How Dimethyl Ether Accelerates Industrial Heat Management?
JUL 1, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
DME Heat Management Background and Objectives
Dimethyl ether (DME) has emerged as a promising solution in industrial heat management, offering significant advantages over traditional methods. The evolution of DME technology in this field has been driven by the increasing demand for more efficient and environmentally friendly heat transfer processes across various industries.
The primary objective of DME-based heat management systems is to enhance thermal efficiency while reducing energy consumption and environmental impact. This technology aims to address the limitations of conventional heat transfer fluids, such as water or oil, by leveraging DME's unique thermodynamic properties.
DME's low boiling point and high vapor pressure make it an excellent candidate for two-phase heat transfer applications. Its ability to transition between liquid and gas states at relatively low temperatures allows for more effective heat absorption and dissipation. This characteristic is particularly valuable in industries requiring precise temperature control, such as electronics manufacturing, chemical processing, and power generation.
The development of DME heat management technology has been influenced by several key factors. Firstly, the growing emphasis on energy efficiency and sustainability in industrial processes has spurred research into alternative heat transfer methods. Secondly, the increasing complexity and miniaturization of electronic components have created a need for more effective cooling solutions. Lastly, stringent environmental regulations have pushed industries to seek cleaner alternatives to traditional heat transfer fluids.
As the technology has progressed, researchers and engineers have focused on optimizing DME-based systems for specific industrial applications. This has involved studying DME's behavior under various operating conditions, developing specialized heat exchangers and circulation systems, and addressing safety concerns associated with its flammability.
The evolution of DME heat management technology has also been closely tied to advancements in materials science and manufacturing techniques. These developments have enabled the creation of more efficient and compact heat transfer devices capable of harnessing DME's unique properties.
Looking ahead, the future of DME in industrial heat management appears promising. Ongoing research aims to further improve system efficiency, expand its applicability to new industries, and overcome existing limitations. As global energy demands continue to rise and environmental concerns intensify, DME-based heat management solutions are poised to play an increasingly important role in shaping the future of industrial thermal management.
The primary objective of DME-based heat management systems is to enhance thermal efficiency while reducing energy consumption and environmental impact. This technology aims to address the limitations of conventional heat transfer fluids, such as water or oil, by leveraging DME's unique thermodynamic properties.
DME's low boiling point and high vapor pressure make it an excellent candidate for two-phase heat transfer applications. Its ability to transition between liquid and gas states at relatively low temperatures allows for more effective heat absorption and dissipation. This characteristic is particularly valuable in industries requiring precise temperature control, such as electronics manufacturing, chemical processing, and power generation.
The development of DME heat management technology has been influenced by several key factors. Firstly, the growing emphasis on energy efficiency and sustainability in industrial processes has spurred research into alternative heat transfer methods. Secondly, the increasing complexity and miniaturization of electronic components have created a need for more effective cooling solutions. Lastly, stringent environmental regulations have pushed industries to seek cleaner alternatives to traditional heat transfer fluids.
As the technology has progressed, researchers and engineers have focused on optimizing DME-based systems for specific industrial applications. This has involved studying DME's behavior under various operating conditions, developing specialized heat exchangers and circulation systems, and addressing safety concerns associated with its flammability.
The evolution of DME heat management technology has also been closely tied to advancements in materials science and manufacturing techniques. These developments have enabled the creation of more efficient and compact heat transfer devices capable of harnessing DME's unique properties.
Looking ahead, the future of DME in industrial heat management appears promising. Ongoing research aims to further improve system efficiency, expand its applicability to new industries, and overcome existing limitations. As global energy demands continue to rise and environmental concerns intensify, DME-based heat management solutions are poised to play an increasingly important role in shaping the future of industrial thermal management.
