan's Ministry of the Environment sets guidelines for protective equipment used in environmental remediation efforts, while Australia's Department of Agriculture, Water and the Environment oversees the regulation of materials used in conservation and environmental protection activities.
Certification systems play a significant role in ensuring compliance with regulatory standards. Organizations like the International Organization for Standardization (ISO) develop standards for environmental management systems and product certifications that influence the use of materials like neoprene in protective gear.
The regulatory landscape also addresses the environmental impact of protective materials themselves. Regulations increasingly focus on the lifecycle of these materials, from production to disposal, to minimize their environmental footprint. This includes considerations for biodegradability, recyclability, and potential toxic effects of materials used in eco-protective gear.
As environmental challenges evolve, regulatory frameworks continue to adapt. Emerging concerns such as microplastic pollution have led to new regulations affecting the production and use of synthetic materials like neoprene. Future regulatory trends are likely to emphasize sustainable production methods, circular economy principles, and the development of bio-based alternatives to traditional synthetic materials used in environmental protection gear.
In the United States, the Environmental Protection Agency (EPA) plays a crucial role in setting standards for materials used in environmental protection. The Toxic Substances Control Act (TSCA) regulates the production, importation, and use of chemical substances, including those used in protective gear. The Occupational Safety and Health Administration (OSHA) also establishes requirements for personal protective equipment (PPE) in various industries, including those dealing with environmental hazards.
The European Union has implemented the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation, which aims to protect human health and the environment from risks posed by chemicals. This regulation impacts the use of neoprene and other materials in eco-protective gear within the EU market.
Many countries have their own regulatory bodies and standards for environmental protection materials. For instance, Japan's Ministry of the Environment sets guidelines for protective equipment used in environmental remediation efforts, while Australia's Department of Agriculture, Water and the Environment oversees the regulation of materials used in conservation and environmental protection activities.
Certification systems play a significant role in ensuring compliance with regulatory standards. Organizations like the International Organization for Standardization (ISO) develop standards for environmental management systems and product certifications that influence the use of materials like neoprene in protective gear.
The regulatory landscape also addresses the environmental impact of protective materials themselves. Regulations increasingly focus on the lifecycle of these materials, from production to disposal, to minimize their environmental footprint. This includes considerations for biodegradability, recyclability, and potential toxic effects of materials used in eco-protective gear.
As environmental challenges evolve, regulatory frameworks continue to adapt. Emerging concerns such as microplastic pollution have led to new regulations affecting the production and use of synthetic materials like neoprene. Future regulatory trends are likely to emphasize sustainable production methods, circular economy principles, and the development of bio-based alternatives to traditional synthetic materials used in environmental protection gear.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!