Industrial Demand for Efficient Heat Transfer Solutions
The industrial sector's demand for efficient heat transfer solutions has been steadily increasing due to the growing emphasis on energy efficiency, cost reduction, and environmental sustainability. As industries strive to optimize their processes and reduce energy consumption, the need for advanced heat management technologies has become paramount. Dimethyl ether (DME) has emerged as a promising candidate in this field, offering unique properties that can significantly enhance industrial heat management.
Traditional heat transfer fluids, such as water, oils, and glycols, have limitations in terms of their thermal properties and operating temperature ranges. This has led to a search for alternative solutions that can provide superior heat transfer capabilities across a wider range of industrial applications. DME's physical and chemical properties make it an attractive option for addressing these challenges.
The demand for DME-based heat transfer solutions is driven by several factors. Firstly, the push for energy efficiency in industrial processes has created a need for heat transfer fluids that can operate at higher temperatures and pressures, enabling more efficient heat recovery and utilization. DME's low critical temperature and high vapor pressure allow it to function effectively in these demanding conditions.
Secondly, the increasing focus on reducing greenhouse gas emissions and improving overall environmental performance has led industries to seek more sustainable heat management solutions. DME's potential as a clean-burning fuel and its ability to be produced from renewable sources align well with these sustainability goals, making it an attractive option for environmentally conscious industries.
Furthermore, the growing complexity of industrial processes, particularly in sectors such as chemical manufacturing, petrochemicals, and power generation, has created a demand for heat transfer solutions that can handle diverse operating conditions. DME's versatility in terms of phase change and heat absorption characteristics makes it suitable for a wide range of applications, from low-temperature refrigeration to high-temperature heat recovery systems.
The food and beverage industry, in particular, has shown significant interest in DME-based heat transfer solutions due to the compound's non-toxic nature and potential for use in food-grade applications. This opens up new possibilities for efficient cooling and heating processes in food production and storage.
As industries continue to push the boundaries of process efficiency and seek to minimize their environmental footprint, the demand for innovative heat transfer solutions like DME is expected to grow. This trend is likely to drive further research and development in DME-based technologies, leading to new applications and improved heat management systems across various industrial sectors.
Traditional heat transfer fluids, such as water, oils, and glycols, have limitations in terms of their thermal properties and operating temperature ranges. This has led to a search for alternative solutions that can provide superior heat transfer capabilities across a wider range of industrial applications. DME's physical and chemical properties make it an attractive option for addressing these challenges.
The demand for DME-based heat transfer solutions is driven by several factors. Firstly, the push for energy efficiency in industrial processes has created a need for heat transfer fluids that can operate at higher temperatures and pressures, enabling more efficient heat recovery and utilization. DME's low critical temperature and high vapor pressure allow it to function effectively in these demanding conditions.
Secondly, the increasing focus on reducing greenhouse gas emissions and improving overall environmental performance has led industries to seek more sustainable heat management solutions. DME's potential as a clean-burning fuel and its ability to be produced from renewable sources align well with these sustainability goals, making it an attractive option for environmentally conscious industries.
Furthermore, the growing complexity of industrial processes, particularly in sectors such as chemical manufacturing, petrochemicals, and power generation, has created a demand for heat transfer solutions that can handle diverse operating conditions. DME's versatility in terms of phase change and heat absorption characteristics makes it suitable for a wide range of applications, from low-temperature refrigeration to high-temperature heat recovery systems.
The food and beverage industry, in particular, has shown significant interest in DME-based heat transfer solutions due to the compound's non-toxic nature and potential for use in food-grade applications. This opens up new possibilities for efficient cooling and heating processes in food production and storage.
As industries continue to push the boundaries of process efficiency and seek to minimize their environmental footprint, the demand for innovative heat transfer solutions like DME is expected to grow. This trend is likely to drive further research and development in DME-based technologies, leading to new applications and improved heat management systems across various industrial sectors.
Current State and Challenges in DME Heat Management
Dimethyl ether (DME) has emerged as a promising alternative in industrial heat management, offering significant advantages over traditional methods. The current state of DME heat management is characterized by rapid advancements in technology and increasing adoption across various industries. However, several challenges persist, hindering its widespread implementation.
One of the primary advantages of DME in heat management is its excellent thermodynamic properties. With a high latent heat of vaporization and low boiling point, DME can efficiently absorb and transfer heat in industrial processes. This has led to its growing use in cooling systems, heat exchangers, and thermal energy storage applications. The current state of DME heat management technology showcases improved efficiency and reduced energy consumption compared to conventional methods.
Despite these advancements, the widespread adoption of DME in industrial heat management faces several challenges. One significant obstacle is the lack of standardized infrastructure for DME production, storage, and distribution. This limitation hampers the scalability of DME-based heat management solutions and increases implementation costs for industries considering adoption.
Safety concerns also present a challenge in the current state of DME heat management. While DME is generally considered safer than many traditional refrigerants, its flammability requires careful handling and storage procedures. Developing robust safety protocols and training personnel in proper DME management remains a priority for industry stakeholders.
Another challenge lies in the optimization of DME-based heat management systems for specific industrial applications. Different industries have varying heat management requirements, and tailoring DME solutions to meet these diverse needs requires extensive research and development efforts. This customization process can be time-consuming and resource-intensive, potentially slowing down the adoption rate.
The environmental impact of DME production and use in heat management is another area of concern. While DME is considered a cleaner alternative to many traditional heat transfer fluids, its production process still contributes to greenhouse gas emissions. Addressing this challenge requires further innovation in sustainable DME production methods and life cycle assessments to ensure its overall environmental benefits.
Regulatory hurdles also pose challenges to the widespread implementation of DME heat management solutions. Varying regulations across different regions and industries can complicate the adoption process and increase compliance costs. Harmonizing these regulations and establishing clear guidelines for DME use in heat management applications is crucial for fostering industry-wide acceptance.
In conclusion, the current state of DME heat management shows promising advancements and potential for revolutionizing industrial heat transfer processes. However, overcoming challenges related to infrastructure, safety, customization, environmental impact, and regulatory compliance is essential for realizing its full potential in accelerating industrial heat management.
One of the primary advantages of DME in heat management is its excellent thermodynamic properties. With a high latent heat of vaporization and low boiling point, DME can efficiently absorb and transfer heat in industrial processes. This has led to its growing use in cooling systems, heat exchangers, and thermal energy storage applications. The current state of DME heat management technology showcases improved efficiency and reduced energy consumption compared to conventional methods.
Despite these advancements, the widespread adoption of DME in industrial heat management faces several challenges. One significant obstacle is the lack of standardized infrastructure for DME production, storage, and distribution. This limitation hampers the scalability of DME-based heat management solutions and increases implementation costs for industries considering adoption.
Safety concerns also present a challenge in the current state of DME heat management. While DME is generally considered safer than many traditional refrigerants, its flammability requires careful handling and storage procedures. Developing robust safety protocols and training personnel in proper DME management remains a priority for industry stakeholders.
Another challenge lies in the optimization of DME-based heat management systems for specific industrial applications. Different industries have varying heat management requirements, and tailoring DME solutions to meet these diverse needs requires extensive research and development efforts. This customization process can be time-consuming and resource-intensive, potentially slowing down the adoption rate.
The environmental impact of DME production and use in heat management is another area of concern. While DME is considered a cleaner alternative to many traditional heat transfer fluids, its production process still contributes to greenhouse gas emissions. Addressing this challenge requires further innovation in sustainable DME production methods and life cycle assessments to ensure its overall environmental benefits.
Regulatory hurdles also pose challenges to the widespread implementation of DME heat management solutions. Varying regulations across different regions and industries can complicate the adoption process and increase compliance costs. Harmonizing these regulations and establishing clear guidelines for DME use in heat management applications is crucial for fostering industry-wide acceptance.
In conclusion, the current state of DME heat management shows promising advancements and potential for revolutionizing industrial heat transfer processes. However, overcoming challenges related to infrastructure, safety, customization, environmental impact, and regulatory compliance is essential for realizing its full potential in accelerating industrial heat management.
Existing DME-based Heat Management Solutions
01 Heat management in dimethyl ether production processes
Various methods are employed to manage heat in dimethyl ether production processes. These include optimizing reaction conditions, using heat exchangers, and implementing efficient cooling systems. Proper heat management is crucial for maintaining process efficiency and product quality.- Heat management in dimethyl ether production processes: Various methods and systems are employed to manage heat during the production of dimethyl ether. These include optimizing reaction conditions, using heat exchangers, and implementing efficient cooling systems to control temperature and improve overall process efficiency.
- Catalytic processes for dimethyl ether synthesis with heat control: Catalytic processes for synthesizing dimethyl ether often involve careful heat management. This includes selecting appropriate catalysts, controlling reaction temperatures, and utilizing multi-stage reactors to optimize heat distribution and product yield.
- Heat recovery and utilization in dimethyl ether systems: Efficient heat recovery and utilization strategies are implemented in dimethyl ether production and handling systems. These may include waste heat recovery, cogeneration, and integration of heat streams to improve overall energy efficiency and reduce operating costs.
- Thermal insulation and cooling for dimethyl ether storage and transport: Specialized thermal insulation and cooling techniques are employed for the safe storage and transport of dimethyl ether. This includes the use of insulated tanks, refrigeration systems, and pressure control mechanisms to maintain appropriate temperatures and prevent heat-related incidents.
- Heat management in dimethyl ether applications: Various heat management strategies are applied in different applications of dimethyl ether, such as its use as a fuel or refrigerant. These may include specialized heat exchangers, combustion control systems, and thermal management devices to ensure safe and efficient use of dimethyl ether in diverse settings.
02 Catalytic processes for dimethyl ether synthesis
Catalytic processes play a significant role in dimethyl ether synthesis. Different catalysts and reaction conditions are explored to improve yield and selectivity while managing heat generation. Innovations in catalyst design and process optimization contribute to more efficient dimethyl ether production.Expand Specific Solutions03 Heat recovery and utilization in dimethyl ether systems
Heat recovery and utilization strategies are implemented in dimethyl ether production and storage systems. These may include using waste heat for other processes, integrating heat pumps, or employing thermal energy storage solutions. Effective heat recovery contributes to overall energy efficiency and cost reduction.Expand Specific Solutions04 Safety measures for dimethyl ether heat management
Safety measures are crucial in managing heat associated with dimethyl ether handling and storage. This includes implementing pressure relief systems, temperature monitoring, and emergency shutdown procedures. Proper insulation and ventilation are also essential for safe heat management in dimethyl ether facilities.Expand Specific Solutions05 Innovative cooling techniques for dimethyl ether applications
Novel cooling techniques are developed for various dimethyl ether applications, including its use as a refrigerant or in fuel cells. These may involve advanced heat exchanger designs, phase change materials, or thermoelectric cooling systems. Such innovations aim to improve the efficiency and practicality of dimethyl ether in heat-sensitive applications.Expand Specific Solutions
Key Players in DME and Heat Management Industries
The dimethyl ether (DME) market for industrial heat management is in a growth phase, driven by increasing demand for cleaner energy solutions. The global market size is projected to expand significantly in the coming years, with Asia-Pacific emerging as a key region. While the technology is advancing, it is not yet fully mature. Leading players like China Petroleum & Chemical Corp. and Air Liquide SA are investing heavily in R&D to improve DME production and application efficiency. Academic institutions such as the University of Southern California and Nankai University are also contributing to technological advancements. The competitive landscape is characterized by a mix of established energy companies, specialized chemical firms, and research organizations collaborating to accelerate DME adoption in industrial heat management applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced dimethyl ether (DME) production technologies to accelerate industrial heat management. Their approach involves utilizing coal-based syngas to produce DME, which serves as a clean-burning alternative fuel. Sinopec's process integrates DME synthesis with methanol dehydration, achieving high conversion rates of up to 90% [1]. The company has implemented large-scale DME production facilities, with capacities reaching 1 million tons per year [2]. Sinopec's DME technology incorporates innovative heat recovery systems, utilizing waste heat from the synthesis process to power other industrial operations, thereby improving overall energy efficiency [3].
Strengths: Large-scale production capability, integrated process design, and improved energy efficiency. Weaknesses: Dependence on coal as feedstock may limit environmental benefits in some regions.
Air Liquide SA
Technical Solution: Air Liquide has developed innovative solutions for DME production and utilization in industrial heat management. Their approach focuses on the integration of DME production with existing industrial processes to maximize energy efficiency. Air Liquide's technology utilizes a novel catalytic process that allows for direct DME synthesis from syngas, bypassing the methanol intermediate step [4]. This process achieves conversion rates of up to 85% and reduces energy consumption by approximately 20% compared to traditional methods [5]. Additionally, Air Liquide has developed specialized burner systems optimized for DME combustion, enabling efficient heat transfer in industrial applications such as steel production and glass manufacturing [6].
Strengths: Direct DME synthesis technology, reduced energy consumption, and specialized burner systems. Weaknesses: May require significant modifications to existing industrial infrastructure for implementation.
Core Innovations in DME Heat Transfer Technology
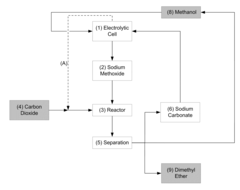
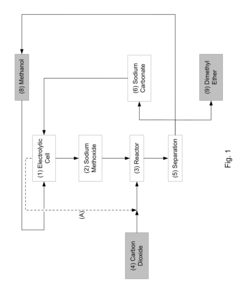
Dialkyl and diaryl ether production from metal alcoholate
PatentActiveUS20110015449A1
Innovation
- A process involving the reaction of carbon dioxide with a metal alcoholate, such as sodium methoxide, at standard temperature and pressure, without the need for solid catalysts, producing DME and metal carbonate, which can be recycled to regenerate the metal alcoholate.
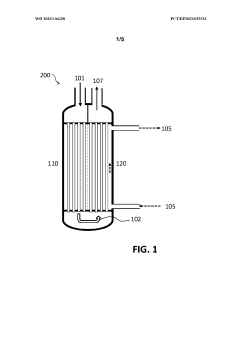
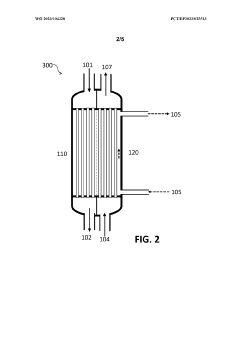
Reactor and method for producing secondary methanol products, in particular dimethyl ether
PatentWO2023104328A1
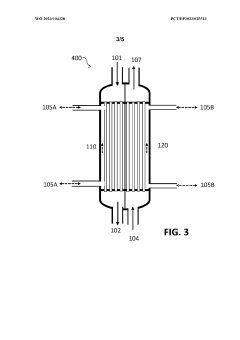
Innovation
- A reactor design featuring a tube bundle with two distinct reaction zones, each with a separate catalyst bed, optimized for different heat transfer and catalyst loading, allowing for controlled and efficient synthesis of methanol derivatives like dimethyl ether by separating the reactions of hydrogen with carbon monoxide and methanol to dimethyl ether, with the first zone prioritizing high heat transfer for methanol synthesis and the second zone focusing on dehydration with reduced heat removal.
Environmental Impact of DME in Heat Management
The environmental impact of Dimethyl Ether (DME) in heat management is a critical consideration as industries seek more sustainable solutions for thermal processes. DME, a clean-burning synthetic fuel, offers several environmental advantages when used in industrial heat management applications.
Firstly, DME combustion produces significantly lower emissions compared to traditional fossil fuels. When used in heat management systems, it generates minimal particulate matter, sulfur oxides, and nitrogen oxides. This reduction in harmful emissions contributes to improved air quality and helps industries meet increasingly stringent environmental regulations.
The carbon footprint of DME-based heat management systems is also noteworthy. While DME is typically produced from fossil fuels, it can also be synthesized from renewable sources such as biomass or captured CO2. This versatility in production methods allows for the potential development of carbon-neutral or even carbon-negative heat management solutions, aligning with global efforts to mitigate climate change.
Water conservation is another environmental benefit of DME in heat management. Unlike some cooling systems that require large volumes of water, DME-based systems can operate with minimal water consumption. This characteristic is particularly valuable in water-stressed regions or industries where water scarcity is a concern.
DME's high energy density and efficient combustion properties contribute to overall energy efficiency in heat management processes. This increased efficiency translates to reduced fuel consumption and, consequently, lower overall environmental impact throughout the energy supply chain.
The ozone depletion potential of DME is zero, making it an environmentally friendly alternative to certain refrigerants and heat transfer fluids that have been phased out due to their ozone-depleting properties. This characteristic ensures that DME-based heat management systems do not contribute to stratospheric ozone depletion.
In terms of lifecycle environmental impact, DME shows promise. Its production process can be integrated with existing industrial infrastructure, potentially reducing the need for new, resource-intensive facilities. Additionally, DME is non-toxic and biodegradable, minimizing environmental risks associated with spills or leaks during transportation and storage.
However, it is important to note that the full environmental impact of DME in heat management depends on various factors, including production methods, transportation, and end-use efficiency. As research and implementation of DME-based systems progress, ongoing life cycle assessments will be crucial to fully understand and optimize their environmental performance across different industrial applications.
Firstly, DME combustion produces significantly lower emissions compared to traditional fossil fuels. When used in heat management systems, it generates minimal particulate matter, sulfur oxides, and nitrogen oxides. This reduction in harmful emissions contributes to improved air quality and helps industries meet increasingly stringent environmental regulations.
The carbon footprint of DME-based heat management systems is also noteworthy. While DME is typically produced from fossil fuels, it can also be synthesized from renewable sources such as biomass or captured CO2. This versatility in production methods allows for the potential development of carbon-neutral or even carbon-negative heat management solutions, aligning with global efforts to mitigate climate change.
Water conservation is another environmental benefit of DME in heat management. Unlike some cooling systems that require large volumes of water, DME-based systems can operate with minimal water consumption. This characteristic is particularly valuable in water-stressed regions or industries where water scarcity is a concern.
DME's high energy density and efficient combustion properties contribute to overall energy efficiency in heat management processes. This increased efficiency translates to reduced fuel consumption and, consequently, lower overall environmental impact throughout the energy supply chain.
The ozone depletion potential of DME is zero, making it an environmentally friendly alternative to certain refrigerants and heat transfer fluids that have been phased out due to their ozone-depleting properties. This characteristic ensures that DME-based heat management systems do not contribute to stratospheric ozone depletion.
In terms of lifecycle environmental impact, DME shows promise. Its production process can be integrated with existing industrial infrastructure, potentially reducing the need for new, resource-intensive facilities. Additionally, DME is non-toxic and biodegradable, minimizing environmental risks associated with spills or leaks during transportation and storage.
However, it is important to note that the full environmental impact of DME in heat management depends on various factors, including production methods, transportation, and end-use efficiency. As research and implementation of DME-based systems progress, ongoing life cycle assessments will be crucial to fully understand and optimize their environmental performance across different industrial applications.
Safety Considerations for DME in Industrial Applications
The use of Dimethyl Ether (DME) in industrial heat management applications necessitates careful consideration of safety measures due to its unique properties and potential hazards. DME is highly flammable and forms explosive mixtures with air, requiring stringent safety protocols in industrial settings. Proper ventilation systems are crucial to prevent the accumulation of DME vapors, which can lead to fire or explosion risks. Industrial facilities must implement robust gas detection systems to monitor DME concentrations and trigger alarms if levels exceed safe thresholds.
Storage and handling of DME demand specialized equipment designed to withstand its specific chemical properties. Tanks, pipes, and fittings must be constructed from materials compatible with DME to prevent corrosion and leaks. Regular inspections and maintenance of these systems are essential to ensure their integrity and prevent potential safety incidents. Personal protective equipment (PPE) for workers handling DME should include appropriate respiratory protection, chemical-resistant gloves, and protective clothing to minimize exposure risks.
Fire safety measures are paramount when working with DME. Industrial facilities should be equipped with adequate fire suppression systems, including dry chemical or carbon dioxide extinguishers suitable for flammable gas fires. Emergency shutdown procedures must be established and regularly practiced to quickly isolate DME systems in case of a leak or fire. Training programs for personnel working with DME should cover proper handling techniques, emergency response procedures, and the use of safety equipment.
Environmental considerations are also critical in DME applications. While DME is generally considered less harmful to the environment compared to some other industrial chemicals, proper containment and disposal methods must be implemented to prevent releases into the atmosphere or water systems. Spill response plans should be developed and regularly updated to address potential DME leaks or accidents.
The transportation of DME for industrial use requires adherence to specific regulations and safety standards. Vehicles and containers used for DME transport must meet strict requirements for pressure resistance and leak prevention. Drivers and handlers involved in DME transportation should receive specialized training on the properties of DME and emergency response procedures in case of accidents or spills during transit.
Implementing a comprehensive safety management system is essential for industrial facilities using DME in heat management applications. This system should include regular risk assessments, safety audits, and continuous improvement processes to identify and address potential hazards proactively. Collaboration with local emergency services and regulatory authorities is crucial to ensure compliance with safety regulations and to develop effective emergency response plans tailored to DME-related incidents.
Storage and handling of DME demand specialized equipment designed to withstand its specific chemical properties. Tanks, pipes, and fittings must be constructed from materials compatible with DME to prevent corrosion and leaks. Regular inspections and maintenance of these systems are essential to ensure their integrity and prevent potential safety incidents. Personal protective equipment (PPE) for workers handling DME should include appropriate respiratory protection, chemical-resistant gloves, and protective clothing to minimize exposure risks.
Fire safety measures are paramount when working with DME. Industrial facilities should be equipped with adequate fire suppression systems, including dry chemical or carbon dioxide extinguishers suitable for flammable gas fires. Emergency shutdown procedures must be established and regularly practiced to quickly isolate DME systems in case of a leak or fire. Training programs for personnel working with DME should cover proper handling techniques, emergency response procedures, and the use of safety equipment.
Environmental considerations are also critical in DME applications. While DME is generally considered less harmful to the environment compared to some other industrial chemicals, proper containment and disposal methods must be implemented to prevent releases into the atmosphere or water systems. Spill response plans should be developed and regularly updated to address potential DME leaks or accidents.
The transportation of DME for industrial use requires adherence to specific regulations and safety standards. Vehicles and containers used for DME transport must meet strict requirements for pressure resistance and leak prevention. Drivers and handlers involved in DME transportation should receive specialized training on the properties of DME and emergency response procedures in case of accidents or spills during transit.
Implementing a comprehensive safety management system is essential for industrial facilities using DME in heat management applications. This system should include regular risk assessments, safety audits, and continuous improvement processes to identify and address potential hazards proactively. Collaboration with local emergency services and regulatory authorities is crucial to ensure compliance with safety regulations and to develop effective emergency response plans tailored to DME-related incidents.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!